| CATEGORII DOCUMENTE |
| Agricultura | Asigurari | Comert | Confectii | Contabilitate | Contracte | Economie |
| Transporturi | Turism | Zootehnie |
TEHNOLOGIA MORARITULUI
Moraritul este cunoscut din cele mai vechi timpuri, fiind intr-o evolutie permanenta paralel cu dezvoltarea tehnico-economica a societatii umane.
In alimentatia omului produsele de panificatie si pastele fainoase (obtinute din faina - produsul finit din moara) ocupa un loc important - 15-30% din totalul alimentelor consumate.
De asemenea, produsele secundare rezultate in industria moraritului - tarata si germenii - constituie materia prima pentru prepararea multor alimente.
Intreprinderile de morarit, indiferent de materia prima prelucrata si de capacitatea de productie, sunt alcatuite din urmatoarele sectii:
Æ silozul de cereale;
Æ sectia de curatire si conditionare;
Æ moara propriu-zisa;
Æ sectia de omogenizare;
Æ sectia de ambalare si depozitare;
Æ laboratorul de analize fizico-chimice;
Æ sectia de intretinere si reparatii;
Æ conducerea tehnico-economica a unitatii,
fiecare sectie avand un rol bine definit in desfasurarea procesului tehnologic.
Procesul de transformare a cerealelor in faina si subproduse se desfasoara dupa urmatoarea schema (fig.9):

Fig.9 Schema de legaturi intre sectiile morii
Cerealele depozitate in siloz sunt transferate in curatatorie iar din aceasta in moara propriu-zisa, unde cerealele sunt transformate in produse finite. Din moara, faina trece la omogenizatoare iar tarata si germenii la ambalat in depozite. De la omogenizatoare, faina merge la depozit, iar din depozit la expediere spre beneficiari.
Trecerea dintr-o sectie in alta se face prin intermediul instalatiilor de transport, cantitatile transferate fiind masurate cu cantare automate.
Calitatea cerealelor, a produselor intermediare si finite este controlata de laborator.
Functionalitatea utilajelor din toate sectiile este urmarita de sectia de intretinere, fie de la tabloul sinoptic al intregii unitati de morarit, fie de la tablourile existente pe fiecare sectie.
Sectia tehnico-administrativa urmareste si indruma activitatea de morarit-aprovizionare, productie, intretinere si livrare.
2.1. PREGATIREA CEREALELOR PENTRU MACINIS.
SEPARAREA IMPURITATILOR. CONDITIONAREA CEREALELOR
Operatiile tehnologice de pregatire a graului pentru macinis efectuate la receptie si depozitare in siloz continua in curatatorie cu eliminarea impuritatilor si conditionare, dupa schema din figura 10.
Prin curatire se intelege eliminarea impuritatilor din masa de cereale iar prin conditionare tratarea boabelor cu apa sau cu apa si caldura.
Principiul eliminarii impuritatilor prin diferite operatii tehnologice se bazeaza pe diferenta dintre proprietatile fizice ale graului si impuritatilor.
Conditionarea modifica partial coeziunea endospermului si insusirile elastice ale cojii.
Fluxul tehnologic din curatitorie cuprinde urmatoarele utilaje:
Æ pentru eliminarea impuritatilor libere din masa de cereale
separatoare-aspiratoare de moara;
separatoare de pietre;
trioare;
masini de spalat si magneti;
Æ pentru eliminarea impuritatilor existente pe suprafata boabelor
masini de descojit;
masini de periat;
masini de spalat;
Æ pentru conditionarea cerealelor
aparate de udat;
coloane de conditionare;
Æ pentru masurarea cerealelor in curatatorie
cantare automate;
aparate de procentaj;
Æ pentru transport
de jos in sus: cu elevatoare sau pneumatic;
pe orizontala: cu snecuri
pe verticala si inclinat de sus in jos: prin conducte, cu cadere libera.
Fig. 10 Schema procesului tehnologic de depozitare si
pregatire a cerealelor pentru macinis
Dupa cum se poate vedea din schema, graul supus procesului de pregatire urmeaza un traseu aproape fix, fara prea multe posibilitati de ocolire a unor operatii tehnologice, si anume:
Eliminarea corpurilor straine se face cu separatorul aspirator (tararul de moara) care separa corpurile straine cu dimensiuni mai mari, egale sau mai mici decat cele ale cerealei supuse precuratirii, prin combinarea actiunii ciururilor si a curentilor de aer.
Separatorul-aspirator de moara se deosebeste de cel folosit in siloz prin: gradul de inclinare a ciururilor cernatoare, marimea orificiilor, intensitatea de curatire si incarcatura specifica/cm2 din latimea ciurului.
Eficienta de curatire este optima cand eliminarea impuritatilor se face in proportie de 60-70%.
Inclinarea primului ciur este de 8-10 iar pentru ciurul II si III 12-15.
Incarcatura specifica medie/cm2 din latimea ciurului este de 50-60kg/h.
Separatorul de pietre (pe cale uscata) este un utilaj introdus recent in fluxul tehnologic de curatire a graului, el fiind folosit inainte la fabricile de decorticat orez si la morile de porumb. Acest utilaj se plaseaza dupa tarar, deoarece acesta separa pe langa pleava, praf, spice si o parte din pietrele cu dimensiuni mai mari sau mai mici decat bobul de grau, separatorul de pietre indepartand in acest caz doar pietrele asemanatoare ca dimensiuni bobului de grau.
Eficienta indepartarii pietrelor trebuie sa fie de 90-100%, aceasta obtinandu-se prin reglarea inclinatiei optime a cadrului cu sita ce intra in alcatuirea separatorului de pietre.
Triorul cilindric este un utilaj care, in procesul de pregatire a graului pentru macinis, separa impuritatile cu forma sferica sau apropiata de aceasta, cum sunt: mazarichea, neghina si sparturile.
Morile din tara noastra folosesc curent trioarele cilindrice de mare capacitate (800kg/m2/h). Efectul de curatire este optim cand se elimina minim 75% din impuritati.
Separarea impuritatilor metalice. In masa de grau impuritatile metalice, majoritatea de natura feroasa, ce provin de la masinile de recoltat, de transportat de la camp la baze si silozuri si de aici la moara si din alte surse greu de identificat, pot provoca avarierea utilajelor din curatatorie si moara, iar prin loviri violente pot da nastere la scantei si provoca explozii si incendii.
Pentru separarea impuritatilor metalice de natura feroasa existente in grau se folosesc magneti permanenti si mai rar electromagneti.
Separatorul cu magneti permanenti, folosit curent in industria moraritului, este plasat in cel putin doua puncte din fluxul de pregatire al graului: inainte de a incepe curatirea si dupa terminarea acesteia (inainte de a intra graul la macinis). Numarul potcoavelor ce alcatuiesc magnetul se stabileste in functie de cantitatea de grau supusa curatirii. Se considera incarcatura specifica maxima de 150Kg grau pentru potcoava cu latimea de 40mm. Functionarea nesatisfacatoare a separatorului cu magneti permanenti se poate datora urmatoarelor cauze:
distribuirea neuniforma a produselor pe suprafata magnetilor;
o viteza de trecere a cerealelor peste poli prea mare;
neindepartarea la timp a impuritatilor feroase retinute;
scaderea puterii de atractie si retinere a magnetului.
Descojirea si perierea graului. Pe langa impuritatile metalice, graul contine pe suprafata boabelor, in santulet si barbita, praf si microorganisme care se indeparteaza in mare parte prin asa numita descojire si periere.
Operatia de descojire si periere se face de obicei in trei trepte:
in prima treapta rezulta praful de natura minerala numit si praf negru;
in treapta a II-a si a III-a rezulta praful alb (de natura organica) sau tarata de curatatorie.
Incarcarea specifica a descojitoarelor romanesti este de 1000-1200kg/m2/h in prima si o doua treapta de descojire. Ultima treapta de descojire se face prin periere, aprecierea efectului tehnologic fiind facut dupa urmatoarele criterii:
proportia in care se separa praful si partile de invelis;
micsorarea continutului de substante minerale ale graului;
luciul capatat de grau dupa periere.
Praful rezultat la periere, prin cantitate si calitate, constituie un produs furajer foarte valoros.
Spalarea graului se efectueaza pentru indepartarea impuritatilor ramase pe suprafata boabelor si eventualelor pietre, bulgari de pamant, pleava, paie ce ajung pana in aceasta faza. Concomitent se realizeaza si conditionarea hidrica a graului.
Asupra acestei operatii exista opinii contradictorii:
unii specialisti considera spalarea graului ca o operatie costisitoare prin consumul ridicat de apa (consum influentat de gradul de impurificare a masei de grau si de continutul de umiditate al acestuia);
altii cercetatori sustin ca prin umiditatea superficiala adaugata graului se creeaza mediu prielnic de dezvoltare a microorganismelor;
morarii cu multa experienta sustin totusi ca spalarea contribuie la obtinerea unei extractii mai mari de faina alba cu un continut redus de substante minerale.
Rolul spalarii poate fi preluat de descojirea si perierea intensa a suprafetei boabelor, conditionarea hidrica fiind realizata prin umectare - operatie tehnologica prezenta in procesul de pregatire a graului pentru macinis.
Conditionarea graului. Prin conditionare, in tehnologia moraritului, se intelege tratarea graului cu apa sau apa si caldura; aceasta operatie, deoarece afecteaza cel mai mult bobul intreg, influenteaza intr-o masura destul de mare procesul tehnologic de macinis, gradul de extractie, continutul de substante minerale al fainii, separarea germenilor si mai putin insusirile de panificatie ale fainii.
Pentru ca acest proces sa conduca la rezultate optime la macinis, trebuie sa se cunoasca in special duritatea si continutul de umiditate al graului.
Conditionarea cu apa consta in adaugarea unei anumite cantitati de apa unei cantitati de grau. Operatia se realizeaza in proces continuu prin stropirea graului cu apa ca atare sau sub forma pulverizata.
Umectarea cerealelor se face in mod obisnuit prin trei procedee:
o in primul procedeu se foloseste masina de spalat;
o al doilea procedeu foloseste aparatul de umectat simplu cu cupe;
o al treilea procedeu consta in umectarea prin pulverizarea apei, varianta fiind mai putin utilizata.
Operatia duce la cresterea umiditatii invelisului, si, in timp, a bobului intreg, diferenta de umiditate dintre coaja si miez reglandu-se prin timpul de odihna. Coaja trebuie sa retina cea mai mare parte din apa adaugata astfel incat sa aiba un grad de elasticitate mare ca la macinare sa nu se sfarame si sa se separeu usor la cernere.
Conditionarea cu apa se realizeaza intr-una sau doua trepte:
prin umectare se face dupa I treapta de decojire;
ultima umectare se efectueaza inainte de intrarea graului la macinis.
Conditionarea hidrotermica (cu apa si caldura) - practicata pe scara redusa la morile din tara noastra - se recomanda la unele loturi de grau pentru imbunatatirea insusirilor tehnologice si de panificatie. Caldura are urmatoarele efecte asupra difuziei apei in bob:
cresterea temperaturii mareste gradul de patrundere a apei in boabe - se scurteaza perioada de patrundere a apei in centrul bobului;
se imbunatatesc insusirile de panificatie ale fainii.
Temperatura optima de accelerare a patrunderii apei in bob este de 30-45C, peste aceasta temperatura avand loc fenomene ce actioneaza asupra glutenului.
Conditionarea hidrotermica, prin unele influente de natura mecanica, fizico-chimica si biochimica asupra bobului de grau, conduce la stimularea activitatii enzimatice a acestuia.
De asemenea, s- a constat ca apar si modificari ale structurii bobului; se mareste volumul iar la uscare-racire se produc contractii ce favorizeaza slabirea coeziunii bobului cu consecinte benefice in operatiile de macinare si cernere.
2.2. MACINAREA CEREALELOR
Sectia de macinis sau moara propriu-zisa este locul unde graul se transforma in faini, germeni, tarata si in procent redus gris comestibil.
In sectia de macinis au loc doua operatii importante:
macinarea cerealelor realizata cu ajutorul valturilor si dislocatoarelor,;
cernerea produselor rezultate la macinis care se realizeaza prin site plane si masini de gris.
Utilajele ajutatoare sunt cele de la transportul pneumatic: ventilatoare de inalta presiune, cicloane de descarcare, baterii de cicloane pentru filtrare si filtre cu ciorapi textili.
Transportul mecanic se face cu snecuri si elevatoare iar sistemul de ventilatie este format din ventilatoare de joasa si medie presiune si filtre.
2.2.1. Macinarea la valturi
Macinarea este operatia de sfaramare si maruntire a boabelor de cereale in particule cu diferite dimensiuni avand ca scop final obtinerea fainii, germenilor si taratei.
Operatia se bazeaza pe actiunea mecanica a tavalugilor macinatori ai valtului asupra boabelor de cereale, operatie repetata pana ce intregul miez ajunge in stare de faina.
Transformarea bobului de grau in faina se face in mai multe faze tehnologice conform schemei prezentate in fig.11.

Fig. 11. Schema tehnologica a procesului de macinare
Primul valt, conceput de Ramelli, a aparut in 1588, evolutia sa constructiva beneficiind ulterior de progresele generale ale tehnicii. In 1880 apare primul valt modern construit de firma maghiara Ganz dupa un model perfectionat al valtului Wegman din 1873, iar in 1890 si 1902 apar valturile Luther si Ammegiscke.
In general, un valt de macinat se compune din doua parti distincte si anume:
tavalugii de alimentare - au pe suprafata lor profiluri care asigura inaintarea si distribuirea uniforma a produselor;
tavalugii macinatori - a caror suprafata poate fi rifluita sau neteda, in functie de rolul tehnologic al tavalugilor respectivi.
v Functiile tehnologice ale valturilor sunt legate de dezvoltarea diagramei morii, de capacitatea acesteia si de sortimentele de faina ce se fabrica.
Functia pe care o poate avea un valt sau numai jumatate din acesta poate fi de : srot, desfacator sau macinator.
In functie de locul pe care-l ocupa valtul intr-o anumita faza tehnologica, tavalugii macinatori poseda urmatoarele caracteristici tehnice, ce au influenta asupra produselor macinate:
a) profilul riflurilor - reprezinta forma in sectiune transversala a crestaturii de pe suprafata tavalugului si este dat de unghiurile pe care le formeaza suprafetele exterioare ale riflului cu raza circumferintei tavalugului (fig. 12).
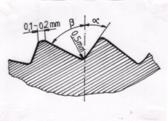
In functie de marimea acestor unghiuri, riflul poate fi numit ascutit sau deschis, unghiul α (mai mic decat β) avand valori intre 20-40 iar β 60-70.
Riflul a carui unghi α+β nu depaseste 90 se numeste riflu ascutit, iar riflul la care suma α+β>90 este un riflu deschis. Latura mica a riflului constituie fata, iar latura mare spatele riflului. Deoarece profilul riflului influenteaza in mare masura gradul de sfaramare si forma particulelor, fiecare treapta de srotuire are un alt profil de riflu.
b) numarul riflurilor - numar de muchii existente pe 1cm2 pe circumferinta tavalugului.
Numarul de rifluri influenteaza gradul de maruntire, acesta crescand treptat de la primul srot (4-5/cm) la ultimul srot (9-10/cm).
c) inclinarea riflurilor fata de generatoarea tavalugului - reprezinta distanta masurata de la generatoarea tavalugului pana la extremitatea cea mai indepartata a riflului.
De exemplu: - distanta de la generatoare la extremitatea riflului la unul din capetele tavalugului este de 80mm; lungimea tavalugului (generatoarei) este de 1000mm; inclinarea =(80/1000).100=8%.
Inclinarea riflurilor, numarul lor si viteza diferentiala actioneaza asupra produselor existente intre tavalugi, deoarece prin rotire se intretaie si conduc la formarea locurilor de atac asupra produselor.
d) pozitia riflurilor - prin aceasta se intelege situatia in care se gasesc fata si spatele riflurilor pe suprafata tavalugului rapid, in raport cu fata si spatele riflurilor de pe suprafata tavalugului lent in timpul functionarii valtului.
In practica sunt folosite urmatoarele pozitii ale riflurilor, fiecare din acestea actionand in mod diferit asupra produselor introduse la srotuit:
"muchie pe muchie" sau "tais pe tais"
"spate pe muchie"
"muchie pe spate" - unde muchiile riflurilor de pe suprafata tavalugului rapid intra in particulele de srotuit si le transporta in sensul de rotire a tavalugului;
"spate pe spate" - pozitie in care particulele sunt strivite partial sla primul contact cu tavalugii, sfaramarea accentuandu-se pe masura ce tavalugul rapid inainteaza fata de cel lent.
e) viteza diferentiala a tavalugilor. Viteza tavalugilor macinatori de la sroturi este diferentiata prin raportul de transmisie a turatiei de la tavalugul rapid la cel lent. Transmisia se face printr-o pereche de roti dintate care asigura in acelasi timp si sensul de rotatie opus al fiecarui tavalug.
Viteza diferentiala intre tavalugul rapid si cel lent se poate calcula cu relatia:
![]()
si are valori cuprinse intre 2,2-2,5. In relatie k reprezinta raportul intre viteza periferica a tavalugului rapid si cea a tavalugului lent; vr - viteza periferica a tavalugului rapid, m/s; vl - viteza periferica a tavalugului lent, m/s.
f) diametrul tavalugilor macinatori influenteaza operatiile de macinare si mai ales de srotuire. Cu cat diametrul tavalugilor este mai mare, cu atat zona de macinare este mai mare (drumul parcurs de produs intre cei doi tavalugi fiind mai mare, punctele de contact cu produsul sunt mai multe si srotuirea se produse mai intens).
Factorii mai importanti ce influenteaza asupra capacitatii de lucru a valturilor sunt urmatorii:
v gradul de maruntire (sau de macinare)
v tipul de produse
v umiditatea produselor
v uniformitatea granulatiei produselor supuse macinarii
v starea suprafetelor de lucru a tavalugilor
v gradul de incarcare a valtului
v ventilatia valturilor cu aer sau racirea tavalugilor
v actionarea valturilor se poate face:
prin sistem de transmisii cu roti si curele late de la transmisii centralizate;
cu roti si curele trapezoidale, de la motorul electric.
Din anul 1960 in morile de grau din tara noastra a fost introdus un utilaj de macinat relativ nou, numit dislocator, preluat dupa un model folosit la morile sovietice, iar dupa 1962 dislocatorul a fost importat de la firma italiana OCRIM.
Introducerea dislocatorului a dus in general la reducerea fazei de srotuire cu o treapta.
In prezent morile sunt dotate cu finisoare cu doi cilindri paraleli a caror caracteristici tehnice au fost imbunatatite dupa 1987 prin introducerea a doua noi tipuri de finisoare: FTO - finisor tarata orizontal si FTV - finisor tarata vertical.
2.2.2. Cernerea produselor macinate
A doua faza tehnologica ce are loc la moara de grau este operatia de cernere, prin care se realizeaza separarea cu sita a unor fractiuni compuse din particule cu granulatie determinata dintr-un amestec de produse macinate.
Cernerea se realizeaza prin miscare (rectilinie-alternetiva sau circulara) in plan orizontal a suprafetei cernatoare, miscare provocata de un ax orizontal sau vertical excentric.
Suprafata de cernere a sitei este formata dintr-o tesatura de sarma, fire sintetice din material plastic sau matase naturala.
In functie de produsul supus cernerii se utilizeaza urmatoarele site:
site metalice - la cernerea produselor cu un continut mai mare de invelis (sroturi) si cu granulatie mare care uzeaza foarte repede materialul de matase sau fibre sintetice datorita coeficientului de frecare mare;
site textile (matase sau fibre sintetice) - la cernerea produselor intermediare (grisuri, dunsturi) si fainii.
In urma cernerii prin site se separa, dupa marime, mai multe fractiuni.
Fractiunea ce trece prin ochiurile sitei poarta numele de crenut, iar cea care aluneca pe suprafata sitei pana ce o paraseste se numeste refuz.
O schema simpla de cernere este prezentata in figura 13, schemele de cernere folosite in moraritul modern fiind mult mai complicate.
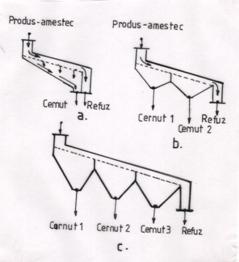
Fig. 13 Schema operatiei de cernere
a-sita cu un cernut si un refuz; b- sita cu doua cernuturi si un refuz; c- sita cu trei cernuturi si un refuz
Capacitatea de cernere a sitei este influentata de urmatorii factori:
v suprafata utila a sitei - reprezentata de proportia ocupata de ochiuri din intreaga suprafata a sitei - este influentata de grasimea firului si desimea tesaturii. Cu cat sita este mai deasa si firul tesaturii este mai gros, cu atat suprafata ei utila este mai mica;
v numarul sitelor (desimea) - reprezentata de o cifra exprimata in mai multe feluri:
numarul de ochiuri pe cm/4-n/4;
numarul de ochiuri pe tol liniar englez (25,4mm)/10-n/10.
Unele notari recente exprima marimea ochiurilor in microni;
v intinderea sitei pe rama influenteaza capacitatea de cernere si calitatea produselor cernute. Sita se fixeaza pe o rama de lemn de tei (nu se crapa la fixarea sitei prin cuie sau capse si, in contact cu aerul cald sau umiditatea, sufera degradari mai putin insemnate decat ramele confectionate din alte esente lemnoase), astfel incat sa se obtina o suprafata cernatoare fara ondulatii si fara deformarea ochiurilor. Nu se recomanda fixarea sitei pe o rama consecutiva sau simultane pe 2,3,4 laturi, deoarece tesatura nu se intinde perfect si va ramane cu ondulatii si ochiuri deformate care in procesul de cernere va scade capacitatea de productie a sitei;
v curatirea sitei se face cu un dispozitiv de curatire (perii de par aspru si moale) care permite desfundarea ochiurilor sitei.
v incarcarea sitei cu produsul de cernut se regleaza astfel incat stratul format sa permita trecerea prin ochiuri a particulelor cu marime si greutate corespunzatoare. Cu cat stratul este mai gros, cu atat capacitatea de cernere a sitei scade.
v diferenta granulometrica - cu cat numarul fractiunilor dintr-un amestec de produse rezultate la macinare este mai mare, cu atat capacitatea de cernere a sitei este mai mica.
v umiditatea produselor este optima cand amestecul de produse rezultate la macinare are o umiditate de 14,5-15%, cernerea in acest caz fiind normala. O umiditate mai mare a amestecului de produse are ca rezultat o cernere mai dificila, in consecinta o scadere a capacitatii sitei datorita trecerii in refuz si a unor particule ce trebuiau sa treaca prin ochiurile sitei;
v temperatura ridicata a produselor intrate la cernere provoaca infundarea ochiurilor, putrezirea ramelor, oxidarea sitelor de sarma, scoaterea lor timpurie din uz si, in consecinta, reducerea capacitatii de cernere. Pentru micsorarea temperaturii produselor macinate (temperatura produselor macinate =40-45C) si a sitelor se foloseste ventilatia dirijata prin canale;
v starea de uzura a sitelor influenteaza calitatea produselor cernute si capacitatea de cernere. In functie de tipul de sita, la o functionare indelungata pot aparea urmatoarele inconveniente:
sitele rupte si carpite isi micsoreaza suprafata utila;
scamosarea sitelor de matase naturala incetineste inaintarea produselor pe suprafata cernatoare si reduce numarul particulelor care trec ca cernut prin ochiuri;
oxidarea sitelor metalice conduce, datorita caldurii si umezelii, la micsorarea ochiurilor si reducerea capacitatii de cernere;
sitele cu firele tesaturii lustruite isi maresc capacitatea de cernere, particulele aluneca usor prin ochiuri ca cernut, iar refuzul se retrage mai repede spre canalele de evacuare;
v miscarea produsului pe sita in vederea cernerii are loc cand miscarea sitei este mai ampla decat a produsului.
2.2.3. Masini de cernut
In morile din tara noastra se intalnesc urmatoarele tipuri de masini de cernut:
sita plana liber-oscilanta - sita cu rame lungi dreptunghiulare sau sita clasica - intalnita la majoritatea morilor de grau din tara noastra este prezentata in figura 14:
Fig. 14. Sita elastica liber-oscilanta
Se compune din cadrul 1 pe care sunt montate casetele 2. fiecare caseta este compusa dintr-un numar de rame, de obicei 12, asezate una peste alta, pe care sunt intinse sitele pentru cernerea produselor. Cadrul cu cele 2 casete este suspendat de un schelet montat pe tavan cu ajutorul vergelelor elastice 3, confectionate din trestie, bambus, fag si mai nou cabluri de otel. Actionarea sitei plane se face prin roata de transmisie 5 care pune in miscare axul pendular 4 ce actioneaza un mecanism excentric 7. acest mecanism imprima cadrului cu site miscarea circulara. Echilibrarea intregului ansamblu al utilajului este asigurata prin contragreutatile 6.
Produsele de cernut intrate pe site se deplaseaza cu ajutorul unor palete speciale, fixate deasupra sitei pe partile laterale ale ramelor de la un capat la altul al ramei. In cursul miscarii circulare a sitei plane, produsul lovindu-se de peretii paletelor este ricosat si isi schimba directia de deplasare rezultand astfel o miscare in zigzag.
In practica, se urmareste ca produsele cu granulatie mare, ce trebuie remacinate, sa paraseasca cat mai repede compartimentul de cernere. Aceasta se realizeaza prin intermediul sitelor rare metalice.
Urmeaza sitele ce refuza a II-a categorie de produse dirijate tot la macinare sau la curatire, asa cum este cazul grisurilor. Sitele de faina formeaza a II-a grupa cernatoare. A IV-a grupa de site sorteaza produsele cu granulatia cuprinsa intre grisurile mici si faina, adica ceea ce in practica se numesc dunsturi.
In practica, se inscriptioneaza fiecare rama cu cifre de la 1 la 12,18,20 sau 26, alaturi de care se trece functia tehnologica, usurandu-se astfel asezarea ramelor dupa schema de circulatie a produsului in interiorul sitei.
sitele plane cu rama dreptunghiulara scurta au fost introduse incepand cu anul 1962 la morile de grau "Medgidia", "Suceava", "Segarcea" si altele, acestea fiind construite dupa licenta firmei OCRIM - Italia. Au o mare raspandire in morile mici de grau si porumb.
Din punct de vedere constructiv se deosebesc de sitele clasice prin:
lungimea ramelor cu site, acestea fiind cu 30-50% mai scurte decat ramele sitelor plane clasice;
fiecare compartiment este detasabil, manipularea la demontare si montare facandu-se mai usor;
sitele plane cu rama dreptunghiulara se construiesc si cu 8 compartimente spre deosebire de cele clasice care se construiesc numai cu 4 si 6 compartimente;
incarcatura specifica a sitelor plane cu rama dreptunghiulara este de 800-900kg/m2/24h fata de 500-500kg/m2/24h.
2.2.4. Masini de cernut si curatat gris
Grisul rezultat de la macinarea cu valturi si sortat din amestecul de produse cu sitele plane trebuie supus unei noi sortari realizata cu utilaje speciale, numite masini de gris, ce combina cernerea prin site cu curentul de aer, ajutand astfel produsul la stratificare si antrenare a particulelor usoare de tarata si faina. O reprezentare schematica a procesului de divizare a grisurilor se poate face astfel (fig.17):
Fig. 17. Schema divizarii grisurilor
A-divizarea la masina cu un rand de rame;
B-divizarea la masina cu doua randuri de rame;
1-primul rand de site; 2-al doilea rand de site; 3-cernut; 4-refuz
Din punct de vedere constructiv exista diferite tipuri de masini de gris, dar operatia de curatire este asemanatoare.
Intensificarea cernerii a fost realizata in ultimii 20 de ani prin marirea suprafetei de cernere, trecandu-se de la masinile dotate cu un rand de site, la cele cu 2 si 3 randuri suprapuse. Singurul avantaj care rezulta in urma folosirii mai multor randuri de site este faptul ca unele grisuri trebuiau recuratite la o alta masina pentru a li se imbunatati calitatea.
In functionarea masinilor de gris se manifesta cativa factori care influenteaza functionarea utilajului si sortarea si calitatea grisurilor. Acesti factori sunt:
dimensiunea si forma particulelor de gris - cu cat dimensiunile particulelor sunt mai apropiate, cu atat eficacitatea operatiei este mai mare;
grosimea optima a stratului de gris - este cuprins intre 5-10mm;
incarcarea specifica a masinilor de gris (kg/cm latime site receptoare) variaza intre 180-260 kg/cm/24h la grisurile mari si 70-90 kg/cm/24h pentru dunsturi;
debitul si forta aerului folosit la aspiratie;
tipul de perii ce curata sitele - periile in forma de stea au efect de curatire foarte bun.
2.2.5. Procesul tehnologic de macinare a graului
Etapele transformarii miezului de grau in faina sunt:
srotuire
sortarea grisurilor
curatirea grisurilor
desfacerea grisurilor
macinarea.
In fiecare faza se obtine o anumita cantitate de faina. La sortarea si curatirea grisurilor se separa faina ramasa in masa acestora inca de sa faza de srotuire.
Srotuirea sau zdrobirea este faza tehnologica prin care se realizeaza fragmentarea boabelor de grau in particule de diferite dimensiuni si detasarea in cea mai mare masura a cojii sub forma de tarata. Dupa fiecare trecere a produsului printre tavalugii valtului, cu functii de srot, se face cernerea cu sita plana, o treapta de srotuire fiind formata dintr-una sau mai multe perechi de tavalugi si 1 sau mai multe compartimente de sita plana.
Din amestecul de produse rezultat la srotuire cu ajutorul sitei plane se separa la primele 3 trepte urmatoarele produse:
srot mare, mic;
grisuri mari, mijlocii, mici;
dunsturi;
faina.
La treptele 4 si 5 se obtin sroturi pana la stadiul de tarata, grisuri, dunsturi si faina de calitate inferioara, iar la ultima treapta se obtin faina inferioara, tarata marunta (irimic) si tarata obisnuita.
Sortarea grisurilor este faza tehnologica in care particulele de endosperm obtinute la srotare, cu o granulozitate mai mare decat a fainii, se supun unei sortari prin cernere pe clase de marime (granulozitate).
Grisurile mici si mijlocii sunt trimise la sortat la un compartiment de sita plana (fig.19).

Fig.19 Schema tehnologica de sortare a grisurilor de categoria I
Dupa cum se vede din schema, sortirul 1 foloseste 26 rame cernatoare iar sortirul 2 numai jumatate de compartiment cu 13 rame cernatoare.
Primul si al doilea refuz de la sortirul 1 se trimit la sortat si curatat cu masini de gris, dunsturile prin sita 55 merg din nou la sortat la sortirul 2, iar faina se colecteaza in snecul pentru amestec.
Primul si al doilea refuz de la sortirul 2 merg la sortat si curatat la masini de gris, dunstul prin sita 65 merge la macinat, iar faina se colecteaza la snecul de amestec.
Curatirea grisurilor este operatia de clasare a particulelor de endosperm pe fractiuni ce se deosebesc dupa continutul de substante minerale (invelis). Este o faza deosebit de importanta deoarece grisurile pregatite in aceasta faza constituie de fapt materia prima pentru fainurile de calitate superioara.

Fig. 20 Schema tehnologica de curatire a grisurilor
Asa cum se vede in figura 20, asezarea sitelor incepe cu cele care au ochiurile mici si se termina cu sita ce are ochiurile cele mai mari.
Produsul care nu trece prin ochiurile sitelor se elimina ca refuz, acesta fiind ditrijat la macinare la un valt special - macinator de capete sau desfacator de grisuri D3 - sau la unul din sroturile marunte.
Masinile de gris fiind cu 2 randuri de site, refuzurile la primul rand se trimit la macinare la sroturile marunte II, III si IV. Refuzurile de la randul doi de sita se trimit toate la macinatorul de capete D3.
Grisurile curatate, apropiate din punct de vedere al granulatiei, sunt dirijate la fazele de desfacere a grisurilor si la macinatoare.
Grisul alimentar nu are schema proprie de curatire si recuratire, el obtinandu-se la masina de gris MG2 ce primeste gris necuratat de cea mai buna calitate de la desfacatorul D1 si D2.
Desfacerea grisurilor este faza tehnologica prin care se urmareste micsorarea granulelor grisului mare si in acelasi timp desfacerea particulelor de coaja pe care le contine de obicei acest tip de gris. O data cu desfacerea acestor coji se disloca si mare parte din germeni.
Desfacatorul de gris sunt in numar de doua, notate cu D1 si D2. urmatoarele desfacatoare sunt pentru macinarea refuzurilor de pe al doilea rand de site de la masinile de gris (D3) si pentru macinarea primului refuz de la primele trei macinatoare (D4).
Fig. 21 Schema tehnologica de desfacere a grisurilor
Desfacerea grisurilor curatite prezentata in figura 21 se realizeaza printr-o actiune usoara a tavalugilor asupra granulelor. Datorita unei diferente de rezistenta (existenta intre partea de gris din miez si cea provenita din invelis) partea provenita din miez se desface usor, dand nastere la alte particule de gris mai mici iar partile provenite din invelisul bobului raman in majoritate la dimensiunile initiale, rezultand in urma desfacerii si o cantitate mica de faina.
Separarea amestecului rezultat se face prin cernere. Noile grupe de grisuri se caracterizeaza printr-un continut redus de cenusa (0,35-0,5%) si o calitate foarte buna iar faina rezultata la desfacerea grisurilor curatate este, de asemenea, de buna calitate, continutul ei in cenusa fiind de 0,4-0,5%.
Macinarea grisurilor si dunsturilor se face in functie de dezvoltarea diagramei de macinis, de gradul de extractie si de sortimentele de faina ce urmeaza a se obtine. In morile noastre de medie si mare capacitate macinarea se efectueaza in 8-10 trepte.
Produsele care vin la primele trei macinatoare sunt dunsturile de la D1, D2 si D3 si de la morile MG2, MG3, MG6 si MG7.
Dupa aceea, de la macinatorul 4 pana la 10, alimentarea se face din treapta in treapta cu produsele netransformate in faina, asa cum se prezinta in schema din figura 22.
Primul refuz de la macinatoarele 1,2 si 3 merge la desfacatorul 4 (D4). Acelasi refuz de la macinatorul 4 pana la macinatorul 9 inclusiv se macina la macinatoarele 7,8 si 9. Toate refuzurile macinatorului 10 merg la tarata.
Daca se urmareste schema fazei de macinare se observa ca faina este formata din particule mai mici de 180μ - adica acea faina care trece in totalitate prin sita nr. VIII din fire sintetice sau matase naturala.
Faina care contine particule mai mari dovedeste ca morarul a introdus in continutul ei si dunsturi.
Suprafata tuturor tavalugilor este neteda, deoarece incercarile de a folosi suprafete rifluite, ca si in cazul desfacerii grisurilor, a dus intotdeauna la cresterea continutului de cenusa si la inchiderea fainii la culoar5e. Viteza periferica a tavalugului rapid este de 3,5m/s iar cea diferentiala este de 1:1,5.
Produsele finite rezultate la macinarea graului, secarei si porumbului sunt prezentate in tabelul 8, iar schema tehnologica de prelucrare a orezului si produsele finite la fabricarea orezului este prezentata in figura 23.
Fig. 22 Schema tehnologica de macinare a grisurilor si dunsturilor
|
Tipul de cereala |
Nr. de sortari |
Faina |
Gris alimentar* |
Germeni |
Tarate |
|||
|
Tipuri de faina |
Extractie totala, % |
Extractii realizate, % |
Cenusa medie, % |
Extractie/ Cenusa medie, % |
||||
|
GRAU | ||||||||
|
| ||||||||
|
SECARA | ||||||||
|
PORUMB Mori fara degerminare Mori cu degerminare | ||||||||
(dupa Musca, Tehnologia produselor alimentare, Universitatea Galati, 1980)
* - cantitatea de gris alimentar extrasa diminueaza proportional extractia de faina, din sortimentul cu cel mai mic continut mineral.
Fig. 23. Schema procesului tehnologic de prelucrare a orezului
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 13246
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved