| CATEGORII DOCUMENTE |
| Arhitectura | Auto | Casa gradina | Constructii | Instalatii | Pomicultura | Silvicultura |
REVIZII SI REPARATII ALE INSTALATIEI DE PROPULSIE
In vederea asigurari starii tehnice normale a navelor si mentinerea clasei , pe toata durata de serviciu se aplica sistemul de reparatii planificate care prevede :
controale si revizii periodice planificate a elementelor navei
reparatii periodice , la termene stabilite si intr-un volum care sa asigure deplina functionare a navei pana la urmatoarea reparatie planificata .
Reparatiile periodice cuprind lucrari de prevenire a depasirii uzurilor admisibile si inlaturarea defectiunilor descoperite la controale si revizii .
Periodicitatea , categoriile de reparaii , instalatiei de propulsive sunt prezentate de " Normativul tethnic pentru repararea mijloacelor de transport naval ".
Acest normative preved urmoarele tipuri de reparatii :
Revizia tehnica - ansamblul de operatiuni care se executa , de regula anual , in scopul determinarii starii tehnice a navei , mecanismelor si instalatiilor acesteia si a principalelor lucrari ce urmeaza a se efectua cu ocazia primei reparatii planificate curente sau capitale , pentru a asigura , in continuare , functionarea normal a acesteia .
Revizia curenta de gradul 1 - ansamblul de interventii ce se executa periodic in scopul inlaturarii defectiunilor prin repararea , reconditionarea sau inlocuirea unor piese , componente sau inlocuirea partiala a unor subansamble uzate .
Reparatia curenta de gradul 2 - reprezinta forma de baza a sistemului de reparatii planificate si cuprinde un ansamblu de lucraricomplexe care se executa la un numar de ani , avand ca scop asigurarea functionarii acesteia in tot cursul perioadei pana la urmatoarea reparatie curenta de gradul 2 sau reparatie capitala pentru repararea , reconditionarea sau inlocuirea diverselor piese uzate , aggregate , instalatii sau subansamble uzate .
Reparatia capital - interventia ce se executa in mod planificat dupa expirarea ciclului de functionare prevazut in normative , in scopul mentinerii caracteristicilor tehnico-economice inițiale si preintampinarii iesirii navelor din functiune inainte de termen .
Lucrari de intretinere ale instalatiei de propulsive :
Motorul principal :
-Controlul strangerii buloanelor de la placa de baza , a elementelor de fixare a blocului motor , armaturi , flanse , conducte ;
-controlul visual la fiecare cap de linie a intregului ansamblu motor , parti fixe si mobile , ungere , racier , a tubulaturii instalatiei de lansare si a centrujului telescoapelor ;
-masurarea frangerii arborelui cotit ;
-controlul alinierii marcajelor ce indica pozitia axelor fretate in coarnele manivelelor ;
-controlul rotilor dintate si al jocurilor aferente ;
-controlul intinderii lanturilor de distributie ;
-controlul nivelului la uleiul de ungere , cuzinetii si capul de cruce ;
-controlul debitului uleiului cilindri la pompele Bosch si corectarea debitului comform cartii tehnice ;
-separarea uleiului de ungere ;
-separarea combustibilului greu si usor ;
-prepararea combustibilului greu pentru functionarea corecta a motorului ;
-curatirea filtrelor de la aspiratie si refulare la instalatiile de ungere , racire pistoane , combustibil ;
-ambarcarea combustibilului usor si greu ;
-controlul mobilitatii tijelor si parghiilor la sistemul de lansare combustibil , regulator WOODWARD , gresarea intregului ansamblu de parghii si tije de comanda a motorului ;
-controlul existentei si calitatii apei din circuitele de racire cilindri , pistoane , injectoare ;
-controlul nivelului de ulei la vizor , ungerea pinionului rotii de cuplare si axului ;
-verificarea functionalitatii ventilelor de siguranta de la capace carter ;
-demontarea-montarea , spalarea , suflarea si verificarea etanseitatii clapetilor de baleiaj , curatarea baleajului ;
-verificarea si remedierea eventualelor dereglari la dispozitivele de siguranta , protectii s semnalizari ;
-verificarea functionarii sistemului de protectie la supraturatie ;
-schimbarea uleiului la regulatorul WOODWARD Si intretinerea comform cartii tehnice a servomotoarelor de tip BOOSTER ;
-demontarea - montarea , curatirea , verificarea , tusarea si reglarea la presiunea indicata de producator a injectoarelor d epe motor si rezerva ;
-verificarea functionarii motorulu prin ridicarea diagramelor indicate si a presiunii maxime si de compresie , lunar si dupa fiecare verificare si reglare a injectoarelor sau pompelor de injectie ;
-curatarea esapamenntului si a gratarelor de la turbina ;
-verificarea si remedieerea etanseitatii racordurilor tevilor la instalatia de aer , ungere si alimentare combustibil ;
-verificarea si intretinerea instalatiei vascozimetrului de preparare a combustibilului greu , comform indicatiei firmei constructoare ;
-verificarea la termenele prevazute de caretea tehnica a compresorului SIHI si curatirea saptamanala a filtrelor de aer ;
-eliminarea condensului din buteliile de aer comprimat pentru lansare ;
-actionarea , conform instructiunilor , a instalatiei de spalare pentru turbine si suflanta ;
-controlul nivelului uleiului de ungere la turbosuflante si schimbarea la nevoie a uleiului ;
-curirea la interval indicate , a amortizorului de zgomot ;
-demontare-montarea si spalarea filtrelor de aer la suflante ;
-inlocuirea aparatelor de masura si control defecte ;
-controlul si curatarea ferestrelor de baleiaj si evacuare pentru motoarele lente ;
-urmarirea si inregistrarea din ora in ora a parametrilor de functionare in timpul marsului ;
-mentinerea in stare curata a exteriorului motorului principal ;
Linia axiala :
- verificarea fixarii pe postament a lagarelor de sprijin ;
- verificarea nivelului uleiului de ungere , a temperaturilor de lucru si inregistrarea lor ;
-verificarea functionarii corecte a instalatiei de racire a tubului etambou si a cuzinetilor
-verificarea neetenseitilor de la instalatia de racire si de ungere ;
-verificarea si completarea nivelului de ulei de la tancul gravitational , a sistemelor de etansare tip SIMPLEX , CIRCUMFLEX , SUBLIME , LIPS BW ;
-verificarea starii tehnice a sistemului de etansare din pupa in timpul stationarii navei ;
-verificarea functionarii corecte a sistemului de semnalizare " nivel minim de ulei " in tancul gravitational .
Verificarile efectuate la linia axiala se efetueaza prin metode nedestructive ( visual , ciocanire , lichide penetrante , fluxuri magnetice , ultrason ) la urmatoarele pariti :
conul arborelui dinspre elice ;
-coroziuni la flancurile filetelor de stranger a piulitei de la elice si cupla ;
-fisuri la fundul filtrului ;
-jocul dintre fitilul piulitei si filetul arborelui ;
-coroziuni la suprafaa lateral a conului ;
-fisuri in regiunea bazei mari a conului ;
-fisuri longitudinal in canalul de pana in zona de intersectie a peretilor laterali cu ;fundul canalului ;
-fisuri de capat la canalul de pana ;
fusurile ;
-urme de gripaj ;
-urme de temperature locale ridicate ;
-lipsa de contact intern intre bucse si fusul arborelui ;
-fisuri si / sau rizuri pe suprafata de lucru in lagare si in zona presetupelor ;
invelisurile de protectie anticoroziva ;
conul arborelui dinspre cupla ;
masuratorila fusurile arborelui si la bucseletubului etambou
Elicea :
-verificarea conturului palelor la indoituri , fisuri , dislocari de material ;
-verificarea dosului palelor la dislocare de material ca urmare a functionarii palelor in regim de cavitatie ;
-verificarea starii tehnice a suruburilor de strangera a butucului pe arbore si a paletelor pe butuc ;
-verificarea starii tehnice a mecanismului de reglare a pasului ;
-proba hidraulica a butucului elicei cu pale montate ;
Elicea este construita din otel inoxidabil..................
Examinarea si intretinerea elicelor din oteluri inoxidabile se face in functie de gradul de periculozitate al defectelor , in diverse locuri pe suprafata elicei . Astfel suprafata elicei a fost impartita in trei zone de severitate :
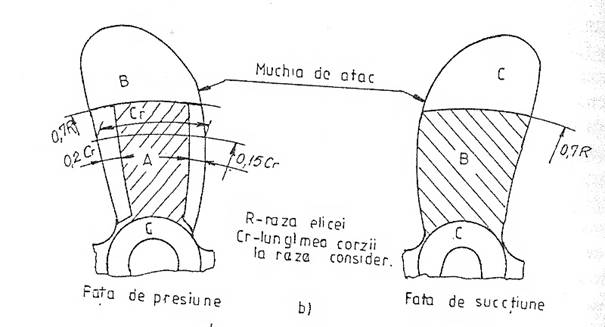
Zona A este suprafata de pe fata de presiune a palei , de la butuc incluzand si racordarea pana la 0.7 R si limitata pe fiecare bord , aflate la o distanta de 0.15 Cr de la bordul de atac si 0.2 Cr de la bordul de fuga ; zona A include portiunea dintre pale de la butucii turnati separate .
Zona B este suprafata ramasa pe suprafata de presiune , iar pe fata de depresiune de la baza palei pana la 0.7 R .
Zona C este suprafata plasata dincolo de 0.7 R pe ambele fete ale palei si suprafata butucului la elicele turnate monobloc .
Examinarea si reparatia elicei poate fi facuta partial , cand elicea nu este demontata de pe axul port-elice sau complet , cand elicea este demontata de pe axul port-elice .Astfel se examineaza si remediaza rupturile , deformarile fisurile si dislocarile de material pe dosul palelor ca urmare a functionarii elicei in regim de cavitatie . Dispozitivul de etansare de la butucul elicei se verifica la proba hidraulica cu presiunea de 2 bar . Proba hidraulica pentru verificarea dispozitivelor de etansare de la palele elicelor cu pas reglabil la o presiune egala cu inaltimea coloanei de ulei pana la tancul gravitational sau cu presiunea de lucru a pompei . In cazul presupunerii unor defecte interne se poate supune elica unui control ultrasonic , precum si unuia radiologic pentru depistarea zonei de intindere a defectelor interne .
6.4. Defectiuni si moduri de remediere a liniei de arbori si elicei
Arborii port elice transmit cuplul de la motor la elice.
Motorul principal functioneaza cu unele neregularitati ciclice , mai ales la navele ale caror motoare nu au un attenuator de vibratii intre motor si elice .
In timpul unei rotatii se dezvolta urmatoarele tipuri de forte :
variatii de presiune , pe suprafata elicei , provenita din siaj , ce exercita o forta variabila asupra arborelui;
variatii in momentul transmis de elice arborelui in functie de pozitia palei fata de corp;
moment de incovoiere , provenit din forta exercitata de pala dezaxata fata de axul butucului ; momentul variabil este aplicat pe suprafata conica de fixare a elicei pe axul port-elice , ce actioneaza in plan vertical si orizontal cu valori cuprinse intre 30%-100% din momentul motor transmis in functie de numarul de pale al elicei;
monentul de incovoiere pe verticala provenit din distributia de greutati a liniei de arbori pe lungime;
In afara acestori factori mai sunt si factorii constructivi proveniti din tolerantele existente la montaj, erorile de executie ale arborilor ( neperpendicularitatea flanselor pe axa arborilor , deplasarea si frangerea la flanse, necoaxialitatea fusurilor , pelucrarea sub forma curbata a arborelui , deformatii cauzate de elasticitatea navei , elasticitatea lagarelorsi efecte termice locale ) .
Astfel asupra liniilor de arbori apar sarcinile de incovoiere si torsiune ce duc la aparitia fisurilor sau chiar ruperii datorate oboselii.Cele mai intalnite defecte sunt :
- coroziuni si/sau fisuri;
- deformatii ale arborelui;
- defecte ale imbracanintii de protectie ;
Repararea arborilor
Daca se constata coroziuni si sau fisuri la arbore este necesar sa se determine dimensiunile defectelor lungime,adancime deschidere) prin metode nedistructive (radioscopie, magnetoscopie sau ultrasunete
a Daca adancimea defectelor depaseste 1 din diametrul arborelui acesta se va inlocui
Remedierea prin sudura a coroziunilor si/sau fisurilor a caror adancime nu depaseste limita de mai sus este interzisa , deoarece intotdeauna sub cordonul de sudura se creaza tensiuni interne ce conduc la dezvoltarea fisurilor in insusi materialul arborelui fisuri ce nu mai pot fi evidentiate .
Daca
totusi se prevede a se executa reparatii prin sudura se vor face dupa un proces tehnologic detaliat pregatirea pentru sudura temperatura
de preincalzire
etc.) aprobat de inspectorul teritorial al societatii de clasificare .
Coroziunile si fisurile care
nu depasesc 1,5 din
diametrul arborelui pot fi reparate prin recrificare fina. Marginile zonei rectificate trebuie
sa fie bine rotunjite in vederea reducerii concentratorilor de tensiune
.
b)Defeetele de suprafata cum sunt: coroziuni, urme de gripaj , uzuri(conicitate peste 0 009D si ovalitate peste 0 007D mm) se pot repara prin strunjire cu conditia ca reducerea diametrului sa nu depaseasca 3% din diametrul initial.
Valoarea de reprezinta limita maxima de uzura careia corespunde o crestere a tensiunii in arbore cu 10
Deformatii la conurile arborilor elice sau flanse de cuplare
c )Cazurile cele mai frecvente de deformatii se intalnesc la conul arborelui pe care se fixeaza elicea. Arborele la care s-a constatat o deformare usoara a conului, poate fi reparat prin strunjire, a unui nou con deplasat catre prova arborelui
Pentru mentinerea distantei dintre butucul elicei si etambou arborele port elice va fi deplasat spre pupa. Aceasta deplasare a arborelui port-elice se realizeaza usor in special la arborii lubrifiati cu apa de mare. Spatiul ramas liber intre flansa arborelui port-e1ice si flansa arborelui intermediar se va completa cu un inel distantier a carui grosime maxima va fi de 25% din grosimea flansei arborelui intermediar.
d)Deformatiile de incovoiere datorita greuratii arborelui in cazul nebalansarii mecanismului) se poate face prin indreptare cu ajutorul preselor.
e)Dupa strunjire sau indreptare a arborelui port-elice sau intermediar se face o verificare a bataii radiale a fusului, conului elicei radiala sau axiala a flansei ce nu trebuie sa depaseasca 0 mm
Defecte ale imbracamintii de protectie
Defectele ce se constata la bucsele de protectie din bronz sunt - uzuri ;
- fisuri;
- crapaturi; r
- desprinderi
Remedierea unora dintre aceste defecte sau avarii pentru bucsele de protectie din bronz este posibila si fara inlocuirea bucsei astfel:
strunjirea bucsei pentru eliminarea unor fisuri superficiaIe si a unor portiuni uzate (santuri circulare etc. este posibila cand dupa strunjire ramane 75 din grosimea initiala; in cazul depsirii acestei limite se schimba bucsa de protectie
- in portiunea bucsei de protectie din prova in zona presetupei, se poate admite o reparare prin sudarea unei dubluri atunci cand grosimea ramasa dupa strunjire este cel putin 1/3 din grosimea initiala .
canalele circulare in dreptul presetupei, care nu depasesc o adancime de 3mm, pot fi eliminate prin pilire sau smirgheluire
Remedierea defectelor la imbracamintea de protectie dintre bucsele de sprijin prova si pupa executate din material plastic (rasini epoxidice etc in cazul in care prezinta fisuri coroziuni desprinderi , acele defecte se vor indeparta dupa arbore se va curata arborele perfect, se va degresa si se va aplica o noua imbracaminte de protectie .
Elicea este propulsorul hidraulic reactiv care produce forta de impingere prin insurubarea prin apa . Ea este un organ supus solicitarii ciclice foarte mari care funtioneaza in mediu coroziv al apei de mare si care, datorita amplasarii sale , este foarte expusa la socuri. Elicea este supusa la:
- tensiuni de incovoiere si tensiuni axiale provenite din fortele de impingere si fortele de inertie ale palelor
- coroziunile in fisurile aparute datorita oboselii in anumite zone ale elicei) cu efect accelerat .
Aceste efecte combinate duc cel mai adesea la ruperea elicei. Riscul de deteriorare nu este acelasi pentru toate partile elicei deoarece nu lucreaza in conditii identice.
In butuc apar tensiuni importante datorita presarii elicei pe axul port-elice. Interiorul butucului nefiind in contact cu apa de mare nu prezinta pericol de corodare. Suprafata exterioara, excluzand racordarea cu fata activa a palei nu este solicitata datorita vitezei tangentiale (periferice) mici in aceasta zona coroziunea este scazuta .
Fata de presiune a palelor pana la distanta 0,4R de la axul butucului cuprinzand si racordarea cu butucul dar excluzand marginile palelor este zona cea mai solicitata a elicei, fiind supusa la solicitari mari de intindere cu variatii ciclice importante In aceasta portiune a palei presiunea apei de mare este destul de redusa din cauza vitezei de rotatie relativ scazute. La distanta mai mare de R, solicitarile de intindere scad rapid. Marginile palelor sunt supuse la tensiuni de intindere relativ mici cu variatii ciclice reduse dar sunt expuse la actiunea apei de mare. In cazul in care se produc vibratii ale palelor marginile aeestora sunt supuse la variatii mari de tensiune in special intre 0 R - 0 R Fata de suctiune a palelor,cu exceptia marginilor de la varful palei este putin solicitata mecanic dar supusa puternic fenomenului de cavitatie. Aceste observatii au condus la impartirea suprafetelor elicei in zone de severitate
Defectele care apar la elice sunt:
- uzura normala este de ordinul 0 mm/an pentru elicele cu turatie mica ;
- uzura locala sub forma de ciupituri (pilling) in zonele mai departate de 51R ;
- coroziune
prin cavitatie care produce coroziunea materialului elicei ;
- fisurile
care apar
fie ca defecte locale de material sau datorita oboselii
- rupere prin fisurare ;
- indoirea palelor sau a unor bucati din pala datorita unor accidente de navigatie ca: esuari , loviri de obiecte immerse , cabluri infasurate de elice, etc
Repararea elicelor
Demontarea elicei este absolut necesara atat pentru verificarea totala a elicei si arborelui port-elice, cat si pentru executarea reparatiilor in atelier a elicelor . Dupa reparatii se fac incalziri pentru detensionari, chiar pentru reparatii minore acestea nu se pot face in conditii bune decat in atelier
Pentru demontare, se poate face o incalzire a butucului la o temperatura de maxim 150oC evitandu-se sursele de caldura concentrate Incalzirea neegala si prea energica a butucului este periculoasa intrucat la unele categorii de material poate produce fisuri, care dupa remontare se maresc. Se recomanda ca incalzirea sa se faca cu rezistente electrice sau cu aburi cu o viteza de incalzire ce nu va depasi 50 C/ora . Este total nerecomandata incalzirea cu flacara oxi-acetilenica
Procedeele prin care se repara elicele din otel sunt aceleasi ca la
elice1e din aliaj de cupru
- polizarea, ce trebuie executata astfel incat conturul sa fie cat mai pierdut, pentru a nu se stimula cavitatia sau coroziunea
- sudarea se executa dupa aceleasi operatiuni cu diferenta ca se utilizeaza materiale adecvate si temperaturi de incalzire cuprinse intre 150C si 750C urmate de tratamente termice care sunt normalizarea revenirea calire, durificare
- indreptarea se face la cald sau rece, cu forte aplicate dinamnic sau static , in functie de grupa de otel din care face parte materialul elicei .
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 1993
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved