| CATEGORII DOCUMENTE |
| Animale | Arta cultura | Divertisment | Film | Jurnalism | Muzica |
| Pescuit | Pictura | Versuri |
Siemens - SIPLACE Series
Ghid de utilizare al masinii de placement:
Siemens - Siplace
Masina de placement HF
Masina de placemant HF are doua gantry'uri actionate de catre motoare in curent continuu (linear motors). Gantry-urile pot fi rapid si precis pozitionate la coordonatele X si Y dorite.
Procesul de placement de la masina HF necesita un inalt nivel de precizie si flexibilitate. Sunt folosite doua metode de placement.:
- metoda Collect & Place (Colectare si Plasare) pentru o mare viteza de plasare a componentelor standard
- metoda Pick &Place (Preluare si plasare) pentru o rapida plasare a componentelor speciale: Fine pitch si super Fine pitch.
Principiul de placement al masinilor SIPLACE
Capul va ridica (pick) componenta din feeder, va deplasa componenta si o va plasa pe PCB. Dintre acestea numai capul se afla in miscare celelalte doua adica feederul si PCB-ul raman pe pozitiile lor bine definite. Acest principiu SIPLACE are urmatoarele avantaje:
- Timp foarte redus pentru incarcare si splicing
- Chiar si componentele mici (ex. 0201) sunt ridicate fara proleme
- componentele nu pot aluneca pe PCB
- minimizare partilor in miscare
Prescurtari
C&P Collect&Place = Colectare si plasare
C&P12 Collect&Place head with 12 segments = capul de colectare si plasare cu 12 segmente
C&P6 Collect&Place head with 6 segments = capul de colectare si plasare cu 6 segmente
CO Component = componenta
ESD Electrostatic Sensitive Device = componenta sensibila la descaracre electrostatica
FC Flip chip = componenta rotita
GND Ground = impamantare
IC Integrated circuit = circuit integrat
MTC Matrix tray changer = Magazie de tavite
P&P Pick&Place = Ridica si plaseaza
PCB Printed circuit board = Placa cu circuite integrate
SMD, SMT, SMC: Surface Mounted Device, Technology, Component = Dispozitiv, Tehologie, Componenta Plasare de Suprafata
TH TwinHead = Dublu Cap de plasare
WT Waffle-pack tray = tava cu componente
WTC Waffle-pack tray carrier = magazie
Hardware'ul masinii
Etichete de atentionare
Eticheta de atentionare W201

OPERAREA MASINII SA SE FAXA CU PRECAUTIE
Operarea masinii depinde in totalitate de cunoasterea masinii de catre operator, a manualului de utilizare. Este foarte important sa se respecte masurile de siguranta.
Eticheta de atentionare W203, W204


PERICOL DE ACCIDENTARE
Este posibila vatamarea corporala. Este interzis a se opera in interiorul masinii in timpul functionarii sale.
Eticheta de atentionare W202 amplasata pe gantry (macara)
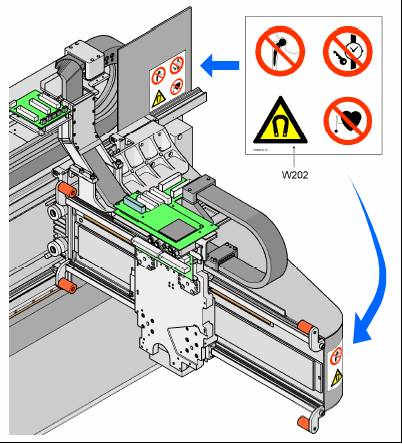
ATENTIE
In interior se gaseste un magnete permanent foarte puternic
PERICOL
Pericol de moarte pentru persoanele care implanturi medicale electronice (e.x. pacemakers, insulin pumps, defibrillators).
Eticheta de atentionare W205 de la cutitul de hartie

RISCUL DE TAIERE!
Pericolul de taiere este prezent chiar si atunci cand masina este oprita !
Eticheta de atentionare W206
PERICOL DE ELECTROCUTARE!
Partile etichetate ale masinii cu eticheta de mai sus sunt inca sub tensiune cand masina este oprita. Deconectati masina de la sursa de alimentare cu energie inainte de a interveni in interiorul masinii !
Regiunea NAFTA: RISCUL DE ELECTROCUTARE SI ARSURA !
Eticheta de atentionare W207
TENSIUNE DE ALIMENTARE INALTA!
Deconectati intrerupatorul general si asteptati 30 de secunde pana cand condensatorul se va descarca !
Regiunea NAFTA: RISCUL DE ELECTROCUTARE SI ARSURA !
Eticheta de atentionare 'Laser class 2'

RADIATII LASER!
A nu privi direct raza laser de clasa 2
Controalele si afisajul masinii
(1)Panoul de operare asupra sursei de alimentare
(2)Intrerupatorul general
(3) Butonul de Stop (negru)
(4) Butonul Start (alb)
(5) Numaratorul de componente
(6) Tastatura
(7) LCD touchscreen
(8) Butonul Stop in caz de urgenta
(9) Turnul de lumini
(T) Directia de transport a PCB-ului
Descriere
Toate comenzile pot fi activate de catre persoane inalte de cel putin 1,60m
Intrerupatorul general
Intrerupatorul general este folosit pentru cuplarea si decuplarea tensiunii electrice de la reteua de alimentare cu energie a masinii de placement
Butonul de Stop
Acest buton este folosit pentru a opri masina de placemant
Butonul de Start
Prin apasarea acestui buton se porneste masina dupa cuplarea intrerupatorului general sau dupa eliminarea erorilor aparute.
Butonul de Stop in caz de urgenta
In momentul in care este apasat acest buton se intrerupe alimentarea cu tensiune a gantry-urilor, a conveyoar-elor, si a taietorului de hartie. Totodata reduce tensiune aferenta capului de placement.Se roteste butonul pentru a reveni la normal.
Numaratorul de componente
Acesta afiseaza numarul de componente care au fost plasate pana in acel moment.
LCD touchscreen
Acesta este un ecran cu cristale lichide (LCD) cu o suprafata sensibila la atingere (touchscreen). El este amplasat pe ambele parti ale masinii de placement. Rezolutia ecranului e de 1024 x 768. El este montat intr-o rama care poate fi scoasa in afara si amplasata sa stea la un anumit unghi de inclinatie in orice parte.
Tastatura
Ea este amplasata sub ecranul LCD si se trage spre exterior.
Turnul de lumini
Culorile turnului sunt aranjate in urmatoare succesiune: alb - verde - alb. Aceste lampi sunt folosite pentru semnalizarea starii in care se afla masina de placemant adica daca functioneaza fara probleme sau au intervenit anumite erori in proces.
Indatoririle operatorului
Operatorii de obicei ar trebui sa urmeze un curs de pregatire pentru operatori a modului SIPLACE sau sa fie instruiti de un personal calificat.
Operatorilor le sunt atribuite urmatoarele sarcini:
- sa verifice componentele ce sunt alocate la fiecare feeder
- in plus este nevoie efectuarea set-up-ului de cateva ori pe zi, recomandat a se face la inceperea schimbului, pentru a se verifica daca sunt montate componentele corecte pe feedere.
- sa aprovizioneze feederelor cu componente
- sa completeze cu promptitudine componentele, cat si efectuarea splicing-ului la benzile cu componente
- sa verifice daca componentele sunt in pozitia corecta de pick-up
- sa verifice daca componentele sunt plasate correct pe PCB-uri.
- sa verifice calitatea set-up-ului
- sa se verifice PCB-urile in mod aleatoriu inainte de a fi introduse in cuptor
- sa observe regulile ESD
- sa previna aparitia erorilor
- sa observe mesajele de erore de la masinile de placement si sa le transmita inginerului de linie daca e nevoie.
- Pastrarea curateniei la locul de munca.
Uneltele operatorului
Toti operatorii vor fi echipati cu uneltele enumerate mai jos. Este recomandat a se pastra aceste unelte intr-un cutie amplasata in apropiere pentru a se evita ranirea in momentul in care ele sunt scoase din cutie (de exemplu sa fii taiat de foarfece).
Fiecare operator are nevoie de:
- penseta SMD
- o perie mica pentru a curata masa cu feedere
- un set de surubelnite
- foarfece pentru operatiunea de splicing
- Clestele de splicing si materialele pentru splicing
- radiera sau creion cu fibra de sticla pentru stergerea fiducialilor
- aspirator
Feedere
1.Tape feeders
- 8 mm SII feeder
- 3 x 8 mm S feeder, 3 x 8 mm S feeder pentru componente 0201/0402
- 12 mm S feeder pentru condensatori facuti din metal pulbere
- 12 mm S feeder pentru condensatori facuti din metal pulbere, model E
- S feeders pentru componente de 12/16 mm, 24/32 mm, 44 mm, 56 mm, 72 mm, and 88 mm
2.Alte feedere
- Feeder vibrator , type 3
- Feedere pentru componente bulk
- Surftape feeder pentru componente 8 mm, 12 mm, and 16 mm
Ex. :
Feederele pot fi schimbate repede si usor, chiar si de persoane fara experienta.
Schimbarea feederelor
(1) Feeder
(2) Pin pentru centrarea feederului
(3) Bila pentru centrarea feederului
(4) Masa pentru feedere
(5) Cablu pentru conectarea feederelor
Prepararea mesei pentru feedere si a feederelor pentru set-up
Se selecteaza locatia unde se doreste plasarea feederului
Se muta capul de plasare in pozitia de asteptare si se apasa butonul de stop in caz de urgenta
Se deschide fereastra protectiva
Se curate suprafata de contact a feederului si suprafata de contact a feederului cu masa pentru feedere.
Introducerea feederelor
Prima data se plaseaza partea frontala a feederului asfel incat pinul pentru centrarea feederului de pe masa sa intre in slotul feederului, apoi se lasa feederul in jos pana cand bila pentru centrare intra in gaura din feeder.
Se verifica daca feederele sunt plasate corect pe masa feederelor in plan orizontal.
Se verifica daca feederul sta ferm pe masa feederelor.
Se conecteaza cablu de alimentare in locatia fiecaruia, avand grija sa nu fie introduse gresit, deoarece fiecare feeder primeste un puls de control prin aceste cabluri, feederul putand sa nu lucreze corect.
Se inchid ferestrele protectoare
Ridicarea butonului de "stop in caz de urgenta"
Se porneste masina prin apasarea butonului de star.
Se face o verificare daca toate componentele au fost schimbate
Se continua plasarea
Preliminary set-up of the placement station
Se vor parcurge urmatorii pasi:
- se inlatura toate benzile cu componente din feedere si se vor aspira suprafetele modulelor
- se va goli tava cu deseuri din masa feederelor
- se va curata suprafata de sprijin a feederelor cu o bucata de panza inmuiata in alcool
- pe aceeasi suprafata se va aplica un strat subtire de WD40, protectie anticoroziva, cu ajutorul unei bucati de panza
- se va folosi un aspirator sau o perie cu parul scurt pentru indepartarea componentelor de pe masa de feedere
ATENTIE
Evitati indepartarea componentelor cu degetele de pe partea magnetica a mesei. Se poate produce o usoara vatamare corporala datorita aschiilor de metal.
NOTA
Conducta de aer comprimat din masa de feedere este folosit pentru conectarea feederelor pentru componente bulk. Aceasta conducta este paralela cu transportorul de PCB, ea are nozzle-uri prevazute cu orificii deasupra. Asigurativa ca la nozzle-uri sa nu ajunga ulei, grasini sau murdarie. Toate acestea pot cauza defectiuni ale feederelor sau pot deteriora componentele.
- sa se verifice suprafata sinei magnetice de neregularitati si daca e cazul a se netezi cu oilstone
- se va curata sina magnetica cu o bucata de panza inmuiata in alcool
- pe sina magnetica se va aplica un strat subtire de WD40, protectie anticoroziva, cu ajutorul unei bucati de panza
- se va curata suprafata de sprijin a feederelor de pe masa de feedere cu ajutorul unei bucati de panza inmuiata in alcool si apoi se va aplica un strat subtire de WD40, protectie anticoroziva, cu ajutorul unei bucati de panza
- se va curata containerul de deseuri din masa feederelor cu un aspirator
- asigurativa ca fiecare feeder este conectat in locatia sa corecta
- asigurativa ca pasul feederului pentru componenta care seafla in el este corect
- asigurativa ca lungimea bandei de componente este de cel mult 1 cm in partea din fata a feeder-ului
- se va efectua splice-ingul daca e nevoie
Structura caruciorului cu componente
Caruciorul cu componente este format dintr'un sasiu, o masa pentru feedere pe care sunt monatate feederele, o unitate de comunicare un container pentru role si una pentru gunoaie.
FIG. : Component trolley: Front and back view
(1) Sasiu
(2) Masa pentru feedere|
(3) Unitatea de comunicare
(4) Container pentru role
(5) Container pentru gunoaie
(6) Interfata moduluui de alimentare, comunicare si ciruitele de siguranta
(7) Manere
(8) Buzunare pentru listele de set-up
Fixarea si conectarea caruciorului cu feedere
Atentie : se verifica daca capul de placement este in afara razei caruciorului
Se apasa cele 2 butoane de pe manere in acelasi timp pana cand caruciorul este fixat pe deplin.
Manerul de manevrare al mesei se va lasa in jos dup ace sa terminat aceasta operatie de fixare.
Se va inchide fereatra protectoare.
Scoaterea mesei cu feedere
Se apasa pe icoana de STOP PROCES PCB din meniul principal al masinii.
PCB-ul in lucru va fi terminat dupa care masina se va opri.Va aparea icoana FUNCTII SINGULARE.
Se va apasa icoana FUNCTIA SINGULARA A GANTRY X
Se selecteaza GANTRY FUNCTIONS
Se selecteaza GO TO SET-UP POSITION.
Capul de placement va traversa PCB-ul pentru a preveni lovirea sa in momentul schimbarii mesei cu feedere.
Se va ridica fereastra protectoare si se schimba masa.
Fig. : Scoaterea mesei cu feedere
(1) Butonul de sub fereastra protectoare
(2) Butonul de pe masa de feedere
Se apasa butonul de sus de la masa de feedere (itemul 1) pana cand masa este eliberata.
Se apuca manerele cu ambele maine si se trage in exterior.
Fig. 5.9 - 3 Masa cu feedere - Scoaterea manerelor
Magazia cu tavi - Matrix tray changer
Utilizarea tavitelor pentru circitele integrate este folosita din ce in ce mai des.
Descrierea
Magazia cu tavite poate inamagazina si schimba automat pana la 100 de tavite waffle. Numerotarea tavitelor in magazie este consecutiva in ordine ascendeta de jos in sus. Cele doua turnuri se misca independent unul fata de celalt astfel incat tavita desemnata sa poata fi scoasa in jona de acces a capului de placement. Primul turn are 30 de nivele, fiecare nivel avand posibilitatea de a inmagazina 2 tavite JEDEC sau o tavita de dimensiuni 240 x 340 mm. Turnul al doilea are 40 de nivele, fiecare nivel inmagazinaqnd o singura tavita JEDEC.
Magazia de tavite poate fi amplasata la o masina HF in locul meselor cu feedere din locatiile 2 sau/si 4.
Cititorul de coduri de bara
Un cititor de coduri de bare poate fi folosit pentru a verifica daca alocarea feederlor este corecta si pentru citirea datelor despre componenta de pe rola cu componente. Un cititor de cosuri de bare poate fi instalat pe ambele parti ale masinii.
Etichetarea pistelor
Etichetarea pistelor este afisata pe ferestrele protectoare ale masinii, prin coduri de bare. Prima cifra este folosita pentru identificarea locatiei mesei de feedere (1, 2, 3, 4), iar restul de trei cifre sunt folosite pentru specificarea numarului efectiv al pistei. Etichetele sunt numerotate din 2 in 2 (1, 3, 5, 7, .), la fiecare eticheta ii sunt allocate doua piste (eticheta de bare 1 = pista 1 si 2). La cele doua capete ale sirurilor de etichete se afla cate o eticheta de confirmare.
Componente
Pot fi citite date de pe rolele cu componente pentru a se compara stocul de componente cu datele specificate pe foaia de set-up.
Un semnal auditiv este dat de fiecare data cand au fost citite date cu success
Codurile de bare care pornesc cu numerele 1, 2, 3 sau 4 si au o lungime de 4 cifre sunt interpretate ca si pozitia pistei.
Toate celelalte care nu pornesc cu cifrele 1, 2, 3 sau 4 sunt interpretate ca si cosuri de bara pentru componente.
Turnul de lumini
Acesta este utilizat pentru a semnala diferite stari ale masinii si defectiuni ale acesteia

Fig. : Indicatorul luminos al starii de functionare
L1 Indicator de greseli (alb, stanga)
L2 Stare de operare (verde)
L3 Indicator de greseli (alb, dreapta)
T Directia de transport a PCB'ului.
Stari de functionare
- Starea de operare (becul verde este aprins) - Sistemul de plasare a pieselor functioneaza.
- Starea de operare (becul verde palpaie) - sistemul de plasare se afla in asteptarea unui PCB pe cureaua (belt) de intrare sau asteapta sa se elibereze cureaua de iesire.
- Becul alb dreapta palpaie - unul sau mai multe trackuri de pe partea dreapta a sistemului sunt goale. Sistemul continue sa plaseze componentele ramase.
- Becul stanga palpaie - unul sau mai multe trackuri de pe partea stanga a sistemului sunt goale. Sistemul continue sa plaseze componentele ramase.
- Becul alb de pe partea dreapta este aprins si becul verde de pe partea dreapta este stins - o eroare a aparut in partea stanga a sistemului de plasare -> masina este oprita.
- Becul alb de pe partea stanga este aprins si becul verde de pe partea stanga este stins - o eroare a aparut in partea stanga a sistemului de plasare -> masina este oprita.
- Becurile albe de pe partea stanga si dreapta sunt aprinse si becurile verzi sunt stinse - a aparut o eroare care afecteaza ambele parti a masinii -> masina este oprita.
Interfata grafica cu utilizatorul
Dispozitive de introducere a comenzilor
Tastatura
Tastatura impreuna cu trackball-ul si butoanele de mouse constituie un dispozitiv standard de introducere a comenzilor pentru interfata grafica a masinii
Trackball si butoanele de mouse
Se foloseste trackball pentru deplasarea pointer-ului in interfata grafica, la icoana dorita, si apoi cu butonul stanga de mouse se selecteaza si se lanseaza in executie functia dorita.
Touch screen
Cu ajutorul acestui tip de ecran (sensibil la apasare) se poate selcta direct actiunea dorita prin simpla atingere a ecranului cu degetul.
Partile componente ale interfetei grafice
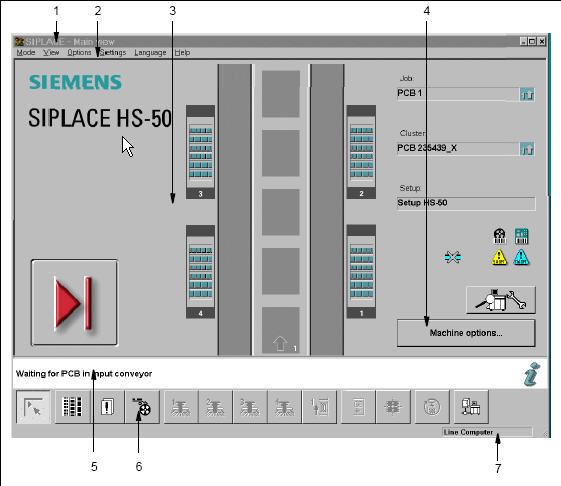
(1) Title bar
(2) Bara de meniuri - Menu Bar
(3) Suprafata de lucru / zona de display
(4) Controale
(5) Zona de status
(6) Bara cu unelte - toolbar
(7) Bara cu informatii - Info bar
Title bar
Afiseaza numele ferestrei curente
Menu bar
Contine meniuri, continuturile lor putandu-se modifica in functie de vederea curenta
Suprafata de lucru/display area 3
Afiseaza controalele( butoane, icoane) care sunt folosite sa seteze sau sa declanseze functii, continutul meniurilor active si a submeniurilor, mesage generale, mesaje de eroare si alte comentarii. In plus , fereastra principala (main view) obiecte colorate sau animate pot fi folosite pentru a indica starea anumitor procese(ex. : feeder gol, se proceseaza placi )
Controale
Declansarea optiunilor, selectarea optiunilor sau schimbarea anumitor optiuni se face prin apasarea diferitor icoane sau meniuri, daca acestea sunt afisate in culoare gri inseamna ca momentan functiile nu pot fi satisfacute.
Status area
Afiseaza starea curenta a a masinii, ultima eroare aparuta, si actiunea care trebuie facuta de operator.
Toolbar
Aceasta bara contine butoane care sunt utilizate pentru a accesa operatiile necesare pentru masina. Apasand un buton de pe bara, va aparea ecranul corespunzator, butonul devenind inactiv.
Info bar
Aceasta bara afiseaza informatii concise despre obiectele din meniul sau icoanele/butoanele peste care pointerul mouse'ului este pozitionat, intr.o fereastra separata langa cursorul mouse'ului.
Icoanele din display area
In fereastra principala, anumite stari ale operatiilor( procese, erori) sunt indicate de diferite icoane sau de shimbarea culorilor a graficului corespunzator acelei operatii.
Semnificatia icoanelor pentru statutul diferitelor operatii
Pornirea masinii si rutina de verificare
Cand este afisata icoana de mai jos, majoritatea functiilor masinii nu sut operationale. In acele momente se incarca software masinii. Apoi apare afisat "PRESS START KEY" - APASA BUTONUL DE START - pentru a incepe rutina de verificare
![]()
Se apasa butonul de START. Rutina de verificare este executata. Dupa aceasta verificare masina este gata pentru a efectua operatiunea de placement. Va fi afisata urmatoarea icoana:
Stop processing PCB
![]() Oprirea procesului de placemant
Oprirea procesului de placemant
Cand se apasa aceasta icoana se va intrerupe procesul de placement. PCB-ul care se afla in momentul respectiv in lucru pe masina va fi terminat, va fi transportat afara din aria de lucru si nu se va introduce o alta plca inauntru.
Continue processing
![]() Continuarea procesului
Continuarea procesului
Aceasta icoana va aparea dupa ce sa apasat - Stop processing - icoana precedenta sau dupa o oprire generata de masina. (Triunghiurile din interiorul icoane se misca in mod continu de la stanga la dreapta). Se apasa pe icoana pentru a se relua procesul de placement abia dupa ce sa inlaturat cauza intreruperii (errorii).
Processing PCB
 PCB in lucru
PCB in lucru
PCB-ul a intrat in masina si este prelucrat. Icoana e de culoare albastru-verzuie
Processing of PCB aborted
Daca procesarea PCB-ului a fost intrerupta icoana de mai sus va deveni rosie precum este ilustrata mai jos
![]() Procesarea PCB a fost oprita
Procesarea PCB a fost oprita
Machine error (Emergency stop)
 stop in caz de urgenta
stop in caz de urgenta
Components missing at location
![]() Componente lipsa la anumite locatii
Componente lipsa la anumite locatii
Feeder location full
![]() Toate componentele sunt plasate la locul lor
Toate componentele sunt plasate la locul lor
Conveyor set to 'Transport through'
 Masina nu va efectua nici o operatie asupra
PCB-ului ci doar o va lasa sa treaca la urmatoarea masina
Masina nu va efectua nici o operatie asupra
PCB-ului ci doar o va lasa sa treaca la urmatoarea masina
(green) starts the context-sensitive help system for the current view
![]()
(red) starts the help system that offers possible causes for the current error
and suggests ways to eliminate the error.
![]() indica eventualele cause ale errorii aparute
indica eventualele cause ale errorii aparute
Once the error has been eliminated successfully, the current error is deleted
![]() in momentul eliminarii cauzei ce a generat
erroarea, ea va fi stearsa
in momentul eliminarii cauzei ce a generat
erroarea, ea va fi stearsa
The machine options have been changed
![]() Optiunile masinii au fost schimbate
Optiunile masinii au fost schimbate
The software options have been changed
![]() Optiunile software ale masinii au fost
schimbate
Optiunile software ale masinii au fost
schimbate
Barcode-supported component refill operation
![]() Optiunea prin care componentele pot fi citite
cu codul de bare este activa
Optiunea prin care componentele pot fi citite
cu codul de bare este activa
PCB barcode is activated
![]() Optiune prin care se poate citi codul de bare
al PCB-ului este activa
Optiune prin care se poate citi codul de bare
al PCB-ului este activa
Conexiune cu computerul
de linie a fost intrerupta. Nu este posibil sa receptioneze date.![]()
Aerul comprimat automatic este activat ![]()
Aerul comprimat automatic este dezactivat ![]()
Bara de meniuri in fereastra principala
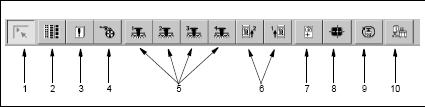
(1) Fereastra principala
(2) Set-up, functii de plasare
(3) Erori, functii de plasare
(4) Feederele componente, functii de plasare
(5) Gantry'urile de la 1 la 4, functii singulare
(6) Conveyor'ul 1 si 2, functii singulare
(7) Invatarea fiducialilor, functii de vizionare
(8) Testarea componentelor, functii de vizionare
(9) Pornirea programului de test Siplace
(10) Interfata GEM
Meniurile existente in fereastra principala sunt :
Meniul 'Mode'
Abort processing
Aceasta functie permite sa se opreasca din executie anumite operatii , cum ar fi recunosterea pozitiilor feederelor sau schimbarea de nozzle'uri in cazul unui stop al masinii( eroare fatala sau s-a apasat butonul de stop). Se apasa "abort processing" si se selecteaza in casuta de dialog operatia ce se doreste a numai fi efectuata.
Continue processing
Procesul de asamblare, care este intrerupt, se continua odata ce eroarea a fost eliminata, apasandu-se continue processing din meniu.
Start OIS (option)
Acest meniu porneste software'ul pentru 'Operator Information System'- sistemul de informare pentru operator. Sistemul de achizitionare a datelor din productie poate fi folosit pentru a obtine informatii despre comportamentul operativ al liniei sau a unei statii individuale.
Start SIPLACE Pro (option)
Acest meniu porneste software'ul pentru Siplace pro, program care face posibila programarea si optimizarea plasamentelor.
Configure SIPLACE Pro connection (option)
In aceasta casuta de dialog se pot specifica carui computer ii este permis sa furnizeze computerului de linie date.
Switch to operating system
Cu ajutorul acestui meniu se poate comuta in sistemul de operare Windows, aceasta operatie necesitand o parola. De aici ulterior se poate intoarce in interfata Siplace.
Shut down computer
Toate aplicatiile sunt inchise, nici un fisier deschis nu va fi salvat si computerul de statie va fi oprit.
Meniul "View"
Set-up F2
Setup'ul pentru locatia feederelor este afisat in forma tabulara, apoi putandu'se chema fiecare locatie separate
Error F3
Erorile sunt differentiate dupa tip si fiecare tip de eroare este prezentat intr.o tabela diferita, pentru erori de pista, de conveyor, de masina sau erori generale. Ultima eroare care a aparut va fi afisata tot timpul in capul tabelei, iar erorile de acelasi tip vor fi cumulate intr'un numarator de erori (coloana '#E' ).
Feeders F4
Aici se pot utiliza o varietate de functii pentru a afisa si umple piste goale pentru feederele vibratoare sau pentru a afisa sau modifica inventarul de la tavile din MTC sau a muta MTC'ul in pozitia de umplere.
Teach fiducial F9
Acest meniu este utilizat pentru functiile care folosesc la procesarea fiducialilor, pentru recunoasterea PCB'ului.
Test component F10
Acest meniu este utilizat pentru a porni functii care se refera la package'ul componentelor pentru centrarea lor.
Start SITEST F11
Se porneste automat programul de test Sitest pentru set-up'ul masinii si calibrarea ei.
GEM F12
Acest meniu este utilizat pentru a chema functiile din interfata GEM.
Meniul "Options"
Meniu 'Options' este disponibil numai in fereasra principala. Acest meniu contine toate functiile aditionale.
Machine options
In functie de nivelul de acces se pot obtine informatii despre configurarea masinii (in nivelul de "operator" ) sau se poate activa si dezactiva afisarea optiunilor masinii ("line engineer" sau "service")
Control mode
Acest meniu determina modul in care vor fi furnizare datele pentru placement la masina.
Efectuand click pe icoana Control mode ,se deschidde fereastra de dialog
Control modes:
Stand Alone (doar in scopuri de testare)
In acest mode putem incarca un cluster (program de placement) in scop de testare si service prin intermediul meniului "New cluster". Datele necesare trebuie neaparat sa se afle pe hard disk-ul calculatorului masinii.
GEM Host (este inactiva la aceasta varianta a softului)
In acest mod, clusterul poate fi indicat numai de server Datele necesare trebuie sa se afle pe hard disk-ul serverului.
Meniul 'Settings'
Optiunile acestui meniu ne permit sa configuram necesitatea confirmarii suplimentare a unor actiuni particulare inainte ca ele sa fie executate. Sau cand apare un eveniment particular, sa fie afisata o fereastra de dialog care va contine informatii relevante si care sa fie confirmate de catre operator.
Prin click pe meniul Configure GUI se va deschide urmatoarea fereastra de dialog:
Fig. Fereastra de dialog 'Configure GUI'
Selectati sau deselectati campul pentru optiunea dorita, apoi apasati Accept pentru a salva setarile.
La fel se intampla si in urmatoarele meniuri : Configure compressed air deactivation unde se poate activa sau dezactiva aerul comprimat.
Meniul "Language"
Este posibil sa se seteze limba pentru interfata grafica, putandu'se alege limba engleza sau germana.
Meniul "Help"
Din acest meniu se poate accesa functia de ajutor pentru oricare dintre functiiele existente.
Contents Ctrl+F1
Aceasta functie cheama sistemul on-line de ajutor.
Help Alt+F1
Se afiseaza informatii despre butoanele sau meniurile din fereastra curenta.
Use help
Se afiseaza informatii despre cum se poate utilize functia de ajutor.
Info
Se afiseaza informatii despre versiunea de soft, ce service pack are, despre limba si informatii generale desprea computer'ul de statie.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2868
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved