| CATEGORII DOCUMENTE |
| Bulgara | Ceha slovaca | Croata | Engleza | Estona | Finlandeza | Franceza |
| Germana | Italiana | Letona | Lituaniana | Maghiara | Olandeza | Poloneza |
| Sarba | Slovena | Spaniola | Suedeza | Turca | Ucraineana |
MATERIALS
Iron, steel
Mild steel and high tensile steel is, and will continue to be the most important material in the building of chemical tankers and their cargo tanks.
Steel is attacked by only a few products, mainly acids and, of course ballast and washing water. Steel itself contaminates very few products, one of them being high purity caustic soda. Rust, however, creates many problems with cargo contamination. Rust may contaminate a product in the form of minute particles staying suspended in viscous heavy liquids such as glycols and caustic soda. Rust may accelerate polymerization in polymerizable products. Rust will be soaked in with remains of previous cargoes, mainly from heavy oils, which will contaminate the next cargo. Rust will, above all, render tank cleaning much more difficult, cause delays and perhaps cargo claims.
Due to the above reasons steel is practically never used in chemical tankers without a protective coating, see 05. Coating techniques have advanced greatly in latter years. Still, however, one does not dare to use coatings for products, which are really aggressive to steel, e g acids (such as phosphoric acid). One has to reckon with coating defects where corrosion will start. One exception to this is rubber linings, which have been in use a long time with corrosive cargoes.
For information on a particular products sensitivity to steel steel and rust see ref (1), Appendix I and 5. Generally speaking, steel is resistant to alkalies, even in high concentrations (caustic soda, ammonia).
Stainless steel
Stainless steel has increased greatly in use as tank material in later years. The motif is not only a better chemical resistance but primarily it provides for a greater ease in tank cleaning and inspection. Thus cargo contamination hazards can be reduced.
The stainless properties are due to the formation of a very thin, passive layer of chromium oxide on the surface. The care of stainless steel tanks aims at maintaining this protective film intact.
Stainless steels possess a number of advantageous properties, rustproofness, however, is not guaranteed. It depends on the correct treatment of the tanks and on what products carried. A short review may be of interest.
The commonly used stainless steels have the following typical compositions:
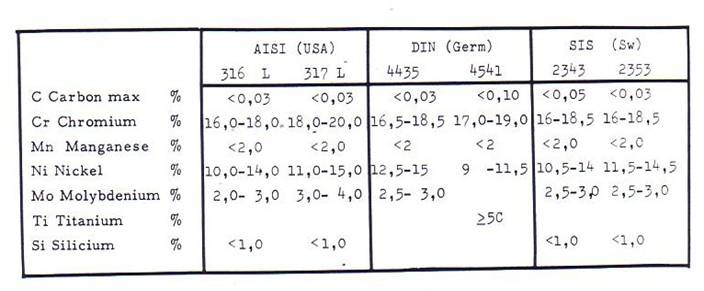
Low carbon contents are required to make the steel corrosion resistant near the welds. Carbon tends to bind chromium to form chromium carbide in the heat affected zone near the welds, thus reducing the corrosion resistance locally. The addition of titanium has a neutralizing effect on this process and therefore slightly higher carbon contents can be tolerated. The addition of small amounts of nitrogen increases the tensile strength of the steel considerably. Such steels are often used in more highly stressed parts such as corrugated bulkheads subjected to corrosion from both sides, where weight reduction is at a premium.
General corrosion of stainless steels from corrosive cargoes such as phosphoric acid is of a low intensity and can therefore be disregarded.
Pitting corrosion might cause severe damage. To avoid this happening it is important to choose the correct type of stainless steel. Generally speaking high molybdenium contents is beneficial in this respect. Pittings may take the shape of small holes, 1‑2 mm in depth and diameter to begin with. At times they are almost hidden below the surface of the steel with an 'entrance hole' of only a few tenths of a mm. with a cavity of 1‑2 mm below. They are therefore sometimes very difficult to detect. So called dye‑penetrant tests are useful for detection when one knows approximately where to look for defects. Pitting may develop in a generally corrosive surrounding, especially when the surface is disturbed or when some extra chemical aggressive age.nt is present such as:
chlorides (seawater, 'salt'). Contents above some 100-200 ppm are generally dangerous when together with some other corrosive agent such as phosphoric acid. Fluorides have a similar effect.
particles of iron‑or other materials on the surface
craters or pores in weld deposits
weld slag or slag from rolling mill
surface defects, micro cracks, rough surfaces
lack of oxygen renders formation of chromium oxide difficult
high temperatures (above ca 400C corrosion rates in crease rapidly)
Crevice corrosion may occur in narrow spaces where the corrosive agent can enter but without circulation, with a lack of oxygen as consequence.
Typical locations:
under bolted connections
under cargo sediments
under paint on a stainless steel surface.
The following rules for maintenance of stainless steel apply:
1. Keep chlorides away. Avoid seawater in the tanks and rinse with freshwater carefully after seawater washing. Seawater must never be permitted to dry up and leave salt crusts on the surface. Keep the hatch covers closed and the airpipes protected to prevent seawater or a saline atmosphere entering the tanks. Preferably change footwear before entering a tank when at sea.
2. Remove any particles or sediments such as rust, particles from grinding operations, cargo sediments (phosphoric acid), 'scale'. Cargo remains to be removed as soon as possible after discharge.
3. Surface finish. Tank surfaces to be kept bright and free from scratches. This means‑that possible corrosion or other mechanical defects should be ground and polished to the original finish. Normally grinding disc 'grain 80' can be used, followed by a final operation with 'grain 120'. Local pittings of substantial depth can be welded, minor pittings ground away.
Inspect for corrosion after each cargo, especially tank bottoms and under deck. In order to avoid salt crystals forming on the tank bottom 10‑20 cm fresh water is sometimes kept in the tanks on the ballast voyage.
5. Cleaning can normally be carried out with all common cleaning agent's such as 'emulsifiers', 'solvent cleaners' and alkaline cleaners as well as caustic soda.
6. Stainless steel tanks are sometimes passivated by application of 12‑ 15 % nitric acid (HNO 3) . This acid is strongly oxidizing. The procedure assists in building up the passive chromium layer on the steel, thus increasing its chemical resistance. Passivation is normally carried out after tank surface repairs in order to assist the normal passivation in air. If aggressive cargoes are to be loaded within 24 hours all repairs must be passivated. In practice 'passivation' with nitric acid is often used for the removal of discolorations and particle contaminations on the surface. In factlit is being more used as a thorough cleaning agent than a passivating chemical. Passivation is normally carried out with a brush or, for a whole tank, by spraying, After 10‑20 min the acid should be washed off with large amounts of fresh water. IMPORTANT: Nitric acid gives off nitrous gases which are very toxic (with delayed effects). Ventilate completely and use breathing masks for larger areas in confined spaces! The atmosphere can be tested for nitrous gases by means of test tubes, see 3. 10. Use protective clothing and goggles. Nitric acid is usually available in 60 1/o concentration. Be careful: spills may cause self‑ignition of organic matter. See also ref ~i) for safety precautions with nitric acid.
7. Pickling is the toughest way of cleaning stainless steel. This method is used for the removal of welding slag, oxides and discolorations from welding or discoloration from cargoes. Pickling paste, consisting of, among other components, nitric acid and hydrofluoric acid shall be applied with the same precautions as nitric acid above. Pickling should be followed by passivation with nitric acid. Pickling involves a lot of work and can only be used on relatively small areas, unless carried out by specialists.
Cuprous alloys
Copper and its alloys corrode in many cargoes and may con taminate them, e g styrene, phenol, vinyl chloride, aniline, ammonia solutions etc. Check your cargo against informa tion given in e g the ICS‑Guide ref (1), (4) and (5) or Appendix 1 and 5. Particularly aggressive are the ammonia com pounds; they cause inter ‑crystalline corrosion of cuprous alloys very rapidly. The object in question disintergrates very soon.
Heating coils of cuprous alloys are attacked by caustic soda (NaOH) after being used a long time. But for a limited number of voyages no serious problems seem to arise. As a general rule in chemical tankers one tries to replace cuprous alloys with stainless steel (AISI 316 or 317). One must remember, however, that stainless steel easily scores against stainless steel in sliding contact (in valves etc) and design accordingly, using also other materials.
Magnesium and aluminium, alloys
Alloys of magnesium and aluminium should never be used in the cargo tank area, due to their poor corrosion resistance in such environments.
As sacrificial anodes these alloys are frequently used. They are severely attacked by caustic soda. Methanol will be severely contaminated by magnesium. Any anodes should be removed before loading these cargoes. Check cargoes against ref.,(1) or other information.
There seems to be a belief that Al/Mg alloys are spark-proof materials, suitable for tank cleaning equipment etc. The truth is the opposite: 'light alloys' are considerably more prone to cause incendive sparks than steel objects. When an object fall‑s down into a tank light alloys oxidize at the point of contact, thus adding a reactive energy to the kinetic energy released. 'Hot' sparks are created instead of 'cold' sparks, which are created by steel objects falling down. As a flammable mixture requires a certain minimum amount of energy to trigger off an explosion it follows that 'light alloys' are considerably more dangerous. Therefore: do away with tank cleaning gear of light alloys!
In this connection it can be mentioned that so‑called spark free tools are no longer particularly recommended. Tests have shown that steel tools are equally safe, see ref (9).
Tank coatings
A modern chemical tanker has all her cargo tanks coated unless they are made of stainless steel. The main reasons for coating are: easier cleaning and less risk for cargo contamination. The durability of properly applied and maintained coatings may be ten years or more. On the other hand one mistake in cargo selection may totally ruin a coating. It is a matter of knowing the limitations and possibi lities of each type,or even of each make, of coating. Here the chemical build up of coatings shall not be elaborated, only the physical properties as regards resistance and application. Every paint manufacturer has his own resistance list stating approved cargoes, temperature and time limitations etc. Contact the maker if in the slightest doubt; mistakes may turn out to be very costly. Many coating manufacturers give some sort of guarantee for the first two years after application.
Epoxy coatings generally possess a good resistance against alkalies, seawater, wine, vegetable oils, crude oils, gas oils, lub oils, jet fuels, gasoline and also weak acids (as in free fatty acids in vegetable oils, but acid value should not exceed 20‑40). Epoxy ha s limited resistance against aromatic hydrocarbons ('solvents' such as benzene, toluene), certain alcohols (e g methanol), ketones (acetone) and some esters. Epoxy is sometimes indicated as resistant also to stronger acids. This may be correct, but as an applied coating one must count on 'holidays' in the film, thus making epoxy unsuitable for really corrosive liquids.
Epoxy coatings which have been stressed beyond their chemical resistance with strong solvents tend to soften; test with your nails. In such a case the coating must be given ample time to 'weather out' trapped solvents and recover its hardness before being subjected to cargo or water again. Do not try to speed up the recovery by application of heat! The top skin of the coating may then first harden, leaving trapped solvent underneath, with flaking as a consequence. Ventilate with a good turbulence in all corners of the tank. Hardness of epoxy coatings can be established by means of a standardized test using pencils of different hardness as a reference (Sw standard SIS 184 187).
Adhesion of a coating to the steel is also reduced if it is overstressed by a cargo of strong solvents. There are standard test methods for the determination of adhesion by means of glued‑on tablets, which are then pulled off with a recording of the necessary force.
Epoxy coatings should normally not be heated above 60 ‑(80) degr.C during tank washing, steaming etc, During the loaded voyage lower temperatures should be kept.
Epoxy tar coatings. are made up from epoxy with an addition of coal tar. They are excellent against seawater and crude oils but should never be used in chemical tankers, Light hydrocarbons of moderate solubility such as jet fuels, gas oils, gasoline may cause the tar to leak out, which may contaminate the cargo.
Zinc silicate coatings particularly those of inorganic type, are very resistant against strong solvents and normally tolerate higher temperatures than epoxies. Typical products are: aromatic hydrocarbons (benzene, xylene etc), alcohols, ketones. Jet fuels may suffer zinc 'pick up' from the coating to an extent which is considered a contamination. Therefore: check with shippers requirements. Zinc silicates are not resistant against acids or alkalies. The pH value of the cargo should be within the range 5, 5 ‑10, 5 (neutral pH 7, 0). This means that some molasses (slightly fermented ‑ low pH) may attack zinc silicates, as well as high contents of free fatty acids in vegetable or animal oils: Zinc silicate coatings may under such circumstances cause zinc pick up into the cargo. They are therefore not normally suitable for edible oils for human or animal consumption. Remember that the contents of free fatty acids, and thus also the aggressivity and zinc pick up, may increase during transport. Certain coatings have Governmental approval for edible oils, check for pH‑limitations in such cases.
Zinc silicates are not suitable for long time exposure to seawater, the life span will be unduly reduced.
After carriage of molasses in zinc silicate coated tanks a thorough cleaning should be carried out as soon as possible. Sour cargo remains on the tank bottom may damage the coating.
Zinc silicates are only partly resistant to chlorinated compounds (e g carbon tetrachloride, ethylene dichloride, trichlorethylene). If the water content is high hydrochloric acid may develop, which will attack the coating. In a similar way hydrolyzable hydrocarbons such as esters, acetates and halogenated compounds may .attack the cargo. If, however, the product is guaranteed dry and the cargo tanks and piping are completely drained and dried these products can be carried.
Alkaline tank cleaning agents (caustic) should never be used in zinc silicate coated tanks. Considerable damage can be done~in one single cleaning operation. Zinc silicates stand well up against other cleaning agents such as 'solvent cleaners' and 'emulsifiers' unless they have alkaline additives: Check first with the maker of the cleaning product!
If a zinc silicate coating has been attacked one can often observe a thin layer of white dust on the surface, or the coating gives a porous appearance. Inform the Owners at once; it may be that the last cargo was off specification and caused the damage.
Phenolic resins are a recent addition to the family of tank coatings. They have a wide resistance list including strong solvents which the epoxies do not tolerate‑ At the same time the phenolics accept about all of the products that zinc silicates tolerate. This type of coating is likely to gain further application on board.
Polyester coatings have poor resistance to solvents but are fairly resistant to weak acids and alkalies. They are not used on board in chemical tankers to any extent.
Maintenance of tank coatings means, above all, not to subject the coatings to non‑permissible cargoes. Check with maker's recommendations. Limitations as regard pH‑values, max temperatures and max permissible storage time on board must be followed. Let epoxies regain their hardness if softened. Generally it is not worth while to recoat an epoxy coated tank on top of an old coating, the risk for a poor bond is too great. Minor damaged areas can, with a certain degree of success be recoated. The area must first be degreased well. The area should then be ground to a bright steel finish with a rotating grinder, grain 80 to 120, with an even transition to the coating. 1 ‑ 2 coats of primer plus 3 ‑ 4 finishing coats may be necessary in order to build up the proper film thickness (200‑300 microns). The tank wall may have to be warmed up (preferably from behind) in order to insure that there is no risk for condensation on the surface. If possible the, tank wall should be warmer than the tank atmosphere. For application of coating on a whole tank the steel bulkheads must be properly sandblasted (non marine origin sand), normally to the internationally known standard Sa 2 1/
Rubber lining
In recent years a number of ships have been fitted with rubber lined tanks, for the transport of phosphoric acid,
waste acids and hydrochloric acid.
The mild steel surfaces to be lined should be prepared by grinding away rough weld beads, surface defects, weld splatter etc. Then comes sandblasting to 'bright metal' (Sa 2 1/2 ‑ 3), priming with a rubber glue and an application of a contact rubber glue. Thereafter the uncured rubber is applied in wide sheets and pressed on by means of hand rollers. The rubber is usually 4‑6 mm thick with reinforcements where mechanical wear may occur, such as hatches etc. The rubber is vulcanized by heating with steam or hot water for a period of 15‑30 hours. Synthetic rubbers may have a curing accelerator added and will vulcanize at normal ambient temperature (20‑30 degr. C) in a few weeks.
Natural rubber has been used in ships for phosphoric acid. But chloroprene (neoprene) synthetic rubber is a more usual choice on board. It has a much better resistance to sun radiation, oils and ozon, Chloroprene is, however, more expensive and is somewhat more difficult to apply. Chloroprene is resistant to strong acids (not sulphuric acid) and strong alkalies such as caustic soda. In some cases chloroprene lined tanks have been used for backhauls with fuel oils. This rubber will, however, not tolerate light hydrocarbons. Butyl rubber has a very good chemical resistance but is stiff and hard to apply.
Great caution must be exercised so that the rubber will not be subjected to mechanical damage due to falling objects, tools etc, Rubber lined tanks should have a minimum of fittings such as brackets, ladders, internal piping etc which can create weak spots.
Steel piping, including bends, can be rubber lined. The pipe diametres should be chosen somewhat liberally in order to keep liquid velocities relatively low. Membrane types of valves as well as pumps can be lined with hard rubber. As heavy wear may occur on these parts the use of stainless steel is, however, recommended. The advantage of having a pure rubber lined system with regard to a possible high contents of chlorides in the product will then, however, be lost, see 02.
Rubber linings are tested for pores and defects by means of a high voltage tester at 10 000 V (chloroprene) and 20 000 V (natural rubber). To check the progress of curing or aging a Shore Durometer is used.
Shore tanks are sometimes lined with PVC (poly vinyl chloride) sheets glued into place. But this technique does not seem to be sufficiently developed for use on board ships.
Gaskets and packing
When PTFE (polytetrafluor ethylene, trade names: Teflon, Fluon, Hostaflon TF) came on to the market a few Years ago it solved many gasket problems. This material is resistant to all likely chemical cargoes and all common temperatures on board. The PTFE has some very typical properties: it is expensive, has a low frictional resistance and a low thermal conductivity, does not adhere to other materials and yields or 'creeps' when under pressure.
PTFE as a gasket in flange connections should either be reinforced (asbestos or glass fibres), contained in a grove (male/female) or used as a relatively thin envelope around a core of more conventional gasket material. 'Creep' can then be controlled. 'Blue' asbestos generally gives better chemical resistance against acids (pH 1‑4) than 'white' asbestos. In 'envelope' gaskets the cargo comes into contact with PTFE only, which is an advantage.
It is an advantage to use PTFE packings in pump and valve spindle gland boxes. But remember that the bottom clearance between spindle and housing may have to be less than usual as the packing will have a tendency to creep out this way.
Although PTFE will solve most problems one must remember that common, and cheaper, materials will often suffice. If an existing oil tanker is to carry strong solvents (e g aromatics, ketones etc) flange gaskets of asbestos‑ reinforced synthetic rubber will usually be acceptable. Flange gaskets of synthetic rubber‑asbestos will normally stand up against strong solvents, alcohols, strong alkalies (caustic) and acids. If in doubt, check with the maker. Expansion glands in cargo piping and valve spindle glands, however, should be repacked
with PTFE‑asbestos packings.
Rubber gaskets are not suitable for oils or solvents. Rubber is suitable for phosphoric acid. Chloroprene rubber (Neoprene) is resistant to caustic soda and ammonia solutions.
Carbon fibre spindle packings are sometimes used in high speed pump glands. They are expensive but have the advantage of low friction, chemical inertness and high thermal conductivity.
Nitril and fluor (Viton) rubber have a very good chemical resistance, see 3. 02, to strong solvents as well and are used particularly in O‑rings for stem seals in valves.
See also resistance table in Chapter 3. 02.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 1209
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved