| CATEGORII DOCUMENTE |
| Bulgara | Ceha slovaca | Croata | Engleza | Estona | Finlandeza | Franceza |
| Germana | Italiana | Letona | Lituaniana | Maghiara | Olandeza | Poloneza |
| Sarba | Slovena | Spaniola | Suedeza | Turca | Ucraineana |
| Eri | Internet | Lääketiede | Persoonallisuuksia | Politiikka | Reseptejä | Ruoka | Sosiologia |
| Talous | Tehnica |
DOCUMENTE SIMILARE |
|
Mikrokipinätyöstö
Seminaarityö
Tiivistelmä
Tiivistelmä on suppea, itsenäinen esitys seminaarityön sisällöstä ja sillä on kaikissa tutkimusraporteissa erittäin tärkeä rooli. Tiivistelmän tarkoitus on selvittää kirjallisuustutkimuksen merkitys lukijalle ja sen avulla työn tarkastaja pystyy arvioimaan myös sitä, miten tekijä tai tekijät itse ovat ymmärtänyt työnsä annin.
Tiivistelmässä esitetään lyhyesti työn tavoitteet, keskeinen sisältö sekä tärkeimmät tulokset ja päätelmät. Tiivistelmän tulee olla itsenäinen, sellaisenaan ymmärrettävä selostus koko kirjallisuustutkimuksesta. Luonteestaan johtuen se yleensä kirjoitetaankin tutkimusprosessissa viimeisenä. Tiivistelmä sisältää noin 250 sanaa ja on enintään sivun mittainen. Tiivistelmä kirjoitetaan rivivälillä yksi. Tiivistelmää ei saa laatia siten, että sen sisällön ymmärtäminen edellyttäisi koko raporttiin tutustumista ensin. Tiivistelmä on laadittava niin selvästi, että alaan perehtymätönkin saa käsityksen siitä, mitä koko seminaarityössä on tehty. Yhtälöitä, valokuvia ja diagrammeja voidaan käyttää, jos ne ovat tarpeellisia työ selvyydelle.
Tiivistelmä kirjoitetaan kokonaisin lausein, mutta ei ensimmäisessä persoonassa. Minä-muodon käyttäminen antaa työstä liian subjektiivisen kuvan. Lukijalle saattaa muodostua kuva, että tekijä ei ole ottanut muiden ajatuksia huomioon, vaan on keskittynyt vain omiin näkemyksiinsä. Tiivistelmä ei sisällä laatijan kannanottoja tai arvioita eikä tiivistelmässä käytetä kirjallisuusviitteitä tai otsikoita. Tiivistelmään ei myöskään koskaan kirjoiteta mitään sellaista uutta asiaa tai ajatusta, mikä ei tule esiin itse seminaarityössä.
Sisällysluettelo
Tiivistelmä
Sisällysluettelo
johdanto
MITA KIPINATYÖSTÖ ON?
Historia
Kipinätyöstön periaate
ELektrodit
Materiaalit
Valmistus
DIelektrinen neste
Hyvä neste
Huuhtelu
3. MIKROKIPINATYÖSTÖ
MikroEDM mitä on?
Sovellukset
3.3 Elektrodit ja dielektrinen neste
3.4 koneet
4. TULEVAISUUS mikrokipunajyystössä?!? Onko sitä?
Lähdeluettelo
Nykyään työstettäviltä kappaleilta vaaditaan yhä monimutkaisempia muotoja joita perinteisillä lastuavilla valmistusmenetelmillä on mahdoton valmistaa. Esimerkiksi muottityökalujen valmistus tai muodoltaan erikoisten reikien ja kolojen valmistus on käytännössä mahdotonta lastuavin menetelmin. Sen sijaan kipinätyöstöllä kaikki edelliset ovat mahdollisia valmistaa. Siitä onkin tullut yksi tärkeimmistä muotin- ja työkalunvalmistusmenetelmistä. Kipinätyöstö soveltuu myös, mikäli työstettävä materiaali on erityisen kovaa, haurasta tai sillä on epätavallisia pinnanlaatuvaatimuksia jolloin perinteisiä menetelmiä on myös vaikea soveltaa. Ainoa vaatimus on, että materiaali johtaa sähköä, koska menetelmä perustuu sähköisten ilmiöiden hyödyntämiseen.
Mikrokipinätyöstö on kipinätyöstöä mutta työstettävät kappaleet ovat nimensä mukaisesti huomattavasti pienempiä. Työstettävät kappaleet ovat tyypillisesti alle 1mm suuruusluokkaa, joka luo omat vaatimukset tekniikalle. Tekniikka yleistyi 1960-luvulla, jolloin tarve pienille elektronisille komponenteille kasvoi. Toinen tyypillinen sovellusalue elektronisten komponenttien lisäksi on esimerkiksi pienten suutinreikien koneistus.
Seminaarityö tehdään osana Tampereen teknillisen yliopiston tuotantotekniikan laitoksen Mikrotyöstö – kurssia. Työ perustuu kirjallisuustutkimukseen.
Työn tarkoituksena on luoda lukijalle kokonaisvaltainen kuva kipinätyöstöstä yleensä, sekä erityisesti yhdestä sen sovellusalueesta - mikrokipinätyöstöstä. Työssä tutustutaan ensin yleiseen kipinätyöstöteorian periaatteeseen, joka on perusmenetelmältään samanlainen kuin sen jälkeen käsiteltävä mikrokipinätyöstö. Lopuksi tutkitaan vielä mikrokipinätyöstön sovelluksia ja tulevaisuutta.
Seuraavissa alaluvuissa perehdytään kipinätyöstön tekniikkaan liittyvät perusasiat, jonka jälkeen on luontevaa siirtyä yhteen sen sovellusalueeseen – mikrokipinätyöstöön. Mikrokipinätyöstö soveltuu tarkkuutta vaativien reikien ja hienomekaanisten osien valmistukseen.
Joseph Preistly keksi vuonna 1770 kipinöinnin eroosiovaikutuksen eli kipinätyöstön teorian. Ensimmäisen kaupallisen kipinätyöstökoneen esitteli Charmilles Milanossa vuonna 1954. Kipinätyöstön kehitysvaiheita on esitetty kuvassa 1. Kuvasta näkee kuinka vasta viime vuosikymmeninä sen tutkimus on ollut yhä intensiivisempää. Vuonna 2001 kipinätyöstökoneiden vuosituotanto maailmassa oli jo yli 10000 konetta ja ne ovat vakiinnuttaneet paikkansa moniin valmistusmenetelmiin. (Andersson & al. 2003, XACT 2006)
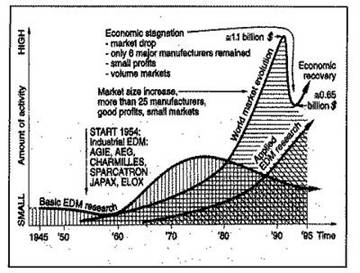
Kuva 1. Kipinätyöstön kehitysvaiheet (CNMR 2004).
Kipinätyöstö, eli englanniksi Electric Discharge Machining (EDM) on hyvin monimutkainen ilmiö, jonka vuoksi sitä selittäviä teorioita on useita. Kipinätyöstö on koskettamaton työstömenetelmä, jossa materiaalia poistetaan kipinöinnin aikaansaamalla termisellä reaktiolla. Kipinä syntyy suuren jännite-eron avulla kahden elektrodin välille, jotka ovat käytännössä muotoiltu työkalu (katodi) ja työkappale (anodi). Työkalun ja työkappaleen väliin jää rako, jota kutsutaan kipinäväliksi, siellä pulssimainen tasavirta kulkeutuu väliaineen läpi. Kipinäväli määräytyy väliaineen ja käytetyn jännitteen perusteella yleensä se on noin 0,01mm - 0,5mm. Väliaineena käytetään dielektristä nestettä. Molemmat elektrodit kuluvat työstön aikana mutta työkalu on materiaaliltaan kuitenkin sellaista, ettei sen kuluminen ole yhtä nopeaa kuin työstettävä kappaleen. Erilaisilla parametreilla myös pyritään säästämään työkalua ja maksimoimaan työkappaleesta irtoavan materiaalin määrä. Periaate kipinätyöstön järjestelyistä on kuvassa 2. (Aaltonen & al. 1997, Andersson & al. 2003, Oberg & al. 2000).
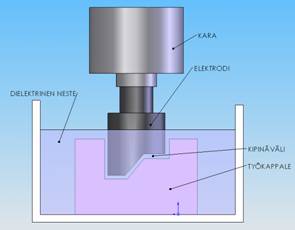
Kuva 2. Kipinätyöstön perusperiaate.
Kappaleiden eli elektrodien välistä kipinöintiä ohjataan kappaleiden napoihin liitetyn virtalähteen avulla. Kun systeemi suljetaan kappaleiden välille syntyy jännite-ero. Tämän jälkeen kipinäväliä pienennetään, joka saa kipinän lyömään kipinävälin yli jolloin virran kulku saa aikaan huomattavan lämmönnousun. Lämmönnousun jälkeen virta katkaistaan ja purkauskanava luhistuu, jolloin sula materiaali höyrystyy räjähdysmäisesti ja ottaa mukaan anodista sulanutta materiaalia. Työstettävä muoto painautuu kappaleeseen siis suoraan työkaluelektrodin muodon perusteella. Kipinäpurkauksia syntyy sekunnissa useita tuhansia. Purkaus tapahtuu luonnollisesti aina lyhimmän välin mukaan. Sen vuoksi kipinätyöstöllä päästäänkin erinomaisiin toleransseihin ja jopa alle Ra 0,1 pinnankarheusarvoihin. Tavanomainen toleranssi on luokkaa ±25µm. Mikäli työkalu koskettaa vahingossa työkappaletta syntyy oikosulku, joka pilaa yleensä työstettävän pinnan. Pahimmassa tapauksessa työkalukin rikkoutuu. Sen vuoksi on kehitelty erilaisia potentiaalieroja mittaavia servomekanismeja, jotka säätelevät elektrodien välistä etäisyyttä. Dielektrisen nesteen tehtävänä on kuljettaa irronnut materiaali pois kipinävälistä ja se tekee myös työstöstä helpommin hallittavan. Koko kipinätyöstöprosessia on kuvattu seuraavissa kuvassa 3, 4 ja 5. (Aaltonen & al. 1997, Andersson & al. 2003, Oberg & al. 2000, Steelfluid 1996b).
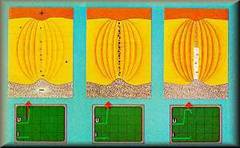
Kuva 3. Sähkökentän voimistuminen on luonut sähköjohtavia positiivisesti varautuneita partikkeleita ja käynnistänyt ionisoitumisen. (Steelfluid 1996b).
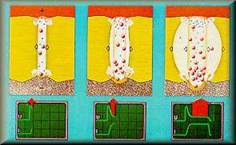
Kuva 4. Negatiivisesta elektrodista kimpoaa negatiivisesti varautuneita partikkeleita purkauskanavaan, jossa ne lisääntyvät törmätessään positiivisesti varautuneisiin partikkeleihin. Seurauksena virta alkaa kulkea ja jännite laskee. (Steelfluid 1996b).
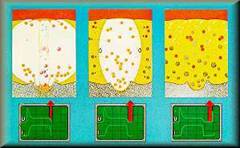
Kuva 5. Lämmönnousun jälkeen virta pienennetään jonka seurauksena lämpötila ja paine alenevat. Purkauskanava pienenee ja irronnut materiaali höyrystyy ja sekoittuu dielektriseen nesteeseen. Seuraava purkaus alkaa välittömästi. (Steelfluid 1996b).
Elektrodi on kipinätyöstössä yksi oleellisimpia osia, koska se nimenomaan aiheuttaa kipinöinnin. Koska työstettävän kappaleen lisäksi myös elektrodi kuluu (kuva 6) työstön yhteydessä – vaaditaan sen materiaalilta hyvää kulumiskestävyyttä ja erityisesti kykyä vastustaa termistä kulumista, joka on prosessin perusta. Elektrodi ei saa vastustaa liikaa sähkön kulkua, joten myös sen on työkappaleen lisäksi oltava hyvin sähköä johtavaa ainetta. Lisäksi aineen hyvä lastuttavuus on suotavaa, koska joskus elektrodilta vaadittavat muodot ovat monimutkaisia. Seuraavissa alaluvuissa käydään läpi elektrodien materiaaleja ja valmistustekniikkaa. (Andersson & al. 2003, Oberg & al. 2000).
Kuva 6. Elektrodin kuluminen aiheuttaa työstötarkkuuden heikkenemistä. (CNMR 2004).
Yleisin käytetty elektrodimateriaali on grafiitti. Grafiitissa tiivistyy lähes kaikki elektrodilta vaaditut hyvät ominaisuudet. Se on erittäin sähköä johtavaa ainetta ja myös sen lämmönjohtokyky on hyvä. Lämmönjohtokyky edesauttaa elektrodin jäähtymistä ja vähentää sitä myöten elektrodin lämpötilaeroja. Se ei sula korkeissakaan lämpötiloissa vaan höyrystyy suoraan 3350 C:ssa, jonka ansiosta elektrodien kulumiskestävyys on hyvä. Grafiittia on myös helpohko työstää jolloin myös perinteiset valmistusmenetelmät ovat sopivia käyttää. Grafiitin raekoko vaikuttaa suuresti kipinätyöstön lopputulokseen. Mitä pienempi raekoko on, sitä vähemmän grafiitti kuluu kipinätyöstössä ja pinnanlaatukin on parempaa. Varsinkin viimeistelytyöstössä pienirakeiset grafiitit ovat suosittuja. Rouhintatyöstöön sopii halvempi ja suurirakeisempikin grafiitti. Grafiitin ainoa huono puoli on sen hinta. Suurirakeinenkin grafiitti on monin kerroin kalliimpaa kuin muut elektrodimateriaalit – joskin pitkäikäinen kestoikä kompensoi sitä. (Oberg & al. 2000).
Muita yleisiä elektrodimateriaaleja on
esimerkiksi kupari, volframi, messinkin, sinkki ja monet muut sähköä johtavat
metallit. Kupari on edellisistä käytetyin. Sen huonoja puolia on sen
jännitysten vuoksi vaikea työstettävyys ja alhainen sulamispiste (
Koska elektrodit ”kopioituvat” suoraan työstettävään pintaan on niiden valmistuksessa kiinnitettävä huomiota etenkin niiden pinnanlaatuun ja mittatarkkuuksiin. Mikäli elektrodi on muodoltaan niin monimutkainen, ettei sitä ole järkevää esimerkiksi kustannusten takia valmistaa – voidaan yhden sijaan valmistaa kaksi erilaista elektrodia ja vaihdella niitä kipinätyöstön aikana. Se tosin vie asetusaikaa eikä näin ollen ole aina järkevää. Elektronien valmistukseen käytetään useita eri menetelmiä esimerkiksi: jyrsintä, sorvaus, uppokipinätyöstö, lankasahaus, muotohionta, ultraäänityöstö, takominen, elektrolyyttinen pinnoitus, terminen pinnoitus, pikavalmistus. Menetelmää valittaessa on erilaisten rajoitusten vuoksi huomioitava myös tuleeko elektrodi rouhintakipinätyöstöön vai viimeistelykipinätyöstöön, jolloin vaadittavat toleranssit ovat luonnollisesti pienempiä. Edellisistä menetelmistä mainitakseen lankasahaus on yleisimmin käytetty valmistusmenetelmä mikrokipinätyöstön elektrodeille. Sillä saadaan valmistettua varsin monimutkaisiakin muotoja hyvällä mittatarkkuudella, kuvassa 7 on periaate lankasahauksesta. (Oberg & al. 2000).
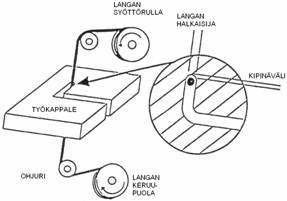
Kuva 7. Lankasahauksen periaate (CNMR
Dielektrinen neste on kipinätyöstöprosessissa yksi tärkeä lenkki laadun takaamiseksi. Nesteellä voidaan sanoa olevan kolme päätehtävää kipinätyöstössä; toimia eristeenä työkalun ja työkappaleen välillä, jäähdyttää niitä sekä kuljettaa pois irronneet partikkelit. Kipinäväli riippuu myös nesteen ominaisuuksista ja erityisesti sen resistiivisyydestä. (Steelfluid 1996a
Hyvältä nesteeltä vaaditaan, varsinkin hienotyöstössä, mahdollisimman alhaista viskositeettia, koska tällöin työstötarkkuus ja pinnan laatu ovat hyviä. Myös kipinäväli voi olla pienempi, koska sen huuhtelukyky on parempi kuin suuri tiheyksisillä nesteillä. Toisaalta esimerkiksi rouhinnassa suuritiheyksinen neste on sopivampaa, koska sitä on helpompi kohdistaa ja materiaalin poiston tehokkuus on suurempi. Muita hyviä ominaisuuksia lähteiden mukaan on korkea leimahduspiste, kemiallinen kestävyys, korroosion kestävyys, vaarattomuus, tasalaatuisuus, suodatettavuus ja edullinen hinta. (CNMR 2004, Steelfluid 1996a)
Yleisimmin käytetään korkean tiheyden ja viskositeetin omaavia öljypohjaisia nesteitä - niitä on niin synteettisinä kuin mineraalipohjaisinakin. Öljyillä päästään varsin hyviin pinnankarheuksiin mutta matala leimahtamispiste ja yleisesti öljyn epäterveellisyys hankaloittavat niiden käyttöä. (CNMR 2004).
Tislattu vesi on toinen usein käytetty dielektrinen neste. Tislattu vesi on ympäristöystävällistä. Sillä päästään myös vähäisempään elektrodin kulumiseen kuin öljyllä. Työstön tarkkuus ei ole yhtä hyvää kuin öljypohjaisilla nesteillä mutta pinnanlaatu on parempi. Huonoja puolia on sen eristysominaisuudet ja sähkökemiallinen aktiivisuus. (CNMR 2004).
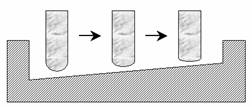
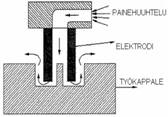
Huuhtelulla on suora vaikutus kipinätyöstöprosessin onnistumiseen. Mikäli kipinäväliin ei saada kunnon virtausta, on työstöjätteen kertyessä vaarana jopa oikosulkuja ja sen aiheuttamia ongelmia. Huuhtelu voidaan järjestää useammalla eri tavalla, yleisin on kuitenkin ns. painehuutelu. Siinä neste johdetaan paineen avulla koneen karan ja elektrodin kanaviston läpi kipinäväliin ja sitä kautta nestealtaaseen. Käännetyn virtauksen tekniikka toimii vastaavalla tavalla mutta paineen sijasta käytetään imua. Se soveltuu varsinkin syviin muotoihin, kun halutaan irronneet partikkelit välittömästi pois työstökohdasta – eikä anneta niiden jäävän sinne. Suihkutushuuhtelu soveltuu myös erityisesti syville muodoille. Matalille muodoille riittää, kun kappale upotetaan nesteeseen, eikä mitään erityisiä komponentteja tarvita. Muutamia periaatteita on esitelty kuvassa 8. Andersson & al. 2003, CNMR 2004).
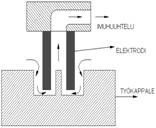
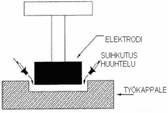
Kuva 8. Vasemmalla kuvassa on painehuuhtelutekniikasta, keskimmäisessä on käännetyn virtauksen avulla toteutettu huuhtelu ja oikealla periaatekuva suihkutustekniikasta
Mikrokipinätyöstö on periaatteiltaan hyvin samanlaista kuin kipinätyöstökin. Elektrodi toimii positiivisena napana ja työkappale miinusnapana (Aaltonen & al. 1997, s. 316). Työkappaleesta irtoaa materiaalia kipinäpurkausten ansiosta. Työkappale ja elektrodi ovat dielektriivisessä nesteessä. Suurin ero verrattuna perinteiseen kipinätyöstöön on työstettävien työkappaleiden koossa, pinnankarheudessa sekä tarkkuudessa. Myös laitteissa on merkittäviä eroja.
Kipinätyöstössä työstettävän kappaleen sivun pituus saattaa olla jopa useita satoja millimetrejä, kun taas mikrokipinätyöstössä sivun pituus on alle yhden millimetrin. Mikrokipinällä tarkkuus on noin 0,0005 millimetriä ja reiän halkaisija 0,015–0,3 millimetriä. Vastaavasti tavallisella kipinällä tarkkuus on noin 0,01 millimetrin luokkaa ja reiän halkaisija 0,02 millimetristä ylöspäin (Alamutka 2001, s. 9). Uusimmilla koneilla toleranssit ovat luokkaa +/- 100 nanometriä. Alla oleva kuvapari havainnollistaa erittäin hyvin perinteisen kipinätyöstön ja mikrokipinätyöstön lopputuotteiden erot.

Kuva X. Vasemmalla perinteisen kipinätyöstön jälki ja oikealla sama kappale mikrokipintyöstöllä valmistettuna [SmalTec International 2005].
Seuraavassa taulukossa on vertailtu uppo- ja mikrokipinätyöstön välisiä eroja.
Taulukko X. Uppo- ja mikrokipinätyöstön ominaispiirteet [Alamutka 2001].
|
Uppokipinätyöstö |
Mikrokipinätyöstö |
|
|
Kappalekoko |
< 860 x 650 x 315 mm |
< 1 mm |
|
Reiän halkaisija |
> 0,2 mm |
0,015-0,3 mm |
|
Tarkkuus |
~ 0,01 mm |
0,0005 mm |
|
Pinnankarheus |
< Ra 0,1 |
0,0001 mm Rmax |
|
Kipinäväli |
0,3 – 0,01 mm |
0,001 mm |
|
Korkeussuhde | ||
|
Virta |
< 128 A |
~0,8 A |
|
Jännite |
60 – 250 V |
60 – 200 V |
|
Paloaika |
> 1 ms |
ms |
Temppu, jolla edellä mainitut erot saadaan aikaiseksi, on rajoittaa energiaa, joka purkautuu työstävän elektrodin kautta työkappaleeseen. Tavoitteena onkin pienellä purkausenergialla valmistaa mikrotuotteita, joilla on korkea tarkkuus ja hyvä pinnankarheus. Eniten purkausenergian suuruus vaikuttaa juuri pinnankarheuteen. Energia puolestaan riippuu jännitteestä ja virrasta, joiden tulona saadaan hetkellinen teho. Kun hetkellinen teho integroidaan ajan suhteen, saadaan tuloksena energia:
E = ∫ U(t) ∙ i(t)dt (1)
Koska työstöjännite U(t) pysyy vakiona, se voidaan ottaa integraalin ulkopuolelle, jolloin yhtälö (1) sievenee muotoon:
E = U ∫ i(t)dt (2)
Näin ollen yhtälöstä (2) pystytään päättelemään, että työstävän elektrodin ja työkappaleen välistä energian määrää voidaan säädellä impulssiajalla ja sähkövirralla (Alamutka 2001, s. 4). Jotta aikaisemmin mainittuun tavoitteeseen päästäisiin, täytyy yksittäisen purkauksen energia minimoida ja purkauksien taajuutta kasvattaa (CNMR 2004). Yksittäisen purkauksen energian tulisi olla 6-10 joulea.
Mikrokipinätyöstön kytkennässä on kondensaattori kuten tavallisessa kipinätyöstössäkin. Toisaalta purkauksessa vapautuvalle energialle voidaan johtaa yhtälö:
E = ˝ ∙ CV2 (3)
Yhtälön (3) mukaan purkausenergiaa voidaan pienentää pienentämällä joko kondensaattorin kapasitanssia C tai jännitettä V laskemalla. Kaavassa on jännite korotettu toiseen potenssiin. Sen vuoksi jännitettä laskemalla voitaisiin purkausenergiaa pienentää nopeammin kuin kapasitanssia pienentämällä. On kuitenkin suositeltavampaa pienentää kapasitanssia kuin laskea jännitettä, koska alhaisella jännitetasolla purkaukset voivat vaihdella eli niiden stabiilius heikkenee.
Tärkeimmät parametrit, joilla mikrokipinätyöstöprosessia hallitaan, ovat jännite, kapasitanssi, työstettävän materiaalin kerrospaksuus ja syöttö. Näillä parametreilla pystytään hallitsemaan muun muassa elektrodin kulumisnopeutta, aineen poistonopeutta ja kipinäväliä. Kuvassa X on esitetty edellä mainitut tekijät tulo- ja lähtösuureiden muodossa.
Kuva X. Mikrokipinätyöstön parametrit.
Työstöparametrien käyttö prosessin hallitsemisessa ei ole kuitenkaan aivan yksinkertaista. Esimerkiksi jännitetason nostaminen pääsääntöisesti suurentaa kipinäväliä, mutta tällöin täytyy kuitenkin muiden parametrien (kapasitanssi, syöttö jne.) säilyä vakioina. Lisäksi kahden tai useamman parametrin yhtäaikaisen muuttumisen tutkiminen voi osoittautua hieman monimutkaiseksi varsinkin, jos parametrit vaikuttavat vielä useampaan tekijään. Alla olevien kuvaajien avulla on havainnollistettu joitakin parametrien välisiä suhteita.
Kuva X. Kapasitanssin vaikutus elektrodin kulumisnopeuteen [CNMR 2004].
Kuva X. Kapasitanssin vaikutus aineen poistonopeuteen [CNMR 2004].
Kuva X. Syötön vaikutus elektrodin kulumisnopeuteen[CNMR 2004].
Kuva X. Jännitteen vaikutus kipinäväliin[CNMR 2004].
Kuva X. Kerrospaksuuden vaikutus aineen poistonopeuteen[CNMR 2004].
Kuva X. Syötön vaikutus aineen poistonopeuteen[CNMR 2004].
Kuvaajista voidaan vetää seuraavanlaisia johtopäätöksiä. Mahdollisimman suurella kapasitanssilla kyetään poistamaan materiaalia tehokkaasti ja elektrodia säästäen. Toisaalta on muistettava yhtälöstä (3), että kapasitanssin suurentaminen kasvattaa myös purkausenergiaa, mikä ei ole mikrokipinätyöstössä toivottavaa. Syöttöä suurentamalla ainetta voidaan poistaa tehokkaasti, mutta samalla myös elektrodi kuluminen nopeutuu. Jännitteellä pystytään säätelemään kipinäväliä. Vaikkakin tasalaatuisen työstöjäljen kannalta, jännitteen olisi oltava vakio.
Mikrokipinätyöstötekniikka soveltuu mainiosti pienten reikien ja kolmiulotteisten mikro-onkaloiden tekemiseen, joilta vaaditaan erinomaista pinnankarheutta (CNMR 2003). Kolmiulotteisten muotojen ja reikien työstäminen on kehittynyt viime vuosina roimasti (SmalTec International 2005a). Tällaisia reikiä ovat muun muassa suutinreiät ja kemianteollisuuden mikrokanavat. Työstettävän reiän ei välttämättä tarvitse olla poikkileikkaukseltaan ympyrä, vaan poikkileikkauksen profiilin määrää elektrodin profiili (CNMR 2003). Myös suihkumoottorin turbiinin siipien murtumatarkastelussa käytetyt referenssiurat voidaan valmistaa mikrokipinätyöstöllä. Muita sovelluskohteita ovat valimoteollisuus, lääketieteelliset sovellukset, sensorit ja optiikka sekä kellon valmistus (Gruber & al. 2004). Kuten kipinätyöstössä myös mikrokipinätyöstössä työstettävän materiaalin ja elektrodin täytyy olla sähköä johtavaa materiaalia, jotta kipinöinti olisi mahdollista. Työstettäviksi materiaaleiksi käyvät myös niin sanotut superlejeeringit kuten volframi karbidi ja ruostumaton teräs. Materiaalien kovuudella ei ole merkitystä toisin kuin lastuavilla työstömenetelmillä. Mikrokipinätyöstöllä on mahdollista työstää piitä ja ferriittiä, materiaaleja, jotka ovat lohkeilun vuoksi vaikeita työstää perinteisellä kipinätyöstöllä. Muun muassa piin työstömahdollisuuksien ansiosta mikrokipinätyöstö on suosittua mikromekatroniikkateollisuudessa. Uusimpia sovelluksia ovat mikrokipinätyöstön soveltaminen CAD/CAM-menetelmien kanssa, jotta voitaisiin kompensoida elektrodin kuluminen.
Mikrokipinätyöstö on suunniteltu siten, että elektrodin ja työkappaleen välillä säilyy koko ajan kipinäväli eli työkalun ei tulisi missään vaiheessa koskettaa työkappaletta. Tällöin työkappaleeseen ei kohdistu painetta ja on mahdollista viimeistelytyöstää kaarimaisia, kaltevia ja erittäin ohuita profiileja (CNMR 2004). Mikrokipinätyöstöä käytetäänkin paljon viimeistelyyn. Purkausenergiaa tarpeeksi rajoittamalla on mahdollisuus päästä jopa 0,0001 millimetrin pinnankarheuteen. Tarkkuuteen vaikuttavat elektrodin muoto, liikekeskipiste ja kipinäväli. Myös syvien ja kapeiden reikien teko on mahdollista. Eli rei’illä on suuri korkeussuhde (n. 10:1). Tätä ominaisuutta hyödynnetään erityisesti valumuottiteollisuudessa valmistettaessa niin sanottuja tarkkoja yksityiskohtia sisältäviä mikromuotteja.
Kun on tehtävä valinta mikrokipinätyöstön ja perinteisen kipinätyöstön välillä, kannattaa kyseisiä tekniikoita hieman vertailla. Verrattuna tavalliseen kipinätyöstöön, mikrokipinätyöstö tarvitsee pienemmän työstövoiman eikä aiheuta jäystettä. Etuihin voidaan myös lukea suhteellisesti korkea korkeussuhde sekä kovien tai hauraiden materiaalien työstömahdollisuus. Toisaalta mikrokipinätyöstön haittapuolia ovat elektrodin nopea kuluminen ja alhainen aineenpoistonopeus (Heinonen & al. 2004, s. 5). Virheitä voi syntyä elektrodin ja työkappaleen väärästä etäisyydestä ja huonolla tuurilla työkalu saattaa vaurioitua kuljetettaessa työstökoneelle. Seuraavissa kuvissa on mikrokipinätyöstettyjä kappaleita. Kuvista käy hyvin ilmi, että niin sanottu patternointi eli tietyn kuvion tai muodon toistaminen on suosittua mikrokipinätyöstömenetelmällä.

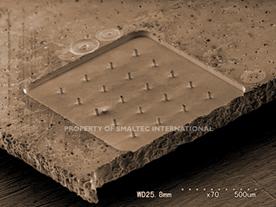
Kuva X. Mikrokipinätyöstettyjä kappaleita [SmalTec International 2005].
Mikrokipinätyöstössä käytetään samoja dielektrisiä nesteitä kuin kipinätyöstössäkin. Myös elektrodit ovat geometrioiltaan ja materiaaleiltaan samantyyppisiä. Erot ovat dimensioissa ja valmistustavassa. Elektrodit valmistetaan yleensä lankasahaamalla, joka on eräs kipinätyöstön erikoissovellus. Lankasahaamalla elektrodeja valmistettaessa on erityisen tärkeää, että lanka on tasapaksua. Lankasahauksessa lanka on erittäin ohutta metallilankaa, jonka paksuus on noin 0,01 millimetriä. Mikäli langan paksuus ei ole vakio, ei myöskään sylinterimäisestä elektrodista tule pyörähdyssymmetristä ja näin ollen elektrodilla työstettäessä työkappaleeseen syntyy muotovirheitä. Elektrodit ovat luonnollisesti monta kertaluokkaa pienempiä verrattuna kipinätyöstökoneissa käytettäviin elektrodeihin. Dielektriivisen nesteen tehtävä on paitsi toimia eristeenä työkappaleen ja elektrodin välillä ja jäähdyttää niitä, myös kuljettaa työstöjätteet pois kipinävälistä. Erityisesti mikrokipinätyöstössä korostuu hyvän huuhtelun merkitys. Kipinäväli on vain 0,001 millimetriä. Jos huuhtelu ei toimi kunnolla, saattaa elektrodin ja työkappaleen välille muodostua oikosulkuja ja valokaaria, koska kipinävälissä olevat likahiukkaset toimivat johteena. Tällaisissa tilanteissa pinnankarheus kärsii välittömästi ja pahimmassa tapauksessa koko työkappaleaihiosta saattaa tulla käyttökelvoton.
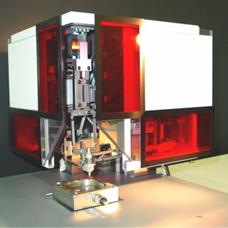
Mikrokipinätyöstössä käytettäviltä koneilta vaaditaan enemmän kuin tavallisessa kipinätyöstössä. Koneiden täytyy ennen muuta olla tarkempia ja stabiilimpia. Mikrokipinätyöstökoneissa täytyy olla erittäin tarkat johteet. Työstötapahtumaa seurataan joko mikroskoopilla tai erillisellä video- tai konenäköjärjestelmällä. Liittämällä koneisiin CAD/CAM – järjestelmä voidaan niillä työstää reikien lisäksi monimutkaisia ja tarkkoja muotoja. Uusimmilla laitteilla pystytään työstämään monimutkaisia muotoja ja korkeuskäyriä kaikissa kolmessa suunnassa, x-, y- ja z-suunnissa. Viimeisimpiä parannuksia ovat muun muassa entistä suurempi työskentelyalue (8x8 tuumaa), automaattinen kappaleen paikannus ja tunnistus, työkalun rotaatio (6000 1/min) ja automaattinen elektrodin kulumisen kompensointi. Lisäksi tarvittaessa voidaan työstökone varustaa seuraavilla ominaisuuksilla: integroitu CAD/CAM-järjestelmä, G-koodi työstöradat, automaattinen työkalun ja – kappaleen vaihto sekä työkappaleen c-rotaatio. (SmalTec International 2005). Alla olevissa kuvissa on eräs Panasonicin kone (6).


Kuva X. Mikrotyöstölaitteisto Panasonic MG-ED72W, jossa mikroskooppijärjestelmä (6).
Tyypillisen nykyaikaisen mikrokipinätyöstökoneen
ulkomitat ovat noin 700 mm x 700 mm x 800 mm ja paino hieman alle 200
kilogrammaa. Tällainen on esimerkiksi SmalTecin valmistama mikrokipinätyöstökone
mallia M212-u. XY-tasossa työskentelyalue on 200 x 200 mm. Pienin mahdollinen
askel x-, y- ja z-suunnissa on yksi mikrometri. Ohjaus tapahtuu numeerisesti. Työkappaleen
maksimipaino voi olla jopa 3,5 kiloa, mutta on suositeltavampaa pitää paino korkeintaan
kilossa. Käyttävänä moottorina voidaan käyttää askelmoottoria. Laakerointi on
v-urassa oleva keraaminen laakeri. Koneen tarkkuudeksi on ilmoitettu mikrometri
per 10 millimetriä ja viisi mikrometriä per sata millimetriä. Pinnankarheuden
Rmax-arvo on standardi elektrodilla sata nanometriä ja PDC-elektrodilla 10 nanometriä.
Työstöympäristön lämpötilan tulisi olla 200C ja kosteuden
vaihteluvälin 10%-60% eikä tärinöitä suvaita (SmalTec International 2005).
4. TULEVAISUUS mikrokipunajyystössä?!? Onko sitä?
Mikrokipinätyöstökoneiden tarkkuus luonnollisesti kasvaa koko ajan. Seuraavan askeleena näyttäisi olevan mikrokipinätyöstön siirtyminen nanotasolle, jolloin voidaan käyttää termiä nanokipinätyöstö. Tämä ei kuitenkaan ole täysin mahdollista pelkästään olemassa olevaa tekniikkaa optimoimalla vaan vaatii täysin uusia innovaatioita muun muassa johteilta, laakeroinnilta ja paikoitustarkkuudelta. Alla olevassa kuvassa on niin sanotun nanokipinätyöstökoneen prototyyppi.
Kuva X. Nanokipinätyöstökoneen prototyyppi.
Uusien laitteiden myötä pienten reikien korkeussuhdetta on mahdollista kasvattaa nykyisestä 10:1 jopa 100:1. Myös entistä monimutkaisempien muotojen työstäminen helpottuu (Gruber & al. 2004).
Lähdeluettelo
Aaltonen, K. & Andersson, P. & Kauppinen, V. 1997. Koneistustekniikat. Porvoo: WSOY. 322 s. ISBN 951-0-21437-x
Ala-Mutka, P. 2001. Uppo- ja mikrokipinätyöstö, Espoo, Teknillinen Korkeakoulu, Konepajatekniikan seminaari. 13 s.
Andersson P. & al. 2003. Muotin suunnittelu ja valmistus. Tampere: TTY-Paino. 210 s. ISBN 952-15-1095-1.
Ansaharju, T. & Maaranen, K. 2004. Koneistustekniikat. Helsinki: WSOY. 325 s. ISBN 951-0-27156-X.
CNMR. Center for Non Traditional Manufacturing Research. [Verkkodokumentti]. [Viitattu: 15.3.2006]. Saatavilla: https://www.unl.edu/nmrc/MicroEDM.htm.
CNMR. Center for Non Traditional Manufacturing Research. 2004. Evolution of EDM process. [Verkkodokumentti]. [Viitattu: 10.3.2006]. Saatavilla: https://www.unl.edu/nmrc/EDMresearch.htm.
Ihalainen, E. & al. 2003. Valmistustekniikka. Jyväskylä: Otatieto. 490 s. ISBN 951-672-333-0.
Gruber, H.P & Kunz, S. 2004. From micro to nano in EDM system performance, Institut für Mikrotechnik, Mainz GmbH. [Verkkodokumentti]. [Viitattu: 27.3.2006]. Saatavilla: https://www.agieus.com/PRs/Micro to_Nano.asp
Heinonen, M. & Paakkari, J. & Sundqvist, P. 2004. Mikrotyöstötekniikat, Espoo, Teknillinen korkeakoulu, Konepajatekniikan laboratorio. 21 s.
Koshal, D. 1993. Manufacturing Engineer`s Reference Book. Elsevier. 731 s. ISBN 0-7506-1154-5.
Oberg, E. & Jones, F. & Horton, H. & Ryffell, H. 2000. Machinery's Handbook (26th Edition). Industrial Press. 2469 s. ISBN: 0-8311-2666-3.
PEN Centre, Precision Engineering & Nanotechnology Centre. 2001. Micro Electro-Discharge Machine. [Verkkodokumentti]. [Viitattu 20.3.2006]. Saatavilla: https://www.ntu.edu.sg/mae/Research/Programmes/Precision/Micro-EDM.htm
SmalTec International 2005. MICRO-EDM. [Verkkodokumentti]. [Viitattu: 18.3]. Saatavilla: https://www.smaltec.com.
Steelfluid. 1996a. Criteria for selection of the dielectric fluid. [Verkkodokumentti]. [Viitattu: 10.3.2006]. Saatavilla: https://www.steelfluid.it/.
Steelfluid. 1996b. Dielectric Fluids for die-sinking EDM. [Verkkodokumentti]. [Viitattu: 10.3.2006]. Saatavilla: https://www.steelfluid.it/.
XACT. 2006. Wire EDM Corporation. [Verkkodokumentti]. [Viitattu: 10.3.2006]. Saatavilla: https://www.xactedm.com/.
(https://www.xactedm.com/pages/edmtech.html
https://www.steelfluid.it/default.php?t=site&pgid=158&lang=EN

Kuvakulma
Cool. Saksalaiset tiedemiehet ovat asettaneet
silmälasit kahden millimetrin kokoiseen kotikärpäsen päähän laserteknologian
avulla. Kuva on osa Münchenissä esillä olevaa vuoden 2005 tiedekuvien
näyttelyä. Kuva: Frank Korte / Guenter Kamlage / HANDOUT
Frank Korte, Günter Kamlage – EPA Aamulehti 17.3.2006 s16
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3946
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved