| CATEGORII DOCUMENTE |
| Bulgara | Ceha slovaca | Croata | Engleza | Estona | Finlandeza | Franceza |
| Germana | Italiana | Letona | Lituaniana | Maghiara | Olandeza | Poloneza |
| Sarba | Slovena | Spaniola | Suedeza | Turca | Ucraineana |
DOCUMENTE SIMILARE |
|
Panaudojimas. Statyboje keramika naudojama kaip konstrukcinë, apdailinë ir šilumŕ izoliuojanti medžiaga. Keraminiai dirbiniai (plytelës) taip pat naudojamos apsauginëms dangoms árengti. Keraminës granulës naudojamos
Kaip konstrukcinë medžiaga keraminës plytos naudojamos laikančiř sienř murinimui. Iš keraminiř tuščiaviduriř blokeliř árengiamos Akermano tipo lengvos perdangos.
Kaip šilumŕ izoliuojanti medžiaga
Apdailiniai keraminiai dirbiniai ne tik pagerina pastato architektűrinć išvaizdŕ bet ir apsaugo pastato sienos giliau esančius sluoksnius nuo nepageidaujamo atmosferos poveikio.
Statybinei keramikai priskiriami degti dirbiniai iš molio arba iš kitokiř mineraliniř medžiagř. Suformuotas dirbinys vadinamas pusfabrikačiu. Išdžiovinti ir išdegti pusfabrikačiai yra kieti ir vadinami keraminiu dirbiniu arba gaminiu.
Statybinë keramika – keraminiai gaminiai gyvenamřjř namř, visuomeniniř bei pramoniniř pastatř sienoms műryti, stogams dengti, apdailai bei specialiai paskirčiai.
Dailioji keramika – tankűs, sukepć arba smulkiai porëti vienalytës struktűros keraminiai gaminiai, dažniausiai plonasieniai ir sudëtingos formos.
Statybinë sukepusioji keramika – keraminiai gaminiai, kuriř vandens ámirkis ne didesnis kaip 5
Poringoji keramika – keraminiai gaminiai, kuriř vandens ámirkis didesnis kaip 5
Techninë keramika – iš natűraliř keraminiř žaliavř ir (arba) dirbtiniř mineraliniř medžiagř pagaminti specialios paskirties gaminiai.
Grubioji keramika – poringos ir rauplëtos šukës, dažniausiai stambűs keraminiai gaminiai.
Pusgaminis – iš paruoštos formavimo masës suformuotas, bet neišdegtas gaminys.
Keraminë šukë – bet kokios formos išdegtoji keraminë formavimo masë.
Keraminiai dirbiniai gaminami iš pagrindiniř ir pagalbiniř žaliavř. Pagrindinë žaliava – ávairiř rűšiř moliai. Pagalbinës yra ávairűs priedai: liesikliai, fliusai ir kt. Žaliavos dar skirstomos á plastiškŕsias ir neplastiškŕsias. Plastiškosios – tai riebűs moliai ir kaolinai, neplastiškosios – skalűniniai moliai, liesikliai (smëlis, keraminë skaldelë arba šamotas, maltas degtas molis arba maltas keraminiř gaminiř laužas). Šukës sukepimui gerinti á žaliavŕ pridedama priedř: pegmatitř, lauko špatř, sienitř, vulkaninio stiklo (perlito, obsidiano, tufo, lavos).
Moliai – tai nuosëdinës kilmës uolienos, susidariusios dűlëjant ir kaolinizuojantis lauko špatams, magminëms ir kitoms silikatinëms uolienoms. Veikiant lauko špatŕ vandeniu ir CO2, susidaro molio mineralas kaolinitas Al2O3 2SiO2 2H2O. Kaolinas – tai grynas baltos spalvos molis, sudarytas iš kaolinito. Iš visř moliř jis yra mažiausiai užterštas dažančiaisiais oksidais (Fe2O3 ir TiO2).
Molio mineralř yra daugiau kaip 40. Labiausiai paplitć kaolinito, montmorilonito ir hidrožëručio grupiř mineralai. Kaolinito ir hidrožërutiniř moliř daugiausia randama gëlřjř vandenř baseinuose, o montmorilonitiniř – sűriřjř vandenř baseinuose.
Moliai yra sudaryti iš ávairiř oksidř, laisvo bei cheminiu bűdu surišto vandens ir organiniř priemaišř. Molá sudaro šie oksidai: SiO2 (50–60 %), Al2O3 (10–15 %), TiO2 (0,1–1 %), Fe2O3 (5–8 %), CaO (5–10 %), MgO (2–4 %), SO3(0–3 %), Na2O ir K2O (1–4 %). Daugiausia molyje yra silicio oksido (SiO2). Mažiausiai (SiO2) turintys moliai yra plastiškesni, rišlesni. Gryname kaoline SiO2 yra apie 47 %.
Labai svarbus molio komponentas yra aliuminio oksidas (Al2O3). Nuo jo kiekio labai priklauso keraminiř gaminiř savybës. Kuo daugiau molyje Al2O3, tuo jis atsparesnis ugniai. Gryname kaoline yra apie 40 % Al2O3. Lietuvos moliuose jo yra per mažai, tiktai apie 15 %. Didëjant jo kiekiui, gerëja molio plastiškumas, didëja suformuotř, išdžiovintř ir išdegtřjř gaminiř stiprumas ir ypač didëja molio atsparumas ugniai.
Geležies oksidai (Fe2O3 ir FeO) yra pagrindiniai dažantieji oksidai (1 lentelë).
1 lentelë. Fe2O3 átaka keraminës šukës spalvai
Kai gaminiai degami redukcinëje aplinkoje, susidaro Fe (II) junginiai, kurie keraminć šukć nudažo melsvai žalia spalva. Kai šiř junginiř yra daug, gaunama tamsi, kartais beveik juoda spalva. Degama oksiduojančioje aplinkoje geležis bűna trivalentë. Fe (III) junginiai keraminć šukć nudažo nuo geltonos iki tamsiai raudonos arba tamsiai raudonai rudos spalvos.
Kalcio oksidas CaO ir magnio oksidas MgO siaurina sukepimo intervalŕ, dël to pablogëja keraminiř gaminiř degimo sŕlygos, o gaminiai gaunami poringi, ne taip stiprűs ir atsparűs šalčiui. Nedegtuose moliuose karbonatiniai intarpai bűna klinčiř, dolomito arba magnezito (CaCO3, MgCO3, CaCO3 MgCO3) pavidalo. Ne daugiau kaip 0,3 % karbonatiniř intarpř turintys moliai tinka plytř gamybai, o iš moliř, kuriuose intarpř yra ne daugiau kaip 0,2 %, gaminamos drenos. Svarbu ne tik intarpř kiekis, bet ir jř dydis. Molyje esantys didesni kaip 1 mm CaCO3 intarpai yra žalingi, kadangi degimo metu jie skyla á CaO ir CO2. Susidarćs CaO hidratuojasi á Ca(OH)2. Reakcijai pasibaigus tűris padidëja maždaug du kartus ir dël susidariusiř vidiniř átempimř gaminys suyra. MgO poveikis analogiškas kaip ir CaO.
Moliai, kuriuose didesniř kaip 1 mm karbonatiniř intarpř yra daugiau nei 0,3 %, o CaCO3 yra per 70 %, statybinei keramikai nevartojami. 0,5–1 mm dydžio intarpř leistina iki 0,5 %, o mažesniř kaip 0,5 mm – 1 %. Mažesni kaip 0,1 mm intarpai neardo keraminës šukës. Naudingais molio oksidais laikomi natrio Na2O ir kalio K2O oksidai. Jie žemina gaminiř degimo temperatűrŕ, suteikia gaminiams didelá stiprumŕ, pagerina keraminës šukës sukepimŕ.
Granuliometrinë sudëtis. Nuo granuliometrinës sudëties priklauso molio plastiškumas, susitraukimas džiűstant ir degant, gaminiř stiprumas. Molio granuliometrinć sudëtá sudaro smëlio frakcija (daleliř dydis 5–0,05 mm), dulkiř frakcija (0,05–0,005 mm) ir molingoji frakcija (dalelës mažesnës kaip 0,005 mm). Nedidelis smëlio kiekis (apie 7–8 %) yra naudinga priemaiša kadangi džiovinami ir deginami gaminiai mažiau traukiasi. Dulkiř frakcija mažina molio rišlumŕ, apsunkino molio formavimŕ. Molingoji frakcija yra svarbiausia molio granuliometrinës sudëties dalis. Nustatyta, kad plastiškumu pasižymi tik mažesnës kaip 0,005 mm dalelës. Jos dažniausiai bűna plokšteliř formos, todël, suvilgytos vandeniu, lengvai slysta vienos kitomis, bet kartu dël traukos jëgř nepraranda ryšio. Dël šios priežasties molingosios dalelës ir suteikia moliui pagrindinć savybć – plastiškumŕ. Statybinei keramikai tinkamiausi moliai, kuriuose yra nuo 30 iki 70 % molingřjř daleliř.
Plastiškumas. Tai labai svarbi technologinë molio savybë. Dažniausiai molio plastiškumas apibűdinamas tuo vandens kiekiu, kurio reikia normalios konsistencijos (lengvai formuojamai) tešlai gauti. Priklausomai nuo molio plastiškumo skiriasi vandens kiekis reikalingas formavimo masei paruošti:
– iš labai plastiškř moliř – 25–30 %;
– iš vidutiniškai plastiškř moliř – 20–25 %;
– iš mažai plastiškř moliř – 15–20 %.
Kuo daugiau molyje yra smulkiř daleliř, tuo daugiau vandens reikia joms vilgyti.
Plastiškumui padidinti sudrëkinti moliai ilgiau maišomi, vakumuojami, pűdomi, t. y. keletŕ parř išlaikomi drëgnuose tamsiuose sandëliuose arba sukastas molis daug kartř ášaldomas ir atšildomas.
Iš riebaus molio suformuoti gaminiai smarkiai deformuojasi – traukiasi ir trűkinëja, o gaminiai iš lieso molio dël nepakankamo rišlumo subyra. Todël á riebius molius dedama liesikliř. Kad bűtř plastiškesnis, liesas molis apdorojamas mechaniškai, á já dedama plastiškesnio molio arba plastifikuojančiřjř priedř, atskiriamos smëlio dalelës.
Molio susitraukimas džiovinant ir degant – tai suformuoto gaminio tűrio sumažëjimas. Molis, džiűdamas normaliomis sŕlygomis, traukiasi, nes garuoja atskirř molio daleliř paviršiuje esantis vanduo. Jis nustoja traukćsis, kai drëgmës lieka 10 – 12 %. Tiek drëgmës bűna porose. Susitraukimas džiűstant išreiškiamas procentais šviežiai suformuoto bandinio, o susitraukimas degant – sauso bandinio matmenř atžvilgiu. Molio susitraukimui džiovinant ir degant nustatyti bandomi penki bandiniai (50 8 mm).
Susitraukimas džiovinant priklauso nuo molio plastiškumo. Labai plastiškas molis džiűdamas susitraukia 10–15 %, vidutinio plastiškumo – 6–10 %, mažo plastiškumo – 4–6 %. Degamas 950–1 000 oC temperatűroje molis susitraukia apie 1 %. Dažniausiai nustatomas bendras susitraukimas džiovinant ir degant. Šis susitraukimo dydis rodo, kiek didesnius reikia suformuoti gaminius, kad išdegti jie bűtř reikiamř matmenř.
Degamuose molio gaminiuose vyksta cheminiai bei fiziniai procesai, dël kuriř molis praranda savybć su vandeniu sudaryti plastiškŕ tešlŕ ir pavirsta kietu akmeniu (keramine šuke). Iki 150°C temperatűros išgaruoja laisvoji drëgmë ir susitraukia pusfabrikatis, 300–400 oC temperatűroje išdega organinës priemaišos, 500–600 oC –išsiskiria kristaluose esantis vanduo, 600–700 oC – pradeda skilti molyje esantys kalcio ir magnio karbonatai ir skirtis CO2. Šioje temperatűroje molis pradeda sukepti, t. y. formuojasi keraminë šukë. Tuo metu atsiranda ir skystoji fazë, kuri pagreitina visus keraminës šukës formavimosi procesus ir sujungia nepakitusius arba naujai susidariusius mineralus. 1 000 oC temperatűroje atsiranda naujř kristaliniř aliumosilikatř (silimanito Al2O3 SiO2, mulito 3Al2O3 2SiO2 ir kt.), kurie suteikia keraminiam gaminiui didelá stiprumŕ. Lydalas užpildo poras tarp kietř daleliř, bet gaminys nepraranda savo formos. Temperatűra, kurioje vyksta šis procesas, vadinama sukepimo temperatűra. Tokioje temperatűroje išdegta keramika ágeria ne daugiau kaip 5 % vandens. Daugumos moliř ši temperatűra aukštesnë kaip 1 000 oC. Aukštesnëje kaip 1 000–1 100 oC temperatűroje padidëja skystosios fazës kiekis, sumažëja jos klampa, pradeda minkštëti ir kai kurie sunkiau lydűs mineralai. Gaminys praranda formŕ, deformuojasi. Temperatűra, kurioje prasideda šis procesas, vadinama molio deformacijos temperatűra. Deformacijos ir sukepimo pradžios temperatűrř skirtumas vadinamas molio sukepimo intervalu. Lengvai lydžiř moliř šis intervalas lygus 25–50 oC, sunkiai lydžiř – 100–150 oC ir daugiau. Ugniai atspariř moliř sukepimo intervalas siekia 500 oC.
Moliř atsparumas ugniai – tai savybë neminkštëjant ir neišsilydant išlaikyti aukštŕ temperatűrŕ. Atsparumŕ ugniai reikia žinoti, jei dirbinius numatoma degti aukštesnëje kaip 1 100 oC temperatűroje. Molio atsparumas nustatomas pamažu kaitinant iš jo suformuotŕ 30 mm aukščio trisienć nupjautŕ piramidć, kurios apatinio pagrindo kraštinë yra 8 mm, o viršutinio pagrindo – 2 mm ilgio. Temperatűra, kurioje piramidës viršűnë nulinksta iki pagrindo, vadinama molio atsparumo ugniai temperatűra.
Pagal atsparumŕ ugniai moliai skirstomi á tris grupes: lengvai lydžius, sunkiai lydžius ir atsparius ugniai.
Lengvai lydžiř moliř atsparumas ugniai mažesnis nei 1 350 oC. Tai labai ávairios sudëties moliai, turintys smëlio, karbonatř, geležies oksidř, žëručio bei organiniř priemaišř. Iš šiř moliř gaminama poringoji keramika (plytos, blokai čerpës, drenos ir kt.).
Sunkiai lydžiř moliř atsparumas ugniai – 1 350–1 580 oC. Tokiř moliř sudëtyje yra kvarco, feldšpato, žëručio. Iš jř gaminami sukepusios keramikos gaminiai – klinkerinës plytos, grindř plytelës, kanalizacijos vamzdžiai ir kt.
Ugniai atspariais vadinami moliai, kuriř atsparumas ugniai ne mažesnis kaip 1 580 oC. Šiř moliř sudëtyje bűna apie 40 % Al2O3. Jie labai dispersiški ir plastiški. Gryno kaolinitinio molio atsparumas ugniai yra apie 1 770 oC. Iš tokiř moliř gaminamos ugniai atsparios medžiagos. Műsř šalies teritorijoje randamř lengvai lydžiř moliř atsparumas ugniai – 1 170–1 200 oC, o sunkiai lydžiř devoniniř moliř – 1 450 oC. Lietuvos moreniniai moliai lydosi 1 200 oC temperatűroje ir yra priskiriami prie lengvai lydžiř moliř. Tiktai devoniniai moliai, kuriř Lietuvoje yra nedaug, priskiriami prie sunkiai lydžiř moliř.
Moliams ir iš jř gaminamiems keraminiams dirbiniams norimř savybiř suteikiama ávairiais priedais: liesikliais, išdegančiaisiais, reguliuojančiaisiais degimo (fliusais) ir sukepimo temperatűras priedais ir kt.
Liesikliai. Á labai plastiškus molius, kurie džiovinami ir degami smarkiai traukiasi (iki 15 %), ámaišoma liesikliř: smëlio, šamoto, malto šlako, pelenř ir kt. Pusfabrikačiai su šiais priedais greičiau išdžiűsta, padidëja gaminiř stiprumas bei atsparumas šalčiui.
Išdegančiřjř priedř (medžio pjuvenř, malto antracito, trupintř durpiř ir kt.) dedama, kai norima gaminius lengvinti arba gerinti jř degimo sŕlygas. Jie kartu liesina molá.
Fliusai – medžiagos pažeminančios sukepimo temperatűrŕ gaminant molio dirbinius. Norint sumažinti degimo temperatűrŕ dedama malto feldšpato, geležies rűdos ir kt.
Gamykloje formavimo masë ruošiama pussausiu, plastiškuoju ir šlikeriniu (šlapiuoju) bűdu. Ruošimo bűdas priklauso nuo žaliavos savybiř ir gaminamos keraminës produkcijos rűšies. Pussausiu bűdu ruošiama žaliava trupinama, džiovinama, tada smulkinama ir drëkinama iki 8–12 % drëgnio. Plastiškajam gaminiř formavimui ruošiamas molis smulkinamas maišomas su priedais ir vandeniu. Masës drëgnis – 15–35 %. Šlikeriniu bűdu masë ruošiama malant kietas žaliavas rutuliniais malűnais, o molis tik šiek tiek susmulkinamas. Sumaišius žaliavř mišiná su vandeniu, gaunama skysta vienalytë suspensija. Jos drëgnis – 35–50 %. Atsižvelgiant á tai, kokiu bűdu bus formuojami gaminiai (presuojami, liejami, šlikeris gali bűti sutirštintas filtruojant arba džiovinant.
Kai norima dirbtinai pakeisti tam tikrř molio masës faziř (kietosios, skystosios ir dujinës) santyká pagrindinai taikomas drëkinimas, pašildymas, vakuumavimas, cheminiř priedř ámaišymas.
Svarbiausias pusgaminiui keliamas reikalavimas – pakankamas jo sutankinimas formavimo metu. Jis nusakomas santykiniu tankiu KS – tai kietos medžiagos dalis visame pusgaminio tűryje. Nuo pusgaminio santykinio tankio daug priklauso matmenř kitimas degimo metu ir gaminio tankis. Keraminiams pusgaminiams šis rodiklis lygus KS=0,85–0,5. Didžiausias santykinis tankis (KS = 0,85–0,70) bűdingas pusgaminiams, suformuotiems iš stambiagrűdžiř milteliř, o mažiausias (KS = 0,6–0,5) – pusgaminiams, suformuotiems iš smulkiagrűdžiř milteliř, kuriř sudëtyje nëra molingojo komponento. Svarbu, kad pusgaminio tankis bűtř vienodas. Kai tankis skirtingas, gaminio dalys degimo metu traukiasi nevienodai, todël atsiranda deformacijř, o vëliau ir plyšiř. Pusgaminiai turi bűti pakankamai mechaniškai stiprűs. Kraunant ir transportuojant nepakankamai stiprius pusgaminius jie gali deformuotis.
Pusgaminiai formuojami pussausiu plastiškuoju ir liejimo bűdu.
Pussausiu bűdu gaminamos plytos, grindř plytelës, klinkerinës plytos, techniniai fajanso bei porceliano gaminiai. Formuojama iš 8–12 % drëgnio formavimo milteliř specialiais presais. Juose masë suspaudžiama 12–15 mPa slëgiu.
Plastiškuoju bűdu formuojami blokai, plytos, drenažo vamzdžiai, čerpës, kanalizacijos vamzdžiai ir kiti gaminiai. Formuojama juostiniais, dažniausiai – sraigtiniais presais, štampais, taip pat naudojami ir stűmokliniai presai. Molis vakuumuojamas gaminant plonasienius dirbinius. Prese átaisytas sraigtinis velenas sukdamasis spaudžia molio tešlŕ pro presavimo galvutć, kuri suteikia gaminiui reikiamŕ formŕ ir matmenis. Formuojant iš preso išspaudžiama molio juosta (pilnavidurë arba skylëta), kurios skerspjűvio matmenys atitinka pusgaminio ilgá ir plotá su užlaida susitraukimui. Automatinis pjaustiklis juostŕ supjausto á reikiamo dydžio gabalus. Automatiniai nuimtuvai pusgaminius nuima ir sukrauna á džiovyklř vagonëlius. Juostiniř presř našumas – 5–10 tűkstančiř vienetř per valandŕ.
Liejami fajansiniai santechniniai dirbiniai, buitiniai indai. Gaminiai iš šlikerio formuojami gipsinëse formose. Vandená iš šlikerio sugeria poringos formos.
Degti galima tik tokius gaminius, kuriř drëgnis neviršija 5 %. Todël prieš degimŕ pusfabrikačiai džiovinami natűraliu arba dirbtiniu bűdu. Natűraliai džiovinama 10–20 parř. Pagal šilumos perdavimo bűdŕ, šilumos ir masës mainus dirbtinio džiovinimo bűdai skirstomi á tokias pagrindines grupes: konvekcinis džiovinimas, radiacinis džiovinimas, džiovinimas aukštojo, dažnio srovëmis, džiovinimas mikrobangomis, sudëtinis džiovinimas.
Tai baigiamoji ir svarbiausia keraminiř dirbiniř gamybos operacija. Išdžiovinti gaminiai degami periodinio arba nuolatinio veikimo krosnyse. Periodinio veikimo krosnyse pakrovimo, degimo, aušinimo ir iškrovimo operacijos eina viena po kitos. Po kiekvieno degimo ciklo krosnys ataušinamos. Jř trűkumas tas, kad sunaudojama daug kuro, sunku mechanizuoti ir automatizuoti gamybos procesus, daug sunkaus rankř darbo ádedama pakraunant ir iškraunant gaminius.
Nuolatinio veikimo krosnys yra žiedinës ir tunelinës. Žiedinëse krosnyse gaminiai nejuda – išilgai kamerř slenka degimo zona; tunelinëse krosnyse gaminiai juda, o technologiniř zonř vieta nesikeičia. Šiuo metu naujř žiediniř krosniř nebestatoma, nes sunku mechanizuoti gaminiř pakrovimo ir iškrovimo procesus. Tunelinë krosnis yra sudaryta iš ilgo tunelio. Jame esančiais ávairaus skerspjűvio bëgiais juda vagonëliai su pusfabrikačiais. Toks tunelis esti nuo 60 iki 150 m ilgio, jo skerspjűvio plotas – nuo 3,5 iki 5,5 m2. Tunelinëje krosnyje yra trys zonos: šildymo, degimo ir aušinimo. Pirmoje zonoje iš gaminiř pasišalina hidratinis vanduo, sudega organinës priemaišos, pradeda skilti karbonatai. Degimo zonoje sukepa molio masë ir susidaro keraminë šukë – lengvai lydžiř moliř – 900–1 000 oC, sunkiai lydžiř – 1 150–1 200 oC temperatűroje. Degimo temperatűra priklauso nuo molio ir jame esančiř priedř savybiř. Labai svarbu parinkti optimaliŕ degimo temperatűrŕ: kai ji per maža, nesusidaro pakankamai daug skystosios fazës, todël dirbiniai bűna nestiprűs, neilgaamžiai, kai per aukšta – gaminys deformuojasi arba sumažëja jo poringumas, pablogëja termoizoliacinës savybës. Keraminiř sieniniř medžiagř poringumŕ reglamentuoja valstybiniai standartai. Oras degimui pučiamas á priešpriešiais judančius vagonëlius. Jis kartu vësina jau išdegtus gaminius. Degimo zonoje temperatűra pasiskirsto tolygiai, nes tunelio skerspjűvio plotas palyginti nedidelis, todël tunelinëse krosnyse gaminiai išdega daug vienodžiau negu žiedinëse. Degimo ciklas tokiose krosnyse trunka 1,5–2 paras. Be to, tunelinëse krosnyse galima mechanizuoti ir automatizuoti kai kuriuos technologinius procesus.
Pagal keraminës šukës sukepimŕ statybinës keramikos dirbiniai skirstomi:
– poringieji, kuriř poringumas esti didesnis kaip 5 %,
– sukepusieji (tankieji), kuriř poringumas ne didesnis kaip 5 %.
Prie poringosios statybinës keramikos priskiriamos paprastos keraminës, akytosios ir skylëtosios plytos, keraminiai tuščiaviduriai ir skylëtieji sienř bei perdangř blokai, čerpës, apdailos keramika, fajansinës plytelës ir kai kurie santechniniai dirbiniai, dirbtiniai keraminiai betonř užpildai, termoizoliacinë keramika ir kt.
Iš sukepusios keramikos paminëtini tankűs santechniniai keraminiai dirbiniai, rűgštims atspari keramika, grindř plytelës, klinkerinës plytos, kanalizacijos vamzdžiai.
Paprastos keraminës plytos gaminamos plastiškuoju ir pussausiu bűdu.
Keraminiř pilnaviduriř paprastřjř M150 markës pagal stiprumŕ, F75 markës pagal atsparumŕ šalčiui, nustatytos tűrinio šaldymo bűdu, plytř sutartinio žymëjimo pavyzdys:– KPP plytos 150/Ft 75. Keraminiř skylëtřjř paprastřjř M100 markës pagal stiprumŕ, 1350 kg/m3 tankio, F25 markës pagal atsparumŕ šalčiui, nustatytos tűrinio šaldymo bűdu, plytř sutartinio žymëjimo pavyzdys: – KSP plytos 100/1350/Ft 25.
Išdžiovintř iki pastovios masës skylëtřjř plytř vandens sugërimas turi bűti ne mažesnis kaip 6 %, pilnaviduriř plytř – 8 %, apdailos plytř ne didesnis kaip 14 %, o apdailos plytř, pagamintř iš karbonatingř moliř – ne didesnis kaip 20 %.
Pagal atsparumo šalčiui markć paprastosios plytos turi išlaikyti ne mažiau kaip 15, išorës sienř konstrukciniř elementř plytos – ne mažiau kaip 35, dűmtraukiř plytos – ne mažiau kaip 25 šaldymo ir šildymo ciklus.
Plytř kokybë tikrinama nustatant matmenř nuokrypius, formos ir paviršiaus defektus. Tikrinama, ar apdailos plytř spalva, atspalvis, reljefas, plytř išdegimas atitinka etalonŕ. Ar nëra plytose neleistinai dideliř kalkiniř intarpř. Taip pat nustatomas vandens ágeriamumas ir atsparumas šalčiui vienpusio šaldymo ir šildymo bűdu.
Viena iš pačiř svarbiausiř keraminiř dirbiniř savybiř yra stipris gniuždant. Pagal stiprá gniuždant keraminiai műro gaminiai skirstomi á M300, M250, M200, M175, M150, M125, M100, M75, M50, M35, M25 markiř plytas. Iš plytř műrijami ávairűs műriniai, o műro stipris gniuždant priklauso nuo plytř stiprio gniuždant. Műro stipris gniuždant parenkamas pagal keletŕ faktoriř, vienas iš jř ir svarbiausias yra plytř markë. Plytř markë yra penkiř bandiniř vidutinis laikinasis atsparumas gniuždymui (kg/cm2). Tačiau kadangi műre plyta yra ne tik gniuždoma bet ir lenkiama plytř markë taip pat turi bűti tikrinama pagal penkiř bandiniř vidutiná laikinŕ atsparumŕ lenkimui. Laikinas atsparumas reiškia, kad plyta bandoma apkraunant trumpalaike apkrova. Jeigu plytŕ apkrautume ilgalaike apkrova plytos stiprumas bűtř mažesnis dël valkšnumo deformacijř. Toks bandymo bűdas nors ir tiksliau atspindëtu realius procesus vykstančius plytoje, kuri yra műre, tačiau bandymas bűtř sudëtingas, reikalaujantis daug laiko, dël to, kad kontroliuoti pagamintř plytř kokybć gamybiniams tikslams plytos išbandomos trumpŕ laikŕ veikiančia apkrova. Be penkiř plytř vidutinio stiprumo gniuždant ar lenkiant standartas reikalauja, kad duotajai markei atskiro bandinio stiprumas gniuždant ar lenkiant nebűtř mažesnis už nustatyta. Plytř gniuždomajam ir lenkiamŕjam stipriui nustatyti atrenkamos plytos, kuriř matmenys, formos ir paviršiaus defektai bei išdegimas atitinka standarto reikalavimus. Bandant penkis bandinius, sudarytus iš dviejř viena ant kitos sudëtř plytř, arba vienos plytos, nustatomas stiprumas gniuždant, analogiškai bandant penkis bandinius nustatomas stiprumas lenkiant. Gniuždomos plytos stiprumas yra maksimalűs gniuždymo átempimai kuriuos sugeba atlaikyti plyta, lenkiamos plytos stiprumas yra maksimalűs tempimo átempimai kuriuos sugeba atlaikyti plyta.
Gniuždomas plytř stiprumas yra penkiř bandymo rezultatř, apskaičiuotř 0,1 MPa tikslumu, aritmetinis vidurkis. Kiekvieno bandinio stiprumas nustatomas gniuždant iš dviejř plytř arba dviejř pilnaviduriř plytř pusplyčiř padarytŕ prizmć. Kai kuriř plytř stiprumas gniuždant nustatomas bandant vienŕ plytŕ. Dvi plytos arba jř pusës sudedamos atraminiu paviršiumi prieš tai ant vieno iš jř tolygiai užtepus skiedinio sluoksná. Taip pat paviršiai á kuriuos gniuždymo jëga nukreipta statmenai, turi bűti išlyginti cemento skiediniu pagal standarto nurodymus. Plytos tarpusavyje sujungiamos skiedinio sluoksniu ir atraminiai paviršiai išlyginami skiedinio sluoksniu tam, kad átempimai nuo preso atramř ir nuo vienos plytos kitai tolygiai persiduotř visam plytos plotui. Apkraunant bandiná, apkrova turi didëti tolygiai ir apkrovimo laikas turi bűti toks, kad bandinys bűtř sugniuždytas per 20 – 60 s nuo apkrovimo pradžios. Apkrovimo laikas ribojamas dël apkrovimo greičio átakos medžiagos átempimams kuriuos ji gali atlaikyti. Kuo apkrovimo greitis didesnis tuo didesnius gniuždymo átempius atlaikytř plytŕ. Gniuždomos plytos stiprumas apskaičiuojamas maksimaliŕ apkrovŕ dalinant iš bandinio vidutinio gniuždymo ploto:
![]() ;
;
čia P ‑ maksimali
apkrova MN, S ‑ bandinio
vidutinis gniuždymo plotas m2. Gniuždomo bandinio stiprumas
priklauso nuo to kokio aukščio yra bandinys. Eksperimentiškai nustatyta ir
teoriškai paaiškinta, kad kuo bandinys aukštesnis tuo jo stiprumas yra
mažesnis. Trinties jëga esanti tarp preso plokščiř ir gniuždomos
plytos paviršiř varžo plytos atraminiř paviršiř skersines
deformacijas. Kuo toliau nuo bandinio ir preso kontaktř tuo
silpnesnës veikia trinties jëgos ir tuo laisviau bandinys
deformuojasi skersine kryptimi. Dël šio efekto bandiniai su mažu h/d santykiu, (čia h – bandinio
aukštis, d – plytos
horizontalaus skerspjűvio mažesnis matmuo) yra stipresni už iš tř pačiř plytř
padarytus bandinius kuriř h/d santykis didesnis.
Nereikia galvoti kad stiprumas sumažëja dël klupimo, klupimas turi
átakŕ tik tuo atveju, kai h/d>4, o kai ši sŕlyga neišpildyta
klupumas jokios átakos nedaro, todël pagrindinć átaka stiprumui turi preso
plokščiř skersiniř deformacijř varžymas. Dar

pav. Silikatiniř plytř bandinio aukščio ir horizontalaus skerspjűvio mažesniojo matmens santykio átaka stiprumui gniuždant; 1 ‑ Ašchabado gamyklos, 2 ‑ Mytiščino gamyklos, 3 ‑ tas pats tik sausio mën., 4 ‑ tas pats tik vasario mën.
Norint gauti bandinio kurio, h/d=1 stiprumŕ, išbandytř dviejř vienŕ ant kitos uždëtř plytř bandinio, kurio h/d≈1,6, stiprumŕ, dauginame iš koeficiento 1/0,78=1,28, suapvalinus á mažesnć pusć dël atsargos gauname, kad šis koeficientas lygus 1,2.
Vokiečiř standartai DIN 105 aukščio átakŕ stiprumui vertina tokiais koeficientais:
lentelë: Bandinio stiprumo pataisos koeficientas
Kaip matome vokiškos normos DIN 105 bandinio aukščiui esant 191 mm, kas atitinka iš dviejř plytř ar pusplyčiř sudaryto bandinio aukštá, pataisos koeficientŕ duodas toks pats kaip ir LST 1,2. Tačiau esant mažesniam plytos aukščiui pataiso koeficientas lygus 1,1.
Bandinys padedamas ant dviejř atramř, padëtř ant preso pagrindo plokštës. Pažymimas vidurys tarp atramř ir toje vietoje per visŕ plytos plotá uždedama apkrova. Apkrovimas turi bűti tolygus ir tokiu greičiu, kad plyta bűtř suardyta per 20 – 60 s nuo apkrovimo pradžios. Lenkiamo bandinio stiprumo riba apskaičiuojama pagal formulć:
 ;
;
čia flen ‑ lenkiamo bandinio stipris, M ‑ veikiantis lenkimo momentas, W ‑ atsparumo momentas, I ‑ bandinio skerspjűvio inercijos momentas, y ‑ atstumas nuo bandinio skerspjűvio svorio centro iki bandinio krašto, h ‑ bandinio aukštis, b ‑ bandinio plotis, l ‑ atstumas tarp atramř. Lenkiamř gaminiř stiprumo riba yra penkiř bandiniř aritmetinis vidurkis, apskaičiuotas 0,05 MPa tikslumu.
Plytř markë parenkama pagal penkiř bandiniř vidutiná stiprumŕ gniuždant, vidutiná stipruma lenkiant, mažiausiŕ stiprumŕ gniuždant ir mažiausiŕ stiprumŕ lenkiant. Pvz. jeigu atlikus bandymus gaunama, kad pagal vidutiná stiprumŕ gniuždant plytř markë yra 150, pagal mažiausiŕ vienos plytos stiprumŕ gniuždant plytř markë yra 125, pagal vidutiná stiprumŕ lenkiant plytř markë yra 100, o pagal mažiausiŕ atskiro bandinio stiprumŕ lenkiant yra 125, plytř markë imama 100. Plytř markë parenkama pagal lentelć.
Reikia pastebëti, kad lietuviškame standarte esantis keraminiř plytř stiprumo nustatymo bűdas yra išverstas Rusiškas GOST‘as, kuris buvo sukurtas dar 7-tame dešimtmetyje. Vokiečiř normos DIN 105 plytř stiprumŕ apibrëžia kaip stiprumŕ gniuždant su 95 % tikimybe. Pagal Vokiškas DIN 105 normas plytř klasë (klasë o ne markë) yra plytř stiprumas gniuždant su 95 % tikimybe, lenkiamos plytos stipris nevertinamas. Plytř stiprumas gniuždant su 95 % tikimybe yra toks stiprumas, kad visoje partijoje yra tik 5 % plytř kuriř stiprumas yra mažesnis arba lygus už nustatytŕ. Pvz. atlikus 100 plytř bandymus atrenkame 5 mažiausius rezultatus, iš šiř penkeriř rezultatř išrenkame didžiausiŕ reikšmć, tada ji ir bus plytř stiprumas gniuždant su 95 % tikimybe.
Vertikalios apkrovos műre esančiose plytose sukelia gniuždymo átempius. Lenkimo deformacijos sukelia műre esančioje plytoje tempimo átempius. Tačiau ir tolygiai apkrautame műre skiedinys ir plytos yra sudëtingame átempimř bűvyje. Susidaro tempimo, gniuždymo ir tangentiniai átempimai. Plyta tuo pat metu gniuždoma, lenkiama, skeliama, tempiama. Pirminë šio reiškinio priežastis yra skiedinio netolygus išsidëstymas siűlëse, nes ruošiant skiediná atskirose tűrio dalyse susidaro netolygus rišančiřjř daleliř, plastifikatoriaus, vandens ir užpildř kiekis. Kiek bemaišytume skiediná visiškai šiř faktoriř išvengti nepavyks. Skiedinio savybiř netolygumŕ padidina nevienodos skiedinio kietëjimo sŕlygos műro siűlëse. Šios sŕlygos susidaro dël to, kad tarp plytř esančiame skiedinio sluoksnyje vanduo pasišalina nevienodai, vienoje dalyje greičiau kitoje lëčiau. Tai priklauso nuo plytos sugebëjimo išsiurbti iš skiedinio vandená, skiedinio sugebëjimo sulaikyti vandená, o skiedinio sugebëjimas sulaikyti vandená skirtingose vietose skirtingas.
Nevienodas skiedinio sluoksnis susidaro taip pat
ir
Netolygi skiedinio sudëtis, nevienodos plytos lietimosi sŕlygos su siűle, netolygus skiedinio masës pasiskirstymas siűlëje, nevisiškas siűlës užpildymas skiediniu sudaro sritis kuriose skiriasi skiedinio stiprumas, deformatyvumas. Gniuždant toká műrŕ átempimai koncentruojasi srityse kur skiedinio struktűra tankesnë, kadangi šiose vietose skiedinys mažiau deformuojasi. Schematiškai tai galima pavaizduoti (1 pav. a) kaip standžios plytos ar akmens ant chaotiškai išdëstytř skirtingo standumo atramř deformavimŕsi dël netolygiai išskirstytos apkrovos ir koncentruotř apkrovř. Tokiame elemente susidaro lenkimo momentas, skersinës jëgos, vietinio gniuždymo sritys. Plytos ar akmens išlinkimas nustatytas eksperimentiškai prietaisais, matuojant gniuždomo műro deformacijas ( pav. b). Bandymais taip pat nustatyta, kad plyta ar akmuo ne visu plotu remiasi skiediná kurio tankis savo ruožtu nëra vienodas visoje siűlëje. Átempimř bűvá sudëtingesniu daro aplink plytŕ esančio skiedinio susitraukimo deformacijos. Skiedinio susitraukimo deformacijoms didžiausiŕ átakŕ turi iš skiedinio pasišalinusio vandens kiekis. Kuo didesnis vandens kiekis kietëjimo metu pasišalina iš skiedinio tuo didesnës susitraukimo deformacijos. Dël tarp plytos ir skiedinio esančiř trinties ir sankibos jëgř skiedinio susitraukimo deformacijos varžomos plytos. Dël šiř susitraukimo deformacijř susidaro átempimai kurie esant nepalankioms sŕlygoms gali viršyti skiedinio ir plytos sukibimo stiprumŕ ir plytos su skiediniu sankiba nutrűksta.
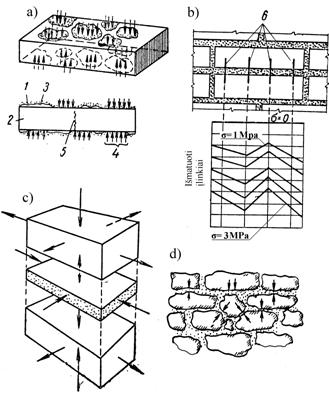
pav. Plytos átempimř bűvis műre; a – plytos apkrovimo műre schema; b – plytos esančios műre lenkimo deformacijos; c – dël skersiniř plytos deformacijř susidariusios horizontalios jëgos; d – átempimř koncentracija ir skëlimo schema netaisyklingos formos akmenř műre; 1 – skiedinys; 2 – plyta; 3 – oro ertmë; 4 – vietinio gniuždymo plotas; 5 – kirpimo plotas, 6 – deformacijř matavimo prietaisas.
Dël to plyta ar akmuo netolygiai surišamas su skiediniu. Be to dël plytos suvaržytř skiedinio susitraukimo deformacijř skiedinys negali laisvai trauktis ir jis patiria gniuždymo átempius, o plytŕ atvirkščiai, skiedinys stengiasi ištempti, todël plyta esanti műre patiria tempimo átempius. Viena iš pagrindiniř priežasčiř dël kurios susidaro sudëtingas plytos ir skiedinio átempimř bűvis gniuždant yra jř skirtingos deformacinës savybës. Kaip žinoma išilgines deformacijas lydis skersinës deformacijos, kurios labiausiai átakoja műro stiprumŕ. Panagrinëkime dviejř gniuždomř kubř deformacijas. Tarkime kad vienas kubas labai standus, apkrovus mažai deformuojasi, o kitas kubas mažiau standus ir apkrovus daugiau deformuojasi. Esant vienodiems átempimams standesnio kubelio skersinës deformacijos bus mažesnës nei mažiau standaus kubelio skersinës deformacijos. Jeigu kubeliai suklijuoti plokštumomis ir sudaro prizmć, tai kubeliai sŕlyčio vietoje skersine kryptimi deformuojasi vienodos. Didesnio standumo kubelis, kadangi jis deformuojasi mažiau, varžys mažiau standaus kubelio skersines deformacijas, kadangi šis kubelis deformuotřsi daugiau jei ne sŕveika sus pirmuoju kubeliu. Mažiau standus kubelis atvirkščiai stengsis ištempti standesná kubelá skersine kryptimi. Todël dël bendros kubeliř skersinës deformacijos standesniame kubelyje susidaro horizontalűs tempimo átempimai, o mažiau standžiame kubelyje horizontalűs gniuždymo átempimai. Műre plyta ir skiedinys surišti trinties jëgomis, tuo atveju kai pirmo standesnio kubelio vaidmuo tenka plytai, o mažiau standaus kubelio vaidmuo tenka skiediniui skiedinyje susidaro gniuždymo átempimai, o plytoje tempimo átempimai. Šie átempimai sumuojasi su átempimais susidarančiais dël lenkimo deformacijř, ir apkrovai pasiekus tam tikrŕ reikšmć tempimo átempimai viršija plytos stiprumŕ tempiant. dël to akmenyje susidaro plyšys.
Sudëtingo átempimř bűvio susidarymui átakos turi vertikalios siűlës, plytose esančios kiaurymës, dël kuriř vyksta átempimř koncentracija.
Lauko akmenř műre sudëtingo átempimř bűvio susidarymas priklauso nuo akmenř geometrinës formos Kai murinama iš netaisyklingos formos akmenř didelć átakŕ turi átempimř koncentracija ir vienř akmenř skëtimas kitais akmenimis.
Pagal paskirtá plytos skirstomos á sienř, kurios gali bűti apdailos ir paprastosios, dűmtraukiř, taip pat išorës sienř konstrukciniams elementams műryti. Pagal išdžiovintř iki pastovios masës plytř vidutiná tanká apdailos ir paprastosios skylëtosios plytos skirstomos á lengvŕsias ir sunkiŕsias. Lengvosios plytos yra tos, kuriř vidutinis tankis ne didesnis kaip 1000 kg/m3.
Lengvosios statybinës plytos gaminamos iš moliř su sudegančiaisiais priedais, taip pat iš diatomito arba trepelio ir molio mišinio. Lengvřjř plytř matmenys: 250 88 mm. Jos gali bűti ir pastorintos: 250 140 mm. Jř tankis turi bűti ne didesnis kaip 1000 kg/m3.
Pagal atsparumŕ šalčiui plytos gali bűti 15, 25, 35, 50, 75, 100 ir didesnës markës. Apdailos plytos pagal atsparumŕ šalčiui skirstomos á tris kategorijas:
I kategorijos – turi išlaikyti 75 ir daugiau šaldymo ir šildymo ciklus;
II kategorijos – turi išlaikyti 50 ir daugiau šaldymo ir šildymo ciklř;
III kategorijos – turi išlaikyti 35 ir daugiau šaldymo ir šildymo ciklus.
Apdailos plytos, kuriř atsparumas šalčiui mažesnis kaip 35 šaldymo ir šildymo ciklai, gali bűti naudojamos vidaus sienř apdailai.
Keraminiř skylëtřjř apdailos M150 markës pagal stiprumŕ, 1300 kg/m3 tankio, II kategorijos pagal atsparumŕ šalčiui, nustatytos tűrinio arba vienpusio šaldymo bűdu, plytř sutartinio žymëjimo pavyzdžiai:
– KSA plytos 150/1300/Ft 50. Keraminiř skylëtřjř išorës sienř konstrukciniams elementams műryti M50 markës pagal stiprumŕ, F50 markës pagal atsparumŕ šalčiui, nustatytos tűrinio šaldymo bűdu, plytř sutartinio žymëjimo pavyzdys KSE plytos 50/Ft 50. Keraminiř skylëtřjř išorës sienř konstrukciniams elementams műryti M50 markës pagal stiprumŕ, F50 markës pagal atsparumŕ šalčiui, nustatytos vienpusio šaldymo bűdu, plytř sutartinio žymëjimo pavyzdys: – KSE plytos 50/Fv 50.
Keramikos gamyboje kuro sŕnaudos apytikriai proporcingos gaminiř masei. Pakeitus standartines plytas, kuriř tuštymëtumas – 22–27 %, keraminiais blokais, kuriř tuštymiř tűris sudaro 45–60 % gaminio tűrio, iki 20 % sumažëja energijos sŕnaudos to paties tűrio dirbiniř gamybai. Keraminiř blokř šiluminis laidis mažinamas dedant á formavimo masć išdegančiuosius priedus (putsilikatá „Styropor“, pjuvenas, durpes, kokso dulkes, naftos produktus ir kt.). Šiuolaikiniř blokř šukës l 0,3 Wmk. Taip pat tobulinant tuštymř pobűdá ir jř išdëstymŕ.
Keraminiai išorës apdailos gaminiai. Tai apdailos plytos ir blokai, apdailos plokštës, fasadinës mažř matmenř keraminës plytelës, keraminiř plyteliř kilimai.
Fasadř apdailai naudojamř plytř ir blokř markë turi bűti ne žemesnës kaip M75. Apdarams naudojamř dirbiniř atsparumas šalčiui turi bűti ne mažesnis kaip F25 markës. Be to apdarams naudojamř akmenř markë turi bűti bent viena pakopa aukštesnë nei pagrindinio műro markë.
Keraminës
fasadinës apdailos plokštelës gaminamos 250 17 mm dydžio. Leistini ![]() 5 mm ilgio ir
5 mm ilgio ir ![]() 3 mm pločio nuokrypiai. Plokštës gali
bűti dedamos kartu su plytomis műrijant sienŕ arba vëliau
tvirtinamos skiediniu. Tokiř plokščiř atsparumo šalčiui
markë turi bűti ne mažesnë kaip F25, vandens
ámirkis – ne didesnis kaip 12 %.
3 mm pločio nuokrypiai. Plokštës gali
bűti dedamos kartu su plytomis műrijant sienŕ arba vëliau
tvirtinamos skiediniu. Tokiř plokščiř atsparumo šalčiui
markë turi bűti ne mažesnë kaip F25, vandens
ámirkis – ne didesnis kaip 12 %.
Fasadinës mažř matmenř keraminës plytelës naudojamos pastatř išorës sienř, sienř plokščiř, pastatř cokoliř, balkonř ir kitř architektűriniř elementř apdailai. Šio tipo plytelës gaminamos iš ávairiř moliř be priedř arba su liesinamaisiais ir lydžiaisiais priedais. Degamos ávairiř tipř krosnyse. Gali bűti kvadratinës ir stačiakampës formos. Kvadratiniř plyteliř kraštinës – 21, 46 ir 68 mm, storis – 4–7 mm; stačiakampës – 46–250 mm ilgio, 21–140 mm pločio, 4–10 mm storio. Prie paviršiaus tvirtinamos klijuojant skiediniu. Plyteliř vandens ámirkis ne didesnis kaip 6 %, atsparumas šalčiui – ne mažesnis kaip 25 ciklai.
Lietosios keraminës plytelës naudojamos pastatř vidaus bei išorës apdailai. Šiř plyteliř vandens ámirkis turi bűti ne didesnis kaip 17,5 %, atsparumas šalčiui ne mažesnis kaip 25 ciklai.
Keraminiai vidaus apdailos gaminiai naudojami sienř apdailai ir grindims. Sienos išklojamos majolikos ir fajansinëmis plytelëmis.
Fajansinës plytelës gaminamos iš baltos spalvos prastai lydžiř arba ugniai atspariř moliř ir kvarcinio smëlio. Paprastai 150 150 mm dydžio, iki 6 mm storio. Plytelës šukë balta. Dailioji pusë glazűruojama. Glazűruotomis plytelëmis išklojamos metro, požeminiř perëjř, ligoniniř, poliklinikř, virtuviř, sanitariniř mazgř, pirčiř, laboratorijř ir kitř patalpř sienos.
Grindř plytelës (metlacho) gaminamos 16 tipř. Gaminamos iš prastai lydžiř ir ugniai atspariř moliř su atitinkamais priedais. Jř vandens ámirkis ne didesnis kaip 4 %, dilumas – ne didesnis kaip 0,08 g/cm2. Pagal kokybć grindř plytelës skirstomos á tris rűšis. Keraminiř plyteliř grindys labai higieniškos, patvarios, lengvai plaunamos. Tokios grindys klojamos sanitariniuose mazguose, vestibiuliuose, laiptř aikštelëse, laboratorijose.
Architektűrinë – dekoratyvioji keramika. Gaminama iš aukštos kokybës moliř, plastiškř, tačiau kartu ir gana patvariř. Tai ávairiř formř apdailos plytos, plokštës, karnizai, piliastrai, parapetai, kolonř kapiteliai, palangës, kokliai ir kt. Neglazűruoti ir glazűruoti. Naudojami statiniř išorës apdailai, turi bűti atsparűs šalčiui (daugiau nei 50 ciklř, vandens ámirkis – ne didesnis kaip 8 %). Šiai dirbiniř grupei priskiriami ir ávairűs laboratoriniai, buitiniai indai, vazos, ávairi aparatűra, naudojama chemijos, maisto, elektrotechnikos ir kt. pramonës šakose. Lietuvoje architektűrinë – dekoratyvioji keramika plačiai taikoma restauruojant senamiesčiř pastatus, architektűros ir istorinius paminklus, kitus statinius.
Gaminama iš porceliano, pusporcelianio ir fajanso. Dideliř matmenř specialűs gaminiai –vonios, laboratorinës kriauklës ir kt. – gaminami iš fajanso su šamoto priedais. Porcelianas, pusporcelianis ir fajansas gaunami atitinkamu santykiu sumaišius ugniai atsparř molá arba kaolinŕ, lauko špatŕ, kvarcŕ arba kvarciná smëlá. Fajanso gaminiai visuomet padengiami glazűra, nes neglazűruota poringa fajanso šukë praleidžia vandená. Dažniausiai glazűruojami ir kitř rűšiř keramikos (porceliano, pusporcelianio) gaminiai. Iš fajanso gaminami praustuvai, klozetř puodai, plovimo bakeliai, vonios, iš porceliano – indai, izoliatoriai ir kiti gaminiai. Tokie gaminiai esti sudëtingos formos, todël formuojami gipsinëse formose arba liejami.
Keraminiai kanalizacijos vamzdžiai Vamzdžiai 5 min turi atlaikyti ne mažesná kaip 0,2 mPa hidrostatiná slëgá, jř sieneliř išoriniame paviršiuje neturi pasirodyti vandens. Keraminës šukës vandens ámirkis turi bűti ne didesnis kaip 9 %, atsparumas rűgštims – ne mažesnis kaip 92 %.
Keraminiai drenažo vamzdžiai (drenos) gaminami iš plastiškř lydžiřjř moliř su priedais arba be jř.
Čerpës gaminamos iš lydžiřjř moliř plastiškojo formavimo bűdu. Jos bűna štampuotos užkaitinës (Marselio), juostinës užkaitinës, „s“ formos, juostinës plokščiosios ir kraiginës (3.2 pav.).
Vandenyje ámirkytř užkaitiniř čerpiř 1 m2 dangos masë turi bűti ne didesnë kaip 50 kg, juostiniř plokščiřjř – ne didesnë kaip 65 kg, ámirkytř kraiginiř čerpiř ilginio metro masë – ne didesnë kaip 12 kg.
3.2 pav. Keraminës čerpës: a – štampuota užkaitinë; b – juostinë užkaitinë
Čerpës turi bűti gerai išdegtos, nelaidžios vandeniui, išlaikyti ne mažesnć kaip 800 N jëgŕ ir 100 šaldymo bei šildymo ciklř (nustatant D bűdu LST EN 539–2).
Tai tankűs santechniniai keraminiai dirbiniai, keraminës klinkerinës plytos, grindinio trinkelës, grindř plytelës, rűgštims atspari keramika, vamzdžiai ir kt. Naudojamos plastiškosios žaliavos – tai sukepantieji moliai, kaolinas, ir neplastiškosios – fliusai ir liesikliai. Sukepančiřjř moliř sudëtyje yra molingřjř mineralř (kaolinito, ilito, montmorilonito), taip pat smulkiadispersiniř kvarco, lauko špato, žëručio, dolomito ir kitř priemaišř. Molis sukepusios keramikos gamybai parenkamas pagal cheminć ir mineraloginć sudëtá, plastiškumŕ, susitraukimŕ džiűstant ir degant, sukepimo temperatűrŕ ir intervalŕ. Sukepimo temperatűra turi bűti palyginti žema – 1 050–1 300 oC. Sukepimo intervalas (temperatűros, kurioje prasideda sukepimas, ir temperatűros, kurioje prasideda deformacija, skirtumas) turi bűti ne mažesnis kaip 100–200 oC.
Naudojami du tradiciniai formavimo masës paruošimo bűdai: plastiškasis ir sausasis. Degimo procese yra keletas kritiniř temperatűros intervalř. Pirmasis yra 450–650 oC temperatűroje, kai pašalinamas chemiškai sujungtas vanduo. Greitai keliant temperatűrŕ, gaminys gali suirti, panašiai kaip ir degant nepakankamai išdžiovintus pusgaminius. Kitas kritinis intervalas yra 850–1 050 oC temperatűroje. Čia skyla karbonatai ir tuo pačiu metu sukepa gaminio paviršius. Jei sukepimas prasideda dar neišsiskyrus CO2, tai dujos gali išpűsti gaminá. Panašiř defektř gali atsirasti esant aukštesnei kaip 1 150 oC temperatűrai, kai išdega gaminyje likusi anglis.
Jei degama 1 200 oC temperatűroje, susidaro daug kristobalito. Dël to reikia lëtai aušinti 200–270 oC intervale (esant šiai temperatűrai, a kristobalitas virsta b kristobalitu). Gaminius galima iškrauti iš krosnies, kai jie atvësta iki 80 oC temperatűros.
Chemiškai atsparűs gaminiai yra tokie, kurie nesuyra, ilgŕ laikŕ veikiami rűgščiř arba ávairiř agresyviř reagentř. Jie yra tankűs, stiprűs, atsparűs staigiems temperatűros pokyčiams. Rűgštims atsparűs gaminiai priskiriami prie sukepusiosios keramikos dirbiniř. Jiems bűdinga vienalytë struktűra. Naudojami tose pramonës šakose (chemijos, metalurgijos, popieriaus ir celiuliozës, farmacijos, tekstilës, maisto ir kt.), kur gaminami arba vartojami chemiškai agresyvűs reagentai ir medžiagos.
Pagal paskirtá rűgštims atsparűs gaminiai skirstomi á dvi grupes: skirtus futeruotei, arba storasienius, ir cheminć aparatűrŕ, arba plonasienius (á šiŕ grupć taip pat áeina vamzdžiai ir fasoninës jř dalys).
Prie storasieniř priskiriamos stačiakampës bei trapecinës plytos, plytelës ir fasoniniai gaminiai, naudojami technologiniř árenginiř bei statybiniř konstrukcijř apsaugai nuo agresyviř skysčiř bei dujř poveikio. Á šiŕ grupć áeina visi fasoniniai gaminiai, kurie dedami ar statomi á árenginiř arba aparatűros vidř ir sudaro vientisŕ klojiná.
Cheminë aparatűra – tai didelë sudëtingos formos ir labai ávairiř matmenř gaminiř grupë, á kuriŕ áeina siurbliai, ventiliatoriai, reaktoriai, vonios, vamzdžiai ir kt. Bűdinga, kad jie visiškai nelaidűs nei skysčiams, nei dujoms. Kad bűtř sandaresni, tokie gaminiai dažniausiai glazűruojami chemiškai atspariomis glazűromis.
Keramzitas – tai akytos struktűros granulës, gaunamos kaitinant lengvai lydř molá 1050–1250 oC temperatűroje. Temperatűra keliama staigiai. Skylant molio komponentams ir degant organinëms priemaišoms, išsiskiriančios dujos išpučia iš dalies išsilydžiusá molá. Keramzitas gaminamas iš moliř, kuriuose yra 6–12 % geležies oksidř, 2–3 % šarminiř oksidř ir 1–2 % organiniř priemaišř. Nuo 5 iki 40 mm skersmens keramzito granulës vadinamos keramzitiniu žvirgždu, o mažesnës kaip 5 mm – keramzitiniu smëliu. Keramzitinis žvirgždas yra lengvas, atsparus šalčiui ir mažai laidus šilumai. Jo poros uždaros. Naudojamas kaip 300–600 kg/m3 tankio betonř užpildas. Su juo pagaminti betonai esti mažai laidűs šilumai. Pagal granuliř stambumŕ keramzitinis žvirgždas skirstomas á tris frakcijas: 5–10, 10–20 ir 20–40 mm. Pagal piltiná tanká keramzitas skirstomas á markes – nuo 250 iki 600. Pagal žvyro markć gniuždomasis stipris cilindre turi bűti ne mažesnis kaip 0,6–2,5 MPa.
Keramzito vandens ámirkis per 1 val. turi bűti toks: 150–400 markës – ne didesnis kaip 25 %; 450–600 – 20 %; 700–800 – 15 %. Žvirgždo atsparumas šalčiui turi bűti ne mažesnis kaip 15 ciklř. Masës nuostoliai šaldant leistini ne didesni kaip 8 %.
Žemesniř markiř keramzitas vartojamas kaip termoizoliacinë medžiaga sienř plokščiř, perdangř ir stogř konstrukcijose (20–25 %), aukštesniř markiř – kaip lengvřjř betonř užpildas (60–70 %).
Agloporitas – tai išpűsta keraminë šukë su stambiomis ir dažniausiai atviromis poromis. Vartojamas kaip lengvřjř betonř užpildas. Gaminamas iš lengvai lydžiř moliř, sumaišytř su akmens anglimi (8 %), medžio pjuvenomis, ir degamas 1 150–1 200 oC temperatűroje. Agloporito piltinis tankis – 500–1000 kg/m3. Jis pigesnis nei keramzitas, bet sunkesnis, su atviromis poromis.
Pagal atsparumŕ ugniai medžiagos skirstomos á ugniai atsparias (atsparumas ugniai 1 580–1 770 oC, labai atsparias (1 770–2 000 oC) ir ypač atsparias (didesnis kaip 2 000 oC). Jos naudojamos kai temperatűra aukštesnë kaip 1 000 oC. Šiř medžiagř šilumos ir dujř laidumo koeficientai palyginti maži. Visos ugniai atsparios medžiagos ir gaminiai klasifikuojami pagal šias pagrindines savybes: cheminć–mineraloginć sudëtá, gamybos bűdŕ, poringumŕ, terminá apdorojimŕ, formŕ ir matmenis.
Pagal cheminć–mineraloginć sudëtá visi ugniai atsparűs gaminiai skirstomi á silicio oksido, chromitinius, magnezitinius, anglinguosius, aliumosilikatinius, cirkoninius ir kitus gaminius.
Pagal poringumŕ gaminiai skirstomi á septynias grupes: nuo labai tankiř, kuriř poringumas iki 3 %, iki labai lengvř, kuriř poringumas didesnis kaip 95 %.
Atsižvelgiant á gamybos bűdŕ, gaminiai skirstomi á plastiškai formuotus, presuotus pussausiu bűdu, plűktus iš neplastiškř medžiagř milteliř, lietus iš šlikerio.
Pagal terminio apdorojimo bűdŕ gaminiai bűna degti, nedegti, lieti ir vëliau kaitinti, karštai presuoti ir kitokie. Nedegti gaminiai išdegami ten, kur panaudojami.
Gaminiř forma ir matmenys bűna labai ávairűs: plytos (stačiakampës ir trapecinës), paprasti ir sudëtingi fasoniniai gaminiai, atitinkantys padengiamřjř paviršiř formŕ, pramoniniai ir laboratoriniai gaminiai (tigliai, vamzdeliai ir kt.).
Gailius A. Keraminiai dirbiniai ir jř tyrimo
metodai. Mokomoji knyga.
Deltuva J., Gailius A., Gumuliauskas A., Kulikauskas L. ir kiti. Statybinës medžiagos. Vilnius: Mokslas, 1982. 347 p.
Rozenbliumas A. Műrinës konstrukcijos. Vilnius: valstybinë politinës ir mokslinës literatűros leidykla, 1956. 443 p.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3181
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved