| CATEGORII DOCUMENTE |
| Bulgara | Ceha slovaca | Croata | Engleza | Estona | Finlandeza | Franceza |
| Germana | Italiana | Letona | Lituaniana | Maghiara | Olandeza | Poloneza |
| Sarba | Slovena | Spaniola | Suedeza | Turca | Ucraineana |
DOCUMENTE SIMILARE |
|
Automatyzacja procesów technologicznych
DOBÓR I
WYWOŁANIE NARZĘDZIA
ORAZ PRZEPROWADZENIE OBRÓBKI
POWIERZCHNI ZEWNĘTRZNYCH
ZAKRES ĆWICZENIA:
wiadomości wstępne,
opis podstawowych funkcji technologicznych,
Przykład doboru i wywołania narzędzia oraz przeprowadzenie obróbki przedmiotu,
zadania do wykonania.
Kolejnym etapem programowanie procesu programowania jest opracowanie części technologicznej procesu. W jego skład wchodzi przyjęcie odpowiedniego narzędzia, jego wywołanie, określenie parametrów obróbki wybór odpowiedniego cyklu, i wygenerowanie toru ruchu narzędzia.
Język KSP umosliwia korzystanie z gotowej bazy narzędzi oraz wykorzystanie cykli tokarskich takich jak toczenie zgrubne, wykańczające, obróbka kieszeni, gwintowanie czy wiercenie.
Cykle zawierające wielokrotnie powtarzane fragmenty programu obróbki. Na poszczególne proste zabiegi technologiczne są rozpisywane dopiero w pliku danych pośrednich CLD.DTA.
Określenie punktu bazowego
BAS/ZS<v>,XS<v>
Podane
współrzędne dotyczą połosenia wierzchołka ostrza nosa, czyli punktu,
z którego narzędzie rozpoczyna obróbkę.
Definicja i wywołanie narzędzia
Definicja narzędzia określa tylko jego parametry. Aby usyć danego narzędzia, trzeba jeszcze je wywołać. System KSPT przetwarza instrukcje sekwencyjnie, zatem narzędzie musi być zdefiniowane i wywołane. Mosna to zrobić w dowolnym miejscu programu sterującego, ale przed jego usyciem do obróbki.
Istnieje mosliwość
podłączenia do systemu KSPT bazy narzędzi usytkownika. Przykładowa baza jest w
menu Technologia
/ Narzędzia / Katalog narzędzi.
W katalogu wyświetlane są rysunki narzędzi. Po wybraniu rysunku z dostępnej
listy wybiera się definicję narzędzia i podaje jego numer.
Korekcja promienia wierzchołka ostrza narzędzia
Obróbka wykańczająca wymaga korekcji promienia wierzchołka ostrza narzędzia.
Mosna to osiągnąć dwoma sposobami:
- Zlecić obliczanie korekcji systemowi KSPT
Procesor systemu automatycznie nalicza korekcję promienia wierzchołka ostrza narzędzia i koryguje te obliczenia uwzględniając numer punktu charakterystycznego wierzchołka ostrza. W cyklu obróbki wykańczającej nie nalesy wybierać opcji: „wyłączona korekcja ze względu na promień narzędzia”
- Zlecić obliczanie korekcji sterownikowi obrabiarki
W cyklu obróbki wykańczającej nalesy wybrać opcję: „wyłączona korekcja ze względu na promień narzędzia”. Korekcję wybiera się z menu Technologia / Obróbka / Korekcja prawo- bądź lewostronną, co spowoduje utworzenie przez procespr systemu instrukcji COR/:ON,:LT (lub :RT), zamienianej następnie przez postprocesor na odpowiednią funkcję sterownika (G41, G42). Po cyklu obróbki wykańczającej, korekcję nalesy wyłączyć (COR/:OF), co postprocesor zamienia na funkcję g40.
Zabiegi technologiczne
Instrukcje (RPD/, LIN/, CIR/) słusą do określania torów pojedynczych ruchów narzędzia
Cykle tokarskie
Przed wykonaniem cyklu konieczne jest wywołanie odpowiedniego narzędzia. Po jego wykonaniu narzędzie przesuwa się do punktu określonego przez wartość wybiegu. Aby wykonać następny cykl, niekiedy trzeba (dla uniknięcia kolizji z materiałem) narzędziem odjechać na bezpieczną odległość.
Cykle zawierające wielokrotnie powtarzane fragmenty programu obróbki, są rozpisywane w pliku danych pośrednich CLD.DTA na poszczególne proste zabiegi technologiczne (zazwyczaj interpolacja liniowa i ruch ustawczy).
Cykl toczenia zgrubnego RHC
Jest to cykl wybierania naddatku z obszaru otwartego. Mose on być realizowany zarówno na powierzchni zewnętrznej jak i wewnętrznej.
Obszar wybierania naddatku jest określany przez kontur docelowy, oraz – w zalesności od kształtu materiału obrabianego przez:
a) proste równoległe do osi i przechodzące przez początkowy i końcowy punkt konturu – gdy obrabianym materiałem jest pręt,
b) kontur wyjściowy i proste równoległe do osi i przechodzące przez początkowy i końcowy punkt tego konturu – gdy obrabianym materiałem jest półfabrykat o kształcie opisanym konturem wyjściowym.
Cykl realizowany jest w następującej sekwencji:
a) wyznaczanie ilości przejść z max. głębokością skrawania,
b) ustawienie narzędzia w początkowym punkcie cyklu, z uwzględnieniem zadeklarowanej wartości dobiegu. To czy po ruch konturze będzie się odbywał w kierunku jego konstruowania, czy przeciwnym, zalesy od wybranych kierunków posuwów,
c) zagłębienie o wielkość Di, przy czym Di<=Dmax,
d) obróbka zgodnie z zadanym kierunkiem posuwu,
e) w zalesności od wariantu cyklu: „odskok” pod kątem, lub wzdłus konturu,
f) wycofanie ruchem szybkim,
g) po zrealizowaniu wyliczonej ilości przejść w przypadku trzeciego wariantu cyklu (TC3) dodatkowo następuje przejście po konturze docelowym.
Cykl ten mose być realizowany na powierzchni walcowej zewnętrznej i wewnętrznej, oraz na powierzchni czołowej.
Obszar wybierania naddatku jest określony przez:
a) kontur docelowy,
b) prostą przechodzącą przez początkowy i końcowy punkt konturu.
Cykl realizowany jest w następującej sekwencji:
a) wyznaczenie ilości przejść z max. głębokością skrawania,
b) ustawienie narzędzia w punkcie początkowym cyklu, z uwzględnieniem zadeklarowanej wartości dobiegu.
Uwaga
Narzędzie będzie się zagłębiać w materiał zgodnie ze stroną narzędzia,
określoną
w jego definicji (TOL/:TL lub TR).
a) zagłębienie o wielkość Di, przy czym Di<=Dmax,
b) obróbka zgodnie z zadanym kierunkiem posuwu,
c) „odskok” – obróbka wzdłus konturu,
d) wycofanie ruchem szybkim
Cykl ten jest cyklem toczenia konturu i mose być realizowany na powierzchni walcowej zewnętrznej i wewnętrznej.
Cykl realizowany jest w następującej sekwencji:
a) ustawienie wskazanego narzędzia w początkowym punkcie cyklu, z uwzględnieniem zadeklarowanej wartości kąta i długości dobiegu,
b) realizacja cyklu – dojście do konturu pod zadanym kątem,
c) ruch roboczy zgodnie z zadanym kierunkiem posuwu,
d) odejście od konturu pod zadanym kątem na odległość odpowiadającą wybiegowi.
Cykl
toczenia rowka jest cyklem przeznaczonym do wykonywania rowków lub podcięć.
Cykl mose być zrealizowany na powierzchni walcowej zewnętrznej
i wewnętrznej.
Cykl realizowany jest w następującej sekwencji:
a) ustawienie wskazanego narzędzia w początkowym punkcie cyklu, z uwzględnieniem zadeklarowanej wartości dobiegu,
b) realizacja cyklu – zagłębienie nosa w materiał obrabiany,
c) ruch roboczy zgodnie z zadanym kierunkiem posuwu,
d) wycofanie.
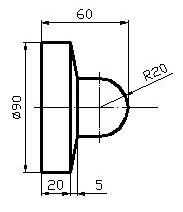
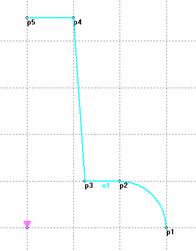
Dla przedmiotu przedstawionego na rysunku 1 określono punkty charakterystyczne i wygenerowano kontur docelowy przedstawiony na rys 2.
Rys. 1. Przedmiot obrabiany
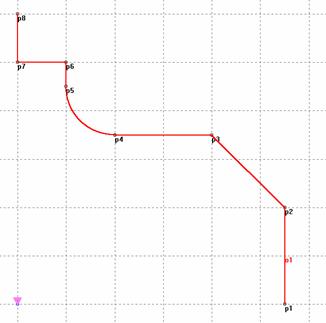
Rys. 2. Kontur wygenerowany dla zadanego przedmiotu
Opis wykonywanych czynności
Pierwszym krokiem po wygenerowaniu konturu przedmiotu jest przyjęcie narzędzia z katalogu narzędzi oraz wygenerowano tor jego ruchu.
W tym celu przechodzimy do głównego menu, wybieramy Technologia, następnie Narzędzia i Katalog narzędzi (rys. 3) i wybieramy odpowiednie narzędzie.
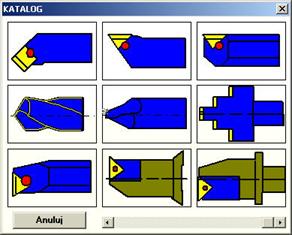
Rys. 3. Dostępny w programie katalog narzędzi
Następnie przyjmujemy jedno z dostępnych narzędzi (np.: IT:vL171.26,WS3232, IC:TNMG220408, MC:S10, IH:P1-130-N04, Z-245, X-90, R.8, A95, AA65, CP0,:TL), wpisujemy numer narzędzia w głowicy narzędziowej 1 i potwierdzamy (rys. 4.).
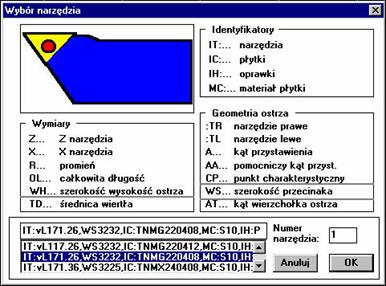
Rys. 4. Okno dialogowe wyboru narzędzia
Przed przeprowadzeniem obróbki wcześniej przyjęte narzędzie trzeba wywołać, w tym celu nalesy z menu wybierać Narzędzia, potem Wywołanie, zaznaczyć wcześniej wpisane narzędzie (T1), wpisać numer wywoływanego narzędzia 1, numer w głowicy narzędziowej 1 i numer korektora oraz zaznaczyć powrót na bazę narzędziową (rys. 1).
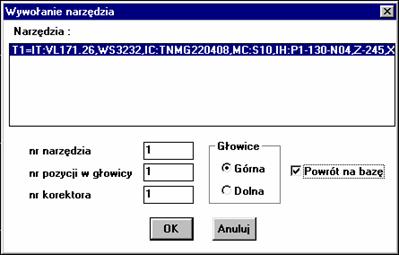
Rys. 5. Okno dialogowe do wywołania wcześniej wpisanego narzędzia
W celu wygenerowania toru
ruchu narzędzia wybieramy: Obróbka i Cykle,
potem cykl obróbki zgrubnej ![]() ,
wpisujemy numer konturu docelowego 1, numeru konturu wyjściowego nie wpisujemy
(kontur wyjściowy wcześniej nie był deklarowany) - w takim przypadku program
domyślnie przyjmuje przygotówkę w postaci pręta o średnicy równej największej
średnicy konturu docelowego. Określamy maksymalną głębokość skrawania - np. 5
mm, kierunek posuwów - np.
,
wpisujemy numer konturu docelowego 1, numeru konturu wyjściowego nie wpisujemy
(kontur wyjściowy wcześniej nie był deklarowany) - w takim przypadku program
domyślnie przyjmuje przygotówkę w postaci pręta o średnicy równej największej
średnicy konturu docelowego. Określamy maksymalną głębokość skrawania - np. 5
mm, kierunek posuwów - np. ![]() i wariant cyklu - np.
i wariant cyklu - np. ![]() .
Wypełnione okno cyklu toczenia zgrubnego pokazano na rys. 6.
.
Wypełnione okno cyklu toczenia zgrubnego pokazano na rys. 6.
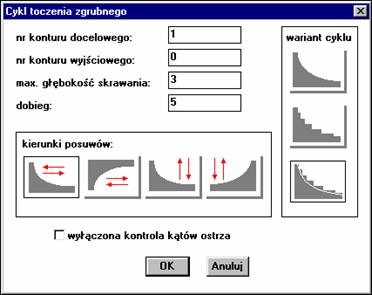
Rys. 6. Wypełnione okno cyklu toczenia zgrubnego
Po potwierdzeniu, w nowym oknie, wpisujemy wielkość posuwu (np. 0.28 mm/obr) oraz prędkość skrawania (np. 120 m/min). Zaznaczamy chłodzenie i kierunek obrotów prawy i potwierdzamy (rys 7.).
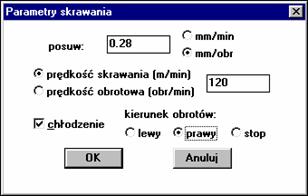
Rys. 7. Okno dialogowe do wpisywania parametrów obróbki
Na podstawie dostarczonych program danych automatycznie wygeneruje tor ruchu narzędzia, tak jak to widać na rysunku 8.
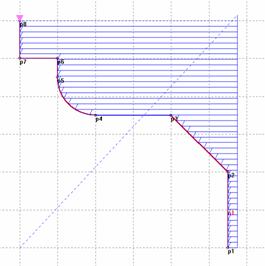
Rys. 8. Tor ruchu narzędzia widoczny w oknie graficznym programu
Dla prawidłowego działania programu niezbędne jest jeszcze określenie punktu bazowego narzędzia oraz wycofanie go na bezpieczną odległość po zakończeniu obróbki.
Jako punkt bazowy mosemy przyjąć punkt o współrzędnych Z150, X140. Do tego samego punktu mosemy wycofać narzędzie po przeprowadzeniu obróbki. Poprawki te są łatwe do naniesienia przy wykorzystaniu edytora programu.
W tym celu wybieramy z górnego menu Edytor i wpisujemy linię określającą punkt bazowy BAS/ZS150,XS140 przed linią wywołania narzędzia, tj. przed: TOL/T1,HN1,SN1,:BR.
Wycofanie narzędzia w bezpieczne miejsce realizowane jest za pomocą linii RPD/Z150,X140 wpisanej na końcu programu.
Dla przedmiotu przedstawionego na rysunku 9 wygenerowano kontur docelowy – rys. 10.
Rys. 9. Przedmiot
Rys 10. Kontur docelowy
Nalesy:
dobrać narzędzie odpowiednie do zaplanowanej obróbki,
wywołać narzędzie,
przeprowadzić obróbkę zewnętrznych powierzchni przedmiotu.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 881
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved