| CATEGORII DOCUMENTE |
| Comunicare | Marketing | Protectia muncii | Resurse umane |
Ministerul Educatiei, Cercetarii si Tineretului
Universitatea Crestina "Dimitrie Cantemir"
Facultatea de Management Turistic si Comercial Timisoara
LUCRARE DE LICENTA
Studiu privind implementarea conceptului Lean si 5S in managementul serviciilor restaurantului Aurora
CAPITOLUL 1
Introducere
1.1. Obiectivele lucrarii
Mediul competitiv este specific economiei de piata, concurenta fiind libera, fiecare firma producatoare de bunuri materiale sau servicii manifestandu-si initiativa si actionand pentru realizarea propriilor interese.
Fara indoiala ca in ecomonia de piata concurenta are o influenta benefica asupra eficientei si echilibrului pietei. Ea stimuleaza creativitatea agentilor economici, acestia fiind preocupati de satisfacerea in conditii superioare a nevoilor de consum si de maximizarea profitului. De asemenea, favorizeaza rationalizarea costurilor, determina alocarea rationala a resurselor utilizate in activitatea economica, precum si realizarea judicioasa a profiturilor realizate.
Concurenta stimuleaza progresul tehnico-economic, oferind o motivatie de a dezvolta produse performante si de a produce un cost mai scazut. Pentru a putea satisface mai bine consumatorii, dar mai ales pentru a-i fideliza, agentii economici isi desfasoara activitatea in cadrul unui mediu concurential, vor fi permanent preocupati pentru cresterea, diversificarea si imbunatatirea calitatii ofertei de marfuri.
Concurenta, in conceptia ecomomiei de piata, este incurajata si ocrotita de lege. Chiar din articolul 1 din Legea Concurentei reiese ca scopul legii il constituie protectia, mentinerea si stimularea concurentei si a unui mediu concurential normal. Trebuie subliniat faptul ca se pune un foarte mare accent pe crearea si mentinerea unui mediu concurential normal, tocmai pentru ca acesta asigura atat satisfacerea cerintelor consumatorilor-functie obiectiv a marketingului cat si o repartizare eficienta a resurselor in economie. Interesele consumatorilor nu pot fi satisfacute decat in cadrul unei piete concurentiale, unde actioneaza efectiv legea cererii si a ofertei.
Consumatorii vor putea astfel sa aleaga produsele sau serviciile cele mai competitive, la preturi accesibile si de o calitate superioara.. De asemenea, existenta unui mediu concurential normal da posibilitatea agentilor economici sa-si manifeste libera initiativa, sa-si dezvolte productia, sa contribuie la progresul tehnic. Numai in cadrul unui mediu concurential normal este garantata existenta competitiei intre agentii economici.
Experienta economica a tarilor dezvoltate a aratat ca asigurarea unui mediu concurential normal se poate face prin liberalizarea preturilor, a comertului si a investitiilor staine directe. Daca accesul la sursele de finantare este blocat, atunci dezvoltarea mediului concurential va fi stopata semnificativ, ceea ce se constituie intr-un factor negativ de evolutie chiar a competitivitatii din cadrul unui domeniu de activitate. Interventia statului nu este nici ea agreata intotdeauna deoarece poate contribui la distrugerea mediului concurential normal. De exemplu, acordarea unor beneficii directe sau indirecte (imprumuturi nerambursabile, scutiri de taxe si impozite etc.) unor monopoluri decat sa avantajeze activitatea altor concurenti existenti pe piata respectiva si ca urmare mediul concurential va fi afectat, semnalandu-se si efecte negative asupra bunastarii consumatorilor.
Concurenta desfasurata pe plan economic presupune existenta rivalitatii dintre competitori, rivalitate care poate conduce, in final la infrangerea adversarului. Intr-un mediu concurential normal rivalitatea dintre concurenti isi va pune amprenta acestuia, definind cadrul general de desfasurare a activitatii agentilor economici din domeniul respectiv. Astfel, in practica poate fi semnalata existenta unei concurente puternice, care sugereaza existenta unui numar mare de competitori ce incearca sa ofere cea mai mare valoare consumatorilor, acestia isi impart piata de referinta si incearca prin diferite mijloace specifice marketingului
( utilizarea unor preturi scazute, lansarea de produse noi, publicitatea etc.) sa obtina o cota de piata cat mai importanta.
Pe de alta parte, concurenta puternica presupune ca acei competitori care ocupa un loc important in cadrul unei piete sa detina o gama sortimentala variata a produselor pe care le ofera segmentelor de consumatori identificate. De exemplu, existenta unui numar mare de marci pe piata de bauturi din Romania, "structurate" pe grupe de consumatori in functie de calitate si pret ne determina sa consideram acest sector ca avand o concurenta puternica.
Existenta unui numar relativ redus de produse/servicii, reprezentate print-o gama sortimentala ingusta ne indreptateste sa consideram ca fiind o concurenta slaba in acel sector de activitate. Atunci cand se analizeaza mediul concurential, ceea ce constituie un factor important in luarea deciziei de adoptare a strategiei de marketing, trebuie tinut cont si de intensitatea concurentei dintr-un domeniu de activitate.
In lucrarea de fata ne propunem sa relevam modul concret in care o firma prestatoare de servicii, din sectorul alimentatiei publice din restaurante, a patruns si s-a mentinut in cadrul unei piete cu o concurenta foarte puternica si mai mult a gasit resursele necesare dezvoltarii de noi produse, menite sa atraga si sa satisfaca in conditii superioare nevoile si dorintele celor deja existenti.
Instrumentul de "lupta" in mediul concurential in care firma isi desfasoara activitatea, este marketingul, implementat la toate nivelurile structurale ale firmei, aplicat cu ajutorul personalului care, in sectorul serviciilor, detine un rol important atat ca si componenta efectiva a ofertei.
1.2. Prezentarea restaurantului S.C. AURORA S.R.L.
AMPLASARE
Restaurantul Aurora este amplasat in zona Dambovita, o zona mai periferica a orasului dar si mult mai linistita . Exista mijloace de transport in comun in zona, deci accesul se poate face atat cu acestea cat si cu masina proprie. Rezulta astfel o ambianta gustata numai de oamenii de afaceri, care prefera un loc aparte, cu un pronuntat caracter de ambianta familiala. Principalele avantaje ale amplasarii ar fi: locurile de parcare nu sunt limitate, hotelul- restaurant Aurora avand o parcare proprie destul de extinsa, zona linistita in care se afla amplasat si spatiul foarte mare din jur cu toate locurile de agrement .Un alt avantaj ar fi circulatia destul de redusa a masinilor din zona. Pentru a pastra aceasta liniste si in interiorul restaurantului au fost montate geamuri termopan cu un grad mare de izolare termica si fonica.
ARHITECTURA
Restaurantul poate satisface atat gusturile amatorilor de retete traditionale banatene, cat si oricare alta solicitare venita din partea dumneavoastra. Barul restaurantului cuprinde o gama variata de bauturi si racoritoare.
Fiind o constructie mare, cu dotari si servicii ridicandu-se la cele mai inalte standarde europene de servicii hoteliere si alimentatie publica, acesta spera sa transforme sejurul tuturor persoanelor care aleg acest hotel-restaurant in una din cele mai frumoase amintiri de vacanta.
Pentru cei interesati hotelul dispune de 54 locuri de cazare in 27 camere, 16 duble si 11 single. Tot aici pot lua masa simultan serii de pana la 120 persoane in sala mica si o sala mare cu peste 700 de locuri, fiind locul perfect pentru intalniri de afaceri, receptii de nunta, petreceri aniversare sau pentru orice ocazie speciala. In cadrul restaurantului exista: bar, o sala de preparare culinara, o sala destinata spalarii vaselor, o magazie de alimente, camere frigorifice pentru pastrarea in conditii cat mai optime a alimentelor.
Personalul restaurantului este compus dintr-un numar de 19 angajati acestia deservind doar restaurantul si barul.
Succesul unui restaurant sau al
oricarui tip de local depinde de o suma de factori. Unii considera ca cel mai
important lucru este mancarea, specificul acesteia si modul ei de pregatire.
Altii spun ca atunci cand mergem la restaurant, o facem pentru experienta in sine, nu doar pentru a
manca. Simtul estetic este esential atunci cand vine vorba de prezentarea
produselor pentru ca, indiferent cat efort s-a depus in realizarea
preparatelor, daca acestea nu sunt expuse sau prezentate in asa fel incat sa il
atraga pe cumparator, truda a fost in zadar.
Restaurantul hotelului "Aurora" face parte din gama
serviciilor de alimentatie publica care se ocupa de prepararea si
comercializarea unei game variate de produse culinare de o calitate superioara.
Restaurantul poate sa organizeze mese festive pentru diferite ocazii.
Unitatea de fata este un serviciu care adauga valoare unor bunuri tangibile, un
serviciu din categoria celor turistice, este un serviciu de alimentatie
publica.
Pornind de la definitia restaurantului, o
unitate de alimentatie publica, intalnita in toate localitatile, in care se
ofera consumatorilor un bogat si variat sortiment de preparate si bauturi,
servirea facandu-se de personal cu inalta calificare. Restaurantele
clasice sunt amplasate de regula in orase, in zone de interes turistic, in
statiuni balneoclimaterice. Constructia si instalatiile sunt realizate din
materiale rezistente. Ele ofera acces pentru autoturisme, garaj/parking
descoperit, emblema si firma luminoasa; de asemenea au hol cu garderoba si grup
sanitar pentru clienti, intrare separata pentru marfuri si personal, circuit
corespunzator intre spatiile de servire, productie si depozitare, bucatarie
proprie si spatii de depozitare dimensionate corespunzator capacitatii
unitatii, ventilatie, incalzire centrala, apa calda si rece si iluminat
incandescent.
Astfel, putem spune ca restaurantul
hotelulului "Aurora" intra in categoria celor clasice, restaurant
care serveste cele trei mese principale ale zilei, cu pauze intre servirea lor.
Restaurantele sunt clasificate pe categorii prin acordarea
de stele, dupa caracteristicile si cerintele determinate pentru fiecare
categorie de local in parte. Normele de clasificare utilizeaza un numar de
criterii destul de mic. Gradele de departajare merg de la o stea - care ofera
conditii si servicii de baza, pana la patru stele, oferind servicii de lux.
Restaurantul hotelului "Aurora" este clasificat la 3 stele
deoarece aici se includ acele restaurante cu
reputatie pentru preparate culinare foarte bune. Acest restaurant
intruneste toate caracteristicile de constructie si instalatie ale unui restaurant clasic
dintre care amintim:
- constructia este realizata din materiale rezistente;
- este amenajat acces pentru autoturisme;
- are emblema si firma luminoasa;
- exista un hol la intrare cu garderoba si grupuri sanitare proprii, unul
pentru femei si unul barbati;
- pentru marfuri si personal exista intrare separata;
- exista un circuit corespunzator intre spatiile de servire, de productie si de
depozitare;
- are bucatarie proprie si spatii de depozitare;
- dispune de instalatie de ventilatie;
- are incalzire centrala si instalatii de apa calda si rece;
- perdele din tesaturi fine iar draperiile au un colorit adecvat ambientului;
- decoratia interioara este adecvata caracterului salonului;
- piesele de mobilier sunt corespunzatoare ca numar, forma si dimensiuni,
vesela folosita este din portelan fin;
- se utilizeaza platouri din portelan;
- se folosesc tacamuri din inox.
Spatiul tehnologic necesar intr-o activitate de alimentatie publica trebuie sa contina o serie de componente specifice :
1) zona receptie marfa - unde se gaseste rampa de aprovizionare; aici este
locul in care se
primesc si se verifica materiile prime si produsele ;
2) zona de depozitare - incaperi de diferite marimi,avand diferite temperaturi
si grade de
umiditate, destinate depozitarii materiilor prime si a produselor (camere de depozitare,
camere frigorifice, lazi frigorifice, frigidere, congelatoare etc.).
Materiile prime si produsele alimentare au nevoie de diferite conditii de
depozitare:
- alimentele congelate -18 - -20 C
- carne si preparate din carne -2 - +4
C
- branzeturi, unt si prajituri -2 - +4
C
- legume, fructe si zarzavat +5 - + 10
C
- bauturi racoritoare - +8 - + 10 C
- alimente neperisabile +10 - +15 C
- bauturi alcoolice +15 - +18 C
- radacinoase, cartofi curatati si muraturi +10 - +15 C
3) zona de prelucrare primara - aici se curata si se pregatesc pentru utilizare
materiile prime:
sunt necesare spatii distincte, dotate cu mese de lucru si chiuvete, sau cuve cu apa, pentru
fructe si legume, peste si carne
4) a) bucataria calda - aici se
pregatesc felurile principale de mancare (ciorbe, mancaruri
gatite, garnituri si gratar) ;
b) bucataria rece (sau bufetul) - unde se pregatesc micul-dejun si salatele
c) spalatorul de vase si vesela - sunt necesare spatii distincte pentru vase albe (pahare,
farfurii si tacamuri) si vase negre (vase, oale etc)
5) oficiul - locul unde se dau comenzile si de unde se iau preparatele culinare
in scopul
distribuirii clientilor .
In activitatea desfasurata in spatiul tehnologic, au loc operatii de
portionare, dozare, tocare, macinare, malaxare, modelare, fasonare, precum si o
serie de tratamente termice, in urma carora alimentele devin comestibile.
Cu cat bucataria va fi mai
bine dotata cu utilaje, mobilier, ustensile si dispozitive, cu atat mai mult se
va usura munca personalului si se va creste calitatea preparatelor culinare.
Echipamentul tehnologic necesar unei activitati gastronomice:
material tehnologic marunt - cutite
- vase
- ustensile
- forme
- utilaje - mecanice - robotul de
bucatarie (pentru realizarea operatiilor tehnologice ca:
tocarea carnii, taierea legumelor in diverse forme si dimensiuni, spumarea albusului sau a
friscai, amestecarea compozitiilor, framantarea aluaturilor, macinarea zaharului, rasnirea
condimentelor etc)
- expresorul (masina de facut cafea, de
fiert apa pentru ceai etc).
Organigrama restaurantului Aurora este prezentata in figura 1.1.
CAPITOLUL 2
Conceptul "5S " si "LEAN " in managementul serviciilor
2.1. Descrierea conceptului Lean
Inca de la inceputul anilor 1900 cand a inceput sa se dezvolte productia manufacturiera de autovehicule, care se caracteriza prin productia manuala de foarte buna calitate cei drept, dar foarte costisitoare, cu o productivitate redusa si care se adresa unei paturi reduse de consumatori, s-a simtit nevoia trecerii la productia de serie.
Astfel in anii 1920 Henry Ford a lansat productia de serie pentru autovehicule. Productia de serie se caracteriza prin linii de asamblare unde lucrau muncitori cu calificare scazuta, care realizau sute de produse identice de calitate mai slaba si cu preturi accesibile pentru o familie cu nivel mediu.
Lean Manufacturing este in prezent cea mai importanta metoda de management pentru companiile de productie. Lean Manufacturing inseamna celule sau linii de asamblare bine facute, o varietate mult mai mare de parti interschimbabile, obligatoriu o calitate excelenta, costuri reduse prin imbunatatirea procesului de productie, piete internationale si competitie mondiala. Lean Manufacturing sau productie la costuri minime, reprezinta o filozofie de productie care determina reducerea duratei de la comanda clientului pana la expedierea produsului, prin eliminarea pierderilor.
Implementarea principiilor Lean a devenit o strategie de supravietuire intr-un mediu de productie in care reducerea costurilor reprezinta o stare de fapt pe piata.
Implementarea conceptelor Lean Manufacturing duce la:
Reducerea la jumatate a duratei efortului uman in atelierul de productie
Reducerea la jumatate a defectelor produselor finite
Reducerea la o treime a timpului de pregatire a produselor
Reducerea la jumatate a spatiului de productie pentru obtinerea acelorasi rezultate
Reducerea la o zecime sau mai putin din productia neterminata
Cateva obiective majore urmarite ce se pot obtine prin aplicarea metodei Lean Manufacturing :
Lean Manufacturing poate fi definit ca o filozofie care pune accentul pe crearea "valorii" printr-o cultura a auto-imbunatatirii si prin atentia acordata reducerii risipei
Gandirea Lean ofera valoare clientului
Lean este o disciplina bazata pe cinci principii cheie:
1-Valoare- Intelegem valoarea muncii noastre definind-o ca prin ceva pentru care clientii nostri sunt dispusi sa plateasca.
2-Lantul valorii- Indentificarea pasilor procesului pe care il realizam in lantul productiv prin identificarea acelora care adauga valoare muncii noastre si prin eliminarea acelora care produc pierderi.
3-Trage- Eliminarea surselor primare de risipa, supraproductia, producand doar ceea ce doreste clientul si doar atunci cand doreste clientul. Aceasta inseamna sa incepi productia doar atunci cand clientul o cere.
4-Flux- Inlaturarea altor surse majore de risipa- inventar si asteptare- asigurand un flux continuu al bunurilor si al procesului de productie fara ca acesta sa se opreasca.
5-Kaizen- Lupta pentru eliminarea totala a pierderilor prin succesiunea unor evenimente mici, orientarea spre actiune (kaizen) in cadrul procesului de productie.
Tehnica lean are ca scop eliminarea risipei in toate ariile procesului de productie, relatiile cu clientii, dezvoltarea produselor, retelele de furnizori dar si in ceea ce priveste managementul intreprinderii.
Obiectivul principal al acestei tehnici este de a minimiza efortul uman, inventarul, timpul necesar pentru dezvoltarea unor noi produse pentru a putea face fata cererilor diferitilor clienti, realizand produse de inalta calitate in cel mai eficient si economic mod posibil. Pentru a crea o "intreprindere lean" este nevoie de multa munca si multa perseverenta din partea tuturor membrilor organizatiei in cauza, intrucat aceasta tehnica nu ofera rezultate imediate, ci rezultate sigure pe termen lung.
Primul lucru ce trebuie stiut despre Lean este ca este o calatorie spre o destinatie la care probabil nu se va ajunge niciodata, in sensul ca procesul de imbunatatire al produselor si a modalitatilor de productie a acestora este unul continuu.
Un alt aspect important care trebuie stiut este ca nu este suficient sa implementezi conceptul lean in hala de productie, ci trebuie sa construiesti o intreprindere lean, de le contabilitate pana la managementul de top al firmei si chiar la ariile de primire, depozitare si trimitere a marfurilor. Lean trebuie sa faca parte din organizatie, sa fie un mod de viata pentru toti membri acesteia pentru a putea avea succes pe termen lung.
O intreprindere lean pune accent pe relatiile cu clientii si dezvolta angajati motivati si bine pregatiti care investigheaza problemele si gasesc solutii la acestea ca parte a muncii lor. Pe langa clienti o intreprindere lean integreaza si furnizorii.
2.1.1.Tehnici si principii in conceptul "Lean Manufacturing "
Tehnica lean are ca scop eliminarea risipei in toate ariile procesului de productie, relatiile cu clientii, dezvoltarea produselor, retelele de furnizori dar si in ceea ce priveste managementul intreprinderii.
Obiectivul principal al acestei tehnici este de a minimiza efortul uman, inventarul, timpul necesar pentru dezvoltarea unor noi produse pentru a putea face fata cererilor diferitilor clienti, realizand produse de inalta calitate in cel mai eficient si economic mod posibil.
Pentru a crea o "intreprindere lean" este nevoie de multa munca si multa perseverenta din partea tuturor membrilor organizatiei in cauza, intrucat aceasta tehnica nu ofera rezultate imediate, ci rezultate sigure pe termen lung.
Primul lucru care trebuie stiut despre lean este ca este o calatorie spre o destinatie la care probabil nu se va ajunge niciodata, in sensul ca procesul de imbunatatire a produselor si a modalitatilor de productie a acestora este unul continuu.
Un alt aspect important care trebuie stiut este ca nu este suficient sa implementezi conceptul lean in hala de productie, ci trebuie sa construiesti o intreprindere lean, de la contabilitate pana la managementul de top al firmei si chiar la ariile de primire, depozitare si trimitere a marfurilor. Lean trebuie sa faca parte din organizatie, sa fie un mod de viata pentru toti membrii acesteia pentru a putea avea succes pe termen lung.
O intreprindere lean pune accent pe relatiile cu clienti si dezvolta angajati motivati si bine pregatiti care investigheaza problemele si gasesc solutii la acestea ca parte a muncii lor. Pe langa clienti, o intreprindere lean integreaza si furnizorii.
Acest concept se bazeaza pe o serie de tehnici si principii, unele dintre ele afectand exclusiv departamentul de productie, in timp ce altele afecteaza mai multe functiuni ale companiei.
Conceptul lean manufacturing se bazeaza pe o serie de tehnici si principii, unele din ele afectand exclusiv departamentul de productie, in timp ce altele afecteaza mai multe functiuni ale companiei, acestea sunt:
1. Kaizen - in limba japoneza, kaizen inseamna imbunatatire continua. Cuvantul semnifica imbunatatire care implica pe toata lumea, atat pe muncitori cat si pe manageri, toate acestea cu o cheltuiala minima.
Filozofia kaizen presupune faptul ca modul nostru de viata ar trebui sa se concentreze pe eforturi constante de imbunatatire.
2. Timp de asteptare 0;
3. Productia trasa (Kanban) - instrument de comunicare in sistemul JIT (Just in Time), folosit ori de cate ori este implicat un lot de productie. Un kanban este o fisa atasata la un anume numar de produse sau de piese pe linia de productie si da instructiuni de livrare pentru o anume cantitate. Cand toate piesele au fost folosite, kanban se trimite inapoi de unde a fost luat si devine o comanda, pentru a se produce din nou un lot.
4. Inventar 0;
5. Jidhoka - dispozitiv care opreste o masina ori de cate ori se produce un rebut. Acest dispozitiv este esenta pentru introducerea JIT.
6. Circuitul unei singure piese - numai unei singure piese i se permite sa circule de la un proces la altul, pentru a se minimiza pierderile intr-un sistem de productie JIT.
7. Management vizual
Managementul vizual inseamna "abilitatea de a intelege starea unei zone de productie in 5 minute sau mai putin, printr-o simpla observare, fara a utiliza computerul si fara a vorbi cu cineva." Prin management vizual se realizeaza semnalizarea atingerii conditiilor care pot determina producerea unei situatii anormale, astfel incit sa fie posibila aplicarea unei actiuni corective.
Exemple de situatii anormale: un operator ce nu aplica instructiunile de lucru, reglarea continua a unei masini, o fisa de comanda gasita pe jos, produse nelivrate la timp la postul din aval, un container aflat intr-un spatiu neidentificat, lipsa de curatenie, prea multe stocuri la un post de lucru, un operator ce sorteaza piese inainte de prelucrare sau care asteapta, etc.
O metoda semnificativa in acest domeniu este cunoscuta sub numele "Andon". Denumirea vine din Japonia, unde Andon desemna un semnal de semnalizare la distanta. In prezent, prin Andon se intelege un dispozitiv electronic, audio si/sau vizual, care semnalizeaza, de exemplu, modul de functionare a unui echipament. Cele mai uzuale dispozitive Andon au trei zone colorate (rosu, verde si galben) - iar codul culorilor este similar celui utilizat la semafoare. Verde inseamna ca totul functioneaza normal, galben (la care se adauga de obicei si un semnal sonor intermitent) semnifica faptul ca exista o problema care necesita o atentie speciala - schimbarea productiei sau mentenanta planificata, iar rosu indica o situatie anormala/o avarie. Ca urmare, Andon este un instrument specific managementului vizual, care consta in amplasarea de indicatoare luminoase si sonore pentru a indica starea de functionare a procesului.
Exemple de sisteme utilizate pentru managementul vizual: panouri de inregistrare a productiei realizate, fata de productia planificata; demarcarea clara a locurilor unde este permisa stationarea stocurilor interoperationale; indicatoare ale posturilor de lucru, ale punctelor de livrare si de stocare a produselor; fotografii/desene si informatii pentru identificarea produselor finite; planuri de mentenanta; indicatori de performanta si indicatori de calitate; instructiuni de lucru, lumini intermitente de culoare rosie, galbena sau verde, semnale acustice de avertizare, zgomotul functionarii unui echipament, etc.
8. Munca standardizata - este o combinatie optima intre om, masina si materiale. Cele trei elemente ale muncii standardizate sunt:
- takt - time;
- operatiunea de lucru;
- stocul intermediar in proces.
Takt - time este timpul in care linia de productie ar trebui sa livreze constant o unitate pentru a realiza comanda facuta, ceruta de client intr-o perioada de timp specificata.
Comparatia intre productia de masa si productia lean este prezentata in tabelul 1.
Pentru a determina si controla nivelul dorit al performantelor cu care se realizeaza procesele intr-o organizatie, trebuie sa pornim de la identificarea clara a celor trei tipuri de activitati din orice intreprindere:
Activitati care adauga valoare - sunt acele activitati care, din punctul de vedere al clientului, fac un produs sau un serviciu mai valoros;
Activitati care nu adauga valoare - sunt acele activitati care, din punctul de vedere al clientului, nu fac un produs sau un serviciu mai valoros. Totusi, din punctul de vedere al furnizorului, nu toate activitatile care nu adauga valoare pentru client pot fi complet eliminate; astfel, ele se pot imparti in:
-activitati care nu adauga valoare, dar care sunt indispensabile
-activitati care nu adauga valoare si care sunt necesare.
In general, cele sapte tipuri de pierderi stabilite in teoria Lean sint:
activitatile care consuma resurse fara sa adauge valoare
greselile care trebuie corectate
produsele sau serviciile realizate fara sa fie cerute de cineva
operatiile inutile incluse in procesele de lucru
miscarea inutila a materialelor si a oamenilor
capacitatea disponibila neutilizata - asteptarea cuiva sau a ceva atunci cind cineva a
cerut ceva
produse sau servicii neconforme cu cerintele clientului.
In productie, inseamna ca pierderile apar atunci cand:
se face supraproductie
exista procese redundante, care nu adauga valoare
se fac stocuri in exces
se fac miscari inutile, cauzate de amplasarea necorespunzatoare a posturilor de lucru
si dotari neergonomice
se realizeaza relocarea repetata a unui produs pentru operatii succesive
apar asteptari, resurse necesare nedisponibile la momentul necesar, productie
neterminata pe flux
se livreaza produse neconforme clientului (fie intern, fie extern).
Similar, in cazul serviciilor, apar o serie de pierderi care se pot incadra intr-una dintre urmatoarele sapte categorii:
verificari repetate inutile, realizarea repetata a aceleiasi sarcini de doua persoane care
nu comunica intre ele
procedee de lucru nestandardizate, dezorganizare, schimbarea frecventa a prioritatilor
acumularea si utilizarea de materiale si informatii inutile - nerelevante, redundante,
neactualizate
inertie si rezistenta la schimbare (sindromul "Asa am facut intotdeauna!")
neutilizarea cunostintelor acumulate - comunicare slaba, ne-extinderea solutiilor de
imbunatatire verificate in practica, lipsa cadrului de valorizare a cunostintelor
implicite
asteptari datorate unor proceduri prea complexe, intarzieri prin participari la discutii
inutile, niveluri neclare de responsabilitate si delegare necorespunzatoare
luarea intuitiva de decizii, fara o analiza a datelor disponibile si a consecintelor
posibile
Bineinteles ca aceste pierderi sint posibile atunci cind nu se valorifica intreg potentialul oamenilor din firma, prin lipsa unui cadru organizat in care fiecare sa contribuie la imbunatatirea situatiei existente.
Comparatie intre productia de masa si productia Lean Tabelul 1
|
Zone afectate |
Productie de masa |
Productie lean |
|
Strategia afacerii |
Strategie orientata spre produs. |
Strategie orientata spre client. |
|
Structura organizationala |
Structuri ierarhice care incurajeaza respectarea ordinelor si descurajeaza transmiterea informatiilor cu privire la problemele care apar. |
Este incurajata initiativa si trans- miterea informatiilor referitoare la defectele identificate, la erorile operatorilor si la cele referitoare la deficientele organizationale. |
|
Capacitati operationale |
Respectarea ordinelor primite, nu exista aptitudini in ceea ce priveste rezolvarea problemelor. |
Munca standardizata, identificarea rapida a probleme- lor, realizarea de experimente. |
2.1.2. Prezentarea "5S"
5S este un termen general care reprezinta initialele acestor cuvinte. De la 5S porneste totul.(figura 2.1):
SEIRI - Sorteaza si aranjeaza
Distinge intre obiectele necesare si cele inutile
Pastreaza la locul de munca doar materialele de care ai nevoie .
Arunca imediat lucrurile inutile .
SEITON - Ordine
Pune lucrurile ordonat in zonele desemnate .
Depozitati mereu materialele si informatiile in ordine.
Organizatile dupa frecventa de utilizare.
Un loc pentru toate si toate la locul lor.
SEISOU - Curatenie
Problemele sunt mai vizibile cand totul e aranjat si curat.
Identifica problemele minore "facand curatenie "
SEIKETSU - Standardizare
Curata uneltele si tot echipamentul cu care lucrezi imediat dupa utilizare.
Daca totul este curat, totul functioneaza mai bine.
SHITSUKE - Disciplina
Aplica procedurile si standardele locului de munca.
Respecta regulamentul si reglementarile locului in care lucrezi.
Respecta permanent regulile de protectia muncii.
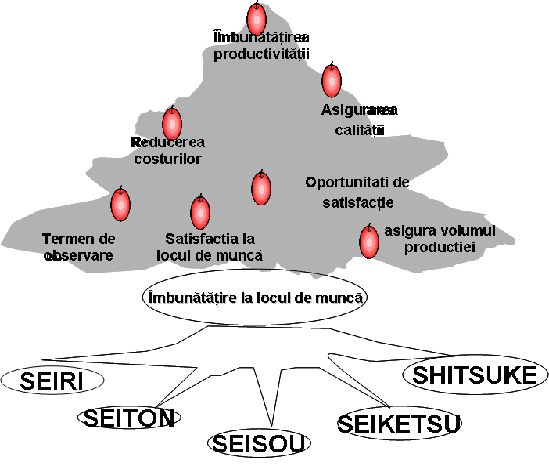
Figura 2.1 Necesitatea conceptului 5S
Ce sunt cei 5S?
Stabilesc standarde pentru detectarea anomaliilor
Creaza si mentin un spatiu de productie organizat, curat si sigur
Disciplina ca si conditie a reusitei
Responsabilitatile conducerii
La toate nivelele, conducerea trebuie sa se consacre stabilirii si mentinerii procesului 5S.
Inainte de parasirea locului de lucru fiecare trebuie sa se asigure ca acesta respecta principiile 5S.
Utilizarea tabelelor pentru inregistrarea acordului fiecaruia cuantificarea rezultatelor inspectiei locurilor de munca si dispunerea lor la vedere in fiecare zona de lucru sunt instrumente pe care conducerea le poate folosi pentru sustinerea procesului
Conducerea trebuie sa dea exemplu - Fa ceea ce spui
Pentru ca oamenii sa se implice in procesul 5S trebuie ca managementul sa planifice, sa organizeze si sa execute cu atentie proiectul. De regula acest tip de proiect se confrunta cu reticenta oamenilor la schimbare, motiv pentru care inainte de a se implementa acest gen de proiect trebuie explicat tuturor membrilor organizatiei motivele si avantajele programului 5S si anume:
-obtinerea unui loc de munca mai placut;
-se imbunatateste eficienta muncii;
-programul 5S si siguranta locului de munca merg mana in mana;
-conduce la produse de calitate mai ridicata si la productivitate mai mare;
2.1.3. Impactul programului 5S
In fiecare organizatie se cauta in permanenta reducerea pierderilor si a costurilor pentru clientii firmei in timp ce se incearca cresterea eficientei si a calitatii produselor.
Prin 5S s-a imbunatatit eficienta muncii, totodata ridicandu-se nivelul de calitate al produselor furnizate.
2.1.4. 5 S - Definitie
5S este efortul organizat, neobosit, fara sfarsit de a elimina toate pierderile fizice de la locul de munca, de a pune lucrurile in ordine, a face curatenie, a inspecta constant si a avea o cultura care promoveaza, intareste si recompenseaza cele de mai sus.
5S este o tehnica a sistemului lean manufacturing, care se bazeaza pe organizarea eficace a locului de munca si pe proceduri standardizate pentru a imbunatati profiturile, siguranta, productivitatea, nivelul de satisfactie al clientului si pastrarea angajatilor.
" Un loc pentru toate si toate la locul lor, curate si gata de a fi folosite".
.1.5. Conceptul Kaizen
Kaizen inseamna imbunatatire continua. Cuvantul semnifica imbunatatirea continua care implica pe toata lumea, toate acestea cu o cheltuiala minima.
Una din tehnicile de imbunatatire folosind strategia kaizen este "muda". Muda inseamna pierdere, insa implicatiile cuvantului includ orice activitate care nu adauga valoare.
La locul de munca se desfasoara doua tipuri de activitati: care adauga valoare si care nu adauga valoare. Aici putem adauga mai multe tipuri de muda sau activitati care nu adauga valoare si anume:
Muda supraproductiei, care apare atunci cand se produce mai mult decat este necesar si are ca rezultat pierderi atat prin consumul de materie prima inainte de a fi necesar cat si prin depozitarea productiei in exces.
Muda miscarii, care se refera la miscarile corpului unei persoane care nu adauga valoare. Atunci cand persoana merge, de exemplu, aceasta nu adauga valoare. Pentru a identifica muda miscarii trebuie studiate miscarile care se fac in plus fara a fi nevoie. Apoi trebuie rearanjat si reorganizat totul pentru a se elimina miscarile in plus.
Muda asteptarii, care apare atunci cand se lanseaza o comanda si se asteapta mult pana la procesarea ei, fiind o activitate care nu adauga valoare.
Muda transportului, care reprezinta o parte importanta a operatiilor, dar simpla mutare si rearanjare nu aduce nici o valoare.
Principalele concepte Kaizen sunt:
1. Kaizen si managementul. In contextul kaizen, managementul are doua functii majore:
a) intretinerea
b) imbunatatirea.
Intretinerea se refera la activitatile curente de pastrare a standardelor tehnologice, manageriale si de functionare si la respectarea acestor standarde prin pregatire si disciplina.
Imbunatatirea se refera la activitatile de actualizare a standardelor curente.
Datorita faptului ca managerii sunt fascinati de inovatie, ei tind sa nu aiba rabdare si sa treaca cu vederea avantajele pe termen lung oferite de kaizen. Diferenta intre inovatie si kaizen este aceea ca inovatia implica o imbunatatire drastica ca urmare a unor investitii mari in tehnologii si echipamente noi, pe cand kaizen semnifica imbunatatiri, ca rezultat al unor eforturi continue:
Managementul de la toate nivelurile trebuie sa-si ia angajamentul pentru stabilirea si mentinerea procesului 5S
Inainte de a pleca acasa, toata lumea trebuie sa se asigure ca locul de munca respecta principiile 5S
Folosirea formularului de monitorizare a aderarii, cuantificarea rezultatelor inspectiilor de linie si afisarea vizibila a rezultatelor de pe fiecare arie sunt instrumente pe care conducerea le poate folosi pentru a ajuta la sustinerea procesului
Managementul trebuie sa conduca prin exemplu personal: "Fa ceea ce spui
2. Proces versus rezultat. Pentru ca rezultatele sa se imbunatateasca trebuie ca mai intai procesele sa fie imbunatatite. De imbunatatirea proceselor trebuie sa se ocupe conducerea companiei iar pentru acest lucru se folosesc de strategia kaizen care se bazeaza pe eforturi umane, morale, de comunicare de lucru in echipa, de implicare si autodisciplina, fiind o abordare practica si cu costuri reduse.
3. Ciclul PDCA (Plan - Do - Check - Act). Ciclul PDCA [6], cunoscut si sub denumirea de Ciclul Deming, este un model de imbunatatire continua a calitatii, constand in repetarea a patru pasi si anume: planifica, realizeaza, verifica si actioneaza (figura 2.2):
- Planifica (Plan)
Consta in stabilirea unui obiectiv de imbunatatire, deoarece kaizen este un mod de
viata, drept urmare ar trebui sa existe intotdeauna ceva ce ar trebui imbunatatit si la
stabilirea planului de actiuni pentru a se atinge obiectivul. In cadrul acestui pas se
disting doua etape, si anume: identificarea problemei si analizarea problemei.
a) identificarea problemei:
- selectarea problemei ce urmeaza a fi analizata;
- definirea clara a problemei;
- stabilirea unui obiectiv masurabil pentru rezolvarea problemei.
b) analizarea problemei:
-identificarea proceselor care au impact asupra problemei si alegerea unui singur - enumerarea pasilor procesului selectat asa cum sunt ei la momentul respectiv;
- stabilirea unei harti a procesului;
- validarea harti
- identificarea cauzelor potentiale ale problemei
- colectarea si analizarea datelor care au legatura cu problema;
- verificarea expunerii initiale a problemei;
- colectarea datelor secundare, daca este necesar pentru identificare cauzei radacina a problemei.
- Realizeaza (Do)
Se refera la realizarea planului. Si acest pas are la randul lui doua etape si anume: dezvoltarea solutiilor si implementarea solutiilor.
a) dezvoltarea solutiilor:- stabilirea criteriilor pentru selectarea unei solutii;
- generarea de solutii potentiale care sa se adreseze cauzei radacina a problemei
- selectarea unei solutii;
- planificarea solutiei.
b) implementarea solutiei pe un plan pilot
- Verifica (Check)
Se refera la determinarea modului de implementare si la cat de aproape se afla sau nu de imbunatatirea planificata. Mai exact se refera la: adunarea, colectarea de date referitoare la solutie; analizarea datelor obtinute comparativ cu rezultatele solutiei; daca nu s-au atins obiectivele stabilite se trece la identificarea problemei; daca s-au atins rezultatele stabilite se trece la urmatorul pas.
- Actioneaza (Act)
Se refera la efectuarea si standardizarea noilor proceduri, pentru a preveni reaparitia problemelor originale sau pentru a stabili obiective pentru noile imbunatatiri, mai exact: adoptarea solutiei; monitorizarea continua a solutiei implementate; identificarea unor modalitati de a imbunatati solutia; cautarea unei alte oportunitati de imbunatatire.
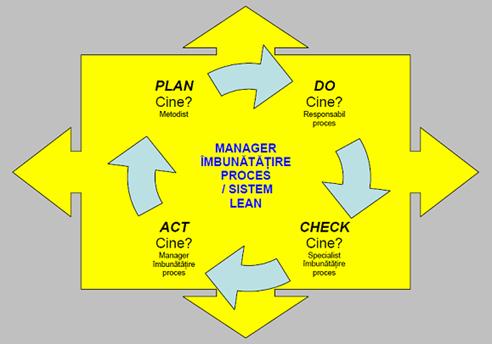
Figura 2.2 Ciclul PDCA
4. Calitatea pe primul loc
Calitatea ar trebui sa fie principalul obiectiv al tuturor managerilor, intrucat compania nu ar putea concura cu succes pe piata daca, calitatea produselor oferite este slaba.
5. Vorbeste pe baza datelor
Pentru ca o problema sa fie inteleasa si rezolvata corect, aceasta trebuie sa fie recunoscuta si apoi trebuie adunate si analizate datele importante pentru problema in cauza. Incercarea de a rezolva o problema fara a detine informatii concludente este o abordare care nu este nici stiintifica, nici obiectiva. Adunarea informatiilor va permite identificarea situatiei actuale a intreprinderii si stabilirea cailor necesare pentru a realiza imbunatatirea dorita.
6. Procesul urmator este clientul meu
Intrucat activitatea unei intreprinderi consta in procese putem spune ca fiecare proces are furnizorul si clientul sau. Un material sau o informatie sunt furnizate de procesul A procesului B ( clientul ) pentru a fi imbunatatite si trimise mai departe procesului C. Aceasta axioma- procesul urmator este clientul- se refera la doua tipuri de clienti: clienti interni( in companie) si externi. Majoritatea oamenilor care lucreaza intr-o organizatie, lucreaza cu clienti interni, iar acest lucru ar trebui sa conduca la un angajament din partea acestora de a nu trimite la procesul urmator piese defecte sau in cantitati mai mari decat acesta poate prelucra. Daca se respecta aceasta regula clientul final va primi produse de calitate superioara, la momentul dorit si in cantitate dorita.
2.1.6. Estimarea eficacitatii imbunatatirilor
Dupa implementarea solutiei trebuie verificat daca problema a fost rezolvata sau nu. Pentru a se stabilii performantele obtinute este nevoie de mai multe teste si o perioada de timp rezonabila. Unelte folosite in acest scop sunt:
a) graficul Pareto inainte si dupa implementarea schimbarii
b) graficul cu evolutia schimbarii
c) teste statistice
d) poze.
2.1.7. Ce este Lean ?
Lean este o filozofie care pune accentul pe crearea " valorii" printr-o cultura a auto-imbunatatirii si prin atentia acordata reducerii risipei:
Identifica valoarea prin ochii clientului
Creeaza valoare prin eliminarea risipei
Obtine mai multa valoare prin imbunatatirea continua.
2.1.8. Principiile universale Lean (figura 2.3)
VALOARE - Stabileste corect valoarea produsului/serviciului avand clientul in minte.
VALUE STREAM - Identifica Value Stream-ul si indeparteaza toate risipele.
FLOW - Realizeaza produsul intr-un mod cat mai lin.
PULL - Produci numai cat cere clientul.
PERFECTIUNE - Eliminarea risipei ca si proces continuu catre perfectiune.
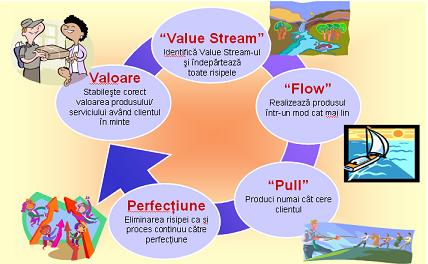
Figura 2.3 Principiile universale Lean
Un nivel Lean crescut inseamna o mai buna calitate a unui produs sau serviciu si un nivel mai scazut, determina o mai proasta calitate a unui produs sau serviciu. Intai, initiativa Lean includea conducerea unitatii, pe cei cinci pasi de metodologie, si masuratori conexe. Cei cinci pasi sunt urmatorii:
1. Definirea produselor sau serviciilor
2. Identificarea clientilor si a nevoilor esentiale
3. Identificarea propriilor nevoi si resurse
4. Maparea proceselor
5. Eliminarea activitatilor care nu aduc valoare
Daca acest concept Lean este implementat corect, organizatiile pot beneficia de cresterea vanzarilor cu marje de profit mai mari. Castigarea reputatiei, marca recunoscuta, incantarea clientului si beneficii pentru angajati sunt cateva din recompensele obtinute prin implementarea cu succes a conceptului lean.
Lean este o metodologie, precum si o strategie, pentru a atinge performante superioare si a deveni cel mai bun in toate.
Un motto folosit in acest concept este: "Profit maxim, preturi minime".
In orice companie sau unitate de servicii publice managementul succesului este esential.
De la eficientizarea sistemului prin care se raspunde reclamatiilor primite de la clientii si pana la reducerea timpului de incasare a creantelor, toate duc la reducerea costurilor si la cresterea profitului. Toate acestea inseamna Lean, adica un mod de lucru care are ca rezultat imediat o relatie mai buna cu clientii.
Instrumentele/conceptele si aplicabilitatea Lean Tabelul 2
|
Instrument/Concept |
Cand?/Aplicabilitate |
|
Recunoasterea angajatilor |
Pentru a inspira imbunatatirea dramatica si comportamentul inovativ al angajatilor |
|
Procesul de gandire |
Ajuta la intelegerea proceselor economice si cum sa le imbunatateasca. |
|
Diagrama de scor a performantei economice |
Invatarea de a realiza imbunatatirea in performanta si profitabilitate |
|
Evaluare de catre management |
Feedback-ul lunar de la echipa de management pentru ajustarea necesara pentru a realiza cresterea economica si a profitabilitatii |
|
Gandire statistica |
Ajuta in determinarea gradului de adaptare sau tipul de actiuni ce urmeaza a fi luate |
|
Viziune generala Lean |
Luarea deciziilor, in special atunci cand ne angajam la Lean |
|
Rata de imbunatatire |
Realizarea imbunatatirii semnificative a proceselor cu reducerea pierderilor si cresterea nivelului profitabilitatii |
2.2. Etapele implementarii programului Lean
1. Definirea problemei
a) selectarea problemei- ca urmare a unei sesiuni de brainstorming, se stabileste o lista a problemelor care ar trebuii analizate. Problemele sunt ordonate in functie de prioritati iar apoi se alege problema care necesita rezolvare cat mai repede.
b) definirea problemei- in aceasta faza se stabileste in ce masura problema afecteaza compania sau clientul. De asemenea se determina cauzele care stau la baza imposibilitatii intreprinderii de a-si atinge obiectivele, dar si de a satisface nevoile clientului.
Pentru a putea rezolva problema trebuie de asemenea sa se cunoasca cu exactitate cand si unde s-a produs problema in cauza, care este impactul financiar al acesteia.
2. Masurarea problemei
Se stabileste o anumita perioada (cateva saptamani, luni) perioada in care se vor urmari si inregistra toate datele legate de problema in cauza.
3. Determinarea cauzei radacina
Pentru a putea determina cauza problemei trebuie ca datele si faptele legate de aceasta sa fie bine organizate si structurate, iar oamenii implicati in aceasta activitate sa cunoasca foarte bine procesul. De asemenea brainstorming-ul este foarte folositor in special pentru a genera idei despre solutiile problemei dar si despre cauzele acesteia.
O alta tehnica utilizata cu succes in identificarea cauzelor radacina a unei probleme este:
Tehnica celor 5 De Ce? ( 5 Why's )
Aceasta tehnica nu implica segmentarea datelor, regresii sau alte unelte statistice si in multe cazuri nu necesita un plan de colectare a datelor. Repetand de mai multe ori intrebarea "De Ce?", sunt identificate cauzele radacina ale unei probleme. Nu este obligatoriu sa intrebam exact de cinci ori aceasta intrebare, cauza putand fi identificata dupa numai doua, trei intrebari, sau chiar mai mult de cinci intrebari depinde de situatie.
Se utilizeaza aceasta tehnica intrucat permite identificare cauzelor radacina ale problemei, permite determinarea unor relatii intre aceste cauze si pentru ca este una dintre cele mai simple metode de analiza. Poate fi utilizata atat ca parte integrata a unui proiect Six Sigma, cat si in mod independent.
Pentru a putea fi utilizata in mod eficient, aceasta tehnica necesita parcurgerea mai multor etape si anume:
- identificarea si notarea problemei;
- se chestioneaza referitor la cauzele problemei si se noteaza raspunsul;
- daca raspunsul primit nu permite identificarea cauzei radacina a problemei enuntate, se repeta inca o data intebarea "De Ce?" si se noteaza raspunsul. Acest procedeu se repeta pana in momentul in care cauza radacina a problemei analizate a fost identificata.
Dupa ce toate cauzele au fost identificate se va incerca determinarea cauzelor radacina folosind tehnica celor "5 De Ce?".
4. Planificarea si implementarea imbunatatirilor (generarea ideilor)
In aceasta etapa se stabileste un plan de actiune, se asculta si se analizeaza toate ideile membrilor echipei. Nu este indicat ca in aceasta faza a procesului de imbunatatire sa se retina doar o singura solutie, drept urmare se vor alege doua, trei solutii pe termen scurt si una, doua solutii pe tremen lung, solutii care vor fi evaluate si apoi experimentate.
De asemenea trebuie verificat daca costurile solutiei si durata de implementare sunt acceptate de conducerea intreprinderii.
Mai trebuie stabilit impactul fiecarei solutii si explicat modul in care fiecare in parte se adreseaza cauzei si care va fi impactul real asupra performantei. Nu trebuie uitate nici riscurile asociate fiecarei solutii si probabilitatile de aparitie a acestor riscuri.
Instiintarea clientului si implicarea lui in procesul de schimbare, de imbunatatire este un alt aspect care trebuie luat in considerare in aceasta etapa.
5. Estimarea eficacitatii imbunatatirilor
Dupa implementarea solutiei trebuie verificat daca problema a fost rezolvata sau nu. Pentru a se stabili performantele obtinute este nevoie de mai multe teste si o perioada de timp rezonabila. Uneltele folosite in acest scop: grafic cu datele de inainte si dupa implementarea schimbarii, graficul cu evolutia schimbarii, teste statistice, poze.
6. Standardizare si control
In acesta etapa se stabileste daca solutia este finala sau daca este doar temporara si ce anume trebuie facut pentru ca solutia sa poata fi implementata pe alte linii sau alte faze ale procesului de productie. O problema foarte importanta care se pune este daca exista suficiente materiale si cunostinte referitoare la schimbarea implementata.
7. Realizarea beneficiilor schimbarilor implementate
Se urmareste justificarea costurilor mult mai mici ca urmare a implementarii schimbarii. De asemenea se incearca sa se gaseasca o modalitate mai rapida si mai simpla de a obtine aceleasi rezultate si modul in care pe viitor pot fi evitate asemenea probleme.
Momentul in care se poate incheia proiectul este cel in care obiectivele au fost atinse, solutiile au fost implementate si echipa monitorizeaza performantele fara insa a mai aduce imbunatatiri procesului.
Deci sistemul de productie lean este un sistem integrat de principii, practici operationale si elemente care conduc la urmarirea neabatuta a perfectei creeri de valori pentru clienti. Obiectivul lean este de a elimina cele trei elemente inhibatoare care afecteaza performantele: risipa, variabilitatea, inflexibilitatea.
Eliminarera risipei se poate obtine prin utilizarea resurselor tinand cont de ceea ce este nevoie pentru a indeplini cerintele clientului. Variabilitatea consta din orice deviere de la standard. Inflexibilitatea apare odata cu costurile suplimentare implicate de sistemul actual in satisfacerea exacta a cerintelor clientului (figura 2.4).
In cele ce urmeaza se vor prezenta cateva tipuri de risipa.
clientului. Supraproductia este cea mai mare risipa, ea duce la alte pierderi.
Exemple:
- producerea de cantitati in exces fata de cererea clientului.
2. Asteptarea - consta din timpii morti datorati nesincronizarii fluxului tehnologic, de materiale, oameni si informatii din cadrul procesului de productie.
Exemple:
-asteptarea dupa materiale pentru a fi despachetate;
Practica de corectie: rebalansarea ativitatilor pentru a reduce risipa, dupa care risipele vor fi vizibile.
3. Transportul - miscari, deplasari prea lungi (consumatoare de timp) in procesul de productie.
Exemple:
- procesul se desfasoara in mai multe zone intre care exista distante considerabile.
- distantele prea mari intre mese.
- plan de amplasare a meselor in restaurant, defectuos.
Practica de corectie: realocare meselor prin crearea unui flux continuu, a unei secvente de transport corespunzatoare.
4. Supraprocesarea - activitati ce nu aduc valoare adaugata produsului, procesarea este peste ce doreste clientul.
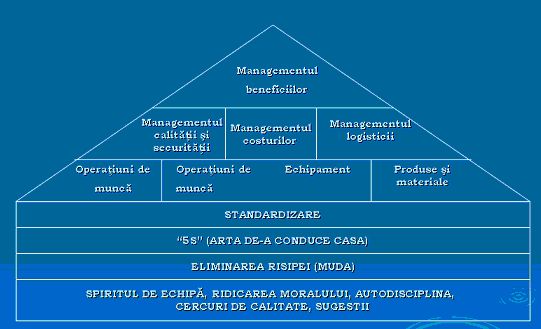
Figura 2.4 "Casa" managementului GEMBA
2.2.1.Imbunatatirea calitatii este compatibila cu reducerea costurilor
Tema care apare in acest capitol a fost aceea ca imbunatatirea calitatii si reducerea costurilor sunt obiective compatibile. De fapt, calitatea este fundamentul pe care se pot baza atat costurile, cat si livrarea. Fara a crea un sistem pentru a asigura calitatea, nu poate exista speranta construirii unui sistem de management eficient al costurilor si al livrarii.
Nu numai ca este posibil sa se imbunatateasca calitatea si sa se reduca costurile, dar chiar trebuie sa le obtinem pe amandoua pentru a indeplinii cerintele clientilor. Intr-un moment in care clientii sunt tot mai selectivi, managementul trebuie sa accentueze ceea ce este intr-adevar prioritar de realizat:
"Calitatea pe primul loc". Rezistati tentatiei de a reduce costurile prin pierderea calitatii! Si nu sacrificati calitatea pentru livrare!
2.2.2. Principiile de ergonomie aplicabile in restaurant
Ergonomia ca stiinta este definita de numerosi specialisti si organizatii printre care retinem definitia data de Organizatia Internationala a Muncii: "aplicarea stiintelor biologice umane in corelatie cu stiintele tehnice pentru a ajunge la o adaptare reciproca optima intre om si munca sa, rezultatele fiind masurate in indici de eficienta si starea de buna sanatate a omului". In limbajul curent, de specialitate, "ergonomia este considerata stiinta care se ocupa de relatiile om-masina-mediu, cautand sa optimizeze aceste relatii astfel ca sanatatea muncitorilor sa fie pastrata, avand totodata o mai mare eficienta in munca".
Evident, aratam de la bun inceput, ca aceste definitii pot fi intregite cu valoroase idei: "actiunea ergonomiei trebuie extinsa dincolo de panourile de comanda caci mai sunt numeroase activitati manuale la care ergonomia trebuie sa-si aduca aportul sau"; "ergonomia reprezinta ansamblul integrat de stiinta succesibila sa ne furnizeze cunostinte asupra muncii umane necesare adaptarii rationale a omului la munca si a muncii la om".
De aici necesitatea ca societatea sa gaseasca cele mai potrivite mijloace modalitati de compensare prin actiuni social-culturale adecvate si care vor duce nemijlocit la punerea mai bine in valoare a capacitatii creeatoare a individului.
Din tratarea ergonomiei ca sistem cibernetic al relatiilor om-productie, rezulta ca acestea din urma "se structureaza in sistemul cibernetic deschis, format din subsisteme care se interconditioneaza reciproc, legate intre ele prin retele de comunicatii cu functii de conexiune inverse". In sfera serviciilor turistice, subsistemele care concura la realizarea prestatiilor pot fi: factorul de conducere si organizare; factorul uman; factorul tehnic; materia prima-obiectul muncii; comunicatiile.
Baza stiintifica a aplicatiilor ergonomiei la organizarea muncii si a productiei, o constituie cooperarea cu urmatoarele stiinte:
a) stiinte biopsiho-medicale (ecologie biologica, filozofia si psihologia muncii, antropologia biomecanica, medicina muncii);
b) stiinte tehnico-economice (conducerea si organizarea productiei, ingineriei industriale, stiinta si tehnica constructiilor, a utilajelor si masinilor, cibernetica tehnica, studiul muncii);
c) stiinte sociale (sociologia muncii, etica si politica muncii, pedagogia si legislatia muncii).
Cunoasterea principiilor de ergonomie prezinta o importanta deosebita pentru activitatea de servire din restaurante, fiind unul din cele mai eficiente mijloace in rezolvarea relatiilor dintre prestatorii de servicii si mijloacele si obiectele muncii, in optimizarea proceselor de productie si servire astfel incat, intreaga activitate sa fie eficienta, realizata rational, cu eforturi minime din partea oamenilor si cu posibilitati concrete, ca maine sa fie continuata de aceeasi maniera sau sa se gaseasca solutii mai bune pentru adaptarea lucratorilor la meseria lor, pentru obtinerea unei eficiente sporite a fortei de munca, pentru reducerea consumului de energie a lucratorului din restaurante.
2.2.3. Standarde
Activitatile zilnice functioneza in conformitate cu anumite formule convenite. Aceste formule, atunci cand sunt scrise si explicate, devin standarde. Un management de succes de zi cu zi se reduce la un singur concept : mentinerea si imbunatatirea standardelor. Asta nu inseamna numai aderarea la standardele curente de tehnologie, manageriale si de functionare, ci si imbunatatirea proceselor curente, pentru a aduce standardele prezente la un nivel mai ridicat
2.2.4.Caracteristicile principale ale standardelor
Standardele au urmatoarele caracteristici principale:
1. Reprezinta cea mai buna, cea mai usoara si mai sigura cale de a lucra.
2. Ofera cea mai buna cale de a pastra know-how-ul si experienta.
3. Asigura modalitatea de a masura performantele.Avand standarde determinate, managerii pot evalua performantele. Fara standarde nu exista un mod corect de a face acest lucru.
4. Prezinta relatiile dintre cauza si efect. Daca nu exista standarde sau daca acestea nu sunt respectate se ajunge invariabil la anormalitati, la variatii si rebuturi.
5. Asigura baza pentru intretinere si imbunatatire. Prin definitie, respectarea standardelor inseamna intretinerea si actualizarea standardelor inseamna imbunatatire.
6. Furnizeaza obiectivele si indica necesitatile de pregatire. Standardele se pot descrie ca fiind un set de semne vizuale ce indica modul in care se lucreaza. Aceste standarde apar sub forma unor documente scrise dar cateodata, imaginile schemele si fotografiile pot facilita intelegerea.
7. Asigura baza cursurilor de pregatire. Dupa ce se determina si se stabilesc standardele, pasul urmator este pregatirea muncitorilor in asa masura incat lucrul conform standardelor sa devina pentru ei o obisnuinta.
8. Creeaza baza pentru audit sau diagnostic. In gemba, standardele de lucru sunt adesea afisate, prezentand pasii vitali si punctele de verificare pentru activitatea lucratorilor.
9. Furnizeaza un mijloc de prevenire a reaparitiei greselilor si de minimizare a variatiei.
Lean manufacturing inseamna o abordare complexa a sistemului de management al proceselor de management dintr-o organizatie, fie ca este vorba de o firma de productie, de servicii sau o organizatie publica sau non-profit. Pentru a implementa Lean trebuie luata o decizie strategica. Apoi trebuie parcurse mai multe etape, de la diagnosticul situatiei initiale, stabilirea actiunilor care trebuie intreprinse, punerea lor in aplicare si masurarea rezultatelor situatiei imbunatatite, etape care se reintereaza de la niveluri de pornire din ce in ce mai performante in incercarea continua de a ajunge excelenta.
Transformarea Lean este specifica fiecarui caz considerat si nu exista prescriptii general valabile, dar itinerarul de parcurs trece obligatoriu prin cateva puncte de referinta si anume:
-cunosterea situatiei initiale
-definirea obiectivelor de atins
-alegerea drumului dorit pentru fiecare etapa de imbunatatire care trebuie parcursa.
Primul pas este deci cunoasterea situatiei initiale. Auto-evaluarea Lean nu are insa scopul de a vedea care este diferenta dintre cea ce s-a planificat si ce s-a realizat, ci diferenta dintre ce am fi putut realiza si diferenta dintre ce am realizat.
Principalele aspecte evaluate in sistemul Lean pentru a cunoste situatia initiala se refera la : ordinea si curatenia la locul de munca, "Just In Time"(furnizarea de produse sau servicii la cererea clientului ),controlul proceselor, controlul stocurilor, amplasarea & manipularea materialelor si informatiilor, echipa si munca in echipa , sisteme de management visual , furnizori , calitate si imbunatatirea continua.
Trebuie insa de la inceput facute doua clarificari a sensului unor termeni frecvent utilizati in Lean, pentru a intelege mai bine necesitatile de imbunatatire.
Asadar toate materialele specifice Lean Manufacturing pot fi adaptate pentru a fi utilizate in firmele de servicii sau de distributie, in biblioteci, universitati, spitale sau birourile din intreprinderile de productie, (contabilitate, aprovizionare, desfacere, etc).
Imbunatatirea performantelor poate fi realizata prin utilizarea de proceduri, instructiuni de lucru, procese de luare a deciziilor care sa duca la reducerea spatiului de arhivare, la simplificarea modului de luare a deciziilor, la scurtarea termenelor de livrare, la cresterea satisfactiei clientilor. Iar instrumentele Lean utile pentru imbunatatirea performantelor muncii sunt:
-standardele de munca, organizarea ergonomica a spatiului de lucru, managementul vizual, reducerea sau eliminarea loturilor si introducerea fluxurilor continue, harta fluxului de valoare, nivelarea sarcinilor de lucru.
Caile pentru a ajunge de la situatia existenta la situatia dorita sunt multiple, si aduc mai multa sau mai putina satisfactie, daca luam in considerare durata si resursele necesare pe de o parte, si realizarile obtinute, pe cealalta parte.
O clasificare traditionala a strategiilor de creare a " Intreprinderii Lean " implica gruparea lor in doua mari categorii:
Interventiile mai complexe sunt planificate intr-un mod mai sistematic, in functie de prioritatile intreprinderii.
o Lean pe flux - aceasta strategie permite implementarea rapida si fara durate mari de intrerupere a principiilor Lean intr-o intreprindere. Este nevoie de un expert Lean si de o echipa de specialisti cu care sa lucreze pentru gasirea de solutii tehnice specifice. Se abordeaza o sectie de productie/o functie de productie, care este reorganizata si personalul este instruit pentru a aplica noile proceduri imbunatatite stabilite. Apoi se trece pe flux la unitatea urmatoare si se reia procesul de imbunatatire.
Primele rezultate imbunatatite prin implementarea metodelor Lean pot aparea rapid, dar crearea unei culturi organizationale care sa permita imbunatatirea continua necesita eforturi de mai lunga durata.
CAPITOLUL 3
Studiu privind implementarea conceptuluiI 5S si Lean in managementul serviciilor restaurantului Aurora
3.1. Definirea conceptului 5S si Lean si implementarea lui in restaurantul Aurora
Calitatea serviciilor furnizate de o organizatie este determinata de satisfactia clientilor care beneficiziaza de acestea si rezulta eficacitatea si eficienta proceselor utilizate pentru a le creea si a le asigura sustinerea.
Imbunatatirea calitatii se obtine prin imbunatatirea proceselor.
O corectare a iesirilor proceselor micsoreaza sau elimina cauzele unei probleme si in consecinta orice manifestare viitoare a acestei probleme. Astfel actiunile preventive si corective imbunatatesc procesele dintr-o organizatie si sunt primordiale pentru imbunatatirea calitatii si a mediului de lucru.
Pentru a veni in ajutorul angajatilor si a le usura munca cat mai mult s-a realizat un studiu asupra problemelor existente si imbunatatirilor ce ar putea fi aplicate. Astfel s-a trecut la stabilirea unor sarcini si au fost punctate toate problemele existente stabilindu-se prioritatile si persoanele implicate in realizarea lor.
Pentru o mai buna organizare fiecare persoana a fost implicata in realizarea acestor lucruri formandu-se mai multe echipe. Astfel s-a trecut la o reorganizare a spatiului atat in restaurant cat si in locurile auxiliare pentru o mai buna folosire a spatiului si o mai buna ergonomie a mobilierului existent aici.
Aplicarea conceptului lean in acest restaurant pune accentul pe o auto-imbunatatire si atentia acordata reducerii risipei. S-a trecut la selectarea problemelor care au fost analizate si s-a trecut la rezolvarea lor cat mai rapida, urmand definirea problemei pentru a satisface cat mai bine nevoia clientului.
La fel si pentru a putea implementa cei 5S s-a tinut cont de aceste reguli urmarindu-se respectarea lor cu strictete si implementarea lor nu ca o necesitate ci ca un stil de viata care trebuie respectat zilnic folosindu-se de deviza:
" Un loc pentru toate si toate la locul lor,curate si gata de a fi folosite".
3.1.1. Alegerea metodei de imbunatatire si ergonomizare a spatiului restaurantului
Pentru a alege metoda cea mai eficienta de ergonomizare si imbunatatire a spatiului restaurantului au fost luate in calcul toate variantele posibile pentru a creea un spatiu pe cat de placut pe atat de util. Aici trebuie luate in calcul nu doar dimensiunile incaperii ci si destinatia acelei incaperi si felul in care o folosim.
Acesta fiind un restaurant cu spatiul destul de mare, am recurs intai la realizarea unui layout al incaperii, tinand cont atat de amplasarea usilor, a ferestrelor, a formei incaperii astfel incat sa creem un spatiu placut insa fara a obstructiona caile de acces si culoarele dintre mese. Mesele au fost aranjate astfel incat sa poata sa ofere clientilor atat intimitate fiind asezate atat mese pentru 4 persoane cat si mese pentru grupuri mai mari de 8 sau 12 persoane. Zona de parter este sala principala a restaurantului, fiind mobilata intr-o maniera clasica, cu separeuri cu pereti flexibili, care permit creearea unor zone mici pentru o singura masa cat si compartimentari mai mari.
Toate elementele de decor au fost realizate special pentru aceasta locatie, respectand proiectul, de la mobilier, galerii, elemente fixe din lemn pana la tapiserii si voalurile pentru perdele fiind alese special pentru a creea o imagine unitara spatiului. Recompartimentarea salonului restaurantului a creeat mult mai mult loc astfel incat spatiul ramas sa fie folosit si ca spatiu de dans la diferite evenimente. Au fost montate pe pereti 2 plasme pentru ca, clientii aflati in local sa se poata delecta cu o muzica sau un program atunci cand servesc masa.
Ergonomia este o stiinta interdisciplinara ce urmareste realizarea unor raporturi optime intre oameni, mijloace de munca si mediu fizic si social; se urmareste cresterea productivitatii muncii prin crearea unor conditii bune de munca si reducerea oboselii executantilor.
Abordarea ergonomica urmareste realizarea unor conditii de munca ale oamenilor cat mai confortabile prin realizarea celor mai adecvate niveluri de temperatura, iluminat, ventilatie, zgomot, a unei ambiante coloristice adecvate.
Preocuparile de ergonomie raspund necesitatii de a se ajunge la astfel de conditii de munca in care sa-si poata desfasura activitatea fara dificultate orice om normal.
3.1.2. Spatiile pentru primire si servire
a) Intrarea in unitatea de cazare si alimentatie indeplineste in principal doua functii: asigura intrarea si iesirea din unitate si constituie loc de intalnire sau asteptare pentru clienti. Accesul intr-o unitate poate fi direct din strada sau din holul hotelului. La unitatile de categorie superioara, intrarea din strada se face prin holuri dotate cu spatii pentru asteptare ,garderoba si grupuri sanitare pentru clienti.
b) Grupurile sanitare sunt separate pentru clienti si personal, mentinute intr-o stare de curatenie ireprosabila, asigura o buna impresie privind gospodarirea unitatii respective.Toaletele sunt proiectate si realizate conform reglementarilor existente, indeplinind urmatoarele cerinte: compartimente cu cabine separate pentru barbati si femei echipament minim din dotare; scaune, wc, pisoare, chiuvete, suporturi pentru hartia igienica, uscatoare pentru maini.
c) Garderoba are spatii amenajate corespunzator, pentru pastarea imbracamintei (paltoane, pardesie).
In unitatile de categorie inferioara pot fi asigurate cuiere aplicate, sau mobile asezate direct in salile de consumatie. Garderoba este amenajata in imediata apropiere a intrarii, ea avand capacitate corespunzatoare numarului maxim de locuri. Aici exista numere de ordine (fise sau jetoane) inmanate clientilor la sosire, daca lasa ceva la garderoba, la plecare clientii le restituie si isi iau lucrurile. La garderoba se poate amenaja un stand de vanzare a produselor din tutun, a diverselor obiecte (amintiri,cadouri) a presei. De asemenea la garderoba exista perii pentru haine si incaltaminte, umbrele pentru conducerea clientilor la masina in caz de intemperii.
d) Salonul restaurantului da nota caracteristica ambiantei corespunzatoare, servirii preparatelor si bauturilor ce formeaza obiectul sortimental al acestei unitatii.
Din considerente de functionalitate tehnologica, diferitele tipuri de saloane trebuie sa fie confortabile, intime si usor de exploatat.
Distribuirea spatiului s-a facut intr-o astfel de maniera, incat sa asigure caracterul de intimitate, sa lase fiecarui client senzatia ca ocupa cea mai buna masa, ca serviciul executat in salon nu il incomodeaza ci din contra il delecteaza. Ideal ar fi ca salile de mese si chiar restaurantele, sa fie amplasate astfel incat, sa evidentieze peisajul inconjurator, sau in cazul in care nu exista astfel de cadru, sa se recurga la diversele solutii prin efecte de sunet, lumina si culoare, pentru a creea o ambianta placuta in concordanta cu tipul si profilul fiecarui local pentru a da consumatorilor posibilitatea de relaxare.
e) Sectia bar serviciu asigura executarea comenzilor facute de ospatarii cu toate
sortimentele inscrise in lista de bauturi a unitatii. Sunt necesare conditii pentru depozitarea in siguranta a marfurilor si ambalajelor, pentru racirea bauturilor. Dotarea dupa caz, cu camere sau dulapuri frigorifice, masina de fabricat cuburi de gheata, storcator de fructe si citrice, tejghea de bar, rafturi si dulapuri pentru prezentarea si depozitarea sticlelor cu bauturi, a tavilor cu diferite pahare, masina pentru scos dopuri si celelalte ustensile si utilaje necesare servirii corecte a tuturor sortimentelor oferite, inclusiv asigurarea masurilor de capacitate, oficial marcate.
f) Oficiul este spatiul care face legatura intre saloanele restaurantului, sectiile de productie
si anexe. In oficiu se gasesc amplasate: bucataria, sectiile bar serviciu, spalatoarele de vesela, pahare, tacamuri, camera pentru masa personalului, si unele dotari ca: rafturi-dulap pentru pastrarea inventarului curat, dulap pentru incalzit vasele, masini de prajit paine, masini pentru fabricat cuburi de gheata, mese de sprijin pentru pregatire dupa caz, a teancurilor de farfurii sau a platourilor (tavilor) cu preparate sau bauturi ce se duc in salon.
La amenajarea/organizarea muncii in oficiu s-a avut in vedere, obligatoriu, evitarea interferarii circuitului salubru al preparatelor si bauturilor servite cu cel insalubru al inventarului de servire utilizate in saloane.
Subliniem necesitatea asigurarii unei dotari specifice si stabilirii unui flux tehnologic optim in spalare, pentru a se putea asigura executarea corecta a lucrarilor de intretinere si curatare a inventarului utilizat (figura3.1).
Imbunatatirea procesului de munca din restaurant pe baza principiilor de ergonomie
La inceput, sfera de cercetare a ergonomiei s-a axat prioritar pe procesele de munca din industrie, pe relatiile om-masina. Ulterior, aria s-a extins, cuprinzand si alte activitati, cum sunt cele din sfera serviciilor, in care sunt antrenati un numar tot mai mare de lucratori, cu o pondere insemnata in totalul populatiei ocupate in economia nationala. De astfel, aceasta categorie de lucratori are o contributie deosebita, prin asigurarea unor servicii corespunzatoare cererii, clientelei, la cresterea productivitatii sociale.
Primii pasi i-au constituit cercetarile privind solicitarea fizica si nervoasa a lucratorilor din comert pe baza analogiei facute intre relatiile om-masina, cu relatiile reciproce vanzator -client. Acest lucru a fost posibil deoarece munca din comert, in general si aceea din restaurante, in special, are un caracter ambivalent si implica o comunicare permanenta intre vanzatorul prestator de servicii si client. Din punct de vedere ergonomic prezinta importanta tocmai actiunea lucratorului asupra clientului si concretizarea acesteia prin rezultatul muncii care este serviciul prestat. Totodata, ergonomia priveste procesul de munca ca un proces complex.
3.1.4. Ergonomia mijloacelor de munca
Amenajarea spatiilor de munca din restaurante, dotarea acestora cu utilaje, mobilier si inventar pentru servire si de lucru pot asigura un randament sporit din partea lucratorilor care presteaza serviciile. Trebuie gasite cele mai bune solutii pentru adaptarea mijloacelor de munca la posibilitatile si comportamentele umane, la dimensiunile, limitele si posibilitatile functionale ale omului astfel incat in timpul lucrului intr-o pozitie normala a corpului, prin miscari rationale (deplasari, intinderi) sa se depuna un efort normal si in final sa se asigure confort, siguranta si randament in munca desfasurata.
Pentru aceasta este necesar sa se tina seama de dimensiunile antropometrice necesare organizarii ergonomice a muncii, corespunzator cerintelor fiecarui loc de munca si complexitatii muncii. Se are in vedere ca activitatile din restaurant se realizeaza in general de lucratorii in pozitie ortostatica si in permanenta miscare, consumatorii stand in majoritatea cazurilor la mese. Dimensionarea si dotarea spatiilor trebuie sa asigure confortul atat pentru lucrator cat si pentru client in scopul folosiri optime a capacitatii fizice de servire, asigurarea unui flux de servire rational, comoditatea in servirea mesei, conditii optime pentru respectarea tehnologiei de servire.
Ergonomia releva ca scopul selectiei este de a asigura un echilibru optim in relatiile dintre om si profesie, dintre om si procesul de munca, echilibru care sa duca la realizarea eficienta a acestuia printr-o solicitare normala a posibilitatilor umane
3.1.5.Conceperea salii de mese si a bucatariei
Sala trebuie conceputa astfel incat sa aduca un plus calitatii mancarii. Distanta de la bucatarie la sala de mese a restaurantului trebuie sa fie cat mai mica, aleile de acces intre mese sa fie suficient de largi sa permita transportul platourilor cu felurile de mancare. Spatiul de depozitare sa fie si el aproape de bucatarie pentru a reduce la maximum deplasarea.
Restaurantul fiind un spatiu destul de extins si bucataria trebuie sa fie destul de mare. Urmand regulile lean trebuie sa se tina cont de unele lucruri atunci cand se face alocarea spatiului.
Spatiul trebuie sa fie suficient pentru ca angajatii sa se poata misca in voie, sa fie separat pentru diferite tipuri de alimente pentru a se evita contaminarile, iar ventilatia bucatariei sa fie foarte buna.
Zona de spalare vase sa fie separata de cea unde se gateste. Spatiul de depozitare trebuie prevazut cu spatiu pentru alimente uscate, alimente ce trebuie tinute la frigider si alimente ce trebuie tinute la congelator.
Spatiul de servire a mesei trebuie tinut separat de spatiul bucatariei si trebuie prevazut cu ventilatie foarte buna pentru a evita patrunderea mirosurilor de mancare in sala de mese a restaurantului. La fel si zonele unde se pregateste mancarea trebuie sa fie usor de curatat.


Figura 3.1 Circuitul fluxului tehnologic in prestarea serviciilor
Circuitul marfii este separat in functie de tipurile de alimente ce sunt aprovizionate, urmand tipicul unui adevarat comert: receptia marfii, stocarea si depozitarea, portionarea pentru consumul zilnic, prepararea, vanzarea.
Bucataria si sala de servire sunt amplasate la acelasi nivel pentru a facilita servirea. De asemenea salile de stocare sunt amplasate la acelasi nivel cu bucataria (figura3.2).
In interiorul bucatariei circuitul alimentelor este foarte bine stabilit si trebuie respectat cu mare strictete. Astfel pentru fiecare categorie de produse (carne proaspata, carne congelata, preparate din carne, lactate, etc.) exista cate un frigider si cate o masa de preparare ale caror destinatii nu se modifica sub nici o forma. Fiecare frigider, congelator, masa de preparare sunt inscriptionate conform destinatiei lor. Pe frigidere si congelatoare sunt afisate grafice de urmarire zilnica a temperaturii. Pe fiecare masa exista cate un tocator de lemn si cutite inscriptionate cu numele produselor pentru care sunt folosite (figura 3.3).
Astfel carnea proaspata se pastreaza in frigiderul de carne proaspata, se pregateste pentru a fi preparata pe masa de carne, se transeaza pe tocatorul de carne cu cutitul de carne. Dupa ce este preparata se monteaza comanda pe masa special destinata produselor finite.
De pe masa de preparare, comanda este luata de ospatar si este dusa clientului in sala de servire. Locul (usa) prin care produsele alimentare intra in bucatarie este diferit de locul prin care ies preparatele (comenzile finale) din bucatarie, evitandu-se astfel ciocnirile accidentale.
La intrarea in sala de servire exista usi duble, care impiedica zgomotele si mirosurile neplacute sa patrunda in sala de consum, dar, de asemenea, permit retragerea veselei si tacamurilor murdare din sala de consum pe sensul opus distribuirii comenzilor, evitandu-se astfel ciocnirile.
Spatiul cu vesela si tacamuri este situat intre bucatarie (permitand o aprovizionare rapida) si iesirea din sala de servire.
Figura 3.3 Circuitul marfii de bucatarie
3.1.6. Pregatirea salonului
In vederea asigurarii conditiilor necesare
servirii clientilor, o mare parte din volumul de munca al personalului dintr-o
unitate publica de alimentatie se realizeaza inainte de inceperea programului
de functionare a acesteia. Astfel, in acest interval de timp, care este mai
mare sau mai mic, in functie de tipul unitatii, structura personalului, volumul
si natura operatiilor ce urmeaza sa se efectueze, amenajarea si dotarea
unitatii etc., personalul de
De felul in care sunt executate aceste operatii in cele mai mici amanunte depinde desfasurarea muncii zilei respective pentru servirea cu minim de efort, dar cu maxim de realizari cantitative (volumul incasarilor) si calitative (buna servire a clientilor).
Pregatirea salonului inainte de sosirea clientilor se face in doua etape:
-dupa terminarea programului de functionare a unitatii de catre fiecare ospatar impreuna cu ajutorul sau;
-inaintea de inceperea programului de
functionare a unitatii de catre echipa de
-dupa terminarea activitatii de servire,
pregatirea se face numai dupa ce ultimul consumator a parasit salonul. Fiecare
ospatar, impreuna cu ajutorul sau debaraseaza mesele si masa de
Fetele de masa se strang pe trei categorii, in functie de starea in care se gasesc dupa ce consumatorii au fost serviti:
-fetele de masa curate se impaturesc fara sa se sifoneze, respectandu-se cutele facute initial la calcat;
-fetele de masa se asaza in seturi de cate 10, pentru a fi mai usor de numarat;
-fetele de masa murdare se ridica de pe masa, se strang cate 9 si se infasoara intr-o alta fata de masa pentru a fi duse la spalatorie;
-fetele de masa murdare se ridica de pe masa, se numara si se duc la uscatorie. Nu este admis ca aceste fete de masa sa se stranga, deoarece tinute prea mult timp impachetate mucegaiesc, iar in aceasta stare ele devin nefolosibile, petele de mucegai nemaiputand fi scoase de pe tesaturi.
Scaunele. Cu ajutorul unei perii sau carpe pentru praf se curata fiecare scaun in parte si se aseaza rasturnat (cu picioarele in sus) pe blatul mesei. Scaunele sau canapelele tapitate se scutura usor cu ajutorul unei maturi mici si apoi se sterg cu o carpa de praf. Fiind grele, nu se mai ridica pe blatul mesei, ci se aseaza pe partile laterale ale salii pentru a permite efectuarea curateniei.
Curatenia pardoselii se face de catre personalul de ingrijire, in mod diferit, in functie de materialul din care este confectionata aceasta si perioada in care se executa (zilnic sau periodic).
Cand pardoseala este din mozaic, piatra sau marmura se matura, se freaca cu peria si cu apa sapunita si se sterge cu o carpa groasa din canepa (sac), care se clateste din timp in timp, pentru a fi mereu curata.
Cand pardoseala este din parchet, se matura, iar resturile menajere si praful ce nu au putut fi luate cu matura se strang cu o carpa umeda sau cu aspiratorul.
Pentru evitarea ridicarii prafului, matura trebuie sa fie in permanenta umeda si curata, introducandu-se din cand in cand intr-o caldare cu apa.
Concomitent cu efectuarea curateniei se asigura aerisirea salii prin deschiderea ferestrelor si a usilor sau prin punerea in functiune a instalatiilor de ventilatie.
Activitatea de curatenie se extinde si asupra celorlalte obiecte de servire si a mobilierului existent in salon, facandu-se sub indrumarea si supravegherea permanenta a sefului de unitate sau sefului de sala, care se ocupa de: instruirea personalului din subordine, asigurarea echipamentului de lucru necesar, aprovizionare cu materiale si functionarea echipamentelor tehnice, intretinerea si depozitarea materialelor si a echipamentelor tehnice, programarea lucrarilor prin grafic, urmarirea si indrumarea realizarii acestora si controlul permanent asupra modului cum sunt realizate lucrarile respective.
Pentru realizarea curateniei se folosesc detergenti, produse petroliere, sapunuri, dezinfectante pentru intretinerea pardoselilor, odorizante si dezodorizante, insecticide, maturi, perii, spalatoare, materiale textile si din hartie, obiecte de colectare si depozitare, aspiratoare, masini pentru spalat vesela si paharele, masini pentru ceruit si lustruit pardoseli etc.
Curatenia si intretinerea se realizeaza zilnic, de catre lucratorii prevazuti in grafic, si se refera la salon (mese, scaune, console, gheridon, pian etc.), de pe tocurile ferestrelor si ale usilor, de pe oglinzi, geamuri, lambriuri etc. O data cu stergerea prafului, scaunele sunt coborate de pe blatul meselor si asezate la mesele respective.
Periodic, se efectueaza curatenia generala a salonului, cand in afara de operatiunile zilnice, se curata si se ceruieste parchetul. Covoarele, scaunele si canapelele tapisate sunt scoase afara pentru a fi scuturate si frecate cu o carpa muiata in otet, reinprospatandu-le culorile. Se spala geamurile, ferestrele si usile. Se lustruieste mobila si lambriurile. Se spala si se curata corpurile de iluminat (lustre, aplice, globuri, becuri etc.). Se inlocuiesc perdelele si se scutura draperiile. Peretii se curata de praf si paienjeni, folosindu-se perii cu maner lung.
In cazul cand servirea se face pe terase, in gradini sau la mese asezate pe trotuar, acestea se stropesc, se matura si se spala cu apa, cu ajutorul unui furtun.
Florile si copacii se uda si se spala zilnic, grilajele, garduletele, stalpii pentru sustinerea corpurilor de iluminat se sterg de praf. Firmele si copertinele se scutura de praf.
Nivelul de confort al saloanelor este influentat in mod direct de suprafata medie aferenta unui loc la masa, pragul de confort fiind 1,30 m /loc la masa de persoana.
Oricare ar fi tipul si categoria unitatii trebuie sa aiba o organizare interioara capabila sa asigure un flux tehnologic optim pentru:
-circulatia clientilor
-circulatia personalului
-activitatea de productie
-activitatea de servire.
3.1.7. Aranjarea meselor (mise-en place)
Pentru a putea pune in practica principiile lean si pentru a respecta aranjarea intregului local conform acestui concept s-a format o echipa care a avut fiecare stabilite responsabilitatile pentru aranjarea salonului. Fiecare din echipa trebuie sa stie care este munca pe care trebuie sa o presteze pentru a imbunatatii procesul de munca.
Personalul, prevazut in graficul de lucru sau desemnat de seful de unitate sau de sala sa participe la efectuarea operatiilor de aranjare a meselor (mise-en-place), imbracat cu hainele de lucru formate din bluze albe (spentar) sau halate albe, isi ia cate un servet pentru sters obiectele si se prezinta in salon.
Operatiile de aranjare a meselor se pot efectua in echipa sau in mod individual. In cazul in care aceasta activitate se desfasoara in echipa, fiecare lucrator, in parte, efectueaza aceleasi operatii pentru intregul salon. Exemplu: aducerea si asezarea fetelor de masa, sau aducerea si asezarea furculitelor etc.
In cazul in care munca este organizata in mod individual, ceea ce nu este indicat, fiecarui lucrator ii este repartizat un numar de mese la care va efectua toate operatiile de aranjare a meselor.
Prin aranjarea meselor (mise-en-place) in salon se inteleg operatiile ce se efectueaza inainte de sosirea clientilor pentru aducerea si asezarea obiectelor de servire pe mese, in vederea servirii si consumarii preparatelor si bauturilor, operatii care vor fi prezentate in continuare.
Salile pentru servirea clientilor sunt numite si saloane si se amenajeaza astfel incat sa creeze conditii optime pentru servirea si consumarea preparatelor si bauturilor solicitate.
Mesele vor fi aranjate standard respectandu-se asezarea tacamurilor pe masa iar pe mijloc se va pune un ornament floral, sau daca clientul doreste lumanari se va pune acestea in locul aranjamentului floral. O aranjare clasica standard este prezentata in figura 3.4.
Figura 3.4 Aranjarea clasica standard a unei mese
Mesele sunt pentru 4, 6 sau 8 persoane si sunt patrate si dreptunghiulare .


Figura 3.5 Exemple de aranjare a meselor din salonul mic
Alaturi de mese in salon se gasesc scaune, mese de serviciu (console), gheridoane, jardiniere sau vase cu flori ornamentale , carucioare si incalzitorul pentru farfurii.
Dispunerea meselor in salon, la diverse evenimente, poate fi diferita si anume in forma de litera (figura 3.6 a - h).
a) in forma de " E" b) in forma de "pieptene"
![]()
![]()
c) in forma de "T" d) in forma de "L"
e) in forma de " U" f) in forma de"I"
![]()
g) in forma de " O" h) in forma de "F"
Figura 3.6 Exemple de dispunere a meselor
3.1.8. Aerisirea salii si stergerea prafului
Aerisirea salii se realizeaza prin deschiderea usilor, ferestrelor, glasvandurilor etc. sau prin punerea in functiune a instalatiilor de aer conditionat.
Stergerea prafului ce s-a depus in cursul noptii, de pe mobila existenta in sala (mese, scaune, canapele, console, gheridon, pian etc.), de pe tocurile ferestrelor si usilor, de pe oglinzi, geamuri, lambriruri se face folosind carpe curate, din molton sau alt material textil, moale si care nu lasa scame. In timpul cand sunt folosite trebuie sa se scuture in afara salonului, cat mai des, pentru a nu se imbiba cu praf.
La fel se procedeaza si cu stergerea gresiei si a faiantei existente pentru ca angajatii sau clientii sa nu alunece se va sterge pe jos si cu o carpa uscata dar acest lucru se va face numai cand nu sunt clienti in local.
3.1.9. Fixarea meselor
Fixarea meselor, in cazul cand acestea sunt instabile, se face prin strangerea sau desurubarea suportilor speciali, care se gasesc montati in partea de jos a fiecarui picior sau prin adaugarea, dupa caz, a unei bucati de lemn sau cauciuc.Acestia ajuta si la o stabilitate mai mare a meselor fara ca acestea sa se miste pe gresie daca sunt atinse din greseala.
3.2. Costurile de operare
Design-ul restaurantului are impact si asupra costurilor de operare. Cele mai multe costuri intervin la lucrarile de reparatii si intretinere. Pentru a reduce aceste costuri proprietarul restaurantului trebuie sa fie foarte atent la banii investiti in mobilarea si utilarea restaurantului. Chiar daca acestea sunt mai scumpe ar fi ideal sa se foloseasca numai produse de calitate. Acestea vor rezista mai bine in timp si costurile de intretinere mai mici vor compensa costurile investitiei mai mari de la inceput. Astfel aici inca de la inceput s-a cumparat numai mobilier de buna calitate din lemn masiv care a rezistat in timp, nefiind necesare mari investitii in decursul anilor decat pentru reconditionarea lor. La fel si pentru zona de gatit, bucataria, s-a investit in mobilier pe cat de util pe atat de spatios folosindu-se toate spatiile care pot fi utilizate si s-a investit in echipamente performante care reduc timpul de gatire si de pregatire. Asigurarea diferitelor tipuri de mobilier in spatiile de servire are o deosebita importanta in crearea confortului, ambiantei si intimizarii unitatii. Pentru aceasta, dotarea cu mobilier s-a facut avand in vedere unele cerinte specifice:
3.2.1. Realizarea oficiilor si dependintelor auxiliare
Pentru a realiza o departajare cat mai corecta intre bucatarie, salonul de servire a resturantului ,bar si zona de spalare a veselei sau realizat niste oficii separate.
Oficiul pentru spalarea veselei de portelan a fost amplasat intre sectia bucatarie si sectia bufet, ele comunicand cu holul central si salonul de servire. Pentru pastrarea veselei, oficiul a fost dotat cu rafturi metalice suprapuse, compartimentate pe tipuri de vesela fiind acoperite in partea din fata cu perdele albe. Aici s-a instalat o masina electrica de spalat vesela prevazuta cu dusuri si dozator de detergenti racordate la apa calda si apa rece necesara pentru limpezire.Tot aici s-a instalat si un dulap cu aer cald si cu usi glisante pentru pastrarea veselei la cald. Aranjarea s-a facut in asa fel incat personalul sa nu fie nevoit sa faca prea multe miscari si drumuri inutile, toate fiind asezate atat ergonomic cat dupa anumite reguli de aranjare impuse de standardele de amenajare a restaurantelor.
Astfel pentru zona de spalare si pastrare a paharelor s-a realizat un oficiu special dotat cu bazine cu apa curenta calda si rece, masini speciale de spalat prevazute cu duze si perii pentru spalare, masa speciala pentru asezarea paharelor de la debarasare si gratare de lemn pe pardoseala.
La fel s-a procedat si cu zona de spalare a veselei metalice doar ca aici s-au introdus mai multe rafturi unde este asezata vesela in functie de volum si frecventa de utilizare. Astfel fiind puse toate la locul lor ele sunt mult mai usor de gasit.
Pentru a nu se aglomera unele incinte cu tot felul de lucruri s-au realizat dependinte auxiliare adica diferite magazii pentru:
Tinandu-se cont de ergonomie rafturile din bucatarie au fost astfel dimensionate incat personalul sa le poata folosi cat mai usor posibil, fara a fi nevoit sa faca miscari inutile sau sa ridice greutati. Astfel dimensiunile raftului au fost facute in asa fel incat sa fie respectate standardele de ergonomie si sa fie si practic. Dimensiunile au fost calculate astfel incat sa nu ocupe prea mult din spatiul bucatariei sa fie usor de intretinut si sa poata sa fie si usor de mutat in cazul in care trebuie schimbata locatia.
Inaltimea raftului este de 2 m, latimea 0,60 m si este impartit pe 4 rafturi. Raftul de jos este special dimensionat pentru oale de dimensiuni mari si are inaltimea de 0,60 m, al doilea raft este pentru cratite si tigai si are la fel inaltimea de 0,60 m. Raftul 3 si raftul 4 sunt pentru vase de portelan si ambele au inaltimea de 0,40 m. Acest lucru se poate vedea in figura 3.7.
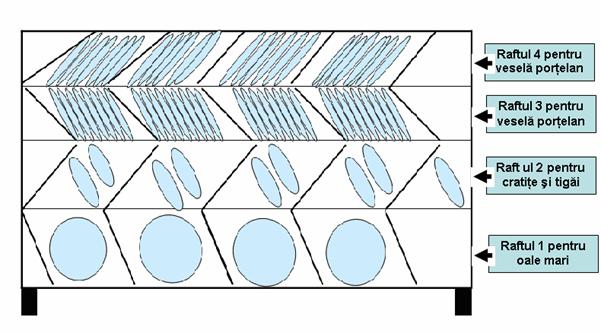
Figura 3.7 Destinatia rafturilor in bucatarie
3.2.2. Dotarea barului si amenajarea lui
Pentru a urma principiile Lean si 5S si a respecta regulile ergonomice s-a tinut cont ca si la aranjarea si amenajarea barului toate dotarile sa fie cat mai moderne iar spatiul si locul de munca sa fie cat mai placut .
Dotarea barurilor reprezinta o cerinta de o deosebita importanta, deoarece asigura conditiile optime pentru crearea unei ambiante placute si efectuarea unor servicii de calitate. In mod special, pentru bar trebuie o dotare tehnologica corespunzatoare, de la asigurarea unui mobilier pe cad de util pe atat de comod si anume;
La fel s-a tinut cont ca barmanul sa nu fie nevoit sa faca multe miscari inutile prin bar si au fost montate in blatul tejghelei o masina de facut cuburi de gheata, un aparat pentru fierberea apei si casa de marcat. Toate acestea au fost montate astfel incat sa corespunda cerintelor ergonomice si sa nu incomodeze servirea clientilor. Raftul barului a fost fixat pe peretele din spatele tejghelei la o distanta de 70 cm fata de aceasta.
Forma barului a fost aleasa in functie de spatiul pe care l-am avut la dispozitie, dar s-a tinut cont ca amplasarea lui sa asigure suficienta intimitate. Pentru o ergonomie mai buna pe partea exterioara a barului acolo unde vin clientii au fost montate pe toata lungimea 2 bare, cea de sus pentru sprijinirea mainilor iar cea de jos pentru sprijinirea picioarelor.
3.2.3. Sistemul de servire in restaurant
Pentru o mai buna fluidizare si rapiditate de servire a clientilor sau numerotat toate mesele din restaurant, fiecare ospatar avand in subordine mai multe mese. Ospatarul este dotat cu un screen-touch pentru a transmite comenzile la bucatarie sau la bar. Acest sistem este foarte flexibil, are posibilitati multiple de configurare si este foarte usor de utilizat. Preluarea comenzilor se face direct de catre ospatari prin intermediul terminalelor "touch screen' care sunt plasate in salon.
Astfel sunt
eliminati timpii pe care ospatarul ii pierde preluand comanda pe un carnetel si
mergand mai departe la bucatarie si bar. Comanda se face astfel direct de la
masa clientului catre bar sau bucatarie. Se reduce foarte mult timpul de
servire, ospatarul avand mai
mult timp pentru a servi ceilalti clienti. Se imbunatateste astfel si comunicarea intre ospatari si sectii, eliminandu-se
erorile de comunicare. Terminalele
au fost proiectate astfel incat sa imbine utilitatea cu un design deosebit,
putand fi plasate oriunde in interiorul restaurantului. Comenzile sunt preluate
rapid, modul de operare fiind simplificat considerabil fara a influenta
functionalitatea sistemului. wINN POS este un sistem configurat
multi-outlet,ospatarii putand folosi orice terminal din restaurant.
Cercetarea modului ideal de
lucru a condus catre proiectarea unei interfete grafice intuitive. Simboluri,
imagini si un limbaj simplu ghideaza utilizatorul, fara efort, catre toate
comenzile si optiunile sistemului. Verificarea informatiei este completa si
flexibila. Rezultatul este un sistem atat de simplu de utilizat, incat aproape
va anticipeaza cerintele, ceea ce conduce la o invatare mai rapida, deci la
costuri mai mici si la mai putine greseli.
wINN POS este un sistem flexibil, produsele fiind usor de configurat si modificat. Pot fi definite intervale si meniuri diferite pentru anumite perioade de timp din zi, in care au loc variatii de preturi (Open Bar, Happy Hours etc.). Se pot efectua transferuri de produse de la o masa la alta in cadrul aceluiasi punct de vanzare sau intre doua puncte de vanzare. Elemente aditionale pot fi utilizate pentru situatiile in care exista comenzi speciale pentru bucatarie, cum ar fi temperatura de preparare a mancarii sau garniturile, care pot avea sau nu asociat un pret distinct. Exista posibilitatea printarii automate a comenzilor de la fiecare terminal al restaurantului direct la bucatarie sau bar, ceea ce duce la servicii rapide, eficiente si de calitate pentru consumator. Bucataria sau barul primesc astfel imediat descrierea detaliata si completa a comenzii.
Fiecarui ospatar ii este repartizata o sectiune. Sectiunile si repartizarea lor pe ospatari se face de catre sefii de sala. Reorganizarea sectiunilor si repartizarea acestora pe ospatari se poate face in orice moment. Marcarea propriu-zisa se face foarte simplu. Ospatarul introduce in terminal (in cititor) cartela de acces si imediat pe ecran apare sectiunea pe care a fost repartizat sa lucreze. Pentru a deschide o masa ospatarul atinge cu degetul numarul mesei care urmeaza sa fie deschisa, pe ecran aparand grupele de produse.
Pentru a marca un produs, ospatarul atinge grupa de produse dorita, pe ecran aparand produsele care se marcheaza prin atingere cu degetul. Tot timpul pe ecran exista un buton care ii permite ospatarului sa revina in ecranul in care sunt afisate grupele de produse si astfel poate sa treaca la o alta grupa de produse. Preluarea comenzii se poate face in etape. De exemplu, ospatarul marcheaza pentru inceput bauturile si gustarile, apoi felurile principale. Bauturile si gustarile sunt marcate ca felul I iar felurile principale ca felul II. Dupa ce produsele au fost marcate ospatarul actioneaza un buton prin care trimite simultan produsele la sectii (la imprimantele de sectie).
Pentru fiecare produs in parte exista instructiuni de preparare (bauturile servite cu gheata sau fara gheata etc). Aceste instructiuni apar pe bonurile de marcaj in dreptul produselor respective. Cat timp produsele comandate nu au fost tiparite la imprimantele de sectie, ospatarii pot sa revizuiasca comanda.
Daca bonurile de marcaj au fost tiparite, modificarile de produse (retururile) nu mai pot fi facute decat de sefii de sala sau de directorul restaurantului, singurii angajati care au acest drept. In momentul in care clientii solicita nota de plata, aceasta poate fi tiparita de catre ospatari sau de catre casieri. Nota de plata este prezentata clientului, care, in functie de marimea sumei care este de platit decide cum va plati (cash, carte de credit etc). La solicitarea clientului, nota de plata poate fi detaliata pe fiecare loc in parte sau se pot scoate note de plata diferite care pot fi inchise cu forme de plata diferite.
In cazul in care anumite produse se epuizeaza, seful de sala are posibilitatea de a scoate din vanzare produsele respective, in plus, seful de sala are posibilitatea de a verifica fiecare angajat. Inchiderea zilei se face de catre casieri sau de managerul restaurantului.
3.2.4. Cresterea operativitatii si productivitatii personalului din restaurant
Preluarea comenzilor direct de le masa cu ajutorul dispozitivelor mobile aduce un plus in sistemul de servire a restaurantului. Fiind sisteme de ultima generatie aceste mici minicalculatoare ajuta atat in rapiditatea de prelucrare si transmitere a comenzilor cat si pentru a verifica existenta diferitelor produse existente in bucatarii sau bar, fara a fi nevoit sa se prezinte personal sa vada daca exista pe stoc.
Tot prin acest sistem, preluarea comenzilor este foarte rapida, inclusiv se poate transmite modificarea retetei sau a modului de preparare.
Cautarea produselor se face dupa doua metode
cod extern
meniu.
Preluarea comenzilor la sectii cu ajutorul imprimantelor departamentale sau cu ajutorul componentelor de monitorizare. Comanda poate ajunge la sectii prin tiparire pe imprimantele departamentale, acestea putand fi legate la orice calculator din reteaua locala a restaurantului.
Folosirea screen-touch-ului are mai multe avantaje:
vizualizarea este mai buna si gestionarea mai facila a comenzilor primite (figura 3.8).
utilizatorul opereaza comenzile/produsele pregatite, astfel ospatarul i-a la cunostinta de aceasta de la interfata din restaurant fara a se mai deplasa la bucatarie.
posibilitatea modificarii modului de preparare a produselor in momentul preluarii comenzii de la client.
mai intai se definesc modalitatile de preparare specifice claselor de produse.
la introducerea comenzilor pe nota de plata se poate opta pentru fiecare produs in parte asupra modalitatii de preparare(fara sare, rece, in sange,etc..) .
posibilitatea modificarii retetei in momentul preluarii comenzii de la client. Astfel se pot adauga sau se pot elimina diferite materii prime definite in reteta. La adaugarea sau eliminarea diferitelor produse se poate modifica sau nu pretul de vanzare.

Figura 3.8 Vizualizarea notei de plata
Aceasta investitie a fost o reusita castigandu-se timp pretios in preluarea comenzilor,rapididatea de transmitere a datelor si rapiditatea de servire a clientilor.
Deviza restaurantului este:
UN CLIENT MULTUMIT, ESTE UN CLIENT CASTIGAT !
CAPITOLUL 4
Concluzii
Implementarea cu ajutorul metodei Lean si 5S privind imbunatatirea calitatii serviciilor la restaurantul Aurora a condus la urmatoarele concluzii:
"Calitatea este garantata". Imbunatatirile fiind de fapt la indemana personalului instruit si implicat in procese atunci cand managerul este dispus sa opereze modificand sistemul unitatii.
" Un loc pentru toate si toate la locul lor,curate si gata de a fi folosite".
Prin cele exprimate mai sus evidentiem faptul ca la amenajarea si organizarea muncii in oficiu am castigat evitarea interferarii circuitului salubru al preparatelor cu cel insalubru al inventarului de serviciu prin stabilirea unui flux tehnologic optim.
Pentru aceasta s-au folosit diferite tipuri de mobilier cu o deosebita importanta in crearea confortului "ambianta si intimizare a unitatii". Mobilier modulat multifunctional ,usor de intretinut ,usor de manipulat realizat din materiale rezistente pentru o folosinta indelungata.
Pregatirea salonului de servire este un punct prioritar unde sistemul Lean si 5S a putut face o aplicatie complexa, in asa fel incat prin aranjarea meselor am castigat un timp de servire optim, crearea unui ambient placut pentru client, posibilitatea de rearanjare in functie de tipul de eveniment.
Utilizandu-se un mobilier ergonomic in sala de mese, managerii unitatii au incercat sa creeze pe langa servicii, calitatea produsului finit si confortul deosebit oferit clientului aflat in unitate pe tot parcursul sederii lui.
Preluarea comenzilor prin dispozitivele screen-touch aduce sistemului de servire un castig al unor timpi foarte importanti care pot fi directionati spre alte nevoi.
Cu ajutorul sistemului Lean si 5S s-a reusit perfectionarea in tot ceea ce exprima serviciul si produsul finit pentru satisfacerea clientului.
ANEXA
Glosar de termeni KAIZEN
(selectie din [3])
Andon Instrument pentru managementul vizual (lampa, in japoneza)
Gemba: "locul unde se adauga valoare" - locul real unde se realizeaza ceva, unde se adauga valoare
Gemba kanri: Managementul locului unde se adauga valoare
Genbutsu: Obiectele tangibile aflate la "locul unde se adauga valoare" (echipamente, scule, dispozitive, componente etc.)
Genchi genbutsu: Metoda de a merge la fata locului, pentru a intelege situatia reala (Go & See)
Genjitsu: Fapte, situatia reala
Heijunka Nivelarea incarcarii posturilor de lucru
Hoshin Kanri: Metoda de planificare strategica, care integreaza practicile de leadership cu cele de management
Jidoka: Oprire automata la detectarea de erori (calitate)
Jishu Kanri Participare voluntara la imbunatatire
Kaikaku: Imbunatatire radicala / reforma care afecteaza major fluxul de valoare
Kaizen: Imbunatatire continua
Kanban: Control al productiei pe flux, prin carduri, semne, stocuri tampon, .
Muda - Mura - Muri: Tipuri de pierderi
Poka Yoke: Dispozitiv de verificare la erori (asamblare)
Sensei: Un expert extern care asista echipa interna de implementare Lean
Soikofu: Preluarea sugestiilor de imbunatatire de la angajati
Teian: Propunere, sugestie de imbunatatire - sistemul care permite culegerea si valorificarea ideilor de imbunatatire ale angajatilor
Yokoten = Kaizen + Copiere
Controlul total al calitatii (TQC):
Activitati kaizen organizate in domeniul calitatii , ce implica tot personalul ,intr-un efort inegrat total catre kaizen la orice nivel. Se presupune ca aceste activitati conduc, in final, la o satisfactie sporita a clientilor si la reusita afacerii.
Cost:
Managementul costului se refera la administrarea corecta a diferitelor resurse si la eliminarea tuturor tipurilor de muda, in asa fel incat sa scada costurile generale.
Managementul vizual:
O metoda eficienta de management pentru a furniza informatii intr-o maniera clara si vizibil ,astfel incat starea prezenta a operatiunilor si obiectivele Kaizen sa fie intelese de toata lumea.
Muda
Acest cuvant se traduce prin "pierdere"adica un lucru care nu aduce valoare.
Calitatea si Costurile:
Calitatea si costurile sunt private ca fiind telul suprem al managementului.Atunci cand se reuseste obtinerea lor urmeaza si satisfactia clientilor si succesul firmei.
5S:
Cinci principii enuntate prin cuvintele ce incep cu litera "S" ,care vizeaza imbunatatirea eficacitatii mediului de lucru in toate zonele unde au fost aplicate.
1S (Seiri) Sortare si Filtrare (Organizare)
2S (Seiton) Stabilizare (Ordine)
3S (Seiso) Stralucire (Curatenie)
4S (Seiketsu) Standardizare (Respectare)
5S (Shitsuke) Sustinerea schimbarii (Auto-disciplina)
Standarde :
Cea mai buna cale de a lucra, si anume un set de politici, reguli, directive si proceduri stabilite de catre conducere pentru toate operatiunile majore care servesc ca linii directoare ce faciliteaza munca tuturor angajatilor, pentru a asigura rezultate bune.
Standardizarea :
Standardizarea este unul dintre elementele de baza ale activitatilor gemba kaizen si se refera la documentarea celei mai bune modalitati de a lucra.
Tack time:
Intervalul de timp la care clientul comanda un produs si timpul pana la primire.
BIBLIOGRAFIE
1. SAVA, CIPRIANA : Managementul unitatilor de alimentatie publica. Timisoara, 2007.
Suport de curs
2. HOHMANN, C.: Guide pratique des 5S pour les managers et les encadrants. Paris, Eyrolles, Editions d'Organisation, 2007
3. IMAI, M.: GEMBA KAIZEN - O abordare practica, cu costuri reduse, a managementului. Bucuresti, Editura FINMEDIA, 2006. Editia a III-a. Trad. din l. engleza
4. NICOLESCU, R.: Tehnologia activitatii in bar si restaurant. Editura Sport-Turism, Bucuresti, 1981
5. TURCU, V.: Economia intreprinderii de turism. Timisoara, Editura Eurostampa, 2003
6. TENCHEA, P.: Fara calitate nu exista afacere - O incursiune in gandirea celor cinci guru ai calitatii. In: Buletinul AGIR nr. 2-3/2009 (aprilie-septembrie)
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 15958
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved