| CATEGORII DOCUMENTE |
| Alimentatie nutritie | Asistenta sociala | Cosmetica frumusete | Logopedie | Retete culinare | Sport |
METODE DE OBTINERE A INFRASTRUCTURII METALICE
Ideea arderii maselor ceramice pe suprafete metalice nu este noua. In afara perioadelor istorice, au existat in acest sens tentative inca inainte de cel de-al doilea razboi mondial.
Incercarile au dat gres din cel putin doua motive:
materialele testate nu au corespuns scopului propus;
nu s-a creditat suficient idea posibilitatii elaborarii unor corpuri de punte mixte metalo-ceramice de orice dimensiuni.
Perioada moderna a CMMC incepe din 1956, cand s-a finalizat arderea maselor ceramice pe aliaje de aur, reusindu-se combinarea proprietatilor favorabile ale celor doua materiale heterogene. "Portelanul" leucitic lansat de Weinstein in 1962 a contribuit hotarator la raspandirea larga a acestor constructii protetice si la inaugurarea unui capitol nou in protetica: metalo-ceramica.
Metalo-ceramica, s-a impus prin trei conditii esentiale:
- utilizarea unor aliaje suficient de stabile si rezistente la fortele masticatorii, asa incat sa nu induca deformari si fracturi ale placajului ceramic;
- o retentie suficienta a placajului ceramic la interfata cu aliajul;
- proprietati fizionomice bune ale maselor ceramice, chiar daca sunt arse pe un substrat metalic.
Metalo-ceramica pretinde utilizarea unor aliaje speciale, elaborate de producatori exclusiv in acest scop. In acest sens exista o compatibilitate intre diferite aliaje si anumite mase ceramice. Pana de curand componenta metalica a unei CMMC se putea realiza doar prin turnare. In ultimii ani s-au impus si alte procedee, dintre care amintim galvanizarea si sinterizarea. Cu toate ca tehnicile de realizare a scheletului metalic tind sa se diversifice continuu, turnarea reprezinta inca procedeul de electie pentru obtinerea componentei metalice al unei CMMC. Scheletul metalic turnat trebuie sa prezinte o grosime cat mai redusa, cel putin din considerente de economie tisulara. Acest aspect variaza de la un aliaj la altul. Formele de contur ale componentei metalice nu trebuie sa provoace microiritatii la nivelul parodontiului marginal sau sa favorizeze acumularea de placa bacteriana. Morfologia scheletului trebuie astfel conceputa incat sa permita efectuarea unei igiene corespunzatoare.
Unul din aspectele importante ce trebuie mentionat este acela ca, stopurile ocluzale nu trebuie sa se situeze niciodata pe jonctiunea aliaj-ceramica, ci la o distanta oarecare de aceasta. Leibwitch sustine ca cea mai solida jonctiune este cea concava.
In esenta, sistemele metalo-ceramice combina avantajele aliajelor (indeosebi rezistenta crescuta la tractiune), cu cele oferite de masele ceramice dentare (fizionomie, duritate, stabilitate clasica, biocompatibilitate).
Aceste sisteme au fost testate si s-au impus de peste 30 de ani de clinica, fiind intr-o continuua perfectionare.
In mod clasic, dupa cum am mai amintit, scheletul metalic al CMMC se
realizeaza prin turnare de aliaje nobile, nenobile si, mai recent din titan.
Alternative "nobile" de realizare a scheletelor metalice a CMMC sunt reprezentate de galvanizare, sinterizare, ambutisare si tehnici de frezare CAD/CAM, fiecare cu avantaje si dezavantaje, care sunt prezentate pe scurt, in continuare.
Schelete metalice turnate
A) Din aliaje nobile
La aceste sisteme metalo-ceramice turnate, scheletul metalic are o grosime de cel putin 0,3 mm. Deoarece metalele nobile nu oxideaza, toate aceste aliaje trebuie sa contina elemente cu potential oxidant, pentru a permite obtinerea unei legaturi stabile de masele ceramice, care vor fi arse pe acest schelet.
De scurt timp au fost elaborate asa-numitele sisteme low-fusing, in cadrul carora, pe un schelet metalic dintr-un aliaj cu continut crescut in aur se vor arde mase ceramice cu temperatura scazuta de sinterizare. Avantajul major al acestor sisteme este reprezentat de faptul, ca la o temperatura scazuta de ardere a masei ceramice (650700oC), scheletul metalic este supus unor deformari termice minime.
B) Din aliaje nenobile
Din punct de vedere tehnico-dentar, realizarea unei CMMC cu schelet metalic turnat din aliaje nenobile nu difera prea mult de confectionarea unei CMMC cu schelet metalic turnat din aliaje nobile.
In cazul aliajelor nenobile este necesara utilizarea unei mase de ambalat cu coeficient crescut de expansiune. Pe aceste schelete metalice vor fi arse mase ceramice conventionale (temperatura de ardere: 900980oC).
Deoarece aliajele nenobile au un coeficient de dilatare termica mai crescut, trebuie respectate anumite particularitati in fazele de depunere si ardere a masei ceramice, pentru a evita aparitia fisurilor datorate tensiunilor interne ale scheletului metalic. Aceste fisuri pot apare si la cateva ore sau zile de la arderea masei ceramice.
C) Din titan
Datorita biocompatibilitatii sale crescute si a pretului de cost scazut, in ultimii ani, titanul castiga tot mai mult teren in tehnologia coroanelor si puntilor mixte. In general, titanul poate fi prelucrat prin turnare, frezare si electroeroziune. Pentru turnarea titanului sunt necesare instalatii speciale, cu mediu protejat, datorita reactivitatii sale crescute cu oxigenul si a intervalului de topire ridicat. Masele ceramice care vor fi arse pe un schelet metalic din titan au o temperatura de sinterizare scazuta si un coeficient de dilatare termica adaptat celui al titanului, pentru a nu apare fisuri la nivelul placajului ceramic.
Schelete metalice realizate pe cale galvanica
In cadrul tehnicii de galvanizare se
realizeaza prin electroformare o capa de aur cu puritate crescuta. Rezistenta
acestei
Coroanele galvano-ceramice au, in esenta, o rezistenta mecanica inferioara fata de CMMC clasice, dar experienta clinica a aratat ca ofera o stabilitate suficienta atat in zona frontala, cat si laterala, au un efect fizionomic si o biocompatibilitate crescuta si realizeaza o inchidere marginala mai buna.
Cateva sisteme de galvanizare, existente pe piata la ora actuala, sunt AGC, Gammat, Plamatic, Halioform HF 600.
Schelete metalice realizate prin sinterizare
In cazul tehnicii de sinterizare se depune pulbere (pilitura) de aliaj pe bontul duplicat, realizat din masa refractara, si se arde intr-un cuptor conventional de ars ceramica. Pe scheletul metalic sinterizat se vor arde, in continuare, mase ceramice conventionale. Unii producatori, in functie de tipul de lucrare protetica care se va realiza, propun diferite tipuri de aliaje sinterizabile. Acestea difera prin duritate, culoare, proprietati fizice si prin conditiile de ardere a masei ceramice pe scheletul metalic.
CMMC cu schelet metalic sinterizat, sunt indicate atat pentru zona frontala, cat si pentru cea laterala.
Schelete metalice realizate prin ambutisare
Ambutisarea reprezinta o tehnica de prelucrare la rece a aliajelor metalice. Pe modelul de gips se va adapta, initial prin faltuire, o folie de aliaj nobil, cu continut crescut de aur. Stratul extern al acestei folii este format dintr-un aliaj de aur cu interval scazut de topire, care prin sinterizare ulterioara va permite obtinerea unei cape bine adaptate pe bont. Cele mai cunoscute sisteme sunt: Sunrise, Ultralite si Ceplatec. Principiul de baza al acestor sisteme este acelasi, difera insa foliile utilizate, care pot fi formate dintr-un singur strat de aliaj, sau din straturi diferite, succesive. In cadrul sistemului Sunrise (Tanaka si Clark, 1989), folia utilizata este formata dintr-un aliaj de Au-Pt si are o grosime de 50 m. La acest procedeu, stabilitatea capei se obtine prin presarea foliei pe bontul mobil intr-un dispozitiv special de ambutisare cu o presiune de aproximativ 14 MPa.
Pe scheletele metalice obtinute prin ambutisarea unor folii de aliaj cu continut crescut de aur, se pot arde mase ceramice conventionale. Adaptarea pe bont a acestor coroane este foarte precisa, de asemenea, si efectul fizionomic este superior CMMC clasice.
Schelete metalice realizate prin frezare computerizata
La realizarea scheletelor metalice prin frezare computerizata din blocuri de material confectionate industrial, pot fi utilizate aliaje, respectiv metale pure, care in conditii normale sunt foarte greu de turnat si prelucrat in laboratorul de tehnica dentara. Aceste tehnici de frezare computerizata, prin intermediul sistemelor CAD/CAM cuprind, in general trei faze de lucru:
culegerea informatiei (dimensiuni, volum, caracteristici morfologice) despre viitoarea piesa de frezat (in cazul nostru scheletul metalic al unei CMMC);
proiectarea viitoarei piese de frezat cu ajutorul sistemului CAD (Computer Aided Design);
frezarea
propriu-zisa a scheletului metalic dintr-un bloc de aliaj, cu ajutorul
sistemului
Scheletele metalice astfel obtinute pot fi placate cu mase ceramice conventionale.
Avantajul sistemelor CAD/CAM este reprezentat de eliminarea etapelor de machetare, ambalare si turnare a scheletului metalic, obtinandu-se o piesa cu o adaptare foarte precisa pe bont. Din pacate, dotarea tehnico-materiala costisitoare, necesara acestor sisteme, face ca ele sa fie utilizate foarte putin.
4.1. Turnare
Dupa realizarea unuia din variatele tipuri de modele, care se preteaza obtinerii CMMC, se trece la faza de machetare. In prealabil, daca modelul este confectionat dintr-un gips extradur, pentru modelarea machetei prin una din tehnicile cunoscute, se utilizeaza ceruri cu o densitate medie, supradure.
Coroana mixta metalo-ceramica
trebuie sa raspunda la trei imperative: fizionomic, ocluzo-functional si rezistenta
mecanica. Fata de aceste imperative, pacientul va adopta o atitudine diferentiala
pentru zona frontala si cea de sprijin. In legatura cu morfologia machetei
scheletului metalic exista o serie de similitudini intre variantele propuse de
Weiss (pentru aliaje nenobile), Asami Tanaka (pentru aliaje de Pd-Ag) si
Astfel Hobo si Shillingburg, ca si
Miller sunt adeptii realizarii unor suprafete ocluzale metalice. Pe de alta
parte
Macheta scheletului metalic al unei CMMC, in general, trebuie astfel conformata incat sa indeplineasca urmatoarele obiective:
sustinerea masei ceramice;
asigurarea stabilitatii scheletului metalic;
respectarea cerintelor fizionomice;
conturarea marginala;
realizarea unei treceri corecte aliaj-ceramica.
Sustinerea masei ceramice
In cadrul tehnologiei metalo-ceramice, avand in vedere proprietatile fizice ale masei ceramice pe baza de feldspat, aceasta trebuie sustinuta corespunzator de componenta metalica. Macheta scheletului metalic trebuie in asa fel conformata, incat solicitarile functionale sa fie repartizate uniform, astfel incat sa nu apara fracturi si/sau fisuri la nivelul placajului ceramic.
In acest sens, forma, marimea si pozitia cuspizilor, cat si grosimea placajului ceramic influenteaza direct rezistenta la solicitarile mecanice ale acestuia. Astfel, la nivel ocluzal, respectiv incizal, cuspizii (marginile incizale) trebuie sa fie corespunzator sustinuti de scheletul metalic.
Conditionat de refacerea stopurilor ocluzale la nivelul crestelor marginale, in zona proximala "gulerul" scheletului metalic trebuie conformat interdentar spre incizal, respectiv ocluzal in asa fel incat sa ofere o sustinere eficienta crestelor marginale. In conditii normale, trecerea aliaj-ceramica in zonele proximale se face la aproximativ 1 mm, sub aria de contact, restaurarea acesteia facandu-se la nivelul placajului ceramic.
In cazul in care bontul este preparat cu prag drept, scheletul metalic trebuie sa se sprijine pe acest prag, oferind o sustinere eficienta a ceramicii in aceasta zona si permitand in acelasi timp realizarea unei inchideri marginale optime. Terminatia marginala a scheletului metalic trebuie sa fie plasata exact la limita dintre portiunea rotunjita si cea orizontala a pragului drept. Daca scheletul metalic este conformat incorect, exista riscul ca placajul ceramic sa se fractureze in zona terminala, datorita unei sustineri ineficiente.
Asigurarea stabilitatii scheletului metalic
In timpul solicitarilor ocluzale functionale, asupra scheletului metalic actioneaza forte de presiune, incovoiere si forfecare. Deoarece masa ceramica nu tolereaza decat foarte putin eventualele torsiuni ale scheletului metalic, acesta trebuie sa fie astfel conformat, incat sa ofere o rezistenta eficienta fata de fortele care actioneaza la acest nivel. Astfel macheta scheletului metalic sa aibe un design si o grosime in concordanta cu cerintele fizionomice si functionale, specifice fiecarei situatii clinice in parte.
De asemenea, in timpul fazelor de ardere a ceramicii, scheletul metalic este supus unor solicitari termice intense, daca macheta nu a fost corect conceputa si nu are o grosime suficienta, pot duce la deformarea scheletului, cu compomiterea adaptarii pe bont si/sau a inchiderii marginale.
Respectarea cerintelor fizionomice
Aspectul fizionomic al unei CMMC este in stricta dependenta cu morfologia bontului dentar, conformarea si extinderea scheletului metalic spre vestibular si pe fetele proximale si grosimea placajului ceramic.
Pentru a putea realiza o CMMC cu aspect fizionomic optim, trebuie indeplinite urmatoarele conditii:
preparatia marginala a bontului sa fie sub forma de chanfrain, cu prag drept sau cu prag in bizou de 1-1,2 mm;
grosimea scheletului metalic, in functie de proprietatile fizice ale aliajului utilizat, sa fie de 0,20,4 mm;
grosimea minima a placajului ceramic sa fie de 0,8 mm.
La ora actuala, pentru a permite transmisia optima a razelor luminoase, scheletul metalic se reduce cat mai mult posibil, renuntandu-se uneori la colereta, dar fara a periclita rezistenta mecanica a acestuia.
Conturarea marginala
Conturarea marginala a scheletului metalic, respectiv adaptarea marginala a CMMC pe bontul dentar, are o influenta directa asupra starii de sanatate a parodontiului marginal. O eventuala supraconturare a restaurarii, duce la acumularea de placa bacteriana. Inca din faza de concepere a planului de tratament, trebuie avut in vedere ca tipul de coroana indicat sa fie compatibil cu posibilitatile de realizare a preparatiei cervicale a bontului. Realizarea preparatiei cervicale a scheletului metalic trebuie sa fie in asa fel facuta , incat sa se obtina un contur continuu intre dinte, colereta metalica si placajul ceramic.
Trecerea aliaj-ceramica
Trecerea intre scheletul metalic si placajul ceramic trebuie sa fie clar definita. In deosebi in zona interdentara, unde accesul instrumentelor de igienizare este dificil, trebuie sa existe o linie de demarcatie ascutita, pentru a permite o lustruire optima atat a suprafetei metalice, cat si ceramice, pe cat posibil, unghiul dintre colereta metalica de sustinere si ceramica trebuie sa fie de 90oC. Daca trecerea aliaj-ceramica nu este clar definita, la conturarea placajului ceramic, sau in faza de lustruire finala, poate fi foarte usor descoperit stratul de opaquer sau, la acest nivel pot aparea ulterior fisuri care vor duce, ca efect final, la desprinderea placajului ceramic.
O atentie deosebita trebuie acordata trecerii aliaj-ceramica in zona de contact interdentar, respectiv trebuie respectate ghidajele anterior si canin.
Astfel, stopul ocluzal (contactul interdentar) nu are voie sa se faca la zona de trecere aliaj-ceramica. El trebuie realizat exclusiv, fie pe metal, fie pe ceramica. De asemenea, suprafata de ghidaj anterior, respectiv canin trebuie conformata fie din ceramica, fie din metal. Daca ghidajul se face pe zona de trecere metal-ceramica, va duce la fracturarea componentei ceramice.
Cand se macheteaza componenta metalica
pentru o CMMC ca element singular sau un corp de punte redus, se pot folosi
tije de turnare cu lungime de 10-15 mm si un diametru de 3,54 mm. Cand se
ambaleaza mai mult de 67 elemente si cand se aplica doar tije principale,
acestea vor avea o lungime de 1520 mm si un diametru de 4 mm. In aceeasi situatie
se poate macheta o tija intermediara cu un diametru de 5 mm. Tijele secundare
vor avea o lungime si un diametru de 2,53,5 mm, iar canalele principale (numar
de 2-3) un diametru de 45 mm. Daca conul de turnare este suficient de mare se
pot obtine rezultate foarte bune cu o singura tija principala de turnare.
Machetele extinse (cu un numar mare de elemente unitare sau punti totale) necesita
confectionarea unor tije intermediare in forma de U, cu un diametru de 5 mm, de
la care pornesc tije secundare de 2,53,5 mm lungime si un diametru de 2,53
mm. In functie de volumul elementelor se stabileste si numarul tijelor
secundare. Tijele principale (2-3), vor avea un diametru de 45 mm. Tensiunile
aparute in macheta de ceara, de-a lungul modelarii si fixarii tijelor, pot fi
combatute prin lasarea machetei cateva ore pe model, la temperatura
Inainte de ambalare, macheta se pensuleaza sau pulverizeaza cu un agent de degresare. Surplusul se indeparteaza imediat pentru a impiedica scaderea temperaturii machetei prin evaporarea WAXIT-ului. Daca aceste surplusuri nu se indeparteaza este posibil ca masa de amblat sa nu faca priza totala in aceste zone, cu efecte secundare nedorite asupra piesei turnate. Datorita temperaturilor de topire inalte ale aliajelor utilizate in confectionarea CMMC, se pot folosi decat mase de ambalat care rezista la astfel de temperaturi. Acestea contin, deobicei, lianti pe baza de fosfat, in nici un caz pe baza de sulfat (ele rezistand doar pana la temperaturi de 800oC).
Masele de ambalat sunt specifice pentru fiecare tip sau grup de aliaje.
In cele ce urmeaza se dau cateva detalii in legatura cu 3 mase de ambalat ale firmei Degussa: DEGUVEST HVG, DEGUVEST CF (fara carbon) si DEGUVEST SOFT. Toate trei se prezinta sub forma de pulbere si lichid, constituite pe baza de fosfati.
In tabelele urmatoare se prezinta
detalii utile tehnicianului dentar din
Raportul pulbere/lichid si corelatia cu marimea chiuvelei de turnare
la trei mase de ambalat - elaborate de firma Degussa
|
Marimea chiuvetei de turnare |
Pulbere DEGUVEST HFG |
Lichid DEGUVEST HFG |
|
1 x |
1 pachet 1 x = 60 g |
8,5 cm3-9,5 cm3 |
|
3 x |
1 pachet 3 x = 180 g |
25.5 cm3-29,0 cm3 |
|
G x |
2 pachet 3 x = 360 g |
51,0 cm3-58,0 cm3 |
|
9 x |
3 pachet 3 x ~ 540 g |
75,5 cm3 -85,0 cm3 |
Timp de lucru: 35 min
|
Marimea chiuvelei de turnare |
Pulbere DEGUVEST CF |
Lichid (1350 cm3) DEGUVEST CF |
|
1 x |
1 pachet 1 x = 60 g |
13,0 cm3-14,0 cm3 |
|
3 x |
1 pachet 3x = 150g |
33,0 cm3-34,5 cm3 |
|
6 x |
1 pachet 3 x = 300 g |
66,0 cm3-69,0 cm3 |
|
sau |
2 pachet 3 x = 300g |
66,0 cm3-69,0 cm3 |
|
9 x |
1 pachet 6x + 1 pachet 3 x = 450 g |
99,0 cm3-103,5 cm3 |
|
sau |
3 pachet 3x = 450g |
99,0 cm3-103,5 cm3 |
Timp de lucru: 46 min
|
Marimea chiuvelei de turnare |
Pulbere DEGUVEST SOFT |
Lichid APA DISTILATA |
|
x |
1 pachet 1 x = 60 g |
10,5 cm3 |
|
3 x |
1 pachet 3x = 180 g |
30,5 cm3 |
|
6 x |
2 pachet 3 x = 360 g |
61,5 cm3 |
|
9 x |
3 pachet 3 x = 540 g |
92,0 cm3 |
Atat pentru DEGUVEST HFG, cat si pentru DEGUVEST CF, lichidul se livreaza sub forma concentrata, putand fi diluat cu apa distilata, in functie de temperatura recomandata. Astfel se poate controla expansiunea acestor mase de ambalat.
Expansiunea maxima totala, ce se poate obtine cu lichidul DEGUVEST CF nediluat (100g pulbere + 22 cm3 lichid concentrat) este de 2,4 %.
DEGUVEST SOFT permite o expansiune totala (liniara) de 1,62%.
Posibilitati de diluare a lichidului concentrat DEGUVEST HFG cu apa distilata
si expansiunea totala pentru fiecare varianta
|
Concentrat | ||||
|
Apa distilata | ||||
|
Expansiune totala |
Pasta preparata prin amestecul pulberii cu lichidul, in malaxoare cu vacuum, va acoperi macheta fixata pe o placa de cauciuc in prelungirea careia este asezata si chiuveta (ringul). Si aceasta operatiune se face tot in vacuum. Un aparat corespunzator acestui scop este MULTIVAC.
Dupa 60120 minute de la ambalare, chiuveta se depune intr-un cuptor de uscare incalzit la 300oC, unde ramane 3060 minute (pentru evacuarea cerii).
Chiuveta uscata se introduce apoi intr-un coptor de preincalzire, care a fost adus in prealabil la 300oC. Temperatura acestui cuptor se aduce treptat (maxim 20oC pe minut) la temperatura finala care se mentine, in functie de marimea chiuvetei, intre 2060 minute.
Aliajele destinate CMMC se topesc in creuzete de ceramica sau grafit.
Unele dintre aceste aliaje nu se pot topi si turna decat in creuzete de ceramica. Pentru topirea aliajelor se pot folosi mai multe procedee: flacara propan-oxigen, instalatii electrice si mai ales curenti de inalta frecventa. Daca se topesc cu arc electric trebuie evitate supraincalzirile partiale.
Aliajele se topesc peste punctul lor de topire. Timpii de supraincalzire pentru cele 11 aliaje Degussa sunt prezentati in tabelul urmator, in functie de procedeul de topire aplicat.
Dupa turnare, chiuveta se raceste la temperatura camerei, pentru dezambalare folosindu-se clestele de gips. Aliajele nenobile necesita o racire mai lunga pentru a egaliza pe cat posibil contractia termica a masei ceramice cu cea a aliajului.
Date si constante care vizeaza aliajele nobile elaborate de firma Degussa
pentru tehnica metalo-cerarnica: A. Topire-turnare; B. Tratamente termice
A. Topire si turnare
|
IN CENTRIFUGELE AUTOMATE ALE FIRMEI DEGUSSA T3, ET4, TS1A. TS2 SI TS3 SI IN APARATELE DE TURNAT IN VACUUM SI SUB PRESIUNE |
IN PRESTOMAT B1 |
||
|
Dupaatingerea temperaturii programate cu dispozitivul electric de turnare |
Dupa topire la flacara deschisa |
Dupa alingerea temperaturii programate |
|
|
Degudent G |
60 s la 1300C |
10 s 15 s |
60s la 1400C |
|
Degudent H |
60 s150 s la 1400C |
10 s 15 s |
60 s 150s la 1400C |
|
Degudent U, U 94 |
120 s 180s la 1400C |
15 s 30 s |
60 s 180s la 1400C |
|
Degucast U, Degubond 4 |
120 s 180 s la 1400C |
30 s 50 s |
60 s 180s la 1400C |
|
Deva 4, Verinor |
30 s 50 s |
60 s 180s la 1400C |
|
|
Pors-on 4 |
30 s 50 s |
60 s 180s la 1400C |
|
|
Degupal U', Bond-on 4' |
120 s 180 s la 1400C |
30 s 50 s |
120 s 180s la 1400C |
|
In Degumat |
Dupa atingerea punctului liquidus la aprox.... cantitate de aliaj de ex. cu treapta de topire III,IV |
timp |
In Degutron Dupa atingerea punctului liquidus timp timp |
|
Degudent G. H, |
10 g 30 g |
5 s 10 s |
Degudent G, H |
|
Degudent U, U 94 |
30 g 60 g |
5 s 15 s |
Degudent U, U 94 |
|
|
Degucasl U, Degubond 4 |
||
|
Deva 4, Verinor |
60 g 100 g |
10 s 20 s |
Deva 4, Verinor |
|
Degupal U, Bond-on 4, Pors-on 4 |
Degupal U, Bond-on 4; Pors-on 4 |
||
Pentru topirea aliajelor Degupal U sau Bond-on se folosesc doar creuzete din ceramica.
B. Tratamente termice
|
Tratamentul termic (timpi, temperaturi) |
Marimea chiuvetei de turnare |
|||
|
1 x |
3 x |
6 x |
9 x |
|
|
Timpi de priza/uscare |
40 min |
50 min |
60 min |
70 min |
|
Temperatura de indepartare a cerii |
300oC |
300oC |
300oC |
300oC |
|
Durata indepartarii cerii |
30 min |
40 min |
50 min |
70 min |
|
Temperatura inittala a cuptorului electric pentru preincalzire |
300oC | |||
|
Temperatura finala a preancalzirii Degudent G SI H |
800oC | |||
|
Degubond 4 si Degudent U/U4, Degucast U |
850oC | |||
|
Verinor |
850900oC | |||
|
Deva 4, Degupal U, Bond-on 4, Pors-on 4 |
900oC | |||
|
Durata preincalzirii dupa atingerea temperaturii finale |
20 min |
30 min |
45 min |
60 min |
Tratamentele termice pentru inmuiere sau calire ale aliajelor destinate metalo-ceramicii se fac pentru reglarea timpului in care piesa turnata este lasata sa se raceasca in masa de ambalat. Tratamentele termice sunt indicate de firmele producatoare.
Prelucrarea componentei metalice
Dupa dezambalare, scheletele metalice se sableaza atent si se decapeaza (cu solutii elaborate de catre firme, special pentru produsele lor).
Deoarece nu toti oxizii de la suprafata componentei metalice turnate sunt indepartati astfel, aceasta trebuie prelucrata si mecanic.
Prelucrarea suprafetelor care urmeaza a fi placate se face, in aceste cazuri, cu freze dure din otel (carbid-tungsten sau carbid-wolfram + cobalt ca liant) sau diamantate. Pentru a nu fi inglobate pe suprafetele metalice,
pulberile care rezulta din aceste prelucrari trebuie continuu aspirate.
Se va pastra o singura directie de manipulare a frezelor. Utilizarea gumelor este interzisa. Nu sunt indicate nici macar pietrele ce contin lianti pe baza de ceramica, deoarece in loc sa indeparteze impuritatile, le inglobeaza in suprafetele metalice.
O serie de impuritati pot fi indepartate si cu ajutorul jetului de aburi.
Urmeaza o decapare cu acid fluorhidric timp de 15 minute, dupa care scheletul se fierbe in apa distilata. Din acest moment este interzis orice contact al piesei cu mainile, manipularea ei facandu-se cu o pensa Pean.
Unii autori recomanda ca spalarea componentei metalice sa se faca in alcool 92% (se va evita solutia de alcool izopropilic 70%, care contine uleiuri minerale si aromatice care pot contamina suprafata aliajului).
Sablarea se efectueaza cu particule de corindon (α Al2O3). O serie de particule raman inclavate in suprafata metalica si realizeaza astfel legaturi chimice cu oxizii de siliciu din componenta maselor ceramice.
Alumina (Al2O3) reprezinta materia prima utilizata pentru obtinerea corindonului, fiind un oxid foarte dur care rezulta prin calcinarea trihidratului de alumina, iar faza de alumina depinde doar de regimul de temperatura utilizat.
![]()
![]() Al2O3 * 3H2O 600oC - Al2O3 1250oC - Al2O3
Al2O3 * 3H2O 600oC - Al2O3 1250oC - Al2O3
Conditionarea prin oxidare a componentei metalice
si pregatirea modelului de lucru
Pentru asigurarea unei legaturi stranse intre suprafata metalica si placajul din ceramica, trebuie creat un strat intermediar de oxizi, atat la suprafata scheletelor confectionate din aliaje nobile, cat si a celor nenobile.
Aceasta se realizeaza prin aducerea in stare de incandescenta a scheletului metalic la o temperatura de 960980oC, in prezenta aerului, timp de 810 minute, pentru aliaje nobile si la 1035oC timp de ½ minut pentru aliajele nenobile. Dupa atingerea valorii termice amintite, scheletul metalic se scoate din cuptor si se raceste sub un clopot de sticla.
Prin aducerea in stare de incandescenta a componentei metalice se urmareste:
obtinerea unui strat de oxizi metalici format prin migrarea la suprafata a elementelor nenobile, adaugate in structura aliajelor nobile si/sau nenobile, cum ar fi: In, Fe, Zn, Sn, Cr etc;
eliminarea gazelor din structura aliajelor, prin incalzirea in conditii de vacuum. Recent s-a demonstrat ca indiferent de conditii - cu sau fara aer - concentratia gazelor dupa atingerea starii de incandescenta este mai mare decat la inceput;
anihilarea tensiunilor interne din structura aliajelor;
evidentierea porozitatilor si impuritatilor care migreaza spre suprafata, putand fi usor indepartate prin frezaj sau sablare. Dupa aceea se realizeaza o noua oxidare a aliajului.
Concentratia optima de oxizi, la suprafata aliajului, este evidentiata prin culoarea mai inchisa a acesteia. O nuanta prea inchisa, indica prezenta unui strat prea gros de oxizi metalici. Grosimea acestui strat poate fi diminuata prin introducerea componentei metalice in HCl 20% timp de 10 minute.
Dupa atingerea temperaturilor mentionate pentru aducerea la starea de incandescenta, scheletul metalic se scoate din cuptor si se lasa la racit sub un clopot de sticla.
Exista aliaje la care stratul de oxizi trebuie sa ramana intact. Altele se realizeaza cu Al2O3, dimensiunea particulelor fiind de 50 m.
Prezenta in cantitati mari a oxizilor de crom din aliajele de Ni-Cr modifica local coeficientul de contractie al maselor ceramice, favorizand aparitia fracturilor si fisurilor la interfata, in timpul fazelor de racire ale unei CMMC. Legaturile slabe metalo-ceramice, ale aliajelor de Ni-Cr-Mo cu un continut mare de siliciu, se datoreaza formarii la interfata a unor silicati fragili.
De aceea in ultimul timp se prefera aliajele de Ni-Cr-Mo cu un continut redus de siliciu (aproximativ 3,8%). In unele aliaje Ni-Cr, beriliul are rol de a regla formarea straturilor de oxizi.
Un aliaj aparut mai recent, BIOMATE C (CSM), permite oxidarea controlata a cromului, realizand o legatura metalo-ceramica (cca. 60 MPa) de trei ori mai mare decat aliajele cu un continut mai ridicat de siliciu (cca. 7% greutate) si un indice de rugozitate dublu (22 +/- 3%).
La interfata BIOMATE C/ceramica se evidentiaza o crestere a concentratiei de Mo, cu efecte pozitive asupra oxidarii.
Stratul de oxizi are urmatoarele caracteristici:
asigura o legare clasica a masei ceramice de aliaj;
contribuie la realizarea puntilor de oxigen;
permite o difuzare a ionilor metalici in masa ceramica;
creste "umectabilitatea" suprafetei metalice, premiza esentiala pentru desfasurarea unor reactii chimice intre o faza fluida si una solida;
realizeaza impreuna cu primul strat de ceramica o zona de trecere intre doua materiale cu structuri chimice diferite, zona caracterizata prin existenta atat a oxizilor metalici cat si a celor de siliciu - zona de difuziune;
analize fine, la MEB, au demonstrat faptul ca in timpul arderii, elemente din masa ceramica difuzeaza in componenta metalica si invers.
Inainte de a incepe depunerile de straturi din masa ceramica, modelul de lucru se curata, se usuca si se pensuleaza cu un lac izolator. Acesta impiedica absorbtia lichidului din pasta ceramica in gips si poluarea modelului de lucru.
Pentru a nu pierde din umectibilitatea si reactivitatea stratului de oxizi metalici, dupa realizarea acestuia se trece imediat la faza urmatoare, de ardere a primului strat de ceramica. Si in timpul arderii primului strat (grundul sau opaqer-el) au loc, la interfata, multiple reactii chimice, care au drept rezultat difuzarea unor componente ceramice spre aliaj si invers, concomitent cu formarea unor legaturi intre oxizii metalici si oxizii de siliciu.
Anumiti oxizi metalici (de exemplu Ag2O) produc o colorare neplacuta a maselor ceramice. Problema este pe larg dezbatuta in literatura de specialitate. Cea mai simpla solutie este utilizarea unor aliaje fara argint sau a unor mase ceramice, care nu reactioneaza cu oxizii de argint.
Alte posibilitati de legare a maselor ceramice de componenta metalica
In afara stratului intermediar de oxizi, devenit de acum o modalitate "clasica" de legare a maselor ceramice de scheletul metalic, au fost descrise si testate cu succes si alte posibilitati. Dintre astea, lansarea unor agenti de cuplare - CERAMIC BONDING AGENTS - reprezinta un important pas inainte. De cele mai multe ori acestia sunt construiti din pulberi pe baza de aur si particule ceramice cu aspect spongios.
Aplicarea acestor BONDING AGENTS elimina etapa de oxidare a aliajului prin aducerea lui la incandescenta. Ei se aplica direct pe suprafata scheletului metalic (sablata si curata), care urmeaza sa fie placata.
Tehnica se utilizeaza cu precadere la aliajele nobile unde s-au inregistrat, comparativ cu tehnica "clasica", cresteri ale intensitatii legaturii aliaj-ceramica.
In cazul aliajelor nenobile puterea legaturii depinde mult de tipul aliajelor si de agentul de legare utilizat.
Pe suprafetele aliajelor nenobile, care urmeaza a fi placate, se poate galvaniza un strat de aur (0,020,03 mm) peste care se aplica un agent de legatura cum ar fi IVOCLAR INZOMA P 990, dupa care se ard straturile de masa ceramica.
Agentii de legatura au urmatoarele proprietati:
asigura o legatura puternica intre aliaj si ceramica;
realizeaza legaturi covalente cu masa ceramica;
constituie un strat tampon intre cele doua materiale heterogene, reducand foarte mult fortele tangentiale sau de forfecare, care apar la interfata in cursul unor variatii termice sau sub actiunea fortelor ocluzale.
In Disciplina de Protetica si Materiale Dentare a U.M.F. Timisoara a fost utilizat cu succes Chrom - Kobalt - Bonding elaborat de firma BREDENT Germania, pe scheletele metalice confectionate din WIRON 88 pe care s-au ars mase ceramice VITA.
In literatura de specialitate au aparut date cu privire si la alte preparate care imbunatatesc legarea ceramicii de scheletul metalic. Astfel, firma Degussa a lansat produsele DECK-GOLD (normal) si DECK-GOLD (fin), care se prezinta sub forma de paste si au un continut crescut de aur. Ele sunt compatibile cu toate aliajele nobile destinate tehnicii metalo-ceramice, elaborate de firma Degussa.
DECK-GOLD normal se foloseste exclusiv pe suprafetele metalice care urmeaza a fi placate cu ceramica. Produsul se aplica cu pensula, rezultand structuri ce isi pastreaza forma in cursul procesului de sinterizare.
Stratul de DECK-GOLD normal actioneaza ca un tampon, care amortizeaza o serie de tensiuni aparute intre cele doua materiale heterogene, crescand astfel rezistenta complexului aliaj-ceramica. DECK-GOLD normal mai prezinta fata de stratul de oxizi si alt avantaj. Atunci cand din motive de spatiu, placajul ceramic va fi foarte subtire, stratul de oxizi poate influenta negativ culoarea si transparenta masei ceramice. Aplicarea unui strat de DECK-GOLD rezolva problema, cromatica placajului ceramic nefiind influentata. Produsul previne si alterarile cromatice ale scheletelor metalice confectionate din aliaje cu continut de Ag.
DECK-GOLD fin se aplica exclusiv pe suprafetele componentei metalice, care nu se placheaza cu ceramica. Se realizeaza astfel un strat plan astructurat, care dupa ardere se poate prelucra. Stratul fin de aur neslefuit, permite depistarea contactelor premature si a interferentelor.
Ceramici metalice (Metal Ceramics):
GC Initial MC . GC Initial LF . GC Initial Ti


Metal Ceramics (ceramica aplicata pe metal) este un sistem ceramic total fizionomic pentru orice situatie clinica.
Sistemul GC Initial cuprinde o linie de sase tipuri de ceramica ce poate fi utilizata pentru a realiza restaurari metalo-ceramice si integral ceramice indicate in orice situatie clinica indiferent de procesul de fabricare si de substrat.
Fie ca laboratorul lucreaza cu clasicele aliaje metalice standard, aliaje cu continut crescut de aur si/sau aliaje prelucrate prin galvanizare (pentru fatete) sau cu aliaje din titan, ceramica aplicabila pe metal GC Initial MC, GC Initial LF and GC Initial Ti satisface toate nevoile.
GC Initial MC
Este o ceramica metalica, adaptata pentru toate tipurile de aliaje conventionale cu un coeficient de expansiune termica (CTE) variind intre 13,8 si 14.9 x10-6K-1 (25500C), indiferent ca au continut de argint, continut redus de aur sau sunt pe baza de paladiu sau fatete NPA si coroane galvanice.
Caracteristici generale
. Ceramica feldspatica cu temperatura de ardere sub 900C;
. Coeficienti de expansiune termica specific adaptati pentru substratul metalic;
. Proprietati fizice si optice excelente;
. Contractie de priza foarte scazuta;
. Nuante armonizate pentru potrivirea culorii si o estetica deosebit de naturala;
. Optima pentru tehnologia sinterizarii in combinatie cu GC.
GC Initial LF
Este o ceramica fuzibila la temperatura redusa, specific adaptata pentru aliaje folosite in tehnologia metalo-ceramica cu un CTE intre 13,8 si 14,9.
x10-6K-1 (25500C), NPA, aliaje cu continut crescut sau scazut de aur sau aliaje baza paladiu (cu continut de argint < 20 %) sau galvanice. Este de asemenea, ideala pentru corectarea restaurarilor facute cu GC Initial MC sau ca material de reconstructie pe cape din GC Initial PC.
Caracteristici generale
. Ceramica sintetica cu o temperatura de ardere de 770C;
. Contractie de priza scazuta;
. Numar redus de cristale leucite dure;
. Foarte stabila, chiar si dupa arderi repetate;
. Lustruire superba;
. Estetica superioara atat pentru restarari metalo-ceramice, cat si pentru integral ceramice;
. Coeficienti de expansiune termica perfect corelati cu al substratului metalic.
GC Initial Ti
Este o ceramica specific adaptata pentru un substrat din titan. Este ideala pentru a crea restaurari biocompatibile si cu estetica deosebita in situatii in care lucrarile integral ceramice nu sunt indicate.
Caracteristici generale
. Coeficient de expansiune termica perfect corelat cu al substratului metalic si adeziune optima
. Temperatura de ardere de 780C
. Nuante armonizate pentru potrivirea culorii si o estetica deosebit de naturala.
Specificatii tehnice
|
Proprietate |
GC Initial MC |
GC Initial LF |
GC Initial Ti |
|
Arderea dentinei (C) | |||
|
CTE (25-500C; 10-6K-1) |
2nd/4th Ardere |
2nd/4th Ardere |
2nd/4th Ardere |
|
Temperatura de tranzitie a sticlei (C) | |||
|
Solubilitate (μg/cm2) | |||
|
Densitate (g/cm2) | |||
|
Rezistenta la flexiune (MPa) | |||
|
Rezistenta legaturii adezive (MPa) |
N/a |
||
|
Dimensiunea medie a particulelor (μm; D 50%) |
GC Initial MC, GC Initial LF and GC Initial Ti urmeaza EN ISO 9693:2000
(valorile tehnice si fizice afirmate au fost obtinute in urma testelor interne)
Accessorii
GC Initial MC/LF Connector Paste
Poate fi utilizata pentru a sigila modele din material refractar, pentru sinterizarea ceramicii.
. Este o pasta rosie, optima pentru aplicarea directa pe modelul refractar inante de arderea ceramicii;
. Perfecta potrivire cu GC Initial MC/LF.
GC Initial Inmetalbond (adeziv pentru metal)
Actioneaza ca un tampon intre ceramicile GC Initial si aliajele dentare pentru a bloca pierderea de oxizi metalici. Poate fi utilizata pe toate tipurile de aliaje pretioase si nepretioase pentru tehnologia metalo-ceramica.
. Pasta pentru aplicare directa si usor de utilizat
. Imbunatateste si asigura legatura adeziva pe diferitele tipuri de aliaje
. Permite un interval larg de compatibilitate a CTE
. Compatibil cu GC Initial MC/LF
GC Initial Ti Bonder
Asigura o legatura adeziva puternica intre scheletul de titan si ceramica GC Initial Ti.
. Usor de aplicat si etape de lucru scurte
. Optim pentru titan - fie pur, fie in aliaj, pulbere sau pastile
. Compatibilitate perfecta intre GC Initial Ti Bonder si ceramica
GC Initial Ti
Un sistem modular
GC Initial este disponibil ca seturi de ceramica modulara. Fiecare set contine componente diferite, pe care combinandu-le, se obtin restaurari cu estetica superioara.
Modulul 1: Basic Set
MC/LF/Ti pulbere opaca sau MC pasta opaca
Contine toate tipurile fundamentale de ceramica opaca, nuante translucide de ceramica si lichidurile aferente. Destinata pentru reconstituri standard si intruneste criteriile cheii de culori Vitapan.
Modulul 2: Basic Plus Set
MC/LF/Ti pulbere opaca sau MC Pasta Opaca
Contine nuante aditionale si accesorii cum ar fi: Opaque Modifiers (pigmenti opaci), Opaqus Dentin (dentina opaca) si ceramica pentru prag. Adaugati la setul basic si obtineti o estetica superioara a restaurarilor protetice.
Modulul 3: Advanced Set
MC, LF, Ti
Completeaza sistemul GC Initial prin adaugarea altor nuante si accesorii fie la setul basic, fie la setul Basic Plus, conferind restaurarilor o estica deosebita.
Entrance Kit
MC pulbere opaca sau MC pasta opaca LF, Ti
Consta in cantitati mici de ceramica si lichidele aferente pentru a fi testate pe un numar limitat de restaurari.
4.2. Realizarea componentei metalice prin sinterizare
La inceputul secolului a fost pus la punct de Ollendorf si Taggart procedeul turnarii de precizie, care se bazeaza pe principiul "formei pierdute".
Acest procedeu necesita mase de ambalat rezistente la temperaturi inalte. A trebuit sa treaca 50 de ani pentru demonstrarea superioritatii pieselor protetice turnate fata de cele stantate sau a celor care incorporeaza in tehnologia lor lipirea (coroane din doua bucati, coroane de substitutie, punti etc). Cu toate avantajele pe care le prezinta tehnica turnarii, ea are si o serie de dezavantaje. Timpul lung de realizare si erorile posibile din cursul etapelor intermediare au determinat gasirea unor solutii si tehnologii noi, de obicei imprumutate din industrie. Dintre aceste solutii (care permit obtinerea infrastructurii metalice direct pe model) amintim: electroeroziunea, galvanizarea, sinterizarea si ambutisarea completa cu sinterizare.
Sinterizarea unor sticle minerale, pusa la punct de Maynard, Wood, Land si Jenkins, isi gaseste si astazi utilizarea in confectionarea unor inlay-uri ceramice.
O'Doherty, profesor de tehnologie dentara la "school of Dental Science" din Dublin, descopera in standurile unei expozitii internationale, din octombrie 1986 la New York, o tehnologie care utilizeaza o suspensie de aliaj pe baza de paladiu, care sinterizeaza in cadrul procedeului "SINTERLOY PROCESS" al firmei DENPOC din Hacken Sack-New Jersey S.U.A.
O'Doherty publica in 1989 rezultatele de sinterizare a unor pulberi metalice pe baza de paladiu.
Pulberea (aliaj de Pd-Au) se amesteca cu un liant sub forma de lichid rezultand o pasta care se aplica pe bontul confectionat dintr-un material termorezistent (ceramica). Dupa finalizarea modelajului straturile se usuca la o lampa cu radiatii infrarosii, dupa care se sinterizeaza intr-un cuptor complet automatizat, SINTERLOY PROCESSOR. Dupa prelucrare se placheaza cu ceramica conform procedeelor uzuale.
Costul initial al sistemului SINTERLOY a fost de 18.000 $, investitie care se amortizeaza rapid prin economie de aliaje, energie si timp de lucru.
Alte doua tehnologii, care se bazeaza pe procedeul de sinterizare a unor aliaje, de data aceasta cu un continut ridicat de metale nobile sunt: HERATEC (HERAEUS), DEGUSINT (DEGUSSA) si AGC (WIELAND EDELMETALLE KG). Spre deosebire de HERATEC, DEGUSINT a fost conceput ca o completare la tehnica "clasica" de turnare a infrastructurii metalice. Dupa punerea la punct a procedeului si o testare prealabila in conditii de laborator (1986-1987), DEGUSINT a trecut la experimentari "in vivo" incepand din 1988. Au fost utilizate pulberile DEGUSINT-U si G, ultima cu continut ridicat de aur. Procedeele DEGUSINT si HERATEC nu reclama o dotare materiala de exceptie, ele putandu-se desfasura cu ajutorul unor cuptoare obisnuite de ars ceramica.
Sistemul AGC (Auro-Galva-Crown) al firmei WIELAND EDELMETALLE KG este un procedeu complet automatizat. Aliajul utilizat (99,099,2% aur fin, 0,150,2% cupru) are o densitate de circa 18,5 g/cm3. Capele realizate prin sitemul AGC au o greutate medie de circa 0,30,6g si o grosime de 0,2 mm.
Procedeul HERATEC
Printre primele informatii despre procedeul HERATEC se remarca cele publicate de Kaiser. Procedeul consta in sinterizarea unei paste de aur (Bendgold Spezial) pe o capa de platina. Ulterior s-a folosit o pasta Au-Pd-Ag care se sinterizeaza direct pe bontul mobilizabil.
Bontul mobilizabil (duplicat), confectionat dintr-un material termo-rezistent se introduce in pasta mentionata mai sus, care se sinteriza intr-un singur strat.
Astazi tehnologia este total diferita si incearca sa elimine deficientele de ordin fizionomic si tehnologic caracteristice procedeului initial.
Firma HERAEUS a facut progrese importante in acest domeniu si a reusit sa puna la punct procedeul.
Principiul procedeului
Prin sinterizarea unor metale (aliaje), are loc un proces de topire superficiala a unor particule din compozitia acestora, la o temperatura mult inferioara lor de topire. Materia prima, supusa sinterizarii, este o pasta care rezulta prin amestecul unei pulberi (metalice, de obicei, aur sau aliaje ale acestuia) cu un lichid. De cele mai multe ori in pulbere se evidentiaza Au, Pt, Pd, Ag. Capa metalica obtinuta in acest mod este constituita din trei straturi suprapuse, sinterizate succesiv, care realizeaza in final o structura compacta si rezistenta.
Cele trei straturi sunt urmatoarele:
a) primul strat, din Au 99%, se sinterizeaza direct pe bontul mobilizabil confectionat dintr-un material termorezistent;
b) al doilea strat, din Au-Pd, asigura rezistenta structurii;
c) stratul al treilea contine Au si o serie de lianti ceramici, care asigura legarea de ceramica.
Grosimea totala a capei este de aproximativ 0,250,3 mm. Aceasta grosime poate creste prin sinterizarea unor straturi succesive suplimentare de Au si Au-Pd.
In ciuda continutului mare de Au, Schwickerath si Coca au demonstrat in 1987 rezistenta la forte de forfecare, a capelor realizate prin sinterizare.
Etape de lucru
Prepararea bontului ca pentru o CMMC si luarea amprentei;
Realizarea modelului cu bonturi mobilizabile; peste acestea se depune un strat de lac, care va asigura spatiul necesar cimentului;
Duplicarea modelului prin orice procedeu consacrat. Pentru amprentare, se recomanda siliconii. Bontul duplicat se toarna dintr-un material termorezistent (HERATEC-VEST) cu sau fara pinuri termorezistente. Restul modelului se poate confectiona din gipsuri dure sau extradure.
Dupa priza materialului HERATEC-VEST bontul mobilizabil se usuca si sufera un tratament de durificare, dupa cum urmeaza:
uscare timp de 5 minute la 500oC la gura cuptorului;
se arde 10 minute la 1000oC;
se introduce in lichidul produsului HERATEC-VEST;
se usuca, inca o data, la gura cuptorului.
Se prepara pasta de Au si se pensuleaza uniform, pe bont, primul strat, astfel incat acesta sa depaseasca cu un milimetru limita cervicala a preparatiei. Aceasta "depasire" compenseaza contractia de sinterizare a pastei metalice. Dupa uscare la 400500oC se mai poate aplica un strat de Au; urmeaza preincalzirea la aproximativ 400oC, timp de 3 minute, cu cuptorul inchis si apoi sinterizarea la 1000oC, timp de 10 minute fara vacuum.
Dupa racire, la temperatura camerei, se pensuleaza al doilea strat de pasta a carei pulbere contine 70% Au si 30% Pd. Pentru a nu transpare in zona cervicala, prin masa ceramica culoarea cenusie, acest strat se aplica pana la aproximativ 1 mm deasupra limitei cervicale a preparatiei. In aceasta etapa capa are o culoare gri-cenusie, cu o colereta aurie in zona cervicala. Uscarea se face la 400-500oC, timp de trei minute cu cuptorul deschis si alte trei minute cu cuptorul inchis. Sinterizarea se face cinci minute, la 1000oC;
Dupa ce capa a fost readusa la temperatura camerei, se incepe aplicarea celui de-al doilea strat, care acopera toate suprafetele ce urmeaza a fi placate cu masa ceramica.
Pasta, din care se realizeaza acest strat, consta dintr-un amestec de Au cu adezivi ceramici. Se aplica de obicei pana la limita cervicala a preparatiei. Dupa uscare la 400-500oC si sinterizare la 1000oC timp de 10 minute, capa HERATEC va avea un aspect mat, galben deschis. Suprafata mata si rugoasa este data de adaosurile de adezivi pentru ceramica.
Componenta metalica HERATEC este compatibila cu sistemele conventionale de ceramica destinate CMMC. Succesiunea arderilor si straturile ceramice sunt identice cu cele indicate la confectionarea CMMC conventionale. Stratul al treilea (Au + adezivi ceramici) exclude etapa de oxidare a componentei metalice HERATEC.
Dupa ultima ardere, suprafata interna a coroanei se sableaza cu un material pe baza de perle din sticla si polimeri. Surplusul de material din zona cervicala se poate indeparta cu un bisturiu fin. Brunisarea la limita cervicala a preparatiei se poate executa cu gume de lustruit.
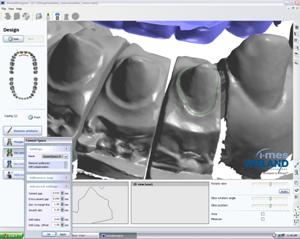
4.3. CAD-CAM
Tehnologia CAD/CAM ofera tehnicianului modern, posibilitatea de a modela si freza dantura cu ajutorul computerului, pornind de la modelul obtinut in urma amprentarii dintilor. CAD/CAM-ul este o intreaga linie tehnologica compusa din scaner 3D, 3 computere, masina de frezat, aspirator propriu si sinterizator. Intreaga tehnologie este pusa in miscare prin numai cateva click-uri, iar capacitatea de lucru a masinii poate fi aproape non-stop, programarea putand fi realizata si de la distanta, cu ajutorul internetului.
Rezultatele sunt exceptionale, CAD/CAM-ul inlaturand cateva etape tehnice de pregatire a modelului, care in mod normal ar fi durat peste o saptamana. In cazul frezarii computerizate, timpul este de numai 24 zile, cu precizia tehnica exacta a unui computer.
Toate procedurile finalizate cu tehnologia CAD/CAM, ajuta mult si la partea finala a completarii dintelui, aplicarea ceramicii, unde intervine numai tehnicianul dentar. Culoarea zirconiului si a ceramicii este identica (alba), motiv care ofera un avantaj in plus tehnicianului ceramist, acesta poate sa modeleze in straturi successive, sa se joace cu lucrarea in ceea ce priveste grosimea stratului de ceramica, culoarea si transparenta dintelui pentru satisfactia deplina chiar si a celui mai pretentios pacient.
Zirconiul devine rapid materialul de electie pentru realizarea coroanelor dentare. Oxidul de zirconiu este un material foarte rezistent, utilizat de exemplu in medicina generala pentru proteze de sold.
Rezistenta deosebita la presiune il face capabil sa suporte solicitarile masticatorii si uzura zilnica fara a se fractura. Deasemenea are o transluciditate similara cu cea a dintilor naturali.
Datorita absentei suportului metalic, lumina este reflectata de o coroana de zirconiu la fel ca la un dinte natural. Astfel, zirconiul are cel mai bun efect din punct de vedere estetic, ceea ce este foarte important daca noile coroane sunt localizate la nivelul dintilor frontali si mai ales daca ele se vor invecina cu dintii naturali.
O alta calitate majora a zirconiului este absenta coroziunii. Astfel, reactiile gingivale cum ar fi lizereul (dunga cenusie din jurul marginii coroanelor metalo-ceramice) nu mai apar. De asemenea lipseste gustul metalic atat de deranjant.
Coroanele de zirconiu sunt mai usoare decat cele pe suport metalic, deci acomodarea cu noile lucrari protetice se realizeaza mult mai repede.
Acest lucru este foarte important in special in cazul puntilor dentare cu multe elemente.
Riscul de alergie in cazul zirconiului este nul. Nu exista pacienti alergici la acest material, este biocompatibil si bioinert.
Zirconiul este inert si din punct de vedere termic. El nu conduce caldura astfel incat variatile termice nu sunt transmise pulpei dentare (nervului) si astfel scade riscul aparitiei iritatiei pulpare. Este motivul pentru care este folosit in industria aerospatiala, ca scut termic la rachete.
Precizia lucrarii din zirconiu este garantata de realizarea structurii interne, de catre computer, prin taierea dintr-un bloc solid de oxid de zirconiu. Datorita adaptarii extrem de precise a coroanelor de zirconiu, ele pot fi cimentate cu materiale biocompatibile, care nu produc iritatii pulpare.
Tehnologia sofisticata utilizata pentru realizarea lucrarilor din zirconiu, precum si faptul ca zirconiul de calitate este scump, fac ca pretul unei coroane de acest tip sa fie ridicat. Pentru a depasi bariera pretului, anumiti producatori au ales sa realizeze coroane cu un continul scazut de zirconiu pentru a obtine un produs mai ieftin. Studiile au aratat insa ca aceste coroane mai ieftine sunt insuficient de rezistente pentru a suporta presiunile masticatorii, fara a se sparge.
In concluzie este mai bine sa se evite coroanele ieftine de zirconiu. Acesta este un material de calitate obtinut printr-un proces tehnologic complex, iar calitatile sale justifica pe deplin pretul ridicat.
Oxidul de zirconiu este un material ceramic foarte rezistent, care se mai foloseste, de exemplu, in tehnologia aeronavelor. Din punct de vedere chimic, el este compus din elementul rar Zirconium si oxigen, avand formula ZrO2. De obicei, el este denumit oxid de Zirconiu sau Zirconoxid. Are culoarea alb-fildes si duritatea mare.
Chimistul german MH Klproth a descoperit oxidul de zirconiu in 1789, dar acest 'material minune' cu proprietati remarcabile a trebuit sa fie 'redescoperit' in ultimii douazeci de ani. Mai multe tipuri de oxid de zirconiu sunt folosite in stomatologie ca substitut pentru alte metale. Acest material este foarte important in domeniul medical pentru proprietatile sale extraordinare precum rezistenta mare la flexiune si duritate. Ytriul este elementul care stabilizeaza partial oxidul de zirconiu, astfel incat el sa aiba aceste proprietati practice.
Oxidul de zirconiu se mai foloseste la fabricarea cutitelor de bucatarie, intrumentelor industriale de taiere si a componentelor rezistente la forte termomecanice in industria automobilelor si aeronavelor.
Dar oxidul de zirconiu nu este numai foarte rezistent ci si biocompatibil, fapt care il face ideal pentru folosirea in domeniul medical (pentru aparate auditive si membre artificiale) si in stomatologie (tije, coroane, punti si implanturi). Faptul ca oxidul de zirconiu are exact aceeasi culoare cu cea a dintilor, precum si caracteristicile biochimice il recomanda drept materialul perfect pentru implanturi si reconstructii de dinti de inalta calitate.
Asadar:
- Temperatura de topire a Zirconiului este de 2715 oC;
- Zirconiul se foloseste in crearea de bijuterii si imitatii de diamante;
- De ani de zile, Zirconiul se utilizeaza in restaurari osoase pentru pacientii cu fracturi si dizabilitati;
- Zirconiul a inceput sa fie utilizat in tehnica dentara abia la inceputul anilor 90, desi posibilitatea exista de mai bine de 10 ani;
- Numele complet al Zirconiului folosit in tehnica dentara este 'Dioxid de Zirconiu Tetragonal, stabilizat partial cu Yttriu';
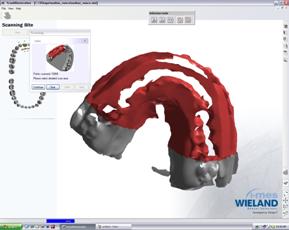
- Scanarea modelului cu performantul scanner laser permite obtinerea unei copii virtuale perfecte a acestuia, cu o eroare de precizie de cel mult 10 microni;
- Utilizand tehnologia de prelucrare CAD (Computer Aided Design) putem obtine pana la 14 elemente de Zirconiu per punte;
- Lucrarile protetice din Zirconiu (coroane din zirconiu, punti din zirconiu, zirconiu pe implante) sunt foarte rezistente, biocompatibile si fara gust.
- Oxidul de Zirconiu are urmatoarele caracteristici superioare, care il transforma in materialul ideal:
- Compatibilitate biologica excelenta: absolut bioinert;
- Calitati fizice si mecanice
incredibile:
-Duritate: 1200 HV;
-Rezistenta la compresie: 2000 MPa
-Rezistenta la indoire: 1000 MPa
-Modul de elasticitate: 210 GPa
-Rezistenta absoluta la coroziune
-Marimea particulei: <0,6 ym
-Densitate extrem de mare
-Positate: 0
-Puritate: 99,9%
-Translucenta lucrarii confera rezultate cosmetice excelente
-Oxidul de Zirconiu este fabricat si optimizat industrial, astfel incat calitatile
lui raman neschimbate in proces de productie
-Este materialul optim pentru coroane: fara gust, radio-opac, nu irita gingiile,
pentru ca nu este nevoie de cimenturi adezive.
Ceramica de oxid de zirconiu
La fabricarea coroanei care acopera structura unui dinte, se foloseste un material ceramic special, foarte rezistent. Cu aparatul ZENO Tec se obtine o creasta din oxid de zirconiu, material care depaseste rezistenta altor aliaje dentare. Creasta este apoi acoperita sau placata cu un alt tip special de ceramica precum ZIROX. Tehnicianul dentar se va ocupa apoi de situatiile individuale ce privesc nuanta, ocluzia si abraziunea caracteristice si va crea o restaurare estetica si biocompatibila. Materialele folosite si indemanarea vor face ca restaurarea sa fie imposibil de detectat si uneori chiar mai buna decat dintii naturali. Ceramica are o formula speciala mai moale decat substructura suportului pe care sta, tocmai pentru a evita problemele la contactul cu dentitia naturala. Substructura lasata fara ceramica protectoare ar fi prea dura si abraziva.
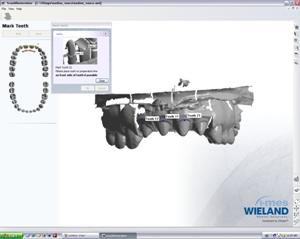
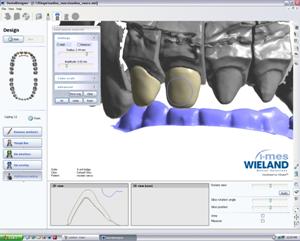
Modelarea CAD (Computer Aided Design)
Simbioza indemanarii umane si a perfectiunii tehnologiei
Prelucrarea CAD este procedeul prin care se modeleaza, cu ajutorul calculatorului, viitoarele schelete de zirconiu.
Procedura este urmatoarea:
Cu ajutorul scannerului performant (2 camere video si un fascicul laser) se introduce in calculator o replica virtuala perfecta a campului protetic, care, ulterior scanarii, va fi vizualizata pe monitor.

 Lucrarea va fi creata cu ajutorul
computerului, prin proceduri similare celor folosite in industria spatiala si auto.
Cu ZENO TEC nu exista limite virtuale ale lucrarii, tehnicianul putand sa
modeleze de la coroane unitare pana la cele mai elaborate punti (pana la 14
elemente).
Lucrarea va fi creata cu ajutorul
computerului, prin proceduri similare celor folosite in industria spatiala si auto.
Cu ZENO TEC nu exista limite virtuale ale lucrarii, tehnicianul putand sa
modeleze de la coroane unitare pana la cele mai elaborate punti (pana la 14
elemente).
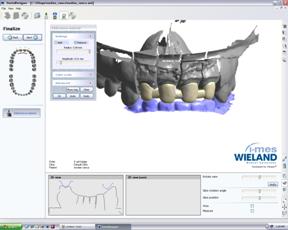

Frezarea
Tehnologie robotizata pentru dinti perfecti
 Dupa incheierea modelarii pe
calculator, lucrarea va fi pozitionata pe discul de zirconiu (blank) fiind
astfel pregatita pentru procesul de frezare (
Dupa incheierea modelarii pe
calculator, lucrarea va fi pozitionata pe discul de zirconiu (blank) fiind
astfel pregatita pentru procesul de frezare (

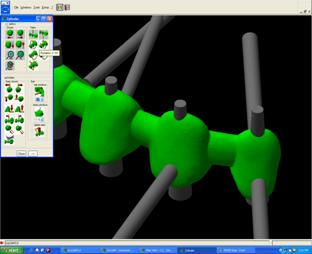
Dupa frezare, lucrarea se va introduce intr-un cuptor special de sinterizare care opereaza la temperaturi foarte inalte. In urma tratamentului termic, duritatea lucrarii de zirconiu va creste foarte mult, depasind-o pe cea a metalului.

Mai jos se pot vizualiza imagini cu rezultatele remarcabile, obtinute prin utilizarea masinii de frezare ZENO TEC.
 Inainte de aplicarea ceramicii:
Inainte de aplicarea ceramicii:

Dupa aplicarea ceramicii:



 Ideea arderii maselor ceramice pe suprafete
metalice nu este noua. In afara perioadelor istorice, au existat in acest sens
tentative inca inainte de cel de-al doilea razboi mondial.
Ideea arderii maselor ceramice pe suprafete
metalice nu este noua. In afara perioadelor istorice, au existat in acest sens
tentative inca inainte de cel de-al doilea razboi mondial.
Incercarile au dat gres din cel putin doua motive:
materialele testate nu au corespuns scopului propus;
nu s-a creditat suficient idea posibilitatii elaborarii unor corpuri de punte mixte metalo-ceramice de orice dimensiuni.
Perioada moderna a CMMC incepe din 1956, cand s-a finalizat arderea maselor ceramice pe aliaje de aur, reusindu-se combinarea proprietatilor favorabile ale celor doua materiale heterogene. "Portelanul" leucitic lansat de Weinstein in 1962 a contribuit hotarator la raspandirea larga a acestor constructii protetice si la inaugurarea unui capitol nou in protetica: metalo-ceramica.
Metalo-ceramica, s-a impus prin trei conditii esentiale:
- utilizarea unor aliaje suficient de stabile si rezistente la fortele masticatorii, asa incat sa nu induca deformari si fracturi ale placajului ceramic;
- o retentie suficienta a placajului ceramic la interfata cu aliajul;
- proprietati fizionomice bune ale maselor ceramice, chiar daca sunt arse pe un substrat metalic.
Metalo-ceramica pretinde utilizarea unor aliaje speciale, elaborate de producatori exclusiv in acest scop. In acest sens exista o compatibilitate intre diferite aliaje si anumite mase ceramice. Pana de curand componenta metalica a unei CMMC se putea realiza doar prin turnare. In ultimii ani s-au impus si alte procedee, dintre care amintim galvanizarea si sinterizarea. Cu toate ca tehnicile de realizare a scheletului metalic tind sa se diversifice continuu, turnarea reprezinta inca procedeul de electie pentru obtinerea componentei metalice al unei CMMC. Scheletul metalic turnat trebuie sa prezinte o grosime cat mai redusa, cel putin din considerente de economie tisulara. Acest aspect variaza de la un aliaj la altul. Formele de contur ale componentei metalice nu trebuie sa provoace microiritatii la nivelul parodontiului marginal sau sa favorizeze acumularea de placa bacteriana. Morfologia scheletului trebuie astfel conceputa incat sa permita efectuarea unei igiene corespunzatoare.
Unul din aspectele importante ce trebuie mentionat este acela ca, stopurile ocluzale nu trebuie sa se situeze niciodata pe jonctiunea aliaj-ceramica, ci la o distanta oarecare de aceasta. Leibwitch sustine ca cea mai solida jonctiune este cea concava.
In esenta, sistemele metalo-ceramice combina avantajele aliajelor (indeosebi rezistenta crescuta la tractiune), cu cele oferite de masele ceramice dentare (fizionomie, duritate, stabilitate clasica, biocompatibilitate).
Aceste sisteme au fost testate si s-au impus de peste 30 de ani de clinica, fiind intr-o continuua perfectionare.
In mod clasic, dupa cum am mai amintit, scheletul metalic al CMMC se
realizeaza prin turnare de aliaje nobile, nenobile si, mai recent din titan.
Alternative "nobile" de realizare a scheletelor metalice a CMMC sunt reprezentate de galvanizare, sinterizare, ambutisare si tehnici de frezare CAD/CAM, fiecare cu avantaje si dezavantaje, care sunt prezentate pe scurt, in continuare.
Schelete metalice turnate
D) Din aliaje nobile
La aceste sisteme metalo-ceramice turnate, scheletul metalic are o grosime de cel putin 0,3 mm. Deoarece metalele nobile nu oxideaza, toate aceste aliaje trebuie sa contina elemente cu potential oxidant, pentru a permite obtinerea unei legaturi stabile de masele ceramice, care vor fi arse pe acest schelet.
De scurt timp au fost elaborate asa-numitele sisteme low-fusing, in cadrul carora, pe un schelet metalic dintr-un aliaj cu continut crescut in aur se vor arde mase ceramice cu temperatura scazuta de sinterizare. Avantajul major al acestor sisteme este reprezentat de faptul, ca la o temperatura scazuta de ardere a masei ceramice (650700oC), scheletul metalic este supus unor deformari termice minime.
E) Din aliaje nenobile
Din punct de vedere tehnico-dentar, realizarea unei CMMC cu schelet metalic turnat din aliaje nenobile nu difera prea mult de confectionarea unei CMMC cu schelet metalic turnat din aliaje nobile.
In cazul aliajelor nenobile este necesara utilizarea unei mase de ambalat cu coeficient crescut de expansiune. Pe aceste schelete metalice vor fi arse mase ceramice conventionale (temperatura de ardere: 900980oC).
Deoarece aliajele nenobile au un coeficient de dilatare termica mai crescut, trebuie respectate anumite particularitati in fazele de depunere si ardere a masei ceramice, pentru a evita aparitia fisurilor datorate tensiunilor interne ale scheletului metalic. Aceste fisuri pot apare si la cateva ore sau zile de la arderea masei ceramice.
F) Din titan
Datorita biocompatibilitatii sale crescute si a pretului de cost scazut, in ultimii ani, titanul castiga tot mai mult teren in tehnologia coroanelor si puntilor mixte. In general, titanul poate fi prelucrat prin turnare, frezare si electroeroziune. Pentru turnarea titanului sunt necesare instalatii speciale, cu mediu protejat, datorita reactivitatii sale crescute cu oxigenul si a intervalului de topire ridicat. Masele ceramice care vor fi arse pe un schelet metalic din titan au o temperatura de sinterizare scazuta si un coeficient de dilatare termica adaptat celui al titanului, pentru a nu apare fisuri la nivelul placajului ceramic.
Schelete metalice realizate pe cale galvanica
In cadrul tehnicii de galvanizare se
realizeaza prin electroformare o capa de aur cu puritate crescuta. Rezistenta
acestei
Coroanele galvano-ceramice au, in esenta, o rezistenta mecanica inferioara fata de CMMC clasice, dar experienta clinica a aratat ca ofera o stabilitate suficienta atat in zona frontala, cat si laterala, au un efect fizionomic si o biocompatibilitate crescuta si realizeaza o inchidere marginala mai buna.
Cateva sisteme de galvanizare, existente pe piata la ora actuala, sunt AGC, Gammat, Plamatic, Halioform HF 600.
Schelete metalice realizate prin sinterizare
In cazul tehnicii de sinterizare se depune pulbere (pilitura) de aliaj pe bontul duplicat, realizat din masa refractara, si se arde intr-un cuptor conventional de ars ceramica. Pe scheletul metalic sinterizat se vor arde, in continuare, mase ceramice conventionale. Unii producatori, in functie de tipul de lucrare protetica care se va realiza, propun diferite tipuri de aliaje sinterizabile. Acestea difera prin duritate, culoare, proprietati fizice si prin conditiile de ardere a masei ceramice pe scheletul metalic.
CMMC cu schelet metalic sinterizat, sunt indicate atat pentru zona frontala, cat si pentru cea laterala.
Schelete metalice realizate prin ambutisare
Ambutisarea reprezinta o tehnica de prelucrare la rece a aliajelor metalice. Pe modelul de gips se va adapta, initial prin faltuire, o folie de aliaj nobil, cu continut crescut de aur. Stratul extern al acestei folii este format dintr-un aliaj de aur cu interval scazut de topire, care prin sinterizare ulterioara va permite obtinerea unei cape bine adaptate pe bont. Cele mai cunoscute sisteme sunt: Sunrise, Ultralite si Ceplatec. Principiul de baza al acestor sisteme este acelasi, difera insa foliile utilizate, care pot fi formate dintr-un singur strat de aliaj, sau din straturi diferite, succesive. In cadrul sistemului Sunrise (Tanaka si Clark, 1989), folia utilizata este formata dintr-un aliaj de Au-Pt si are o grosime de 50 m. La acest procedeu, stabilitatea capei se obtine prin presarea foliei pe bontul mobil intr-un dispozitiv special de ambutisare cu o presiune de aproximativ 14 MPa.
Pe scheletele metalice obtinute prin ambutisarea unor folii de aliaj cu continut crescut de aur, se pot arde mase ceramice conventionale. Adaptarea pe bont a acestor coroane este foarte precisa, de asemenea, si efectul fizionomic este superior CMMC clasice.
Schelete metalice realizate prin frezare computerizata
La realizarea scheletelor metalice prin frezare computerizata din blocuri de material confectionate industrial, pot fi utilizate aliaje, respectiv metale pure, care in conditii normale sunt foarte greu de turnat si prelucrat in laboratorul de tehnica dentara. Aceste tehnici de frezare computerizata, prin intermediul sistemelor CAD/CAM cuprind, in general trei faze de lucru:
culegerea informatiei (dimensiuni, volum, caracteristici morfologice) despre viitoarea piesa de frezat (in cazul nostru scheletul metalic al unei CMMC);
proiectarea viitoarei piese de frezat cu ajutorul sistemului CAD (Computer Aided Design);
frezarea
propriu-zisa a scheletului metalic dintr-un bloc de aliaj, cu ajutorul
sistemului
Scheletele metalice astfel obtinute pot fi placate cu mase ceramice conventionale.
Avantajul sistemelor CAD/CAM este reprezentat de eliminarea etapelor de machetare, ambalare si turnare a scheletului metalic, obtinandu-se o piesa cu o adaptare foarte precisa pe bont. Din pacate, dotarea tehnico-materiala costisitoare, necesara acestor sisteme, face ca ele sa fie utilizate foarte putin.
4.1. Turnare
Dupa realizarea unuia din variatele tipuri de modele, care se preteaza obtinerii CMMC, se trece la faza de machetare. In prealabil, daca modelul este confectionat dintr-un gips extradur, pentru modelarea machetei prin una din tehnicile cunoscute, se utilizeaza ceruri cu o densitate medie, supradure.
Coroana mixta metalo-ceramica
trebuie sa raspunda la trei imperative: fizionomic, ocluzo-functional si rezistenta
mecanica. Fata de aceste imperative, pacientul va adopta o atitudine diferentiala
pentru zona frontala si cea de sprijin. In legatura cu morfologia machetei
scheletului metalic exista o serie de similitudini intre variantele propuse de
Weiss (pentru aliaje nenobile), Asami Tanaka (pentru aliaje de Pd-Ag) si
Astfel Hobo si Shillingburg, ca si
Miller sunt adeptii realizarii unor suprafete ocluzale metalice. Pe de alta
parte
Macheta scheletului metalic al unei CMMC, in general, trebuie astfel conformata incat sa indeplineasca urmatoarele obiective:
sustinerea masei ceramice;
asigurarea stabilitatii scheletului metalic;
respectarea cerintelor fizionomice;
conturarea marginala;
realizarea unei treceri corecte aliaj-ceramica.
Sustinerea masei ceramice
In cadrul tehnologiei metalo-ceramice, avand in vedere proprietatile fizice ale masei ceramice pe baza de feldspat, aceasta trebuie sustinuta corespunzator de componenta metalica. Macheta scheletului metalic trebuie in asa fel conformata, incat solicitarile functionale sa fie repartizate uniform, astfel incat sa nu apara fracturi si/sau fisuri la nivelul placajului ceramic.
In acest sens, forma, marimea si pozitia cuspizilor, cat si grosimea placajului ceramic influenteaza direct rezistenta la solicitarile mecanice ale acestuia. Astfel, la nivel ocluzal, respectiv incizal, cuspizii (marginile incizale) trebuie sa fie corespunzator sustinuti de scheletul metalic.
Conditionat de refacerea stopurilor ocluzale la nivelul crestelor marginale, in zona proximala "gulerul" scheletului metalic trebuie conformat interdentar spre incizal, respectiv ocluzal in asa fel incat sa ofere o sustinere eficienta crestelor marginale. In conditii normale, trecerea aliaj-ceramica in zonele proximale se face la aproximativ 1 mm, sub aria de contact, restaurarea acesteia facandu-se la nivelul placajului ceramic.
In cazul in care bontul este preparat cu prag drept, scheletul metalic trebuie sa se sprijine pe acest prag, oferind o sustinere eficienta a ceramicii in aceasta zona si permitand in acelasi timp realizarea unei inchideri marginale optime. Terminatia marginala a scheletului metalic trebuie sa fie plasata exact la limita dintre portiunea rotunjita si cea orizontala a pragului drept. Daca scheletul metalic este conformat incorect, exista riscul ca placajul ceramic sa se fractureze in zona terminala, datorita unei sustineri ineficiente.
Asigurarea stabilitatii scheletului metalic
In timpul solicitarilor ocluzale functionale, asupra scheletului metalic actioneaza forte de presiune, incovoiere si forfecare. Deoarece masa ceramica nu tolereaza decat foarte putin eventualele torsiuni ale scheletului metalic, acesta trebuie sa fie astfel conformat, incat sa ofere o rezistenta eficienta fata de fortele care actioneaza la acest nivel. Astfel macheta scheletului metalic sa aibe un design si o grosime in concordanta cu cerintele fizionomice si functionale, specifice fiecarei situatii clinice in parte.
De asemenea, in timpul fazelor de ardere a ceramicii, scheletul metalic este supus unor solicitari termice intense, daca macheta nu a fost corect conceputa si nu are o grosime suficienta, pot duce la deformarea scheletului, cu compomiterea adaptarii pe bont si/sau a inchiderii marginale.
Respectarea cerintelor fizionomice
Aspectul fizionomic al unei CMMC este in stricta dependenta cu morfologia bontului dentar, conformarea si extinderea scheletului metalic spre vestibular si pe fetele proximale si grosimea placajului ceramic.
Pentru a putea realiza o CMMC cu aspect fizionomic optim, trebuie indeplinite urmatoarele conditii:
preparatia marginala a bontului sa fie sub forma de chanfrain, cu prag drept sau cu prag in bizou de 1-1,2 mm;
grosimea scheletului metalic, in functie de proprietatile fizice ale aliajului utilizat, sa fie de 0,20,4 mm;
grosimea minima a placajului ceramic sa fie de 0,8 mm.
La ora actuala, pentru a permite transmisia optima a razelor luminoase, scheletul metalic se reduce cat mai mult posibil, renuntandu-se uneori la colereta, dar fara a periclita rezistenta mecanica a acestuia.
Conturarea marginala
Conturarea marginala a scheletului metalic, respectiv adaptarea marginala a CMMC pe bontul dentar, are o influenta directa asupra starii de sanatate a parodontiului marginal. O eventuala supraconturare a restaurarii, duce la acumularea de placa bacteriana. Inca din faza de concepere a planului de tratament, trebuie avut in vedere ca tipul de coroana indicat sa fie compatibil cu posibilitatile de realizare a preparatiei cervicale a bontului. Realizarea preparatiei cervicale a scheletului metalic trebuie sa fie in asa fel facuta , incat sa se obtina un contur continuu intre dinte, colereta metalica si placajul ceramic.
Trecerea aliaj-ceramica
Trecerea intre scheletul metalic si placajul ceramic trebuie sa fie clar definita. In deosebi in zona interdentara, unde accesul instrumentelor de igienizare este dificil, trebuie sa existe o linie de demarcatie ascutita, pentru a permite o lustruire optima atat a suprafetei metalice, cat si ceramice, pe cat posibil, unghiul dintre colereta metalica de sustinere si ceramica trebuie sa fie de 90oC. Daca trecerea aliaj-ceramica nu este clar definita, la conturarea placajului ceramic, sau in faza de lustruire finala, poate fi foarte usor descoperit stratul de opaquer sau, la acest nivel pot aparea ulterior fisuri care vor duce, ca efect final, la desprinderea placajului ceramic.
O atentie deosebita trebuie acordata trecerii aliaj-ceramica in zona de contact interdentar, respectiv trebuie respectate ghidajele anterior si canin.
Astfel, stopul ocluzal (contactul interdentar) nu are voie sa se faca la zona de trecere aliaj-ceramica. El trebuie realizat exclusiv, fie pe metal, fie pe ceramica. De asemenea, suprafata de ghidaj anterior, respectiv canin trebuie conformata fie din ceramica, fie din metal. Daca ghidajul se face pe zona de trecere metal-ceramica, va duce la fracturarea componentei ceramice.
Cand se macheteaza componenta metalica
pentru o CMMC ca element singular sau un corp de punte redus, se pot folosi
tije de turnare cu lungime de 10-15 mm si un diametru de 3,54 mm. Cand se
ambaleaza mai mult de 67 elemente si cand se aplica doar tije principale,
acestea vor avea o lungime de 1520 mm si un diametru de 4 mm. In aceeasi situatie
se poate macheta o tija intermediara cu un diametru de 5 mm. Tijele secundare
vor avea o lungime si un diametru de 2,53,5 mm, iar canalele principale (numar
de 2-3) un diametru de 45 mm. Daca conul de turnare este suficient de mare se
pot obtine rezultate foarte bune cu o singura tija principala de turnare.
Machetele extinse (cu un numar mare de elemente unitare sau punti totale) necesita
confectionarea unor tije intermediare in forma de U, cu un diametru de 5 mm, de
la care pornesc tije secundare de 2,53,5 mm lungime si un diametru de 2,53
mm. In functie de volumul elementelor se stabileste si numarul tijelor
secundare. Tijele principale (2-3), vor avea un diametru de 45 mm. Tensiunile
aparute in macheta de ceara, de-a lungul modelarii si fixarii tijelor, pot fi
combatute prin lasarea machetei cateva ore pe model, la temperatura
Inainte de ambalare, macheta se pensuleaza sau pulverizeaza cu un agent de degresare. Surplusul se indeparteaza imediat pentru a impiedica scaderea temperaturii machetei prin evaporarea WAXIT-ului. Daca aceste surplusuri nu se indeparteaza este posibil ca masa de amblat sa nu faca priza totala in aceste zone, cu efecte secundare nedorite asupra piesei turnate. Datorita temperaturilor de topire inalte ale aliajelor utilizate in confectionarea CMMC, se pot folosi decat mase de ambalat care rezista la astfel de temperaturi. Acestea contin, deobicei, lianti pe baza de fosfat, in nici un caz pe baza de sulfat (ele rezistand doar pana la temperaturi de 800oC).
Masele de ambalat sunt specifice pentru fiecare tip sau grup de aliaje.
In cele ce urmeaza se dau cateva detalii in legatura cu 3 mase de ambalat ale firmei Degussa: DEGUVEST HVG, DEGUVEST CF (fara carbon) si DEGUVEST SOFT. Toate trei se prezinta sub forma de pulbere si lichid, constituite pe baza de fosfati.
In tabelele urmatoare se prezinta
detalii utile tehnicianului dentar din
Raportul pulbere/lichid si corelatia cu marimea chiuvelei de turnare
la trei mase de ambalat - elaborate de firma Degussa
|
Marimea chiuvetei de turnare |
Pulbere DEGUVEST HFG |
Lichid DEGUVEST HFG |
|
1 x |
1 pachet 1 x = 60 g |
8,5 cm3-9,5 cm3 |
|
3 x |
1 pachet 3 x = 180 g |
25.5 cm3-29,0 cm3 |
|
G x |
2 pachet 3 x = 360 g |
51,0 cm3-58,0 cm3 |
|
9 x |
3 pachet 3 x ~ 540 g |
75,5 cm3 -85,0 cm3 |
Timp de lucru: 35 min
|
Marimea chiuvelei de turnare |
Pulbere DEGUVEST CF |
Lichid (1350 cm3) DEGUVEST CF |
|
1 x |
1 pachet 1 x = 60 g |
13,0 cm3-14,0 cm3 |
|
3 x |
1 pachet 3x = 150g |
33,0 cm3-34,5 cm3 |
|
6 x |
1 pachet 3 x = 300 g |
66,0 cm3-69,0 cm3 |
|
sau |
2 pachet 3 x = 300g |
66,0 cm3-69,0 cm3 |
|
9 x |
1 pachet 6x + 1 pachet 3 x = 450 g |
99,0 cm3-103,5 cm3 |
|
sau |
3 pachet 3x = 450g |
99,0 cm3-103,5 cm3 |
Timp de lucru: 46 min
|
Marimea chiuvelei de turnare |
Pulbere DEGUVEST SOFT |
Lichid APA DISTILATA |
|
x |
1 pachet 1 x = 60 g |
10,5 cm3 |
|
3 x |
1 pachet 3x = 180 g |
30,5 cm3 |
|
6 x |
2 pachet 3 x = 360 g |
61,5 cm3 |
|
9 x |
3 pachet 3 x = 540 g |
92,0 cm3 |
Atat pentru DEGUVEST HFG, cat si pentru DEGUVEST CF, lichidul se livreaza sub forma concentrata, putand fi diluat cu apa distilata, in functie de temperatura recomandata. Astfel se poate controla expansiunea acestor mase de ambalat.
Expansiunea maxima totala, ce se poate obtine cu lichidul DEGUVEST CF nediluat (100g pulbere + 22 cm3 lichid concentrat) este de 2,4 %.
DEGUVEST SOFT permite o expansiune totala (liniara) de 1,62%.
Posibilitati de diluare a lichidului concentrat DEGUVEST HFG cu apa distilata
si expansiunea totala pentru fiecare varianta
|
Concentrat | ||||
|
Apa distilata | ||||
|
Expansiune totala |
Pasta preparata prin amestecul pulberii cu lichidul, in malaxoare cu vacuum, va acoperi macheta fixata pe o placa de cauciuc in prelungirea careia este asezata si chiuveta (ringul). Si aceasta operatiune se face tot in vacuum. Un aparat corespunzator acestui scop este MULTIVAC.
Dupa 60120 minute de la ambalare, chiuveta se depune intr-un cuptor de uscare incalzit la 300oC, unde ramane 3060 minute (pentru evacuarea cerii).
Chiuveta uscata se introduce apoi intr-un coptor de preincalzire, care a fost adus in prealabil la 300oC. Temperatura acestui cuptor se aduce treptat (maxim 20oC pe minut) la temperatura finala care se mentine, in functie de marimea chiuvetei, intre 2060 minute.
Aliajele destinate CMMC se topesc in creuzete de ceramica sau grafit.
Unele dintre aceste aliaje nu se pot topi si turna decat in creuzete de ceramica. Pentru topirea aliajelor se pot folosi mai multe procedee: flacara propan-oxigen, instalatii electrice si mai ales curenti de inalta frecventa. Daca se topesc cu arc electric trebuie evitate supraincalzirile partiale.
Aliajele se topesc peste punctul lor de topire. Timpii de supraincalzire pentru cele 11 aliaje Degussa sunt prezentati in tabelul urmator, in functie de procedeul de topire aplicat.
Dupa turnare, chiuveta se raceste la temperatura camerei, pentru dezambalare folosindu-se clestele de gips. Aliajele nenobile necesita o racire mai lunga pentru a egaliza pe cat posibil contractia termica a masei ceramice cu cea a aliajului.
Date si constante care vizeaza aliajele nobile elaborate de firma Degussa
pentru tehnica metalo-cerarnica: A. Topire-turnare; B. Tratamente termice
A. Topire si turnare
|
IN CENTRIFUGELE AUTOMATE ALE FIRMEI DEGUSSA T3, ET4, TS1A. TS2 SI TS3 SI IN APARATELE DE TURNAT IN VACUUM SI SUB PRESIUNE |
IN PRESTOMAT B1 |
||
|
Dupaatingerea temperaturii programate cu dispozitivul electric de turnare |
Dupa topire la flacara deschisa |
Dupa alingerea temperaturii programate |
|
|
Degudent G |
60 s la 1300C |
10 s 15 s |
60s la 1400C |
|
Degudent H |
60 s150 s la 1400C |
10 s 15 s |
60 s 150s la 1400C |
|
Degudent U, U 94 |
120 s 180s la 1400C |
15 s 30 s |
60 s 180s la 1400C |
|
Degucast U, Degubond 4 |
120 s 180 s la 1400C |
30 s 50 s |
60 s 180s la 1400C |
|
Deva 4, Verinor |
30 s 50 s |
60 s 180s la 1400C |
|
|
Pors-on 4 |
30 s 50 s |
60 s 180s la 1400C |
|
|
Degupal U', Bond-on 4' |
120 s 180 s la 1400C |
30 s 50 s |
120 s 180s la 1400C |
|
In Degumat |
Dupa atingerea punctului liquidus la aprox.... cantitate de aliaj de ex. cu treapta de topire III,IV |
timp |
In Degutron Dupa atingerea punctului liquidus timp timp |
|
Degudent G. H, |
10 g 30 g |
5 s 10 s |
Degudent G, H |
|
Degudent U, U 94 |
30 g 60 g |
5 s 15 s |
Degudent U, U 94 |
|
|
Degucasl U, Degubond 4 |
||
|
Deva 4, Verinor |
60 g 100 g |
10 s 20 s |
Deva 4, Verinor |
|
Degupal U, Bond-on 4, Pors-on 4 |
Degupal U, Bond-on 4; Pors-on 4 |
||
Pentru topirea aliajelor Degupal U sau Bond-on se folosesc doar creuzete din ceramica.
B. Tratamente termice
|
Tratamentul termic (timpi, temperaturi) |
Marimea chiuvetei de turnare |
|||
|
1 x |
3 x |
6 x |
9 x |
|
|
Timpi de priza/uscare |
40 min |
50 min |
60 min |
70 min |
|
Temperatura de indepartare a cerii |
300oC |
300oC |
300oC |
300oC |
|
Durata indepartarii cerii |
30 min |
40 min |
50 min |
70 min |
|
Temperatura inittala a cuptorului electric pentru preincalzire |
300oC |
|
||
|
Temperatura finala a preancalzirii Degudent G SI H |
800oC | |||
|
Degubond 4 si Degudent U/U4, Degucast U |
850oC | |||
|
Verinor |
850900oC | |||
|
Deva 4, Degupal U, Bond-on 4, Pors-on 4 |
900oC | |||
|
Durata preincalzirii dupa atingerea temperaturii finale |
20 min |
30 min |
45 min |
60 min |
Tratamentele termice pentru inmuiere sau calire ale aliajelor destinate metalo-ceramicii se fac pentru reglarea timpului in care piesa turnata este lasata sa se raceasca in masa de ambalat. Tratamentele termice sunt indicate de firmele producatoare.
Prelucrarea componentei metalice
Dupa dezambalare, scheletele metalice se sableaza atent si se decapeaza (cu solutii elaborate de catre firme, special pentru produsele lor).
Deoarece nu toti oxizii de la suprafata componentei metalice turnate sunt indepartati astfel, aceasta trebuie prelucrata si mecanic.
Prelucrarea suprafetelor care urmeaza a fi placate se face, in aceste cazuri, cu freze dure din otel (carbid-tungsten sau carbid-wolfram + cobalt ca liant) sau diamantate. Pentru a nu fi inglobate pe suprafetele metalice,
pulberile care rezulta din aceste prelucrari trebuie continuu aspirate.
Se va pastra o singura directie de manipulare a frezelor. Utilizarea gumelor este interzisa. Nu sunt indicate nici macar pietrele ce contin lianti pe baza de ceramica, deoarece in loc sa indeparteze impuritatile, le inglobeaza in suprafetele metalice.
O serie de impuritati pot fi indepartate si cu ajutorul jetului de aburi.
Urmeaza o decapare cu acid fluorhidric timp de 15 minute, dupa care scheletul se fierbe in apa distilata. Din acest moment este interzis orice contact al piesei cu mainile, manipularea ei facandu-se cu o pensa Pean.
Unii autori recomanda ca spalarea componentei metalice sa se faca in alcool 92% (se va evita solutia de alcool izopropilic 70%, care contine uleiuri minerale si aromatice care pot contamina suprafata aliajului).
Sablarea se efectueaza cu particule de corindon (α Al2O3). O serie de particule raman inclavate in suprafata metalica si realizeaza astfel legaturi chimice cu oxizii de siliciu din componenta maselor ceramice.
Alumina (Al2O3) reprezinta materia prima utilizata pentru obtinerea corindonului, fiind un oxid foarte dur care rezulta prin calcinarea trihidratului de alumina, iar faza de alumina depinde doar de regimul de temperatura utilizat.
![]()
![]() Al2O3 * 3H2O 600oC - Al2O3 1250oC - Al2O3
Al2O3 * 3H2O 600oC - Al2O3 1250oC - Al2O3
Conditionarea prin oxidare a componentei metalice
si pregatirea modelului de lucru
Pentru asigurarea unei legaturi stranse intre suprafata metalica si placajul din ceramica, trebuie creat un strat intermediar de oxizi, atat la suprafata scheletelor confectionate din aliaje nobile, cat si a celor nenobile.
Aceasta se realizeaza prin aducerea in stare de incandescenta a scheletului metalic la o temperatura de 960980oC, in prezenta aerului, timp de 810 minute, pentru aliaje nobile si la 1035oC timp de ½ minut pentru aliajele nenobile. Dupa atingerea valorii termice amintite, scheletul metalic se scoate din cuptor si se raceste sub un clopot de sticla.
Prin aducerea in stare de incandescenta a componentei metalice se urmareste:
obtinerea unui strat de oxizi metalici format prin migrarea la suprafata a elementelor nenobile, adaugate in structura aliajelor nobile si/sau nenobile, cum ar fi: In, Fe, Zn, Sn, Cr etc;
eliminarea gazelor din structura aliajelor, prin incalzirea in conditii de vacuum. Recent s-a demonstrat ca indiferent de conditii - cu sau fara aer - concentratia gazelor dupa atingerea starii de incandescenta este mai mare decat la inceput;
anihilarea tensiunilor interne din structura aliajelor;
evidentierea porozitatilor si impuritatilor care migreaza spre suprafata, putand fi usor indepartate prin frezaj sau sablare. Dupa aceea se realizeaza o noua oxidare a aliajului.
Concentratia optima de oxizi, la suprafata aliajului, este evidentiata prin culoarea mai inchisa a acesteia. O nuanta prea inchisa, indica prezenta unui strat prea gros de oxizi metalici. Grosimea acestui strat poate fi diminuata prin introducerea componentei metalice in HCl 20% timp de 10 minute.
Dupa atingerea temperaturilor mentionate pentru aducerea la starea de incandescenta, scheletul metalic se scoate din cuptor si se lasa la racit sub un clopot de sticla.
Exista aliaje la care stratul de oxizi trebuie sa ramana intact. Altele se realizeaza cu Al2O3, dimensiunea particulelor fiind de 50 m.
Prezenta in cantitati mari a oxizilor de crom din aliajele de Ni-Cr modifica local coeficientul de contractie al maselor ceramice, favorizand aparitia fracturilor si fisurilor la interfata, in timpul fazelor de racire ale unei CMMC. Legaturile slabe metalo-ceramice, ale aliajelor de Ni-Cr-Mo cu un continut mare de siliciu, se datoreaza formarii la interfata a unor silicati fragili.
De aceea in ultimul timp se prefera aliajele de Ni-Cr-Mo cu un continut redus de siliciu (aproximativ 3,8%). In unele aliaje Ni-Cr, beriliul are rol de a regla formarea straturilor de oxizi.
Un aliaj aparut mai recent, BIOMATE C (CSM), permite oxidarea controlata a cromului, realizand o legatura metalo-ceramica (cca. 60 MPa) de trei ori mai mare decat aliajele cu un continut mai ridicat de siliciu (cca. 7% greutate) si un indice de rugozitate dublu (22 +/- 3%).
La interfata BIOMATE C/ceramica se evidentiaza o crestere a concentratiei de Mo, cu efecte pozitive asupra oxidarii.
Stratul de oxizi are urmatoarele caracteristici:
asigura o legare clasica a masei ceramice de aliaj;
contribuie la realizarea puntilor de oxigen;
permite o difuzare a ionilor metalici in masa ceramica;
creste "umectabilitatea" suprafetei metalice, premiza esentiala pentru desfasurarea unor reactii chimice intre o faza fluida si una solida;
realizeaza impreuna cu primul strat de ceramica o zona de trecere intre doua materiale cu structuri chimice diferite, zona caracterizata prin existenta atat a oxizilor metalici cat si a celor de siliciu - zona de difuziune;
analize fine, la MEB, au demonstrat faptul ca in timpul arderii, elemente din masa ceramica difuzeaza in componenta metalica si invers.
Inainte de a incepe depunerile de straturi din masa ceramica, modelul de lucru se curata, se usuca si se pensuleaza cu un lac izolator. Acesta impiedica absorbtia lichidului din pasta ceramica in gips si poluarea modelului de lucru.
Pentru a nu pierde din umectibilitatea si reactivitatea stratului de oxizi metalici, dupa realizarea acestuia se trece imediat la faza urmatoare, de ardere a primului strat de ceramica. Si in timpul arderii primului strat (grundul sau opaqer-el) au loc, la interfata, multiple reactii chimice, care au drept rezultat difuzarea unor componente ceramice spre aliaj si invers, concomitent cu formarea unor legaturi intre oxizii metalici si oxizii de siliciu.
Anumiti oxizi metalici (de exemplu Ag2O) produc o colorare neplacuta a maselor ceramice. Problema este pe larg dezbatuta in literatura de specialitate. Cea mai simpla solutie este utilizarea unor aliaje fara argint sau a unor mase ceramice, care nu reactioneaza cu oxizii de argint.
Alte posibilitati de legare a maselor ceramice de componenta metalica
In afara stratului intermediar de oxizi, devenit de acum o modalitate "clasica" de legare a maselor ceramice de scheletul metalic, au fost descrise si testate cu succes si alte posibilitati. Dintre astea, lansarea unor agenti de cuplare - CERAMIC BONDING AGENTS - reprezinta un important pas inainte. De cele mai multe ori acestia sunt construiti din pulberi pe baza de aur si particule ceramice cu aspect spongios.
Aplicarea acestor BONDING AGENTS elimina etapa de oxidare a aliajului prin aducerea lui la incandescenta. Ei se aplica direct pe suprafata scheletului metalic (sablata si curata), care urmeaza sa fie placata.
Tehnica se utilizeaza cu precadere la aliajele nobile unde s-au inregistrat, comparativ cu tehnica "clasica", cresteri ale intensitatii legaturii aliaj-ceramica.
In cazul aliajelor nenobile puterea legaturii depinde mult de tipul aliajelor si de agentul de legare utilizat.
Pe suprafetele aliajelor nenobile, care urmeaza a fi placate, se poate galvaniza un strat de aur (0,020,03 mm) peste care se aplica un agent de legatura cum ar fi IVOCLAR INZOMA P 990, dupa care se ard straturile de masa ceramica.
Agentii de legatura au urmatoarele proprietati:
asigura o legatura puternica intre aliaj si ceramica;
realizeaza legaturi covalente cu masa ceramica;
constituie un strat tampon intre cele doua materiale heterogene, reducand foarte mult fortele tangentiale sau de forfecare, care apar la interfata in cursul unor variatii termice sau sub actiunea fortelor ocluzale.
In Disciplina de Protetica si Materiale Dentare a U.M.F. Timisoara a fost utilizat cu succes Chrom - Kobalt - Bonding elaborat de firma BREDENT Germania, pe scheletele metalice confectionate din WIRON 88 pe care s-au ars mase ceramice VITA.
In literatura de specialitate au aparut date cu privire si la alte preparate care imbunatatesc legarea ceramicii de scheletul metalic. Astfel, firma Degussa a lansat produsele DECK-GOLD (normal) si DECK-GOLD (fin), care se prezinta sub forma de paste si au un continut crescut de aur. Ele sunt compatibile cu toate aliajele nobile destinate tehnicii metalo-ceramice, elaborate de firma Degussa.
DECK-GOLD normal se foloseste exclusiv pe suprafetele metalice care urmeaza a fi placate cu ceramica. Produsul se aplica cu pensula, rezultand structuri ce isi pastreaza forma in cursul procesului de sinterizare.
Stratul de DECK-GOLD normal actioneaza ca un tampon, care amortizeaza o serie de tensiuni aparute intre cele doua materiale heterogene, crescand astfel rezistenta complexului aliaj-ceramica. DECK-GOLD normal mai prezinta fata de stratul de oxizi si alt avantaj. Atunci cand din motive de spatiu, placajul ceramic va fi foarte subtire, stratul de oxizi poate influenta negativ culoarea si transparenta masei ceramice. Aplicarea unui strat de DECK-GOLD rezolva problema, cromatica placajului ceramic nefiind influentata. Produsul previne si alterarile cromatice ale scheletelor metalice confectionate din aliaje cu continut de Ag.
DECK-GOLD fin se aplica exclusiv pe suprafetele componentei metalice, care nu se placheaza cu ceramica. Se realizeaza astfel un strat plan astructurat, care dupa ardere se poate prelucra. Stratul fin de aur neslefuit, permite depistarea contactelor premature si a interferentelor.
Ceramici metalice (Metal Ceramics):
GC Initial MC . GC Initial LF . GC Initial Ti
Metal Ceramics (ceramica aplicata pe metal) este un sistem ceramic total fizionomic pentru orice situatie clinica.
Sistemul GC Initial cuprinde o linie de sase tipuri de ceramica ce poate fi utilizata pentru a realiza restaurari metalo-ceramice si integral ceramice indicate in orice situatie clinica indiferent de procesul de fabricare si de substrat.
Fie ca laboratorul lucreaza cu clasicele aliaje metalice standard, aliaje cu continut crescut de aur si/sau aliaje prelucrate prin galvanizare (pentru fatete) sau cu aliaje din titan, ceramica aplicabila pe metal GC Initial MC, GC Initial LF and GC Initial Ti satisface toate nevoile.
GC Initial MC
Este o ceramica metalica, adaptata pentru toate tipurile de aliaje conventionale cu un coeficient de expansiune termica (CTE) variind intre 13,8 si 14.9 x10-6K-1 (25500C), indiferent ca au continut de argint, continut redus de aur sau sunt pe baza de paladiu sau fatete NPA si coroane galvanice.
Caracteristici generale
. Ceramica feldspatica cu temperatura de ardere sub 900C;
. Coeficienti de expansiune termica specific adaptati pentru substratul metalic;
. Proprietati fizice si optice excelente;
. Contractie de priza foarte scazuta;
. Nuante armonizate pentru potrivirea culorii si o estetica deosebit de naturala;
. Optima pentru tehnologia sinterizarii in combinatie cu GC.
GC Initial LF
Este o ceramica fuzibila la temperatura redusa, specific adaptata pentru aliaje folosite in tehnologia metalo-ceramica cu un CTE intre 13,8 si 14,9.
x10-6K-1 (25500C), NPA, aliaje cu continut crescut sau scazut de aur sau aliaje baza paladiu (cu continut de argint < 20 %) sau galvanice. Este de asemenea, ideala pentru corectarea restaurarilor facute cu GC Initial MC sau ca material de reconstructie pe cape din GC Initial PC.
Caracteristici generale
. Ceramica sintetica cu o temperatura de ardere de 770C;
. Contractie de priza scazuta;
. Numar redus de cristale leucite dure;
. Foarte stabila, chiar si dupa arderi repetate;
. Lustruire superba;
. Estetica superioara atat pentru restarari metalo-ceramice, cat si pentru integral ceramice;
. Coeficienti de expansiune termica perfect corelati cu al substratului metalic.
GC Initial Ti
Este o ceramica specific adaptata pentru un substrat din titan. Este ideala pentru a crea restaurari biocompatibile si cu estetica deosebita in situatii in care lucrarile integral ceramice nu sunt indicate.
Caracteristici generale
. Coeficient de expansiune termica perfect corelat cu al substratului metalic si adeziune optima
. Temperatura de ardere de 780C
. Nuante armonizate pentru potrivirea culorii si o estetica deosebit de naturala.
Specificatii tehnice
|
Proprietate |
GC Initial MC |
GC Initial LF |
GC Initial Ti |
|
Arderea dentinei (C) | |||
|
CTE (25-500C; 10-6K-1) |
2nd/4th Ardere |
2nd/4th Ardere |
2nd/4th Ardere |
|
Temperatura de tranzitie a sticlei (C) | |||
|
Solubilitate (μg/cm2) | |||
|
Densitate (g/cm2) | |||
|
Rezistenta la flexiune (MPa) | |||
|
Rezistenta legaturii adezive (MPa) |
N/a |
||
|
Dimensiunea medie a particulelor (μm; D 50%) |
GC Initial MC, GC Initial LF and GC Initial Ti urmeaza EN ISO 9693:2000
(valorile tehnice si fizice afirmate au fost obtinute in urma testelor interne)
Accessorii
GC Initial MC/LF Connector Paste
Poate fi utilizata pentru a sigila modele din material refractar, pentru sinterizarea ceramicii.
. Este o pasta rosie, optima pentru aplicarea directa pe modelul refractar inante de arderea ceramicii;
. Perfecta potrivire cu GC Initial MC/LF.
GC Initial Inmetalbond (adeziv pentru metal)
Actioneaza ca un tampon intre ceramicile GC Initial si aliajele dentare pentru a bloca pierderea de oxizi metalici. Poate fi utilizata pe toate tipurile de aliaje pretioase si nepretioase pentru tehnologia metalo-ceramica.
. Pasta pentru aplicare directa si usor de utilizat
. Imbunatateste si asigura legatura adeziva pe diferitele tipuri de aliaje
. Permite un interval larg de compatibilitate a CTE
. Compatibil cu GC Initial MC/LF
GC Initial Ti Bonder
Asigura o legatura adeziva puternica intre scheletul de titan si ceramica GC Initial Ti.
. Usor de aplicat si etape de lucru scurte
. Optim pentru titan - fie pur, fie in aliaj, pulbere sau pastile
. Compatibilitate perfecta intre GC Initial Ti Bonder si ceramica
GC Initial Ti
Un sistem modular
GC Initial este disponibil ca seturi de ceramica modulara. Fiecare set contine componente diferite, pe care combinandu-le, se obtin restaurari cu estetica superioara.
Modulul 1: Basic Set
MC/LF/Ti pulbere opaca sau MC pasta opaca
Contine toate tipurile fundamentale de ceramica opaca, nuante translucide de ceramica si lichidurile aferente. Destinata pentru reconstituri standard si intruneste criteriile cheii de culori Vitapan.
Modulul 2: Basic Plus Set
MC/LF/Ti pulbere opaca sau MC Pasta Opaca
Contine nuante aditionale si accesorii cum ar fi: Opaque Modifiers (pigmenti opaci), Opaqus Dentin (dentina opaca) si ceramica pentru prag. Adaugati la setul basic si obtineti o estetica superioara a restaurarilor protetice.
Modulul 3: Advanced Set
MC, LF, Ti
Completeaza sistemul GC Initial prin adaugarea altor nuante si accesorii fie la setul basic, fie la setul Basic Plus, conferind restaurarilor o estica deosebita.
Entrance Kit
MC pulbere opaca sau MC pasta opaca LF, Ti
Consta in cantitati mici de ceramica si lichidele aferente pentru a fi testate pe un numar limitat de restaurari.
4.2. Realizarea componentei metalice prin sinterizare
La inceputul secolului a fost pus la punct de Ollendorf si Taggart procedeul turnarii de precizie, care se bazeaza pe principiul "formei pierdute".
Acest procedeu necesita mase de ambalat rezistente la temperaturi inalte. A trebuit sa treaca 50 de ani pentru demonstrarea superioritatii pieselor protetice turnate fata de cele stantate sau a celor care incorporeaza in tehnologia lor lipirea (coroane din doua bucati, coroane de substitutie, punti etc). Cu toate avantajele pe care le prezinta tehnica turnarii, ea are si o serie de dezavantaje. Timpul lung de realizare si erorile posibile din cursul etapelor intermediare au determinat gasirea unor solutii si tehnologii noi, de obicei imprumutate din industrie. Dintre aceste solutii (care permit obtinerea infrastructurii metalice direct pe model) amintim: electroeroziunea, galvanizarea, sinterizarea si ambutisarea completa cu sinterizare.
Sinterizarea unor sticle minerale, pusa la punct de Maynard, Wood, Land si Jenkins, isi gaseste si astazi utilizarea in confectionarea unor inlay-uri ceramice.
O'Doherty, profesor de tehnologie dentara la "school of Dental Science" din Dublin, descopera in standurile unei expozitii internationale, din octombrie 1986 la New York, o tehnologie care utilizeaza o suspensie de aliaj pe baza de paladiu, care sinterizeaza in cadrul procedeului "SINTERLOY PROCESS" al firmei DENPOC din Hacken Sack-New Jersey S.U.A.
O'Doherty publica in 1989 rezultatele de sinterizare a unor pulberi metalice pe baza de paladiu.
Pulberea (aliaj de Pd-Au) se amesteca cu un liant sub forma de lichid rezultand o pasta care se aplica pe bontul confectionat dintr-un material termorezistent (ceramica). Dupa finalizarea modelajului straturile se usuca la o lampa cu radiatii infrarosii, dupa care se sinterizeaza intr-un cuptor complet automatizat, SINTERLOY PROCESSOR. Dupa prelucrare se placheaza cu ceramica conform procedeelor uzuale.
Costul initial al sistemului SINTERLOY a fost de 18.000 $, investitie care se amortizeaza rapid prin economie de aliaje, energie si timp de lucru.
Alte doua tehnologii, care se bazeaza pe procedeul de sinterizare a unor aliaje, de data aceasta cu un continut ridicat de metale nobile sunt: HERATEC (HERAEUS), DEGUSINT (DEGUSSA) si AGC (WIELAND EDELMETALLE KG). Spre deosebire de HERATEC, DEGUSINT a fost conceput ca o completare la tehnica "clasica" de turnare a infrastructurii metalice. Dupa punerea la punct a procedeului si o testare prealabila in conditii de laborator (1986-1987), DEGUSINT a trecut la experimentari "in vivo" incepand din 1988. Au fost utilizate pulberile DEGUSINT-U si G, ultima cu continut ridicat de aur. Procedeele DEGUSINT si HERATEC nu reclama o dotare materiala de exceptie, ele putandu-se desfasura cu ajutorul unor cuptoare obisnuite de ars ceramica.
Sistemul AGC (Auro-Galva-Crown) al firmei WIELAND EDELMETALLE KG este un procedeu complet automatizat. Aliajul utilizat (99,099,2% aur fin, 0,150,2% cupru) are o densitate de circa 18,5 g/cm3. Capele realizate prin sitemul AGC au o greutate medie de circa 0,30,6g si o grosime de 0,2 mm.
Procedeul HERATEC
Printre primele informatii despre procedeul HERATEC se remarca cele publicate de Kaiser. Procedeul consta in sinterizarea unei paste de aur (Bendgold Spezial) pe o capa de platina. Ulterior s-a folosit o pasta Au-Pd-Ag care se sinterizeaza direct pe bontul mobilizabil.
Bontul mobilizabil (duplicat), confectionat dintr-un material termo-rezistent se introduce in pasta mentionata mai sus, care se sinteriza intr-un singur strat.
Astazi tehnologia este total diferita si incearca sa elimine deficientele de ordin fizionomic si tehnologic caracteristice procedeului initial.
Firma HERAEUS a facut progrese importante in acest domeniu si a reusit sa puna la punct procedeul.
Principiul procedeului
Prin sinterizarea unor metale (aliaje), are loc un proces de topire superficiala a unor particule din compozitia acestora, la o temperatura mult inferioara lor de topire. Materia prima, supusa sinterizarii, este o pasta care rezulta prin amestecul unei pulberi (metalice, de obicei, aur sau aliaje ale acestuia) cu un lichid. De cele mai multe ori in pulbere se evidentiaza Au, Pt, Pd, Ag. Capa metalica obtinuta in acest mod este constituita din trei straturi suprapuse, sinterizate succesiv, care realizeaza in final o structura compacta si rezistenta.
Cele trei straturi sunt urmatoarele:
d) primul strat, din Au 99%, se sinterizeaza direct pe bontul mobilizabil confectionat dintr-un material termorezistent;
e) al doilea strat, din Au-Pd, asigura rezistenta structurii;
f) stratul al treilea contine Au si o serie de lianti ceramici, care asigura legarea de ceramica.
Grosimea totala a capei este de aproximativ 0,250,3 mm. Aceasta grosime poate creste prin sinterizarea unor straturi succesive suplimentare de Au si Au-Pd.
In ciuda continutului mare de Au, Schwickerath si Coca au demonstrat in 1987 rezistenta la forte de forfecare, a capelor realizate prin sinterizare.
Etape de lucru
Prepararea bontului ca pentru o CMMC si luarea amprentei;
Realizarea modelului cu bonturi mobilizabile; peste acestea se depune un strat de lac, care va asigura spatiul necesar cimentului;
Duplicarea modelului prin orice procedeu consacrat. Pentru amprentare, se recomanda siliconii. Bontul duplicat se toarna dintr-un material termorezistent (HERATEC-VEST) cu sau fara pinuri termorezistente. Restul modelului se poate confectiona din gipsuri dure sau extradure.
Dupa priza materialului HERATEC-VEST bontul mobilizabil se usuca si sufera un tratament de durificare, dupa cum urmeaza:
uscare timp de 5 minute la 500oC la gura cuptorului;
se arde 10 minute la 1000oC;
se introduce in lichidul produsului HERATEC-VEST;
se usuca, inca o data, la gura cuptorului.
Se prepara pasta de Au si se pensuleaza uniform, pe bont, primul strat, astfel incat acesta sa depaseasca cu un milimetru limita cervicala a preparatiei. Aceasta "depasire" compenseaza contractia de sinterizare a pastei metalice. Dupa uscare la 400500oC se mai poate aplica un strat de Au; urmeaza preincalzirea la aproximativ 400oC, timp de 3 minute, cu cuptorul inchis si apoi sinterizarea la 1000oC, timp de 10 minute fara vacuum.
Dupa racire, la temperatura camerei, se pensuleaza al doilea strat de pasta a carei pulbere contine 70% Au si 30% Pd. Pentru a nu transpare in zona cervicala, prin masa ceramica culoarea cenusie, acest strat se aplica pana la aproximativ 1 mm deasupra limitei cervicale a preparatiei. In aceasta etapa capa are o culoare gri-cenusie, cu o colereta aurie in zona cervicala. Uscarea se face la 400-500oC, timp de trei minute cu cuptorul deschis si alte trei minute cu cuptorul inchis. Sinterizarea se face cinci minute, la 1000oC;
Dupa ce capa a fost readusa la temperatura camerei, se incepe aplicarea celui de-al doilea strat, care acopera toate suprafetele ce urmeaza a fi placate cu masa ceramica.
Pasta, din care se realizeaza acest strat, consta dintr-un amestec de Au cu adezivi ceramici. Se aplica de obicei pana la limita cervicala a preparatiei. Dupa uscare la 400-500oC si sinterizare la 1000oC timp de 10 minute, capa HERATEC va avea un aspect mat, galben deschis. Suprafata mata si rugoasa este data de adaosurile de adezivi pentru ceramica.
Componenta metalica HERATEC este compatibila cu sistemele conventionale de ceramica destinate CMMC. Succesiunea arderilor si straturile ceramice sunt identice cu cele indicate la confectionarea CMMC conventionale. Stratul al treilea (Au + adezivi ceramici) exclude etapa de oxidare a componentei metalice HERATEC.
Dupa ultima ardere, suprafata interna a coroanei se sableaza cu un material pe baza de perle din sticla si polimeri. Surplusul de material din zona cervicala se poate indeparta cu un bisturiu fin. Brunisarea la limita cervicala a preparatiei se poate executa cu gume de lustruit.
4.3. CAD-CAM
Tehnologia CAD/CAM ofera tehnicianului modern, posibilitatea de a modela si freza dantura cu ajutorul computerului, pornind de la modelul obtinut in urma amprentarii dintilor. CAD/CAM-ul este o intreaga linie tehnologica compusa din scaner 3D, 3 computere, masina de frezat, aspirator propriu si sinterizator. Intreaga tehnologie este pusa in miscare prin numai cateva click-uri, iar capacitatea de lucru a masinii poate fi aproape non-stop, programarea putand fi realizata si de la distanta, cu ajutorul internetului.
Rezultatele sunt exceptionale, CAD/CAM-ul inlaturand cateva etape tehnice de pregatire a modelului, care in mod normal ar fi durat peste o saptamana. In cazul frezarii computerizate, timpul este de numai 24 zile, cu precizia tehnica exacta a unui computer.
Toate procedurile finalizate cu tehnologia CAD/CAM, ajuta mult si la partea finala a completarii dintelui, aplicarea ceramicii, unde intervine numai tehnicianul dentar. Culoarea zirconiului si a ceramicii este identica (alba), motiv care ofera un avantaj in plus tehnicianului ceramist, acesta poate sa modeleze in straturi successive, sa se joace cu lucrarea in ceea ce priveste grosimea stratului de ceramica, culoarea si transparenta dintelui pentru satisfactia deplina chiar si a celui mai pretentios pacient.
Zirconiul devine rapid materialul de electie pentru realizarea coroanelor dentare. Oxidul de zirconiu este un material foarte rezistent, utilizat de exemplu in medicina generala pentru proteze de sold.
Rezistenta deosebita la presiune il face capabil sa suporte solicitarile masticatorii si uzura zilnica fara a se fractura. Deasemenea are o transluciditate similara cu cea a dintilor naturali.
Datorita absentei suportului metalic, lumina este reflectata de o coroana de zirconiu la fel ca la un dinte natural. Astfel, zirconiul are cel mai bun efect din punct de vedere estetic, ceea ce este foarte important daca noile coroane sunt localizate la nivelul dintilor frontali si mai ales daca ele se vor invecina cu dintii naturali.
O alta calitate majora a zirconiului este absenta coroziunii. Astfel, reactiile gingivale cum ar fi lizereul (dunga cenusie din jurul marginii coroanelor metalo-ceramice) nu mai apar. De asemenea lipseste gustul metalic atat de deranjant.
Coroanele de zirconiu sunt mai usoare decat cele pe suport metalic, deci acomodarea cu noile lucrari protetice se realizeaza mult mai repede.
Acest lucru este foarte important in special in cazul puntilor dentare cu multe elemente.
Riscul de alergie in cazul zirconiului este nul. Nu exista pacienti alergici la acest material, este biocompatibil si bioinert.
Zirconiul este inert si din punct de vedere termic. El nu conduce caldura astfel incat variatile termice nu sunt transmise pulpei dentare (nervului) si astfel scade riscul aparitiei iritatiei pulpare. Este motivul pentru care este folosit in industria aerospatiala, ca scut termic la rachete.
Precizia lucrarii din zirconiu este garantata de realizarea structurii interne, de catre computer, prin taierea dintr-un bloc solid de oxid de zirconiu. Datorita adaptarii extrem de precise a coroanelor de zirconiu, ele pot fi cimentate cu materiale biocompatibile, care nu produc iritatii pulpare.
Tehnologia sofisticata utilizata pentru realizarea lucrarilor din zirconiu, precum si faptul ca zirconiul de calitate este scump, fac ca pretul unei coroane de acest tip sa fie ridicat. Pentru a depasi bariera pretului, anumiti producatori au ales sa realizeze coroane cu un continul scazut de zirconiu pentru a obtine un produs mai ieftin. Studiile au aratat insa ca aceste coroane mai ieftine sunt insuficient de rezistente pentru a suporta presiunile masticatorii, fara a se sparge.
In concluzie este mai bine sa se evite coroanele ieftine de zirconiu. Acesta este un material de calitate obtinut printr-un proces tehnologic complex, iar calitatile sale justifica pe deplin pretul ridicat.
Oxidul de zirconiu este un material ceramic foarte rezistent, care se mai foloseste, de exemplu, in tehnologia aeronavelor. Din punct de vedere chimic, el este compus din elementul rar Zirconium si oxigen, avand formula ZrO2. De obicei, el este denumit oxid de Zirconiu sau Zirconoxid. Are culoarea alb-fildes si duritatea mare.
Chimistul german MH Klproth a descoperit oxidul de zirconiu in 1789, dar acest 'material minune' cu proprietati remarcabile a trebuit sa fie 'redescoperit' in ultimii douazeci de ani. Mai multe tipuri de oxid de zirconiu sunt folosite in stomatologie ca substitut pentru alte metale. Acest material este foarte important in domeniul medical pentru proprietatile sale extraordinare precum rezistenta mare la flexiune si duritate. Ytriul este elementul care stabilizeaza partial oxidul de zirconiu, astfel incat el sa aiba aceste proprietati practice.
Oxidul de zirconiu se mai foloseste la fabricarea cutitelor de bucatarie, intrumentelor industriale de taiere si a componentelor rezistente la forte termomecanice in industria automobilelor si aeronavelor.
Dar oxidul de zirconiu nu este numai foarte rezistent ci si biocompatibil, fapt care il face ideal pentru folosirea in domeniul medical (pentru aparate auditive si membre artificiale) si in stomatologie (tije, coroane, punti si implanturi). Faptul ca oxidul de zirconiu are exact aceeasi culoare cu cea a dintilor, precum si caracteristicile biochimice il recomanda drept materialul perfect pentru implanturi si reconstructii de dinti de inalta calitate.
Asadar:
- Temperatura de topire a Zirconiului este de 2715 oC;
- Zirconiul se foloseste in crearea de bijuterii si imitatii de diamante;
- De ani de zile, Zirconiul se utilizeaza in restaurari osoase pentru pacientii cu fracturi si dizabilitati;
- Zirconiul a inceput sa fie utilizat in tehnica dentara abia la inceputul anilor 90, desi posibilitatea exista de mai bine de 10 ani;
- Numele complet al Zirconiului folosit in tehnica dentara este 'Dioxid de Zirconiu Tetragonal, stabilizat partial cu Yttriu';
- Scanarea modelului cu performantul scanner laser permite obtinerea unei copii virtuale perfecte a acestuia, cu o eroare de precizie de cel mult 10 microni;
- Utilizand tehnologia de prelucrare CAD (Computer Aided Design) putem obtine pana la 14 elemente de Zirconiu per punte;
- Lucrarile protetice din Zirconiu (coroane din zirconiu, punti din zirconiu, zirconiu pe implante) sunt foarte rezistente, biocompatibile si fara gust.
- Oxidul de Zirconiu are urmatoarele caracteristici superioare, care il transforma in materialul ideal:
- Compatibilitate biologica excelenta: absolut bioinert;
- Calitati fizice si mecanice
incredibile:
-Duritate: 1200 HV;
-Rezistenta la compresie: 2000 MPa
-Rezistenta la indoire: 1000 MPa
-Modul de elasticitate: 210 GPa
-Rezistenta absoluta la coroziune
-Marimea particulei: <0,6 ym
-Densitate extrem de mare
-Positate: 0
-Puritate: 99,9%
-Translucenta lucrarii confera rezultate cosmetice excelente
-Oxidul de Zirconiu este fabricat si optimizat industrial, astfel incat calitatile
lui raman neschimbate in proces de productie
-Este materialul optim pentru coroane: fara gust, radio-opac, nu irita gingiile,
pentru ca nu este nevoie de cimenturi adezive.
Ceramica de oxid de zirconiu
La fabricarea coroanei care acopera structura unui dinte, se foloseste un material ceramic special, foarte rezistent. Cu aparatul ZENO Tec se obtine o creasta din oxid de zirconiu, material care depaseste rezistenta altor aliaje dentare. Creasta este apoi acoperita sau placata cu un alt tip special de ceramica precum ZIROX. Tehnicianul dentar se va ocupa apoi de situatiile individuale ce privesc nuanta, ocluzia si abraziunea caracteristice si va crea o restaurare estetica si biocompatibila. Materialele folosite si indemanarea vor face ca restaurarea sa fie imposibil de detectat si uneori chiar mai buna decat dintii naturali. Ceramica are o formula speciala mai moale decat substructura suportului pe care sta, tocmai pentru a evita problemele la contactul cu dentitia naturala. Substructura lasata fara ceramica protectoare ar fi prea dura si abraziva.
Modelarea CAD (Computer Aided Design)
Simbioza indemanarii umane si a perfectiunii tehnologiei
Prelucrarea CAD este procedeul prin care se modeleaza, cu ajutorul calculatorului, viitoarele schelete de zirconiu.
Procedura este urmatoarea:
Cu ajutorul scannerului performant (2 camere video si un fascicul laser) se introduce in calculator o replica virtuala perfecta a campului protetic, care, ulterior scanarii, va fi vizualizata pe monitor.
Lucrarea va fi creata cu ajutorul
computerului, prin proceduri similare celor folosite in industria spatiala si auto.
Cu ZENO TEC nu exista limite virtuale ale lucrarii, tehnicianul putand sa
modeleze de la coroane unitare pana la cele mai elaborate punti (pana la 14
elemente).
Frezarea
Tehnologie robotizata pentru dinti perfecti
Dupa incheierea modelarii pe
calculator, lucrarea va fi pozitionata pe discul de zirconiu (blank) fiind
astfel pregatita pentru procesul de frezare (
Dupa frezare, lucrarea se va introduce intr-un cuptor special de sinterizare care opereaza la temperaturi foarte inalte. In urma tratamentului termic, duritatea lucrarii de zirconiu va creste foarte mult, depasind-o pe cea a metalului.
Mai jos se pot vizualiza imagini cu rezultatele remarcabile, obtinute prin utilizarea masinii de frezare ZENO TEC.
Inainte de aplicarea ceramicii:
Dupa aplicarea ceramicii:

|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 8249
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved