| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Realizarea practica a unui modulator audio-video de radiofrecventa
4.1 Reguli de protectia muncii specifice activitatilor de televiziune
Activitatea practica desfasurata in televiziune impune utilizarea directa a retelei de 220V curent alternativ. Cunoscand efectele periculoase ce le pot produce tensiunile electrice mai mari de 40 V si curenti mai mari de 100 mA, este necesar a fie luate urmatoarele masuri:
-punctele de lucru vor fi amenajate pe covoare de cauciuc;
-prizele de alimentare cu nul se vor dispune in apropierea meselor destinate depanǎrii echipamentelor;
-lucrarile practice de incercare si depanare radio-TV se vor executa atat cu ajutorul montajelor de test cat si direct pe receptoare de televiziune;
-punctele de masura si control, din cadrul modulelor si a placilor de baza din cadrul receptoarelor de televiziune, au fost marcate si prevazute cu terminale (cose) adecvate pentru conectarea cablurilor de legatura;
-instruirea depanatorilor asupra particularitatilor de lucru pentru fiecare echipament in parte.
Pentru inlaturarea pericolelor de orice fel este necesar ca fiecare depanator sa-si insuseasca normele de protectia muncii si sa respecte urmatoarele reguli specifice activitatilor practice desfasurate in centrele de panare si mentenanta de radio-televiziune:
1) Activitatea de depanare va fi efectuata numai de catre personalul specializat si atestat in domeniu, care a fost instruit in prealabil asupra particularitatilor legate de normele de securitate a muncii specifice lucrarilor efectuate in televiziune;
2)Interconectarea elementelor platformei de lucru, masurarea si vizualizarea semnalelor electrice se va efectua folosind numai conductori izolati si cabluri de masura si control adecvate aparatelor utilizate;
3)Conectarea la reteaua de tensiune si pornirea echipamentului sau receptorului TV, se va efectua dupa verificarea corectitudinii legaturilor de montaj si conexiunilor,a modului in care activitatea de depanare si reparare este conforma cu schma electrica de montaj corespunzatoare;
4)Se interzice atingerea partilor metalice ale receptorului TV sau echipamentului, chiar si dupa deconectarea acestora de la sursa de alimentare,daca nu s-au verificat descarcarile condensatoarelor. Manipularea receptorului TV se va executa numai de partile izolate ale modulelor sau ale placii de baza;
5) Modificarile si schimbarile de legaturi pentru interconectarea elementelor echipamentului cu aparatele de masura si control ,pentru efectuarea de masurari in cadrul blocurilor de baleiaj si a blocului de inalta tensiune se executa numai dupa deconectarea alimentarii;
6)Se interzice atingerea cu mana sau cu alte obiecte metalice neizolate a modulelor functionale si a elementelor componente ale acestora. Punctele de masura si control, traseele electrice de cablaj se identifica si se urmaresc numai vizual, fara atingerea acestora,atunci cand echipamentul TV este conectat la reteaua de alimentare.
7) Reglajele sub tensiune ce trebuiesc efectuate asupra unor elemente componente ale receptorului TV aflat in functiune se vor executa in conformitate cu normele de protectie a muncii in vigoare;
8) An cazul unor anomalii de functionare a montajelor, surselor de alimentare,aparaturii de masura si control sau a receptoarelor de televiziune, se va intrerupe imediat alimentarea cu energie electrica de la cel mai apropiat punct (comutatoare locale, prize, intrerupatoare centrale) si se vor lua masuri de prevenire a avariilor sau accidentelor;
9)La terminarea activitatii de depanare , se executa in ordine urmatoarele operatiuni:
-se decupleaza alimentarea de la retea a receptoarelor de televiziune, a generatoarelor de semnal si a aparaturii de masura si control;
-se deconecteaza din circuitele de lucru ,aparatele de masura si control;
-se deconecteaza cablurile de interconectare dintre elementele echipamentelor de lucru, incepand cu legaturile care pornesc de la bornele surselor de alimentare;
-se asambleaza modulele functionale ale receptorului TV si se monteaza capacul de protectie al acestuia;
-se depoziteaza aparatura si materialele folosite in locurile destinate acestora.
4.2 Circuitul imprimat
4.2.1 Notiuni generale
Un circuit imprimat sau cablaj imprimat, (din engleza, Printed Circuit Board - 'PCB'), are rolul de a sustine mecanic si de a conecta electric un ansamblu de componente electrice si electronice, pentru a oferi un produs final functional, (care poate fi: un simplu variator de luminozitate a unui bec, o antena realizata pe cablaj, sau echipamente sofisticate precum calculatoare si echipamente de comunicatii radio).
Un cablaj brut, este realizat dintr-un strat izolator, de grosime care poate varia de la cateva zecimi de mm pana la ordinul catorva mm, pe care se afla o folie de cupru (simplu strat) sau doua (dublu strat). Stratul izolator are in general grosimea de 1.6 mm, dar nu reprezinta un standard, deoarece depinde de foarte multi factori, in general mecanici si tehnologici. Uzual ca izolator se foloseste materialul cunoscut sub numele de FR4.
Circuitul imprimat final se realizeaza prin metode foto si chimice.
Un circuit imprimat poate fi simpla fata, dubla fata,
sau multistrat. Circuitele imprimate multistrat sunt
realizate prin suprapunerea succesiva a mai multor circuite dublu strat,
separate intre ele printr-un strat izolator, de obicei din material identic cu
cel al cablajului brut. Trecerea de la un strat
la altul se realizeaza cu ajutorul vias-urilor si/sau a pinilor TH.
Vias-urile pot fi TH (cu trecere dintr-o parte in alta
a cablajului), buried (stratul de inceput cat si cel de sfarsit sunt in
interiorul cablajului), sau blind (se pleaca de pe un strat exterior si se
ajunge pe un strat interior).An prezent, proiectarea circuitelor imprimate se
realizeaza cu intrumente software.
4.2.2 Materiale folosite la fabricarea circuitelor imprimate
Materialele din care sunt fabricate circuitele imprimate: FR4, FR408, FR5.
FR4 (prescurtare de la Flame Retardant 4) este un material din fibra de sticla din care sunt fabricate PCB-uri avand grosimea de 1,6 mm sau 0,8 mm. Pcb-urile care lucreaza la frecvente ridicate sunt fabricate din materiale din plastic, cu caracteristici speciale, cum ar fi: Rogers 4000, Teflon, Duroid, Polymide. Polyimide este un material plastic cu un inalt punct de topire folosit in fabricarea circuitelor flexibile. Pentru a evita incalzirea componentelor se folosesc miezuri de aluminiu sau de cupru.
4.2.3 Procesul de realizare e placutelor
Fiecare zi pare a ne oferi noi dispozitive de suprafata montata care ne tenteaza cu o multime de functii care nu sunt gasite in toate componentele. De fapt, multe tipuri de THT devin din ce in ce mai greu de gasit odata cu trecerea timpului deoarece, SMT este un proces mai profitabil pentru producatorii mari. Solder paste (pasta de sudura) a sunt o multime de producatori de pasta de sudura. De obicei pasta este oferita pe piata in cutii de 100 g; are un procent mic de metal in compozitie ceea ce face ca pasta sa curga mai usor prin seringa. Pentru un termen mai mare de valabilitate este recomandabil ca pasta sa fie depozitata intr-un spatiu mai rece dar exact inainte de folosire ea trebuie sa fie la temperatura camerei. Pasta de sudura contine plumb ceea ce face ca reziduurile formate din pasta nefolosita sa fie considerate materiale poluante.
1. Matrita prototip Matrita prototip este o folie de otel inoxidabil intre 5 -10 mm grosime, cu striatii pentru a permite pastei de sudura sa fie depusa pe suportul de PCB. a.Se plaseaza suportul mare in forma de L pe o suprafata plata si se prinde placa astfel incat sa nu fie posibila miscarea PCB. b.Se plaseaza PCB in suportul in forma de L. c.Se plaseaza suportul mic in forma de L langa PCB astfel incat placa PCB sa fie fixata. d.Se aliniaza matrita prototip deasupra pad a ului si se fixeaza.
2. Aplicarea pastei de sudura folosind matrita prototip Se aplica pasta de sudura pe matrita prototip pe o singura parte. Se intinde pasta de sudura pe intreaga suprafata a matritei. Lamela: Lamela este o lama flexibila din otel inoxidabil folosita la rularea pastei de sudura pe matrita prototip fortand pasta de sudura sa se fixeze pe atat matrita cat si pe suprafata PCB. An timp ce este tinuta matrita prototip in contact cu PCB - ul se ia lamela si se plaseaza pe matrita prototip in afara pastei de sudura. Se inclina la 20 de grade de la linia verticala (inspre pasta de sudura) si se intinde pasta pe matrita. Se ridica cu foarte mare atentie lamela de pe PCB. Se inspecteaza pasta de sudura daca a patruns in toate canalele si daca nu sunt urme de murdarie. Daca tiparul nu este bun, atunci se foloseste o spatula pentru indepartarea pastei de sudura de pe PCB; se curata cu alcool pe o carpa pasta ce mai ramane pe PCB, se lasa la uscat si se repeta procedura.
3. Plasarea componentelor Este foarte important ca timpul dintre aplicarea pastei de sudura si plasarea componentelor SMT sa fie cat mai scurt. Aceste componente trebuie sa fie plasate pe PCB folosind o penseta (se poate folosi o lupa in cazul alinierii canalelor la tipar).
4. Folosirea indicatorilor de temperatura Exista doua motive pentru care trebuie folosit un indicator de temperatura: mai intai, pentru a crea noduri bune, pasta de sudura trebuie sa se topeasca la o anumita temperatura si sa ramana lichid pentru un timp. SMD - urile sunt sensibile la temperatura, deci trebuie sa se stie exact cat pot fi expuse la temperatura fara a fi distruse in vreun fel. Un indicator de temperatura este menit a monitoriza reactiile. Diferitii indicatori au culori diferite, dar cel folosit in acest proces au o culoare deschisa, care se schimba odata cu topirea.
5.Coacerea asamblajului in cuptor Este foarte important ca
inainte de coacere cuptorul sa fie incalzit intr-un interval de mF). Se
foloseste aceasta locatie pentru a se controla lungimea reflow -ului si pentru
a repeta procesul de reflow pe placa originala. Se poate
folosi o lanterna in monitorizarea schimbarii indicatorului de temperatura.
Cand se foloseste un cuptor de coacere, metoda vizuala
este singura eficienta. Trebuie sa fie urmarit
materialul pentru a se determina timpul de reflow. Fiecare placa este diferita, deci timpul nu este un indicator bun in
control (1 minut, 5 minute, 20 minute etc.). Nu exista un
timp mediu de reflowa pentru acest tip de proiecte. Sugerarea unuia nu ar face decat sa cauzeze pagube proiectului. Se indeparteaza
PCB - ul dupa ce indicatorul de temperatura s-a topit,
se lasa sa se raceasca si apoi se inspecteaza nodurile.AF. Anainte de a introduce
PCB - ul in cuptor, se ataseaza indicatorul de temperatura de partea care va sta in dreptul usii, astfel incat sa poata fi vazut prin
6. Parte a doua a placii Dupa ce au fost aplicate pana si cele mai mici componente pe o parte a placii, procesul se repeta pe partea cu componente SMT mai mari. Aceasta secventa va mentine cele mai mari si grele componente de la a se dezlipi in timpul procesului de reflow, reducand sansele ca ele sa cada. Sudura topita are o suprafata mare de energie care poate sustine aproape toate partile SMT chiar si de pe partea opusa. Se printeaza a doua parte a PCB-ului pe un carton (este mai usor, dar se poate la fel si pe lemn sau pe un generator non -static) care este destul de mare pentru a atasa sustinatorul in forma de L mare la asamblaj. Se foloseste cartonul, care este mai subtire decat PCB -ul si de ajuns ca si grosime asa incat sa functioneze ca un suport pentru procesul de screening. Cartonul trebuie sa fie decupat astfel incat componentele SMT din primul proces sa fie izolate. Din nou, sa se asigur ca toate suprafetele ESD sunt legate la pamant. Se aplica acest carton sustinator la masa de lucru astfel incat toate componentele sa se gaseasca in interiorul partii decupate si placa sa fie cu partea ce trebuie monitorizata in dreptul matritei prototip.
7.Partea a II-a de reflow Atunci cand partea a doua a PCB-ului este supusa procesului de reflow, asamblajul intreg trebuie sa fie tinut deasupra raftului cuptorului pentru ca daca este asezat direct pe raft, nodurile SMT pot fi distruse.
8.Reglarea nodurilor de sudura Nodurile de sudura trebuie sa fie reglate cu un fier de sudura care sa aiba un varf subtire; acesta nu trebuie sa atinga partile SMT. Temperatura fierului de sudura trebuie sa fie setata la un prag cat mai jos posibil, altfel componentele SMT pot suferi un soc termic.
4.2.4 Dimensiunile placutelor de cablaj imprimat
4.2.4.1 Marimea placii
Producatorii de PCB-uri utilizeaza o marime standard, care este si maxima in acelasi timp. Aceasta marime este importanta si pentru productiile in serie. An aceasta situatie, se cauta potrivirea a cator mai multe placi pe un tablou de comanda pentru a fi economisit cat mai mult spatiu in vederea reducerii costurilor. Spatierea unei placi normale pentru cai (felul in care placile sunt separate pe un tablo de comanda) este de 0 a; in plus, exista o margine de 1,0a si 2,0a, necesara manevrarii. Grosimea standard a placii este .062a FR4. Alte masuri tipice sunt .010a, .020a, .031a si .092a.
4.2.4.2 Latimea si spatierea canalelor
Procesele chimice si fotografice folosite in producerea PCB-urilor solicita atat o minima grosime cat si o minima spatiere intre canale. Daca un canal este facut mai mic decat necesar, nu se va putea realiza o conexiune. Daca doua canale sunt mai aproape decat este impus, exista sansa aparitiei unui scurt-circuit. Acesti parametri sunt specificati ca regulile x/ya, unde x reprezinta latimea minima si y spatierea minima.De exemplu, regula 8/10 indica ca 8 mm latimea minima si 10 mm spatierea minima. Aceste reguli se aplica la orice metal de pe PCB, incluzand pad - urile ce determina spatierea si grosimea liniilor pentru PCB. O regula de proces modern tipic are valoarea de 8/8, dar si valori mici precum 2/2 sunt valabile. Totusi, placa trebuie expusa procesului de sudura cu regula 8/8, dar si valori mai mici precum 2/2 sunt valabile. Totusi, placa trebuie expusa procesului de sudura cu regula 8/8, dar in cazul lucrului manual, regula 10/10 este mai accesibila.
4.2.4.3 Marimea pad - urilor
Problemele pe care le ridica aceasta situatie este posibilitatea de sudura si de prelucrare manuala. Posibilitatea de sudura este doar o problema de indemanare, deci nu necesita consideratie speciala. Posibilitatea de prelucrare manuala tine de riscul de distrugere a pad - ului in procesul de gaurire. Daca un orificiu este putin in afara centrului, pad - ul poate fi stricat la o margine, conducand la un scurt-circuit. O cerinta in prelucrarea pad - ului este marimea de 5 mm inel. Aceasta inseamna ca trebuie sa fie .005a in jurul orificiului .
4.2.4.4 Marimea orificiului
Majoritatea producatorilor de PCB-uri au o selectie larga de marimi disponibile de orificii. Grosimea variaza de la .001a pana la .003a.
4.2.5 Verificarea defectelor cablajului imprimat
Metoda de inspectie vizuala automata consta in compararea unui PCB referinta cu unul de test. Sunt doua tehnici: metoda compararii imaginii si inspectia bazata pe model. Metoda compararii imaginii este cea mai simpla si consta in compararea celor doua imagini pixel cu pixel utilizand operatori logici simpli, cum ar fi XOR. Principala dificultate intampinata in aceasta tehnica este determinata de alinierea precisa a imaginii referinta cu imaginea de test. Metoda bazata pe model potriveste tiparul inspectat cu un set de modele predefinite si se bazeaza pe proprietatile structurale, topologice si geometrice ale imaginii. Dificultatea majora intampinata aici este legata de complexitatea de potrivire.
4.3 Cablajele imprimate si tehnologiile de realizare a acestora
Cerintele actuale de adaptare la o piata tot mai dinamica impun conceperea, executia si testarea rapida a circuitelor electronice. Presiunea crescanda vine atat pentru realizarea tot mai rapida de prototipuri cat si pentru realizarea in serii mici, uneori unicate, de circuite adaptate la cerintele beneficiarilor.
Daca pentru verificarea de circuit exista echipamente dedicate versatile ce permit configurarea rapida a unui sistem de testare, iar in sprijinul conceptiei exista programe de calculator specializate cu biblioteci extinse de componente si performante ridicate de afisare, timpul cel mai mare il ocupa realizarea circuitelor electronice, trecand fireste prin etapa de realizare a circuitului imprimat.
Metodele de realizare a circuitelor imprimate sunt multiple. Dintre acestea, cele mai utilizate sunt: metoda cu radiatii UV (utilizata in cazul cablajelor fotorezistive) si metoda foliei de transfer de tip PnP.
4.3.1 Metoda cu radiatii ultraviolete
In primul caz, unul dintre elementele importante in realizarea de circuite imprimate, mai ales pentru circuitele cu o configuratie mai pretentioasa este instalatia de expunere la UV.
Destinatia instalatiei de expunere la UV este pregatirea placutei de circuit in vederea realizarii traseelor si poate fi dedicata pentru expunerea pe o singura parte sau pe ambele parti ale placii. Procesul este relativ simplu, constand in transferarea unei configuratii de circuit de pe o masca, pe un strat subtire de material sensibil la radiatii UV numit resist,depus pe placa de circuit. In functie de tipul de rezist: pozitiv - zonele expuse la UV devin solubile in developant, sau negativ - zonele expuse devin mai putin solubile in developant.
Etape:
-pregatirea unei masti cu
configuratia traseelor dorite (sau imaginea inversa in cazul fotorezistilor
negativi);
-pregatirea placii de prelucrat prin acoperire cu fotorezist (daca nu s-a achizitionat o placa acoperita deja cu fotorezist);
-asezarea in contact masca si placa cu fotorezist, expunerea la UV (cel mai bun contact intre masca si placa se obtine la instalatia cu vid, si se recomanda pentru trasee foarte fine).
In urma expunerii suprafata protejata de masca nu va suferi modificari, spre deosebire de cea expusa. Astfel placa este gata pentru etapa urmatoare, respectiv developarea. Prin imersarea intr-o substanta developanta, aceasta actioneaza asupra fotorezistului expus in cazul fotorezistului pozitiv sau neexpus in cazul fotorezistului negativ, inlaturandu-l. Traseele dorite raman protejate, iar spatiile dintre ele nu. Se trece apoi la corodarea cu clorura ferica, inlaturarea fotorezist cu o solutie speciala si procesul este incheiat.
4.3.2 Folia de transfer de tip PNP PRESS and PEEL=apasa si dezlipeste)
Realizarea cablajelor imprimate de serie mica sau unicat poate fi relizata prin diferite metode,una dintre acestea fiind si utilizarea foliei de transfer de tip PNP.(PRESS and PEEL=apasa si dezlipeste).
Acesta tehnologie de realizare a cablajelor se bazeaza pe o folie de tip special realizata de firma SAGAX. An esenta aceasta tehnologie se bazeaza pe principiul de functionare a imprimantelor cu laser sau a copiatoarelor.
Aceasta folie permite imprimarea traseelor de cablaj imprimat asigurand transferul acestora pe placa de circuit imprimat.
4.3.2.1 Procedura de realizare a cablajului
Etapele de realizare ale cablajului de circuit imprimat sunt:
-se realizeaza desenul cablajului imprimat, fie manual, fie prin intermediul unor programe specializate(ORCAD, PROTEL, CIRCUIT MAKER, etc.);
-acest desen, considerat pozitiv se copiaza cu ajutorul unui copiator pe folia de tip PnP. Tonerul copiatorului va adera la folia PnP, realizand pe aceasta desenul negativ (in oglinda) al desenului de cablaj;
-se pregateste placuta de cablaj imprimat, taindu-se la dimensiunea necesara, slefuindu-se cu un glasspapier foarte fin ;
-se degreseaza placa de cablaj imprimat, in vederea curatirii de oxizi si grasimi prin scufundarea acesteia intr-o solutie slaba de acid ;
HNO3+CuACu(NO3)2+H2a
-dupa 30 de secunde se scoate, se spala sub un jet de apa, iar apoi se usuca ;
-fara sa se atinga cu mana cablajul se suprapune peste acesta folia de transfer de tip PnP ;
-cu ajutorul unui fier de calcat, reglat la temperatura de 200 pana la 225 de grade Celsius, se incalzeste suprafata foliei avandu-se grija sa existe un contact permanent intre fierul de calcat si folie ;
-se are in vedere faptul ca toata suprafata foliei sa fie uniform incalzita, aceasta realizandu-se prin miscari circulare ale fierului de calcat.De regula,timpul necesar transferarii tonerului de pe folie pe placa de cablaj imprimat este intre 60 si 120 de secunde.An mod normal acest timp este dependent de marimea suprafetei de transferat.Operatiunea se considera incheiata cand prin folia transparenta se observa perfect traseul desenat.
-se lasa sa se raceasca cablajul si folia dupa care cu mare atentie se dezlipeste incepand de la colturi. Se vizualizeaza desenul transferat pe cablaj, se compara cu originalul si daca este nevoie se corecteaza cu ajutorul unui MARKER traseele intrerupte ;
-se introduce placa de cablaj imprimat intr-o solutie de clorura ferica de o cuncentratie adecvata.An urma reactiei chimice care are loc:
2FeCl3+3Cua3CuCl2+2Fea
-traseele neacoperite sunt corodate,obtinandu-se in final copia fidela in cupru a traseului desenat. Timpul de corodare depinde de concentratia solutiei de clorura ferica, de temperatura si de gradul de agitatie a acestuia ;
-dupa terminarea corodarii se scoate placa de cablaj imprimat din solutie, se spala sub jet de apa, se usuca, se indeparteaza cu ajutorul unui praf abraziv tonerul depus, se acopera suprafata de cupru cu o solutie de colofoniu dizolvat in alcool ;
-dupa aceasta operatie placa de cablaj imprimat poate fi utlizata in vederea gauriri ei si a montarii pieselor electronice ;
4.3.2.2 Limite tehnologice,performante si indicatii ale metodei PNP
Aceasta tehnologie este ideala pentru cablaje unicat sau de serie mica de complexitate medie.Traseele de cablaj realizate nu pot avea dimensiuni mai mici de 0 mm. Traseele mai fine se pot realiza doar prin alte metode.
Aceasta
tehnologie permite (desigur cu un pic de experienta) sa
realizam o trecere printre pinii unui circuit integrat obisnuit.
Calcatorul prea cald poate sa arda sau sa inceapa sa innegreasca folia, ceea ce nu e bine. Datorita faptului ca talpa calcatoarelor este usor convexa, ele trebuie miscate si plasate pe tot timpul termofixarii. Astfel se realizeaza, prin apasare contactul mecanic si termic.
Este recomandat a se lasa pe colturile sau marginile desenului traseelor niste marcaje sau trasee fictive (care se vor sterge ulterior). In timpul termofixarii aderenta acestora poate fi analizata prin ridicarea coltului foliei. Daca s-a transpus pe cablaj e OK. Daca nu,atunci mai dam cu calcatorul.
Sa folosim doar atata folie cat ne este minim necesar, astfel:sa imprimam o data desenul pe o foaie normala de hartie. Decupam o folie de marime convenabila si o lipim (numai pe partea de sus, in afara desenului) pe hartie, astfel ca folia sa acopere desenul, cu o eticheta termorezistenta folosita la imprimantele laser, sau cu un scoci dubla fata. Apoi mai imprimam inca o data desenul, pe aceeasi foaie de hartie. Evident, imprimeul va pica in acelasi loc, dar de data aceasta pe folie.
Rezultate bune se pot obtine doar cu imprimante sau xerocopiatoare care au stare tehnica buna, sunt bine reglate si au un bun contrast.
Sunt cazuri cand stratul albastru desprins de pe folie ramane in locuri nedorite. Asta in cazul traseelor ce au distante mici intre ele sau in cazul gaurelelor pinilor componentelor. Aceste bucatele de protector albastru, care de fapt nu sunt lipite cu toner de placuta, se pot indeparta usor cu o bucatica de banda adeziva (scoci). Se lipeste banda adeziva peste zona dorita si se smulge. Protectorul albastru 'volant' va ramane pe scoci, restul nefiind influentat. Acest proces depinde si de tipul benzii adezive. Se recomanda folosirea benzii adezive subtiri si transparente (cea de birou).
4.4 Prezentarea modulatorului audio-video realizat practice
4.4.1 Utilitatea modulatorului de radiofrecventa construit
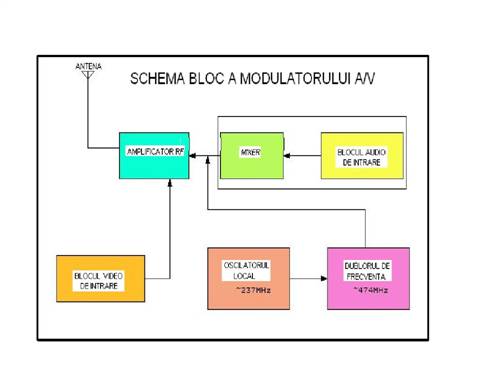
Echipamentul prezentat este folosit in situatiile in care se doreste conectarea unui videosemnal provenind de la o camera video,VCR,DVD sau un alt aparat video ,la un televizor normal,atunci cand acesta nu prezinta mufe audio-video de tip RCA si prezinta numai mufa standard pentru intrarea de radiofrecventa.
Semnalul audio si video provenind de la un echipament video,dotat cu mufe RCA,este transformat in semnal Tv de inalta frecventa,astfel incat semnalul poate fi receptionat prin conectorul de antena al televizorului
Acest modulator poate fi utilizat si ca un miniemitator prin conectarea unei mici antene la mufa de iesire pentru radiofrecventa.Datorita acestei facilitati ,este posibila receptionarea semnalului de la un video sau o camera video ,oriunde in interiorul casei,pe o distanta de aproximativ 30 m.
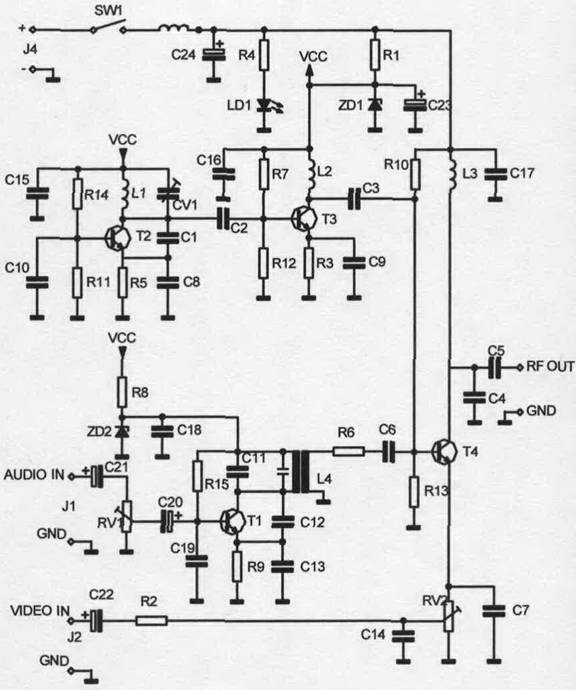
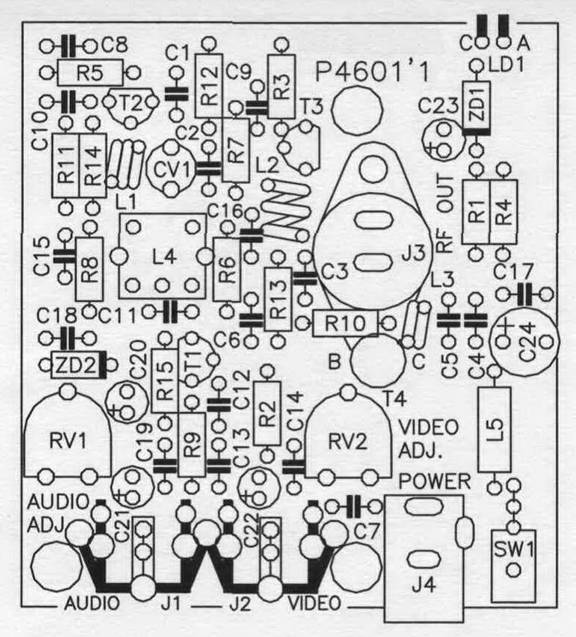
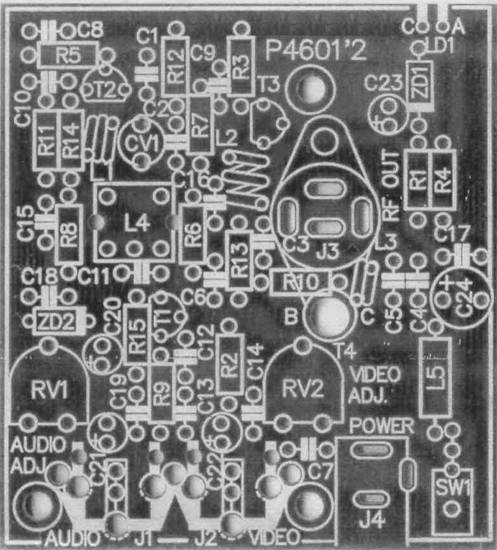
4.4.2 Descrierea constructiva a modulatorului
Modulatorul se prezinta sub forma unei cutii metalice argintii,cu dimensiunile:lungime 104 mm,latime 70 mm,inaltime 30 mm.Acesta este dotat cu o intrare pentru semnalul video,o intrare pentru semnalul audio,ambele de tip RCA,o mufa pentru conectarea sursei de alimentare si o iesire pentru antena de radiofrecventa,la care se vor conecta fie cablul coaxial,fie o mica antenuta,caz in care modulatorul devine miniemitator.Iesirea lui este pe canalul 21 UHF,reglabil intre 450-500MHz.Alimentarea se face cu un adaptor din exterior,ce transforma tensiunea de retea 220V c.a.,in 12-15 V c.c. la 100 mA.Modulatorul mai este echipat si cu o dioda electroluminiscenta ce va indica punerea aparatului sub tensiune.
4.4.3 Reglarea si testarea echipamentului
Se vor seta trimerele rezistive RV1 pentru audio si RV2 pentru video,la valoarea maxima.Se va regla trimerul capacitiv CV1 la mijlocul domeniului sau.Cu foarte mare atentie se va introduce complet in interior miezul bobinei L4,folosind o surubelnita potrivita.
Dupa ce au fost efectuate operatiile mai sus amintite,se va monta capacul aparatului la pozitie si se vor conecta semnalele video si audio la modulator,apoi , folosind cablurile si mufele de conectare potrivite,se va monta cablul de antena intre televizor si modulator.Eventual,daca se doreste testarea aparatului ca miniemitator,se pot folosi doua antenute de 30 cm lungime din cupru,una la modulator iar cealalta la televizor.De indata ce antena va fi conectata la modulator acesta va deveni emitator.
Pentru alimentarea echipamentului,se va conecta un adaptor de tensiune pentru 12-15V c.c. la conectorul de alimentare dispus panoul frontal al carcasei.Se va verifica polaritatea astfel incat marginea conectorului sa fie negativa.
Odata cuplate semnalele de intrare si cablul de antena,precum si alimentarea,se poate porni echipamentul de la comutatorul dispus si el pe panoul frontal,moment in care ,LED-ul rosu,de control, ar trebui sa se aprinda,indicand punerea modulatorului sub tensiune.
4.4.4 Reglarea imaginii
Cuplati televizorul pe functia de cautare pe banda UHF pana cand se obtine o imagine clara.Daca nu se poate obtine aceasta imagine clara ,atunci se va regla trimerul capacitiv la o alta pozitie 1-2 mm pentru test.Extinderea sau compensarea au deasemenea o mare influenta asupra calitatii imaginii si este neaparat necesar sa se monteze capacul la pozitie inainte de a se proceda la teste.Daca testul se face cu capacul nemontat,atunci setarile ar trebui refacute dupa montarea capacului .
Modulatia semnalului video poate fi reglata mai departe folosind un trimer potentiometru RV2.Pentru imbunatatirea imaginii se mai pot face reglaje,ajustand CV1,L2 si RV1.
4.4.5 Reglarea sunetului
Odata cu obtinerea unei bune imagini,poate fi reglat semnalul sonor.Se va roti cu grija L4 cu surubelnita,pana cand zgomotul de fundal dispare si se poate auzi un sunet normal si clar.Modulatia audio poate fi mai departe reglata cu RV1.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2221
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved