| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
TEHNOLOGII BAZATE PE APLICATII ALE LASERILOR
Probleme generale
Dezvoltarea laserilor* este precedata de o serie de importante descoperiri.
Aparitia triodei (1906), ca urmare a cercetarilor lui Lee de Forest, a permis producerea si amplificarea vibratiilor electromagnetice la frecvente radio si, o data cu aceasta, dezvoltarea radiocomunicatiilor.
Un catod si un anod sunt inchisi intr-o incinta lipsita de aer, iar o grila este plasata intre acestia. La stabilirea tensiunii intre catod si anod, apare un curent de valoare determinata; la aplicarea pe grila a unei tensiuni, se comanda curentul ce trece intre anod si catod. Variatii mici ale tensiunii de grila provoaca variatii mari ale curentului anodic, producand, stimuland, o amplificare a curentului (Fig. 1).
Fig. 1. Tensiunea grilei intr-o trioda stimuleaza aparitia unui
curent puternic de electroni in circuitul anodic.
Dar, desi distanta dintre electrozi s-a micsorat de la constructie la constructie, desi viteza electronilor a crescut, nu a fost posibila extinderea acestor dispozitive in domeniul hiperfrecventelor (frecvente mai mari de 1010 Hz).
In 1938, a aparut un nou tip de oscilator, 'Klystronul', in care actiunea se petrece intr-o cavitate acordata si in care undele radioelectrice pot 'rezona' ca undele sonore intr-un tub. Fasciculul de electroni este proiectat prin cavitate. Din interactiunea cu undele electromagnetice generate, fasciculul se largeste, apare posibilitatea de amplificare, pana in domeniul apropiat hiperfrecventelor.
Dar, ca si la tuburile electronice, cavitatea rezonanta a klystronului trebuia sa devina mereu cu atat mai redusa cu cat frecventa devenea mai inalta si de aici atat limitarea sa, cat si a constructiilor viitoare de tuburi, cele construite la nivelul anului 1948, tuburile cu 'unde progresive'.
Necesitatea utilizarii hiperfrecventelor, mai intai pentru radar, apoi pentru comunicatii in general, a condus la realizarea de noi cavitati rezonante, de amplificare a fotonilor.
Iesirea din impas nu a venit decat o data cu intelegerea ca sistemul atomic al electronilor orbitali constituie un mijloc de stocare al energiei - de un mod particular - iar stimularea degajarii ei poate permite amplificari in domeniul frecventelor inalte. Daca conceptul lui Einstein privind interactiunea radiatiilor cu materia apartine anului 1917, iar emisiunea stimulata a fost observata in 1924, propuneri de utilizare a emisiunii stimulate in domeniul hiperfrecventelor sunt facute doar in anul 1950 de Weber si Townes in SUA si de Basov si Prokhorov in URSS, independent unii de altii; prima constructie bazata pe acest principiu, Maserul*, este realizata de Scovil in 1956, aplicand teoria lui Bloembergen de la Universitatea din Harward (Townes realizase in 1951 primul dispozitiv amplificator).
Pentru a amplifica undele, trebuia ca fotonilor existenti sa li se adauge altii, fara a li se schimba frecventa si, prin aceasta, energia. La trecerea unui asemenea sistem de fotoni printr-o substanta, va avea loc amplificarea doar atunci cand acestia vor ciocni atomii excitati, capabili de a produce alti fotoni; in caz contrar, va avea loc o absorbtie.
Dar, pentru a obtine frecvente tot mai mari, trebuia sa se dispuna de cavitati rezonante de dimensiuni tot mai reduse. Si, de aici, ideea ca dimensiunile sa devina de ordinul moleculelor si molecula insasi o cavitate rezonanta. Realizarea primului Maser - inaintasul Laserului - a stabilit jaloanele pentru dezvoltarile viitoare. Se impunea sa se gaseasca materiale care sa emita la frecventa de lucru, sa se gaseasca un mijloc ca emisiunea stimulata sa depaseasca absorbtia si sa se realizeze un mijloc de intensificare a efectului (ca la cavitatile rezonante).
Principiul Si producerea luminii laser
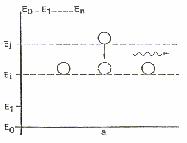
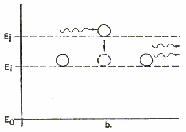
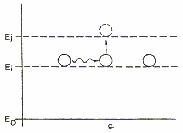
Fenomenul de producere a luminii este strans legat de tranzitiile atomilor de la o stare energetica la alta; se stie ca energia unui atom nu poate lua decat un set discontinuu de valori Eo, E1 En. Putem intalni cateva situatii caracteristice, asa cum sunt date in Fig. 2 si anume: regimuri de emisie spontana, de absorbtie si de emisie stimulata.
Fig. 2. Regimuri posibile de emisie si absorbtie.
Emisia spontana se produce atunci cand atomul cade de pe un nivel energetic superior EJ, pe un nivel energetic inferior Ei, emitand o cantitate de lumina, o cuanta de lumina sau un foton, purtatoare a diferentei de energie dintre cele doua nivele energetice. Frecventa acestui foton este:
g = (Ej - Ei)/h (1)
cu h constanta lui Planck (6,625.10-34 J.s).
Tranzitiile se produc la momente intamplatoare, nefiind o corelatie intre fotonii emisi de diferiti atomi, de unde si numele de emisie spontana.
Absorbtia se produce atunci cand un atom, sub actiunea unui foton de energie hriJ, urca de pe nivelul Ei pe nivelul EJ, energia consumandu-se in aceasta actiune. Se spune ca fotonul a fost absorbit de atom.
Emisia indusa sau stimulata este fenomenul invers absorbtiei. Un foton de frecventa giJ poate determina un atom sa cada de pe nivelul superior EJ pe Ei. Atomul este impins, 'stimulat' sa emita un foton. Caracteristic este faptul ca fotonul emis stimulat are exact aceleasi caracteristici ca fotonul inductor.
Evident ca, in cazul laserului, emisia indusa sau stimulata predomina fata de celelalte doua fenomene.
Pentru a asigura insa preponderenta luminii emise stimulat, asupra luminii emise spontan, trebuie asigurate conditii anormale, adica de pompare a atomilor de pe etajul j pe i, cativa fotoni de frecventa giJ care sa determine emisia fortata a atomilor de pe nivelul EJ. Un astfel de foton poate fi emis spontan chiar de unul din atomii in cauza, inducand un alt foton cu aceleasi caracteristici ca si ale lui. Fotonul singular initial se multiplica, se va amplifica de nenumarate ori.
Pentru ca procesul sa nu se opreasca, este nevoie pe de o parte ca mecanismul de pompare sa furnizeze continuu energie atomilor mediului activ laser, iar pe de alta parte sa se utilizeze o cavitate rezonanta laser. O cavitate laser este realizata din doua oglinzi (fata in fata) intre care fotonii se reflecta si parcurg de multe ori mediul activ, fiecare foton provocand o avalansa de fotoni asemenea lui.
Procesul de amplificare nu este nelimitat, intrucat oglinzile nu reflecta total, una din ele este putin transparenta, permitand luminii amplificate sa iasa sub forma unui fascicul ingust si foarte intens, cu o mare densitate de energie.
ProprietATi ale luminii laser
a. Monocromaticitatea. O sursa de lumina care emite lumina de o
singura culoare se numeste sursa de lumina monocromatica. Ochiul este sensibil
doar la lumina cu lungimea de unda cuprinsa intre
0,4-0,8mm, intre ele fiind cele sapte
culori ale curcubeului:
rosu 0,76-0,63 microni;
portocaliu 0,63-0,60 microni;
galben 0,60-0,57 microni;
verde 0,57-0,50 microni;
verde-albastru 0,50-0,45 microni;
albastru 0,45-0,43 microni;
violet 0,43-0,40 microni.
Lumina rosie inseamna un interval de lungime de unda Dl
Dl mm = 1300 A (2)
cu 1mm = 10-6 m si 1 A = 10-10 m.
Se observa ca exista o banda si ca nu exista, in general, lumina ideal monocromatica.
In cazul gazelor, largimea benzii de emisie a unei radiatii pentru lumina poate sa fie restransa mult. Lumina verde a vaporilor de mercur are o largime de banda de Dl = 20A, iar laserul cu heliu si neon se poate executa intr-un interval de 0,001A. Explicatia este data de prezenta cavitatii rezonante, care, ca si un tub de orga, 'rasuna' la o anumita frecventa, pe care o selecteaza, o lasa sa oscileze si o amplifica. Lumina laser are o putere spectrala deosebita, laserul actionand ca un oscilator autointretinut, cu o amplitudine bine stabilizata.
b. Directionalitate. Este proprietatea laserului de a emite lumina intr-o singura directie (sursele clasice de lumina emit in toate directiile). Fie cavitatea rezonanta din Fig. 3, realizata din cele doua oglinzi, O1 si O2, intre care se gaseste mediul activ gazos MAG.
Fig. 3. Cavitate rezonanta alcatuita din oglinzile O1 si O2
si mediul activ gazos MAG,
in care se dezvolta fasciculul laser.
Mediul activ emite spontan lumina in toate directiile, o parte fiind si pe directia axei. Fasciculul de fotoni emisi ce se gasesc pe axa este puternic stimulat si intretinut prin reflexiile dintre oglinzile cavitatii rezonante, in timp ce restul sunt pierduti pentru lumina laser.
Pentru iesirea fasciculului laser din cavitati, una din oglinzi reflecta total, iar cealalta (cea de extractie) are coeficientul de reflexie de 97-98%, ceea ce face ca fasciculul laser sa iasa ingust si paralel.
Configuratiile posibile ale cavitatii rezonante sunt cele date in Fig. a.
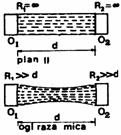
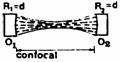
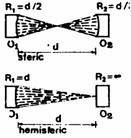
Fig. a. Configuratii posibile ale cavitatilor rezonante.
Directionalitatea unui fascicul laser se defineste prin divergenta d, adica cresterea razei transversale a fasciculului laser cu distanta:
![]() (3)
(3)
Daca am lumina cu un reflector obisnuit fata Lunii, ar rezulta o pata luminoasa de 3.107m, in timp ce, cu un fascicul laser, aceasta n-ar fi decat de ordinul a 103m. Directionalitatea poate fi crescuta prin alegerea unor forme specifice de cavitati, cum s-a aratat mai sus:
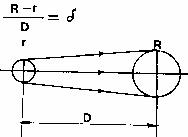
Fig. b. Definirea directionalitatii unui fascicul laser.
c. Coerenta. Se intelege prin lumina coerenta lumina formata din fotoni intre care exista o legatura anumita.
In cazul luminii laser, emisia stimulata se caracterizeaza prin producerea de fotoni cu aceleasi caracteristici ca fotonul stimulator (lumina laser nu exista in natura).
La corpurile de iluminat cu filament, spre exemplu, atomii nu sunt coerenti, fiecare atom emitand spontan in timp, cu o frecventa aleatorie si independenta de alt atom.
Suprapunerea a doua fascicule luminoase, surse incoerente (doua becuri, spre exemplu), produce o iluminare mai puternica. La suprapunerea a doua fascicule coerente, nu se mai produce o iluminare uniforma, ci se produc o serie de minime si maxime, asa-numitele franje de interferenta.
Coerenta unei radiatii poate fi definita cu ajutorul fenomenului de interferenta, putandu-se intalni o coerenta spatiala sau una temporala.
Coerenta spatiala. Daca doua raze provenite de la doua puncte ale unei surse luminoase interfereaza, dand franjuri de interferenta, radiatiile sunt coerente. Cele doua puncte se pot afla la o distanta mai mica sau mai mare, aceasta caracterizand coerenta spatiala a sursei.
Coerenta temporala. Daca radiatia emisa la un moment dat de un anumit punct al sursei poate interfera cu radiatia emisa la un moment ulterior - de acelasi punct al sursei - cele doua radiatii sunt coerente in timp, iar marimea acestui timp caracterizeaza coerenta temporala a sursei.
Gradul de coerenta se caracterizeaza prin contrastul franjelor de interferenta; Michelson introduce notiunea de vizibilitate:
![]() (4)
(4)
unde: Imax si Imin - valoarea intensitatii franjelor de interferenta.
Pentru Imin = O, vizibilitatea ia valoarea maxima.
Franjele de interferenta se obtin cu ajutorul interferometrelor Young (coerenta spatiala) si Michelson (coerenta temporala).
Intensitatea. Intensitatea surselor laser este remarcabila, o consecinta a directivitatii fasciculului, adica a coerentei spatiale.
La laserii care emit continuu, unitatile de masura sunt W, cu multiplii si submultiplii lui:
laserii He-Ne 1-100mW;
laserii cu argon 1,5-10W;
laserii cu CO2 > 1kW.
La laserii pulsati, aceeasi definire ar conduce la interpretari gresite. De exemplu, pentru un laser pulsat, care emite o energie de 0,1J in 10-9s, ar avea o putere:
![]() (5)
(5)
Pentru aceasta, se introduce notiunea de densitate de putere. Spre exemplu, pentru o sursa laser de 1mW, care emite un fascicul de 1mm2, densitatea de putere va fi:
![]()
Tipuri constructive de laseri
Laserul este un tip nou de generator de unde electromagnetice, care amplifica lumina prin intermediul unei emisiuni stimulate. Laserele pot fi solide, lichide sau cu gaz.
In general, orice laser se compune din trei parti esentiale:
mediul activ (gaz, solid, lichid, semiconductor), care poate emite lumina laser prin stimularea emisiei;
sursa de pompare, care furnizeaza mediului activ energia necesara, in general electrica (flash, generatoare de inalta frecventa) etc.;
cavitatea rezonanta, formata din doua oglinzi coaxiale, intre care se dipune mediul activ.
a) Laserul cu rubin
Maiman (de la Hughes Corporation) realizeaza in anul 1960, pentru prima oara, un laser cu lumina rosie, functionand pulsat (Fig. 5).
Elementul fundamental al laserului cu rubin il constituie cristalul de rubin (0,05% crom) de diametru 0,5-1cm si lungime de 2-10cm. Fetele sale sunt perfect plane si paralele (perpendiculare pe axa longitudinala), una fiind complet reflectanta, cealalta doar partial.
Fig. 5. Laser cu rubin.
La patrunderea luminii albe in cristal, atomii de crom absorb fotonii verzi si violet si ii lasa sa treaca doar pe cei corespunzand luminii rosii pe care ii amplifica.
Rubinul este luminat pe fetele sale laterale de un flash, cu o durata de cateva milisecunde si energie de 1000-2000J. Cea mai mare parte a energiei este consumata in caldura - de aici necesitatea unui dispozitiv de racire - iar restul de energie luminoasa este absorbita de rubin, aducandu-l in stare de excitatie. Energia absorbita intr-un spectru larg este transformata intr-o raza de emisiune fina (corespunzatoare ionului de crom - circa 6943A), coerenta, iesind sub forma unui fascicul prin fata partial reflectanta.
Dupa Brotherton, etapele efectului laser se prezinta ca in Fig. 6. Faza A corespunde momentului la care atomii nu sunt excitati. In momentul amorsarii flash-ului, atomii sunt excitati si emit fotoni in toate directiile (B).
Datorita reflexiilor succesive intre cele doua oglinzi, fotonii se reflecta, produc alte ciocniri, incep sa se formeze ca fascicul (C, D, E). Radiatia laser finala (F) iese prin suprafata argintata, partial reflectanta, ca un fascicul coerent, intens luminos si de culoare rosie.
Intensitatea radiatiei laserului este mai importanta ca aceea a emisiunii spontane, iar largimea spectrului sau mai mica, datorita proprietatii de cavitate rezonanta, constituita de cele doua oglinzi.

Fig. 6. Etapele de desfasurare a generarii
fasciculului laser:
Etapele efectului laser dupa Brotherton: A) atomii neexcitati; B) amorsarea
flash-ului; C,D,E) reflexii succesive ale fotonilor; F) radiatia finala sub
forma unui fascicul.
O asemenea constructie de laser furnizeaza o densitate de flux de cativa kW/cm2 - tipuri mai perfectionate, cativa MW/cm2 - cu o largime a fasciculului de 0,1A.
Doua concluzii importante trebuie retinute:
rubinul reactioneaza puternic la lumina rosie pe care poate sa o amplifice;
actiunea de excitatie se intensifica daca, prin geometria sistemului, fotonii sunt obligati sa traverseze de mai multe ori acelasi drum in cristal intre cele doua extremitati.
b) Laserele cu gaz. Impulsul dat de aparitia primelor lasere cu rubin s-a materializat prin dezvoltarea a numeroase cercetari fizico-matematice si tehnologice pentru alte constructii de laseri.
Schawlov si Townes studiaza conditiile teoretice necesare pentru a realiza un laser in mediu solid sau gazos, iar (in 1959) Javan si Sanders de la Bell Telephone studiaza eficienta excitatiei electronice pentru actionarea gazului; cercetarile conduc la realizarea de catre Javan (in anul 1960) a unui laser cu heliu-neon.
Putin mai tarziu, Basov si echipa sa de la Institutul Lebedeev din Moscova stabilesc conditiile pentru care schimbarea de excitatie in amestecuri de diferite gaze conduce la o absorbtie negativa.
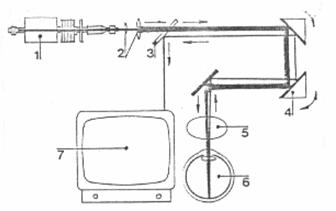
In Fig. 7, este dat principiul constructiei de laser heliu-neon, realizata de Javan-Bennett si Herriott in 1960.

Fig. 7. Constructia unui laser cu heliu-neon.
Laserul cu gaz
realizat de Javan; 1) tubul de descarcare; 2) oglinzile plane;
3) burdufuri; 4) sticle plane; 5)
generatorul de inalta frecventa; 6) electrozi.
Tubul de descarcare 1 are o lungime de 1m si diametrul interior 1,5cm si este umplut cu He la presiunea de 1torr si neon de 0,1torr; oglinzile plane 2, reglate paralel la o precizie de cateva secunde de arc sunt plasate in interiorul tubului 1; burdufurile 3 permit reglarea oglinzilor. Tubul este inchis la capete cu sticlele plane Generatorul de inalta frecventa 5 functioneaza in gama 25-30Mhz si produce descarcarile in gaze, furnizand electronilor energia necesara procesului.
Laserul de acest tip prezinta o monocromaticitate remarcabila, stabilitate, nivel constant al puterii de iesire, lungi perioade de timp.
c) Alte constructii de laseri. Dupa 1960, numeroase cercetari au condus la diversificarea constructiilor de laseri, printre acestea mentionandu-se laserul solid cu mai multe nivele, cu alte amestecuri de gaze, cu semiconductoare, cu lichide sau functionand in regim continuu, cu excimeri.
Ca mod de pompare, s-au realizat numeroase sisteme: optice, electrice, chimice.
De asemenea, in ceea ce priveste realizarea lampilor
de excitatie sau a condensatoarelor de impuls ce le alimenteaza, a doparii
sticlei,
s-au facut progrese deosebite.
ProprietATi Si aplicaTii generale ale laserului
Aplicatiile principale ale laserului se bazeaza pe proprietatile specifice pe care le ofera, si anume de coerenta temporala si spatiala. Daca fotonii produsi se afla emisi la o frecventa g, intr-o largime de banda foarte ingusta, unda este monocromatica. Ea se mentine aceeasi, atat timp cat fotonii (ca frecventa) sunt in mod sensibil in faza. Se spune ca exista o coerenta temporala.
Daca divergenta fasciculului emis este extrem de slaba, fasciculul va iesi din oglinda aproape paralel; se spune ca exista o coerenta spatiala. Sursa laser ne ofera deci mijlocul de a trata lumina, asa cum se trateaza o raza radioelectrica.
Coerenta spatiala la laserele cu gaze de putere mica, produce raza colimata, proprietate folosita in probleme de alinieri si ca sursa de lumina pentru efecte de difractie.
Coerenta temporala a introdus interferometrul in industrie, a adus crearea de noi aparate ca interferometrul holografic, ceea ce a permis observarea fenomenelor de difuzie a luminii si interactiunile neliniare.
Parametrii care au determinat aplicarea laserului in industrie au fost, pe langa coerenta spatiala si temporala, puterea, caracteristica putere-timp, lungimea de unda si costul.
Coerenta spatiala si puterea permit ca energia laserului sa fie focalizata pe o suprafata mica, formand densitati mari de energie, energie care poate fi utilizata pentru diferite procese tehnologice: sudare, gaurire, taiere etc.
Lungimea de unda este importanta pentru a determina cantitatea de energie absorbita, iar caracteristica putere-timp este cea care comanda durata energiei.
Sa vedem cateva aplicatii ale laserului.
AplicaTii ale laserelor
a) Alinieri
la distanta mica: constructii metalice, alinieri de atelier (chile de vapoare, arbori de antrenare etc.), optica (realizarea de retele optice de dimensiuni mari);
la distanta medie: lucrari publice (ghidarea automata a masinilor de forat tunele, ghidarea masinilor de finisare a autostrazilor, cai ferate, canale maritime, tunele etc.).
Sursa pentru aceasta o constituie laserul heliu-neon cu emisie continua sau modulata. Alinierea uzuala se face de la 1/100mm la cateva zeci de metri, iar cea de distanta medie, de la 1/50mm la cativa kilometri, cu receptor fotoelectric.
b) Metrologie
Metrologia suprafetelor: determinarea fara contact a unei suprafete, cu o precizie variabila intre 1 si 10mm, masurari fine pentru masini-unelte (prin interferometrie laser 1 mm la 10-20m), masurari de niveluri in medii inaccesibile, granulometrie continua a pulberilor fine (diametre intre 1-100mm), masurarea deformarilor prin holografie (masurare fara contact, precizie superioara unui micron).
c) Procesari de materiale
Procesari ale metalelor cu raze laser:
sudura (laser cu impuls, grosimea sudurii de cateva zecimi de mm laser CO2, grosimea sudurii de mai multi mm);
gaurire, filetare (de la cativa microni diametru la materiale refractare pana la 1/10mm la alte materiale);
decupari (continuu, metale sau materiale plastice cu o grosime de cativa cm).
Aceste tehnologii isi gasesc aplicatii in orologerie (formarea rubinelor, sudarea spiralelor de ceasuri), medicina (microchirurgie, coagulator, tratarea cancerului pielii prin distrugerea termica a celulelor canceroase, relipirea retinei, stomatologie, endoscopie etc.), electronica (ajustarea rezistentelor si capacitatilor pe circuite integrate, realizarea de semiconductoare, microelectronica, sudarea firelor de dimensiuni mici, termocuple, imbinari sticla-metal), metalurgie (decuparea metalelor refractare, sudarea materialelor necompatibile, masini de decupat cu comanda program, forare, gaurire, echilibrare.
d) Masurari
masurarea unghiurilor mici de rotatie cu girometru cu laser, rezolutia pana la 1/10 secunda de arc;
fizica spectrala (spectrografia corpurilor transparente prin excitatie laser si spectrografia corpurilor solide; depistarea incluziunilor si defectelor in materiale);
studierea poluarii atmosferice (caracterizarea aerosolilor, urmarirea norilor radioactivi).
e) Domeniul nuclear
producerea si studierea plasmei;
producerea de reactii de fusiune a atomului de hidrogen greu;
imbogatirea uraniului U235;
aplicatii de perspectiva: distrugerea la distanta a unor obiective si transportul de energie pe fascicule luminoase.
f) Prelucrarea semnalelor
Telecomunicatii
la distante mici: masurari optice la distanta;
la distante medii: transmisiuni directe in banda larga in mediu atmosferic (pe un fascicul laser s-ar putea transporta mai mult de un milion de convorbiri telefonice);
la distante mari: comunicatii in banda foarte larga in conducte pozate si comunicatii sol-spatiu sau spatiu-spatiu.
Vizualizare
transmitere optica: scrierea sau citirea benzilor sau cartelelor perforate (densitate 108 puncte/cm2, viteza 107 puncte/sec.);
inregistrarea pe banda mobila sau cu mare viteza;
inregistrari in televiziune, proiectiuni de televiziune in culori pe ecrane mari, vizualizarea monocroma pe ecrane mari etc.;
imprimare de documente: fotocompunere, imprimanta rapida (100.000 caractere/secunda).
Stocarea semnalelor
arhivare de documente (stocaj holografic cu densitate foarte mare, factorul de reducere de 10.000 in suprafata);
realizarea de microprograme (pentru automatizari industriale, controlul proceselor, calculatoare holografice);
memoria magnetooptica (capacitatea posibila 106 biti/cm2);
dispozitiv de identificare (validarea fiselor de credit, recunoasterea amprentelor digitale);
publicitate in relief (prin holograme);
industria de discuri si compact-discuri.
Prelucrarea optica a semnalelor
declansarea arcului de putere la momente precise, fenomen utilizat la descarcatoarele ultrarapide, la generatoarele de impuls de inalta tensiune;
obturatoare optice in fotografiere, sub forma de semnal;
schimbare de frecventa (multiplicare de frecventa, oscilatoare parametrice optice cu frecventa acordabila);
identificarea de semnale, recunoasterea de semnale criptografice etc.
g) Telemetrie-iluminare
Se pot utiliza fascicule laser in impuls, continui sau modulate.
Fascicule impulsionale
geodezie: terestra la distanta mica (5-20km), terestra la distanta lunga (mai multe mii de km), spatiala (iluminare si fotografierea satelitilor);
altimetrie: masurarea inaltimilor si reliefului, relee aeriene;
aplicatii spatiale si militare (telemetria lunii, nave, avioane etc.).
Fascicule continui sau modulate
aplicatii nautice si militare (reperarea geamandurilor, telecomanda etc.).
Desi au fost incluse aplicatii efective, utilizate de multi ani cu rezultate excelente, enumerarea nici pe departe nu este exhaustiva si nici nu poate fi, domeniile de aplicare fiind extrem de vaste si variate.
CAteva tehnologii cu aplicaTii industriale imediate aLE laserului
a) Laserul si masinile-unelte
Etalonarea moderna a pozitionarii la masinile-unelte se face cu interferometru cu laser, precizia fiind limitata de lungimea de unda a laserului, ceea ce inseamna 1.10-8mm. Interferometrul utilizeaza natura ondulatorie a luminii pentru masurarea distantelor, functionarea sa bazandu-se pe interferenta optica a doua unde luminoase, cu aceeasi lungime de unda, care se anuleaza daca, in cazul deplasarii pe aceeasi linie, maximele unei unde corespund minimelor celeilalte (interferenta de tip distructiv) sau se amplifica cand maximele si minimele se suprapun (interferenta de tip constructiv).
Fig. 8. Etalonarea masinilor-unelte cu ajutorul laserilor.
Majoritatea interferometrelor se bazeaza pe dispozitivul lui Michelson, la care o oglinda partial reflectanta (capacitatea de reflexie 50%), asezata in unghi de 45 pe traseul fasciculului luminos, il imparte in doua fascicule (Fig. 8). O jumatate din fascicul trece prin oglinda ajungand la oglinda mobila, care il retrimite catre sursa, in timp ce cealalta jumatate a fasciculului este reflectata in unghi drept catre o oglinda fixa, care o retrimite pe acelasi traseu. Astfel, se produce o suprapunere partiala a celor doua fascicule, intensitatea luminoasa a fasciculului rezultant fiind masurata cu un fotodetector. Circuitele de numarare care totalizeaza numarul de treceri de la lumina la intuneric, indica distanta parcursa de oglinda mobila. Interferometrele folosesc obisnuit un laser heliu-neon, care produce lumina rosie cu o lungime de unda de 6328A; precizia de masurare este de ordinul sutimii de micron.
b. Masurarea deplasarilor prin interferometrie laser
In Fig. 9, este prezentata o schema asemanatoare cu aceea data anterior, dar folosind in loc de oglinzi, prisme.
Schema contine o sursa monocromatica de lumina - de obicei un laser cu rubin - un sistem de prisme fixe si mobile, un divizor de fascicul reprezentat printr-o oglinda cu o capacitate de reflectie de 50% si doua detectoare, din care unul este utilizat ca generator de semnal de referinta.
Fasciculul laser este divizat in doua componente de catre un divizor avand capacitatea de reflexie de 50%. Aceste componente luminoase circula pe trasee diferite si apoi se reintalnesc in divizor, producand o interferenta intre fasciculul direct si cel indirect (prisma mobila este fixata pe sania masinii-unelte), care apare sub forma unor franjuri luminoase si intunecate.
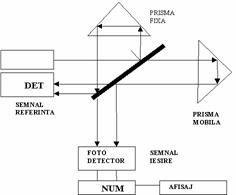
Fig. 9. Masurarea deplasarilor cu interferometru laser si prisme.
Trecerea de la un minim luminos la un alt minim in planul fran-jurilor inseamna ca prisma mobila s-a deplasat cu o jumatate de lungi-me de unda (l mm). Se pot astfel masura deplasari cu o precizie de 0,3 mm, precizii ce pot fi impinse chiar spre 0,1 mm. Inlocuirea oglinzilor cu prisme in schemele de interferometrie se datoreaza unei functionari mai sigure a ultimelor, care sunt mai putin sensibile la vibra-tii, asigurand totodata transmiterea unor fascicule paralele de lumina.
Semnalul de iesire cade pe un fotodetector care sesizeaza minimele si maximele luminoase ce apar datorita miscarii masei unei masini-unelte pe care este pusa 'prisma mobila'; ele pot fi numarate de un contor si convertite in unitati de lungime care le afiseaza in sistem numeric.
Utilizarea interferometrelor cu laser nu se limiteaza numai la etalonarea masinilor-unelte; interferometrul poate fi utilizat ca dispozitiv de pozitionare de precizie la masinile-unelte cu comanda numerica, dubland astfel traductoarele de pozitie ale acestora.
Avantajele sunt:
domenii de masurare foarte largi (pana la 90 m lungime in cazul deplasarilor si pana la 3 m/s pentru viteza);
obtinerea datelor de iesire in forma zecimala codificata binar, ceea ce permite folosirea directa a unui calculator si a unei comenzi numerice, pentru actionarea in bucla a unei masini-unelte;
din citirile succesive ale vitezelor, se pot deduce valorile acceleratiilor;
pot fi tolerate o multime de conditii de mediu, fara ca sa impieteze rezultatul lucrarilor.
c. Procesari de materiale. Prelucrarea metalelor cu raze laser
Toate materialele (metalice sau dielectrice) pot fi topite sau vaporizate focalizand raza laser. Initial, reproductibilitatea acestor procese nu a fost foarte buna, din urmatoarele motive:
stabilitate interna insuficienta a laserului (indeosebi a rezonatorului laserului);
dilatarea termica a cristalului;
modificarile in materialul prelucrat ca urmare a suprasolicitarilor termice.
Aceste probleme au fost in prezent depasite, realizandu-se utilaje de serie.
Ca urmare a energiilor mari in regiunea focarului, materialul este incalzit puternic, datorita absorbtiei, topit si evaporat, transportul mate-rialului rezultat din prelucrare facandu-se in faza de vapori (Fig. 10).
Fig. 10. Prelucrarea metalelor cu fascicul laser.
Stabilirea unei corespondente intre intensitatea laserului si proprietatile materialului de prelucrat permite o absorbtie completa a radiatiei laser, posibilitatea de prelucrare si, cu aceasta, posibilitatea de prelucrarea a oricarui metal sau dielectric. Fizica laserului arata clar ca legile opticii clasice isi pierd valabilitatea, fiind inlocuite de legile opticii nelineare.
Astfel ca, atat metalele cu un grad mare de reflexie, cat si materialele dielectrice care practic nu au nici un grad de absorbtie, datorita unor procese nelineare care apar, pot fi supuse la orice prelucrare. Problemele principale (absorbtia completa a energiei laserului, viteza maxima de prelucrare si solicitarea termica minima in zona de prelucrare) au fost rezolvate cu laserul functionand in impulsuri.
Gaurirea
Proprietatea razei de laser de a fi focalizata prin lentile si reflectata printr-un sistem optic - deci dirijata in orice punct dorit - indica de la inceput precizia unei astfel de prelucrari. Procesul de gaurire poate fi urmarit cu un microscop prevazut cu o diafragma de siguranta sau cu o instalatie de supraveghere T.V. Se pot selecta diferite lungimi de impulsuri (in general, 5 ms pentru suduri si 0,5ms pentru gauriri).
Gaurirea materialelor foarte dure si gaurirea la diferite unghiuri raman proprii numai instalatiilor de gaurire cu laser. Un exemplu clasic de utilizare ni-l ofera constructia de avioane, unde sunt necesare gauri cu diametrul de 0,5mm in unghi de 70, in aliaje pe baza de nichel-cobalt.
Fig. 11. Timpul de gaurire, in functie de tensiunea "flash-ului", pentru diferite metale.
Curba timpului de gaurire in functie de grosimea placii este lineara si ne arata ca la aluminiu cresterea este de 80ms la fiecare 0,1mm, in timp ce la nichel avem aproximativ 95ms, iar la wolfram si cupru 150ms.
O data cu cresterea tensiunii flash-ului, la o placa de aceeasi grosime de 0,5mm, timpul de gaurire scade hiperbolic, dar anumite limite nu pot fi depasite (100ms la fier, 75ms la aluminiu).
O comparatie intre o gaurire cu laser si una realizata cu o tehnologie clasica indica unele avantaje si dezavantaje. La gaurirea cu spiral, gaura este aproape perfect cilindrica, pe cand la cea executata cu raze laser, ea este usor conica, iar calitatea suprafetei este inferioara. Insa, faptul ca se pot gauri cele mai dure materiale fara o uzura a 'sculelor', faptul ca se pot executa gauri sub diferite unghiuri cu precizii satisfacatoare constituie avantaje evidente, care trebuie luate in consideratie. Dezavantajul unei reproductibilitati nu tocmai perfecte la gaurirea cu laser trebuie atribuit exclusiv unor abateri de la parametrii ideali ai razei laser.
Taierea
Pentru operatiile de taiere se folosesc obisnuit laseri cu CO2, cu diametrul fasciculului de 3-30 mm si lungimea de unda de 10,6 mm, activate cu curent continuu sau cu impulsuri electrice. Laserul cu CO2 este preferat si datorita costului sau scazut.
La taierea aliajelor pe baza de titan, raza laser este focalizata pe un punct spre care este condus coaxial un jet de oxigen cu presiune mare, obtinandu-se un arzator de taiere laser, la care laserul este sursa de caldura, similar cu acetilena la un arzator de taiere cu acetilena.
Avantajul taierii cu laser consta in faptul ca taierea este mult mai ingusta, iar viteza de taiere este foarte mare. Viteza maxima de taiere, Vt ce se obtine depinde de viteza de avans Va:
![]() (6)
(6)
in care d este diametrul razei laser, iar D duritatea materialului.
La taierea textilelor sau a lemnului, pe locul de taiere este condus un jet de argon, azot sau aer. Acest gaz ajutator impiedica carbonizarea si raceste marginile taieturii.
Laserul produce putin zgomot si praf, poate taia foarte usor forme complexe, fara sa exercite forte mecanice asupra materialului pe care il taie, ceea ce il recomanda a fi utilizat cu mare succes la trasajul pe materiale metalice si nemetalice, urmele lasate avand adancimi si latimi de ordinul a 25mm. Vitezele de taiere a unor materiale sunt date in tabelul urmator:
Tabelul 1. Viteze de taiere a unor materiale cu laser.
|
Material |
Grosime mm |
Viteza m/min |
Putere kW |
|
Taieri nemetale | |||
|
ABS-plastic | |||
|
Azbest | |||
|
Materiale acrilice | |||
|
Ceramici | |||
|
Fibre sticla | |||
|
Mylar |
> 300 | ||
|
Hartie |
de ziar |
> 600 | |
|
Textile |
(450 g/m2) | ||
|
Cuart | |||
|
Taieri metale | |||
|
Otel galvanizat | |||
|
Otel calit | |||
|
Otel inoxidabil | |||
|
Titan | |||
|
Sudura | |||
|
Otel inoxidabil | |||
|
Oteluri aliate |
| ||
|
Titan | |||
|
Titan | |||
|
Caliri de suprafete | |||
|
0,4 otel carbon |
0,5 cm adancime 300 cm2/min |
Sudura
Pentru sudarea componentelor cu sectiuni relativ mici si pentru suduri
adanci cap la cap la materiale cu o grosime relativ mare
(0,5-5cm), se utilizeaza din ce in ce mai mult instalatii de sudura cu laser.
Datorita zonei inguste de topire si de influenta termica si ca urmare a
fluxului termic redus in piesa, se obtin cusaturi ireprosabile si legaturi
perfecte ale imbinarilor. Conditia principala ramane absorbtia radiatiei laser
de catre material, la lungimea de unda respectiva. Pentru
l mm, toate materialele prezinta o
absorbtie suficient de mare, ceea ce nu se intampla insa in cazul laserului cu
CO2 la l mm. La 2ms dupa
declansarea impulsurilor laser, materialul se incalzeste la o temperatura mai
mare decat punctul de fierbere, materialul fiind azvarlit in sus, initial sub
forma exploziva a unui nor de plasma, ulterior si ca picaturi metalice. Este de
notat faptul ca, la o sudare cu radiatie laser continua, materialul se topeste
pe baza conductibilitatii termice, iar zona de topire se formeaza mai lent
decat la sudarea cu impulsuri. Adancimea zonei de topire depinde de
intensitatea fasciculului, precum si de parametrii termofizici
(conductibilitatea termica, temperatura punctului de topire etc.) ai
materialului. Spre deosebire de gaurire, la sudarea cu laser, este nevoie de o
intensitate mai mica in focar. Altfel, are loc o vaporizare prematura, iar pe
cusatura apar cute mai groase. Randamentul sudarii cu laser este micsorat si de
gradul de reflexie al razei laser la suprafata metalului. La un laser cu rubin
reflectia la otel este de aproximativ 60%, iar la aur chiar de 90%.
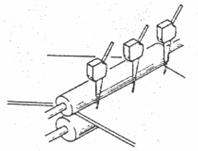
Sudura prin puncte utilizand fasciculul laser se foloseste foarte variat in microelectronica, unde se pune problema imbinarii celor mai mici componente fara influentarea zonelor adiacente sudurii.
Fig. 12. Diferite tipuri de suduri cu fascicul laser.
In Fig. 12, sunt prezentate diferite suduri cu laser si anume pentru cazul unor sarme si table subtiri. Se pot suda impreuna diferite metale ca: aur si paladiu, nichel si titan, cupru-nichel si fier, tantal si molibden, precum si nichel si wolfram. Sudura cu laser este posibila si la sudarea maselor plastice cu sticla sau la sudarea termoelementelor, precum si a celor mai subtiri folii de tabla.
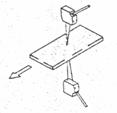
O proprietate deosebita prezentata de fasciculul laser - aceea de a trece prin ferestre transparente - a extins domeniul de sudura in cazul incintelor continand un gaz ce nu trebuie contaminat si in care incinte trebuie realizate o serie de suduri. Daca se tine seama si de posibilitatea fasciculului laser de a se reflecta cu ajutorul oglinzilor, apare imediat posibilitatea realizarii unor suduri speciale in unghiuri drepte sau in conditii deosebite, solicitate in general in tehnicile aerospatiale. Un astfel de exemplu il constituie sudura termocuplelor utilizate in conteinerele de revenire ale modulului lunar Apollo, unde pozitia acestora nu se gaseste in axul cilindrului.
In Fig. 13, este prezentata sudura cu laser a unui termocuplu la inelul interior al unor tuburi de conteiner, utilizand o oglinda plana si un reflector parabolic Fasciculul laser 1 este trecut si focalizat printr-o lentila 2 si cade pe distanta focala a lentilei sistemului laser, densitatea de energie la suprafata oglinzii si puterea de reflexie a acesteia, joaca un rol important in randamentul si precizia operatiei.
Fig. 13. Sudura cu laser a unui termocuplu la un tub metalic: 1)
fascicul laser;
2) lentila; 3) oglinda; 4) termocuplu;
5) tub metalic oglinda 3) Oglinda reflecta raza asupra termocuplului 4) plasat
pe tubul metalic 5.
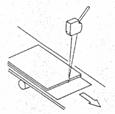
In cazul unor tuburi de diametru foarte mic, sudura termocuplului se practica conform Fig. 1 Fasciculul de fotoni 1 este concentrat prin lentila 2, strabate tubul prin gaurire si este indreptat spre locul in care termocuplul 3 trebuie sudat pe peretele tubului Sudura optima se produce pentru impulsul de 0,78 -1,30 J, depinzand de natura otelului si grosimea peretelui.
Fig. 1 Sudura unor termocupluri.
Cateva avantaje deosebite vor contribui la extinderea procedeului:
materialele sudate nu-si modifica absolut deloc structura in zona de sudura, iar sudura este perfecta, datorita incalzirii rapide si locale, la o putere atat de mare si o racire o data cu stingerea descarcarii;
sudura in locuri inaccesibile, neexistand conditia contactului sculei sau electrodului cu suprafata de sudat;
sudura se poate efectua cu orice mediu prin capsulari transparente, campuri magnetice etc.;
sudura oricaror materiale, inaccesibile unei sudari prin tehnici conventionale;
deformatiile si contractiile in suduri sunt neglijabile;
sarmele izolate si materialele izolate pot fi sudate fara indepartarea izolatiei;
sudura cu laser este usor de inclus in orice proces tehnologic automatizat.
Frezarea
La un laser destinat gauririi, daca piesa este deplasata incet sub radiatia laser focalizata, gaurile realizate ca urmare a impulsurilor vor forma un slit, exact ca la o masina de frezat.
La o freza cu laser, se produc intre 1-10 mii impulsuri pe secunda, la valori mici ale energiei. Durata impulsului de 150 miliardimi pe secunda este atat de scurta, iar concentrarea razei laser asa de inalta, incat intensitatea fasciculului obtinut in focar se afla la ordinul de marime de 109 Watt/cm2, taietura de frezare avand o latime de ordinul micronilor.
Lustruirea si calirea
Lustruirea suprafetei poate fi considerata ca o gaurire intrerupta imediat la inceput, ceea ce implica o comanda sau o modulare foarte precisa in timp a razei laser.
Calirea suprafetelor este, de asemenea, limitata la faza initiala a gauririi. Aici, comanda in timp a puterii laserului trebuie sa fie foarte precisa, ca sa nu se depaseasca faza de trecere la lichid. Explicat foarte simplu, este vorba de doua procese de calire: primul, care corespunde procedeului clasic de calire, in timp ce al doilea proces se bazeaza pe compactarea materialului la suprafata, ca urmare a undei de soc produse de laser.
Toate echipamentele de prelucrat cu laser se pot automatiza datorita unor avantaje concludente: intreruperea fasciculului laser in cateva milionimi de secunda; raza nu se altereaza in timp, deci nu trebuie reglata sau schimbata; nu exercita nici o presiune pe piesa de prelucrat, care nu trebuie deci sa fie fixata, nu produce span, deci nu necesita curatire, nu solicita nici un lichid de prelucrare. Procesele tehnologice sunt usor controlabile.
Echilibrarea dinamica
Anumite piese care se rotesc cu o turatie mare nu sunt echilibrate suficient dupa executie. Marimea si pozitia dezechilibrului se pot determina cu dispozitive speciale de masurare a dezechilibrului. Procedeele obisnuite pentru corectarea dezechilibrului constau in adaugarea de material la partea opusa dezechilibrului sau in extragerea de material din locul dezechilibrului, de cele mai multe ori prin gaurire.
In prezent, pentru indepartarea materialului din locul dezechili-brului in timpul rotatiei, se poate folosi laserul. In Fig. 15, se arata schema bloc a unei instalatii de echilibrat dinamic cu laser. O piesa de echilibrat (c) se roteste, de exemplu, cu o turatie de 6000-12000 rot/min. Un dispozitiv de masurare a dezechilibrului (d-e) indica printr-un semnal locul si marimea dezechilibrului. Un semnal de sincronizare (f) este admis de la dispozitivul de masurare a dezechilibrului si transmis la instalatia de telecomanda (g). Printr-o schema logica, semnalul este temporizat in mod corespunzator, aparand un semnal de comanda (h) temporizat, care comanda laserul (a). In momentul cel mai propice, sursa de lumina de pompare (I) comanda laserul care intra in functiune, raza focalizandu-se printr-un sistem optic (b) asupra locului indicat, producand vaporizarea materialului. Important este ca marimea zonei ce trebuie vaporizata sa nu fie prea mare, deci trebuie ca durata impulsului laserului de mare energie sa fie relativ scurta, aproximativ 50ms, ceea ce, in prezent, se realizeaza relativ usor cu dispozitive electronice.

Fig. 15. Echilibrarea dinamica a unui giromotor;a) laser; b) sistem optic;
c) giromotorul de echilibrat; d,e) dispozitiv de masura a dezechilibrului;
f) semnal de sincronizare; g) instalatie de telecomanda; h) semnal de
telecomanda;
I) sursa de pompare.
d. Masurarea grosimii unor sarme
Se utilizeaza fenomenul de difractie, fenomen de aparenta ocolire a obstacolului de catre lumina. Sarma al carei diametru se doreste sa i se masoare grosimea este dispusa in campul fasciculului de lumina colimat produs de laser, ca in Fig. 16.
Fig. 16. Masurarea grosimii unei sarme.
Pe un paravan dispus in fata sarmei, se vor obtine o serie de maxime si minime luminoase - franjurile de difractie.
Distanta D intre primele minime luminoase din vecinatatea centrului figurii este legata de diametrul sarmei d prin relatia:
![]() (7)
(7)
unde: l - lungimea de unda a
luminii laser; F - distanta focala a lentilei;
d - diametrul sarmei.
Totul se poate gandi in cadrul unui proces de automatizare, sarma fiind deplasata cu o viteza constanta.
Doi detectori se dispun dupa paravan in asa fel incat pe ei sa cada un minim.
La trecerea sarmei prin dreptul fasciculului laser, atat timp cat diametrul este constant, detectorii nu primesc lumina. Daca diametrul se schimba, detectorii nu se vor mai gasi in dreptul minimelor luminoase, vor primi lumina si semnaliza eroarea. Se pot masura cu precizie diametre in gama 1-100; metoda poate fi extinsa - fiind fara contact - la masurarea unor piese aflate la temperaturi ridicate.
e. Radarul optic
Aparatul permite determinarea cu
precizie a unui obiect aflat in jurul aparatului pana la 8 - 20km. Precizia +/-
5mm; se masoara ca si la Radar sau Sonar, intervalul de timp dintre momentul
declansarii unui impuls laser si al intoarcerii sale. Schema de principiu este
data
in Fig. 17.
Pentru laserii care lucreaza in regim de impulsuri trebuie ca durata pulsului sa fie mult mai mica decat timpul necesar luminii sa se intoarca de la obiect.
In 1962, s-a incercat masurarea distantei Pamant-Luna, dar primele rezultate nu au fost concludente din cauza latimii pulsurilor laserului cu rubin. Incercarile cu laseri cu pulsuri de 50ns au determinat distanta Pamant-Luna cu o eroare de 200 mm.
Fig. 17. Radarul optic.
Dupa 1969, cand misiunea Apollo 11 a plasat pe Luna un reflector special, precizia a fost de 15cm fata de 3km eroarea calculului astronomic conventional.
f. Tehnologii de imbogatire a uraniului 235
cu ajutorul laserilor
Uraniul natural este un amestec
de doi izotopi care se deosebesc doar prin numarul de neutroni pe care-l
contine nucleul lor. Doar unul din acestia, uraniul 235, se fisioneaza in
reactiile din centralele nucleare sau din bombe, dar continutul sau in amestec
reprezinta doar 0,72%;
de aici, preocuparea specialistilor de a concentra continutul de U 235 pana la
3-4%.
Tehnologia propusa are la baza urmatorul principiu: utilizarea unei radiatii laser de o frecventa perfect acordata uraniului 235, capabila ca, excitandu-l, sa-l recunoasca doar pe acesta din amestec, separandu-l apoi prin metode cvasiconventionale.
In
privinta valorii frecventei de excitatie de ales, trebuie remarcat ca atomul de
uraniu are zeci de mii de nivele energetice distincte si va trebui ales acel
nivel care ofera o deplasare izotopica semnificativa, acordand un laser pe
aceste frecvente. Experimentarile efectuate mentioneaza ca favorabile valorile
din spectru cuprinse in zona
4000-6000A, laseri in banda ingusta si acordabili pentru a ajusta, exact si la
dorinta, frecventa.
Aceste surse laser, acordabile in vizibil si de mare putere, vor fi folosite pentru imbogatirea uraniului 235 , excitarea doar a unuia din cei doi izotopi impunand existenta unui flux de atomi care sa se deplaseze perpendicular pe radiatia laser care-i traverseaza.
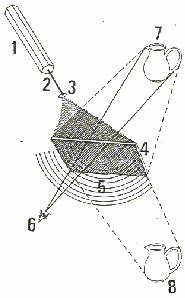
Acest flux de vapori se formeaza prin arderea minereului intr-un cuptor la 2150OC si in vid, laserii de excitatie si de ionizare marcand particulele de uraniu 235, pe care le dirijeaza la separatorul electrostastic. In Fig. 18, este prezentat schematic principiul tehnologiei.
Fig. 18. Imbogatirea U 235 cu tehnologii bazate pe aplicatii ale laserilor: 1) laser de excitare; 2) laser de ionizare; 3) oglinda semitransparenta; 4) cuptor in care se evapora uraniul; 5) separator; 6) separare U235.
Este nevoie de doi laseri pentru urmatorul motiv: nivelul de excitatie al izotopilor U 235 si U 238 difera usor, de unde necesitatea de a excita cu un laser de excitatie izotopii de U 238 pentru a-i aduce la nivelul energetic al celor din familia U 235.
Dupa aceasta, urmeaza ionizarea particulelor de U 235, care se face cu un laser de excitatie, deplasarea lor la placile negative ale separatorului electrostatic.
Holografia
Holografia este o metoda de inregistrare completa a unei unde luminoase ('Holos'-total, 'graphos' - inregistrare). Lumina, in general, este caracterizata prin amplitudine si faza. Amplitudinea da intensitatea undei, iar faza undei luminoase este o marime care fixeaza momentul de incepere a oscilatiei luminoase.
Fie o unda luminoasa care pleaca de la o sursa punctiforma S si ajunge pe doua obiecte O1 si O2. Diferenta de faza fata de observatorul O este proportionala cu diferenta de drum SO1O si SO2O. Amplitudinile celor doua unde care vin de la O1 si O2 depind de forma si reflectarea lor (Fig. 19).
Fig. 19. Diferenta de faza fata de observatorul O este proportionala
cu diferenta de drum SO1O si SO2O.
Amplitudinea da intensitatea receptionata, iar faza profunzimea scenei vizate, avand un caracter spatial.
O fotografie obisnuita inregistreaza doar intensitatea undei luminoase, informatia de faza fiind pierduta.
Metoda holografica inregistreaza totul, atat amplitudinea, cat si faza undei care vine de la obiect.
Dar o holograma se inregistreaza tot pe o placa fotografica, care nu sesizeaza faza undei. Trebuia gasit deci un fenomen care sa permita ca informatia de faza sa fie transformata intr-o informatie de amplitudine.
Dennis Gabor (premiul Nobel pentru holografie in 1971 -, ideea exista insa din anul 1949 -), a preconizat folosirea interferentei pentru inregistrarea fazei undei de lumina. El propune pentru inregistrarea unei holograme suprapunerea cu unda luminoasa care vine de la obiect a unei unde luminoase de referinta. Placa fotografica va inregistra minimele si maximele de interferenta rezultate din compunerea celor doua unde, ca in Fig. 20.
Placa fotografica astfel developata si fixata este o holograma. Imaginea obiectului este cuprinsa numai in forma si calitatea franjelor inregistrate pe placa si trebuie o decodificare.
Iluminata cu o unda luminoasa, holograma se comporta ca o retea de difractie si va difracta lumina in functie de retea, deci in functie de forma undei care vine de la obiect. In acest fel, ochiul observatorului va primi de la holograma o unda luminoasa de aceeasi forma ca obiectul insusi, cu toate atributele de spatialitate.
Metodele holografice capata largi aplicatii in controlul nedistructiv, masurarea unor parametri de curgere, corodare, prelucrarea informatiei.
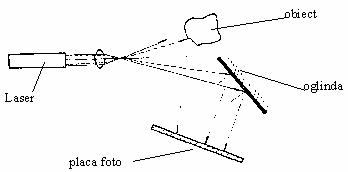
Fig. 20. Inregistrarea unei holograme.
Stocarea holografica a informatiilor
Tehnica fotografierii a ajuns astazi la un nivel atat de avansat, incat se pot inregistra milioane de informatii elementare, adica milioane de puncte negre sau albe pe o suprafata de 1mm2. Este de la sine inteles ca un fir de praf, de exemplu, va face sa dispara aproape a zecea parte dintr-o imagine inregistrata.
Holografia, fotografierea fara lentile, revolutie generata de laser, atenueaza tocmai aceste dificultati, exploatand la maximum calitatile suportului sensibil, putand prevedea inmagazinarea unui milion de documente de jurnal normal 21 x 27cm sau 1012 caractere liniare pe o suprafata care nu va depasi zece dm2, pastrand totusi un timp de acces extrem de scurt, de la cateva milionimi de secunda la cateva secunde, in functie de dispozitivul utilizat. O utilizare certa o constituie deja benzile holografice pentru inregistrarile din televiziune, care se preteaza la copieri prin presare, analoage cu acelea din industria discurilor, care, cu un dispozitiv de citire simplu, pot fi retransmise pe televizoare obisnuite si, de notat, chiar in culori.
Fotografierile holografice au fost posibile numai dupa aparitia surselor de lumina coerente, deci dupa aparitia laserului.
Laserii impotriva poluarii aerului
Tehnologia laserilor este utilizata astazi si in probleme privind poluarea, adica la masurarea gradului de poluare a aerului, prin masurarea luminii reflectate de catre gaze, fum, impuritati etc., continutul putand sa nu depaseasca a zecea miliardime din volumul analizat. Aparatul conceput comporta un laser acordabil, adica un laser care, prin rotatia scurta a fasciculului, emite raze secundare de intensitate foarte slaba, dar simetrice cu raza proprie a luminii de unda fundamentale. Pentru acordarea laserului la frecventa dorita (prin modificarea campului sau magnetic), se utilizeaza un electromagnet puternic, un laser cu oxid de carbon de frecventa fixa si un obturator rotativ, care, intrerupand fasciculul la intervale scurte, da nastere unei actiuni pulsatoare. Raza laser este concentrata pe o celula cu absorbtie optoacustica, care contine proba de aer. Un microfon sensibil cu diafragma cilindrica converteste schimbarile de presiune ale aerului in energie electrica de intensitate variabila. Radiatia laserului este acordabila in gamele 5-6 si 9-14 microni. Laserul este acordat la lungimea de unda corespunzatoare si focalizat direct de proba.
Precizia mare in determinarea poluantilor este esentiala, controlul permanent si masurarea aproape instantanee si in situ putand demonstra o data in plus, cresterea pericolului poluarii.
Lasere de mare energie si putere
Stocarea energiei sub forma chimica, realizare aflata de-abia la inceputul ei, va face posibila realizarea de lasere cu gaze, capabile de a transporta energii luminoase considerabile. In acest caz, se va realiza visul umanitatii, transportul energiei electrice la distanta, 'fara suport material'. In momentul in care vom putea vorbi de centrale-laser care vor debita puteri luminoase de mai multi gigawati, se vor putea concepe probabil un transport al energiei superior, dar si arme de distrugere la distanta actionand cu viteza luminii si alte realizari, azi fictiuni ale unor romane stiintifico-fantastice.
Laserul de putere a permis trecerea de la ionizarea atomilor la fuziunea nucleelor usoare. Fizicienii prevad deja etapa urmatoare: excitarea directa a nucleelor atomice gratie campurilor electrice de ordinul a 109 V/cm, asociata cu unda electromagnetica a laserului cu impulsuri foarte scurte (cateva pico-secunde). In prezent, o problema ramane inca fara raspuns: aceste reactii de fuziune sunt de origine termonucleara sau se datoreaza unui fenomen de instabilitate ? In primul caz, randamentul energetic al reactiei poate fi controlat si depinde direct de energia care serveste la incalzirea plasmei, in timp ce, in al doilea caz, bilantul ar fi, cert, catastrofal. Rapiditatea cu care se dezvolta laserele de putere ne indreptateste sa speram in noi rezultate spectaculoase.
Transportul la distanta al energiei
Calcule teoretice arata ca pe o linie de acest gen (30km), cu lentile focalizate plasate convenabil, pierderile de energie nu ar fi mai mari de 0,05% si ca laserul ar putea fi concentrat pentru a incalzi o boaba de cafea la 1600 km !
Trebuie aratat insa ca, in realitate, ceea ce impiedica sa se ajunga la o rezolvare actuala este constituit de alimentarea laserului cu o energie de pompare suficienta si existenta atmosferei. Exista proiecte care prevad ca pentru viitorul transporturilor de energie sa se utilizeze sateliti plasati la anumite distante de Pamant.
Realizarea laserilor de putere a deschis posibilitati noi de cercetari in domeniul plasmelor dense si calde. In loc de a crea plasma intr-un volum mare, se poate concentra energia fotonilor emisa pe o tinta care poate atinge densitatea solidului (deuteriu solid). Adaptand forma impulsului laser la hidrodinamica plasmei create, s-au realizat absorbtii de energie, astfel ca plasma sa fie locul unor radiatii nucleare caracterizate printr-o emisie neutronica importanta (104 neutroni). Toate acestea au fost posibile printr-o imbunatatire evidenta a performantelor laserului de putere, a lentilelor de concentrare (lentile asferice), a focalizarii etc. Impulsul care are o durata de 7-8ns, cu frontul de crestere 4-5ns a fost obtinut inserand un obturator electrooptic intr-un circuit amplificator. Energia totala utilizata nu a depasit 40J, putere-varf variind intre 3 si 5GW.
Laserii in Romania
In anul 1962, Romania a fost printre tarile care au obtinut lumina coerenta cu ajutorul laserilor, rezultat al activitatii acad. Ioan Agarbiceanu, care a creat la IFA o scoala in acest domeniu. S-au realizat, in acea perioada, primii laseri cu He-Ne, emitand lumina infrarosie (l mm) si apoi la alte doua lungimi de unda: 3,39A si 6.328A.
O a doua perioada in evolutia laserilor romanesti incepe cu constructia primilor laseri cu CO2 de putere (100W in emisie continua) prin lucrarile laboratoarelor de la IFA.
S-au realizat tipuri diverse de lasere cu CO2 (de putere), laseri cu mediu activ lichid, laseri cu rubin si sticla dopata cu neodim, in impuls, cu puteri de 10-20MW.
Aplicatiile acestora se refera la:
alinieri (HC-Lotru, cosul de fum de la centrala Turceni, Metrou);
masuratori de precizie la masini-unelte prin interferometrie;
prelucrarea optica a datelor rezultate din prelucrari seismice la Institutul de Geologie;
echipamente de microprelucrari, gauriri, sudari;
oftalmoscop cu laser.
Contributii teoretice si experimetal constructive de tinuta au adus si specialistii Catedrei de Fizica din Institutul Politehnic Bucuresti, condus de prof. dr. ing. Ion Popescu; numeroase tehnici de masura, de investigare stiintifica, au fost realizate aici (studiul interactiei dintre radiatia electromagnetica si sistemele cuantice, teoria generala a maserelor si laserilor, laserii cu mai multe nivele, aplicatii).
Concluzii
Utilizarile cunoscute pana acum indica largi posibilitati de dez-voltare a noii tehnologii. Multiple si variate, ele s-au extins de la experi-mente de laborator la aplicatii industriale, sistemele laser devenind mai fiabile, mai puternice si, in multe cazuri, mai convenabile in ceea ce priveste pretul de cost, pentru calitatea rezultatelor pe care le ofera.
Incepand de la microelectronica, unde de fapt constituie tehnica de baza, sistemele laser isi gasesc utilizarea in cele mai moderne si costisitoare ramuri industriale: telecomunicatii, constructii aviatice si navale etc.
Avantajele mari (din care amintim doar cateva ca: imbinarile cele mai complexe, intre cele mai dure aliaje sau intre metale, aliaje si orice material nemetalic, sudura conductorilor cu izolatie, prelucrarile cele mai fine, in locuri si unghiuri diferite, posibile numai cu utilizarea in sistemul laser a celor mai perfectionate sisteme optice fara a se influenta si fara a schimba caracteristicile zonelor adiacente prelucrarii, inlocuirea sculelor de prelucrat cu fasciculul laser, eliminarea operatiilor de intretinere, curatenie, ungeri etc., precum si viteza mare de prelucrare, la care trebuie adaugata posibilitatea mare de a automatiza orice proces, inclusiv de a-l telecomanda) au impus tehnica laserului ca o tehnica ce se va difuza in multe domenii si ale carei aplicatii si implicatii vor duce in mod cert la o noua revolutie tehnologica, in care fictiunile tehnice de azi vor constitui elementele fundamentale ale tehnicii secolului XXI.
Bibliografie
Maiman, T.H.: Stimulated Optical Radiation in Ruby. In: Nature, 1960, 187, pp.493-49
Lenguel, B.: Introduction to Laser Physics
Ed.John Wiley et Sons, 1966, p.357,
Fig. 118.
Brotherton, M.: Masers and Lasers. Ed. Mc. Graw Hill, New York, 1964, p.153.
Javan, A., Bennet, W. Si Herriott, D.: Population inversion and continuous optical maser oscillation in a gas discharge containing a He-Ne mixture. In: Phys Rev. Lett 1961, nr.6, pp.106-110
Locsuin, M.: Microusinage photonique par laser. In: Electronique Industrielle, 1963, nov., pp.366-368.
Gossot, M.: Les usages industriels du laser. In: Revue francaise de l'nergie, mai 1970, nr. 221, pp.369-388.
Gagliano, F., Lumley, R., Watkins, L.: Laser in industry. In: Proceedings of the IEEE, febr.1969, vol. 57, nr.2, pp.114-147.
Herziger, G.: Materialbearbeitung mit Laserstrahlung. In: Bull. ASE, 1972, 63, nr.4, 19 febr. pp. 174-181.
Depecker, M.: Laser et les machines outils. In: Ingnieurs et techniciens, 1972, nr. 226, mart., pp.50-52.
Stitch, M., Weiner, M.: Lasergerte zur Bearbeitung und Feinstbearbeitung. In: Werkstatt und Betrieb, 1970, 104, nr.4, apr., pp.209-212.
Palitzsch, G., Eisleben, U.: Bearbeitung von Werkstoffen mit Laserstrahlen. In: Metall,1972, nr.10, pp.991-996.
Harris, K.D.: Laser-Bohrsystem mit numerischer Steuerung. In: Elektroanzeiger, 1970, 23, nr.22, pp.441-442.
Scrase, T.E.: N C drilling with the laser. In: Metalworking Production, 1970, ian. pp.60-61.
Muller, W.: Laserschweissgert LZ5. In: Schweisstehnik 1971, 21, nr.12, pp.546.
Sepold, G.: Schweissen mit Laserstrahlen. In:
VDI-Z, 114, nr.1, ian. 1972,
pp.65-68.
Adams, M.J.: Laser cutting. In: Engineering, 210, nr. 5463, 29 ian. - 5 febr. 1971, pp.779-782.
xxx: Neuer pulsierender laser zum Anreissen und Schneiden. In: Werkstattstechnik, 61, nr.7, iul.1971, pp.446-447.
Moorhead, A.J.: Laser welding and drilling applications are made possible by process advantages including ability to weld or drill axis welding capabilities. In: Welding Journal 50, 1971, nr.2, pp.97-106.
Delobeau, F.: Ractions nuclaires de fusion engendres par faisceau laser. In: L'Onde lectrique, 50, nr.7, iulie-august 1970, pp.569-571.
Metz, J.: Production de grand flux de photons: utilisation et focalisation des laser de puissance. In: L'Onde lectrique, 50, nr.7, iulie-august 1970, pp.572-576.
Bobin, J.L.: Gnralits sur l'interaction du rayonnement laser avec une cible solide. In: L'Onde lectrique, 50, nr.7, iulie-august 1970, pp.577-581
Floux, F.: Experience de fusion nuclaire obtenu par laser. In: L'Onde lectrique, 50, nr.7, iulie-august 1970, pp.582-589.
Tonon, G.: Le laser et la fusion thermonuclaire. In: L'Onde lectrique, 50, nr.7, iulie-august 1970, pp. 590-59
xxx: Laser-Brennschneidmaschine. In: Werkstatt und Betrieb, 105, nr.6, 1972, pp.439.
Brocard, J.: Mesure de la pollution de l'air par laser. In: Le haut parleur, 21 oct., 1971, p.18.
Altman, L.: Optoelectronics engineers with laser against air pollution. In: Electronics, 6 dec. 1971, pp.64-68.
xxx: Lazernaia svarka obmotocinih provodov v izolatii. In: Avtomaticeskaia svarka, 1972, nr.3, pp.70-71.
Goodman, I., Monte Ross: Laser Applications, Academic Press, New York, 1980.
Cartier, E.: L'holographie et le contrle non destructif. In: Electronique Industrielle 1986, nr. 100/15, pp.66-70.
xxx:: Ion Beams Replace Lasers, In Repair of IC Masks. In: Electronics, 1986, Ianuary 6, pp.65-67.
Cartier, E.: Des mesures par laser. In: Electronique Industrielle, 1985, nr.98, 1-12, pp.92-98.
WALLS, D.F., HARWEY, I.D.: Laser Physics, New York, Academic Press, 1980.
Stitch, M.L.: Laser handbook, Amsterdam, Ed. North-Holland,vol.3, 1979.
Wantelet, M., Lande, L.: Le laser, outil industriel. In: La Rcherche, 1985, nr.169, sept., pp.1027-1036.
Ioan, M.Popescu: Fizica si ingineria maserilor si laserilor. In: Univ.Politehnica Buc., vol.I si II, 1992.
Ioan, M.Popescu: Fizica si ingineria maserilor si laserilor. Bucuresti, Editura Tehnica, 2000.
LASERUL
IN IMAGINI SI DATE SEMNIFICATIVE
Un acronim, derivat din :
Light Amplification by
Stimulation Emission Radiation
(amplificarea luminii prin stimu-
larea emisiei radiatiei)
Basov si Prohorov (in URSS), Weber si Townes (in SUA) au elaborat principiul laserului, primind premiul Nobel.
Prima realizare practica a unui laser cu rubin: Maiman (SUA) in 1960.
In Romania, primul laser a fost realizat de echipa profesorului I. Agarbiceanu in anul 1962.
Proprietati ale luminii laser
monocromaticitatea ;
directionalitatea ;
coerenta.
Sursa care emite lumina de o singura culoare (lungime de unda). Ochiul este sensibil doar la lungimea de unda cuprinsa intre 0,4-0,8 mm.
Proprietatea laserului de a emite lumina intr-o singura directie (sursele clasice emit in toate directiile)
Lumina formata din fotoni cu aceleasi caracteristici ca ale fotonului stimulator. Coerenta unei radiatii se defineste cu ajutorul fenomenului de interferenta si poate fi :
spatiala, cand doua raze provenite de la doua puncte ale unei surse luminoase interfereaza, dand franjuri de interferenta;
temporala, cand doua radiatii sunt emise din acelasi punct al sursei la doua momente diferite, interferand si dand franjuri de interferenta.
Principiu
Laserul este un tip de generator de unde electromagnetice care amplifica lumina prin intermediul luminii stimulate.
Producerea luminii este legata de tranzitiile atomilor de pe un nivel energetic pe altul. Putem avea emisii spontane, dar stimulate, si nu fenomene de absorbtie.
Emisia spontana (a); atomul trece de pe un nivel energetic superior EJ pe unul inferior, emitand o cuanta de lumina (foton): g = (Ej - Ei) /h, cu h constanta lui PLANCK, 6,625 . 10-34 J.s.
Emisia stimulata (b); un atom cade de pe un nivel energetic superior EJ pe unul inferior Ei, "stimulat" de un foton de frecventa giJ. Atomul este stimulat sa emita un foton cu aceleasi caracteristici cu ale lui si care se va amplifica de nenumarate ori.
Absorbtia (c); sub actiunea unui foton de energie hgij, un atom urca de pe nivelul Ei pe cel superior Ej, energia consumandu-se in aceasta actiune.
Fotonii produsi se amplifica intr-o cavitate rezonanta laser dispusa intre doua oglinzi, radiatia fiind extrasa printr-una din ele, partial transparenta.
Partile principale ale unui laser

a) b) c)
Laserii pot fi cu: gaz; solid; lichid; semiconductor; excimeri.
In general, un laser se compune din trei parti esentiale :
mediul activ (substanta) care poate emite lumina laser prin stimularea emisiei; (a). In figura, mediul activ - cristalul 1;
sursa de pompare furnizeaza mediului activ energia necesara pentru emisia stimulata (flash, poz.3 in Fig. a si generator de inalta frecventa, in Fig. b);
cavitatea rezonanta, formata din doua oglinzi coaxiale, intre care se dispune mediul activ (c).
Etapele in care se genereaza si dezvolta o radiatie laser

A - atomii nu sunt excitati;
B - se amorseaza flash-ul, atomii sunt excitati si emit fotoni in toate directiile;
C,D,E - datorita reflexiilor succesive intre cele doua oglinzi, fotonii se reflecta, produc alte ciocniri, se amplifica fasciculul;
F - radiatia laser iese prin oglinda de extractie ca un fascicul coerent.
Tipuri de laseri
laseri cu gaz;
laseri solizi;
laseri cu semiconductori;
laseri acordabili.
He-Ne (rosu), cu argon sau xenon ionizat (mai multe raze vizibile), CO2 (infrarosu departat). Mediul de amplificare (activ) este creat prin descarcare electrica.
Comporta un ion paramagnetic intr-o matrice sticloasa sau cristalina. Cei mai cunoscuti: laserii cu rubin si cei cu neodim YAG (Ytrium Aluminium Garnet). Mediul de amplificare (activ) este creat prin pompare optica.
Ga-As - mediul de amplificare (activ) este creat prin trecerea unui curent electric.
Emit lumina cu o lungime de unda ajustabila. Mediul activ de amplificare este creat prin trecerea unui curent electric.
Constructia unui laser cu rubin
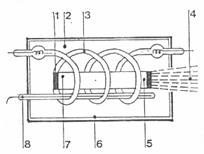
1) oglinda cu reflexie totala 2) incinta racire; 3) tub FLASH cu cuart;
4) fascicul
laser; 5) oglinda cu reflectie partiala; 6) reflector al luminii spre rubin;
7) cilindru rubin; 8) electrod comanda.
La patrunderea luminii albe in cristalul de rubin, atomii de crom absorb fotonii verzi si violet si lasa sa treaca doar pe cei corespunzand luminii rosii, pe care-i amplifica.
"Flash-ul" lumineaza rubinul pe fetele sale cateva milisecunde cu o energie de 1-2 kJ, stimuland emisia de fotoni, rezultand o raza laser fina ce este extrasa prin oglinda partial reflectanta.
O parte din energia data de "flash" se transforma in caldura, motiv pentru care trebuie prevazut un sistem de racire.
Pozitionari la masini-unelte prin interferometrie laser
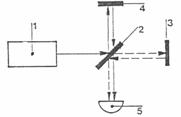
1) sursa de lumina monocromatica
(laser); 2) divizor de fascicul (50%);
3) oglinda fixa; 4) oglinda mobila; 5) detector.
Principiul are la baza interferenta optica a doua unde luminoase, de aceeasi lungime de unda, dar parcurgand trasee diferite, intensitatea luminoasa a fasciculului rezultant fiind masurata cu un fotodetector.
Divizorul de fascicul imparte radiatia laser pe doua trasee, unul reflectat spre oglinda fixa 3, celalalt reflectat catre cea mobila 4, ele interferandu-se si fiind "citite" de un fotodetector 3.
Cunoscand lungimea de unda a laserului si totalizand numarul de franjuri de interferenta, se poate stabili corect deplasarea executata, Precizia este de ordinul sutimilor de micron.
Prelucrarea metalelor
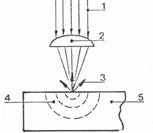
1) sursa de lumina monocromatica;
2) divizor de fascicul (50%); 3) oglinda fixa;
4) oglinda mobila; 5) detector.
Toate materialele metalice si dielectrice pot fi topite sau vaporizate focalizand raza laser.
Energia concentrata in regiunea focarului topeste si evapora materialul rezultat din prelucrare.
Se pot gauri cele mai dure materiale fara o uzura a sculei, situatie intalnita la gaurirea clasica, fasciculul laser neschimbandu-si proprietatile.
Daca piesa de gaurit se va deplasa, se pot imagina procedee de taiere, viteza fiind in functie de material si grosimea sa, de puterea laserului.
Pozitionari la masini-unelte prin interferometrie laser

Principiul are la baza interferenta optica a doua unde luminoase, de aceeasi lungime de unda, dar parcurgand trasee diferite, intensitatea luminoasa a fasciculului rezultant fiind masurata cu un fotodetector.
Divizorul de fascicul imparte radiatia laser pe doua trasee, unul reflectat spre oglinda fixa 3, celalalt reflectat prin cea mobila 4, ele interferandu-se si fiind "citite" de un fotodetector 3.
Cunoscand lungimea de unda a laserului si totalizand numarul de franjuri de interferenta, se poate stabili corect deplasarea executata, Precizia este de ordinul sutimilor de micron.
Sudarea

|
Diverse configuratii de piese. |
1. fascicul laser; 2. lentila; 3. oglinda; |
Adancimea zonei de sudare depinde de intensitatea fasciculului, cat si de parametrii termofizici ai materialului (conductibilitate termica, punct de topire etc.).
Sudarea prin puncte se extinde rapid in domeniul microelectronicii pentru suduri de diverse materiale: paladiu, nichel si titan, cupru-nichel si fier, nichel-wolfram.
Fasciculul poate trece si prin ferestrele transparente ale incintelor cu gaz, in care trebuie realizate, fara contaminare, suduri.
Faptul ca fasciculul poate fi reflectat cu ajutorul oglinzilor permite realizarea unor suduri speciale in diverse unghiuri, suduri specifice tehnicii aerospatiale.
De asemenea, in cazul unor suduri de fire interioare pe tuburi, se poate realiza si gaurirea tubului.
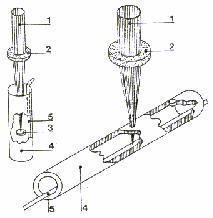
Sudura fina

l) laser de mica putere de explorare; l= 6328A; 2) laser de
putere, l = 1,06 milimicroni; 3) oglinzi;
4) lentila; 5) sisteme unde urmeaza a se efectua sudura;
6) fotodetector; 7) bloc detectie semnal si comanda impuls laser putere pentru
sudura.
Se realizeaza sisteme cu doua lasere dispuse coaxial, unul de explorare si verificare a conditiilor de incepere a sudurii (de mica putere) si celalalt de mare putere pentru sudarea propriu-zisa, comandat prin semnalul dat de un fotodetector. Se pot realiza circa 200 suduri pe secunda.
Detectia substantelor minerale

Laserul, dispus la bordul unui elicopter, transmite spre sol un fascicul puternic de lumina ultravioleta, cu o frecventa de circa 30 impulsuri/sec. Fiecare impuls "excita" o anumita suprafata, raspunsul fiind analizat si inregistrat cu ajutorul unui telescop conectat la laser.
Luminescenta provocata de W, Au, Sn, Mo, Zn, Ur este masurata atat ca durata a sa, cat si a caracteristicilor coloristice.
Circa un sfert din suprafata terestra a lumii poate fi explorata prin acest procedeu, nu numai calitativ, dar si cantitativ.
1) sistemul de detectie cu laser tip "Luminex"; 2) actiunea de explorare;
3) fasciculul laser; 4) radiatia luminescenta; 5) suprafata urmei pe teren.
Medicina
1) laser cu argon; 2) lentile; 3)
divizor fascicul; 4) prisme de explorare in plan x, y;
5) lentila; 6) ochiul studiat; 7) fotomultiplicator sau monitor.
Exista, la aceasta data, numeroase bisturie cu laser utilizate in diverse sectoare ale chirurgiei, oftalmologiei.
In figura de mai sus, este prezentat un recent echipament realizat de firma Siemens pentru explorare si diagnosticare in oftalmologie. Retina si alte parti ale suprafetei ochiului pot fi usor examinate, dispunand de o marire directa a zonei explorate, precizie, lipsa durerilor si a riscurilor, date fiind dozajul, posibilitatea de stocare a datelor pe banda sau disc video pentru revedere si control ulterior.
Fuziunea termonucleara prin laser

Din cei 40 MJ, 12 sunt ceruti de laser (30%), 28 MJ (70%) ramanand energie disponibila.
Din cei 12 MJ necesari laserului, doar 10% (1,2 MJ) raman pentru proces, restul de energie disipandu-se.
S-au realizat deja reactii de fuziune a nucleelor in plasma, utilizand lasere de mare putere, - de ordinul TW -, care lasa sa se intrevada fezabilitatea proiectelor. De exemplu, combustia a 0,12gr deuteriu si a 0,24gr tritiu poate elibera o energie termica de 100MJ, care se distribuie ca in figura, laserul actionand asupra plasmei, intr-o cadenta determinata. Prin energia cedata, se creeaza plasma de inalta temperatura (milioane de grade), care usureaza interactionarea nucleelor si permite ca energia eliberata prin fuziune sa fie superioara celei cu care s-a obtinut plasma. Numeroase probleme tehnolo-gice vor trebui insa rezolvate : conceptia laserului, optica de transport si focalizare fascicul, peretii camerei de interactiune plasma-laser, extractia energiei, rigiditatea constructiei. O centrala de 1000MW electrici n-ar consuma in fiecare zi decat cativa litri de apa grea.
Alte aplicatii ale laserului in masurari si detectie
|
Masurarea grosimii unui material flexibil. |
Detectarea neregularitatii suprafetei hartiei. |
|
Pozitionarea bratului unui robot. |
Masurarea grosimii unui material in flux. |
|
Detectarea corectitudinii de pozitionare a unui circuit imprimat. |
Masurarea deplasarii unei cantitati de material din rola. |
Istoria laserului are ca radacini, descoperirea emisiei induse de radiatii (principiul fundamental al mediului amplificator), descoperit de Einstein (1879- 1955) si a cavitatii optice rezonante de catre Fabry (1867-1945) si Perot (1863-1925). 'Trunchiul' este 'laserul' care uneste aceste tehnici, iar ramurile principale sunt diversele tipuri de laser care s-au dezvoltat in timp. "Frunzele" sunt proprietatile noi dezvoltate care au permis generalizarea in diverse domenii.
'Fructele' sunt figurate cu dreptunghiuri, solutii aplicate deja, iar cercurile reprezinta aplicatiile de viitor.
18a
Holografia, inregistrare si redare
"Holos", total si "gramma", mesaj; holograma deci, inregistrare sau mesaj total. Spre deosebire de fotografia traditionala plata, holograma apare tridimensional, spatial, avand senzatia ca o atingi. O holograma este o placa de film acoperita cu o emulsie ce trebuie expusa la lumina reflectata de obiect. Daca pe aceeasi holograma este trimis un fascicul laser de referinta, cele doua fascicule interfereaza, formand o holograma care iluminata - tot cu un fascicul laser - reda imaginea tridimensional.
Oricum te vei misca in jurul hologramei, vei vedea imaginea obiectului din diferite unghiuri si directii.
Laserul 1 emite un fascicul de lumina 2, care traverseaza un divizor de fascicul 3, impartindu-se in fascicul 4 care, prin lentila 5, baleiaza placa fotografica 6, inregistrand pe aceasta unda de referinta. Fasciculul 7, prin lentila 8, este dirijat spre obiectul 9, a carui holograma trebuie facuta. Fiecare punct al obiectului va reflecta lumina in toate directiile spre aceeasi placa fotografica 10, interferandu-se cu fasciculul de referinta si dand o holograma.
18b
Citirea hologramei
Un laser (1), dispus sub acelasi unghi cu care s-a realizat inregistrarea, emite un fascicul (2) dirijat prin lentilele (3) asupra hologramei (4). Holograma se comporta ca o retea de difractie si ochiul va primi de la aceasta o unda luminoasa de aceeasi forma ca a obiectului insusi cu toate atributele de spatialitate. Observatorul va vedea imaginea obiectului (7) in locul unde obiectul se gasea initial. Se mai constata si o alta imagine virtuala (8) in spatele hologramei de pe partea observatorului.
Aplicatii ale holografiei

Deplasarile aerului in jurul unui proiectil calibru 20mm, viteza 500m/s puse in evidenta prin interferometrie diferentiala cu ajutorul unui laser YAG pulsat.
Defecte de fabricatie intr-un cauciuc. Se fac doua inregistrari, una pentru tensiuni normale, a doua in care exista suprasolicitari si se suprapun, rezultand o holograma ca in figura. Se observa trei linii de interferenta. Pentru l mm, deformatia piesei va fi :
![]()
Vizualizarea unor vibratii

Pot fi identificate frecventele de rezonanta ale unor piese, palete de turbine, vase de presiune, rulmenti; idem, zonele cu frecvente mari. In figura, studiul deformatiilor la vibratii pentru o coroana de ambreiaj la Citron. Stanga, piesa in repaus; dreapta, piesa in vibratie.
Implicatiile economice ale implementarii unui laser. Exemplu:
Laser cu CO2 - 1200 W continuu
- pret de baza 110.000 $
- consumuri
heliu 1,5 $/ora
azot 0,17 $/ora
bioxid de carbon 0,13 $/ora
apa racire 0,21 $/ora
electricitate 1,20 $/ora
- mentenanta, reparatii 1,37 $/ora
![]()
Cost orar mediu 4,58 $/ora
- manopera 10 $/ora
![]()
Cost total 14,58 $/ora
Adaugand la aceasta valoare amortismentul instalatiei, se pot stabili aplicatiile pentru care procedeul in speta este eficient economic (decupari, sudari de oteluri, caroserii, elemente ale reactoarelor de aviatie, tratamentul metalului).
Intrebari recapitulative
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 4970
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved