| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Alte procedee si instalatii de prelucrare cu ultrasunete
Energia ultrasonica este utilizata si in procedee conventionale de prelucrare prin aschiere: strunjirea, alezare, filetare, brosare, rectificare, honuire, lepuire, s.a., in vederea reducerii fortelor de aschiere (0,52,5 ori) si a momentelor de torsiune (de circa 4 ori) cu consecinte directe asupra durabilitatii sculelor (creste de pana la 6 ori_si a rugozitatii suprafetelor prelucrate (scade pana la Ra=0,2 m la rectificare in camp ultrasonor). Aceste avantaje se datoreaza efectelor create de ultrasunete la propagarea lor in piese sau (si) scula: inmuierea acustica, reducerea frecarii de contact si imbunatatirea conditiilor de racire - ungere.
Operatiile de prelucrare in camp ultrasonic se pot executa atat pe instalatii specializate, prevazute prin constructie cu toate echipamentele secifice instalatiilor de prelucrare ultrasonica, cat si pe masini universale pe care sunt adaptate aceste echipamente. In acest caz, sistemele specifice trebuie astfel construite incat sa permita montarea si demontarea usoara, fara modificari esentiale in constructia masinilor - unelte clasice, precum si o schimbare rapida a concentratorului - scula si reglarea usoara a parametrilor de lucru. Vibratiile ultrasonice pot fi aduse in zona de prelucrare, fie prin piesa, (cu ajutorul unei papusi mobiel ultrasonice), fie prin scula (cu un dispozitiv port-cutit ultrasonic).
Utilizarea energiei ultrasonice in cazul laminarii (de regula transmisa prin cilindrii laminorului) reduce presiunea de laminare necesara (cu 60-65%) si care duce la cresterea calitatii produselor finite, permitand astfel obtinerea benzilor si tevilor dcu pereti foarte subtiri din materiale greu deformabile (titan, niobiu, aliaje cupru-beriliu, etc.). Oscilatiile ultrasonice au de regula frecvente de 18-25kHz si amplitudini de 6 120 m.
In cazul stantarii si ambutisarii, utilizarea energiei ultrasonice are drept efect reducerea fortelor statice de deformare cu consecinte directe asupra puterii utilajului si a consumului energetic, eliminand necesitatea incalzirii matritelor. Totodata prin reducerea freacarilor se diminueaza considerabil posibilitatea de aparitie a defectelor (ruperi, incretituri de material, zgarieturi, bavuri etc.). La stantarea asistata ultrasonic, introducerea vibratiilor se poate face prin poanson (fig. 4.41, a), prin placa de taiere (fig.4.41,b) sau combinat (fig. 4.41,c) 1 - reprezentand poansonul; 2 - placa de taiere; 3 - piesa. Se pot astfel stanta materiale stratificate nemetalice ca: textolitul, sticlotextolirul, pertinaxul, s.a.
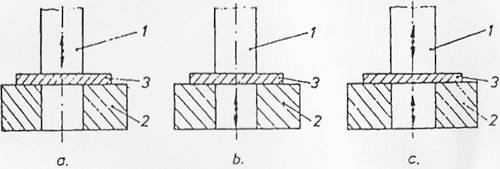
Fig.4.41
Utilizarea ultrasunetelor in cadrul procedeelor de deformare plastica permite prelucrarea, atat a unor materiale care astfel nu s-ar putea prelucra (placi de fonta), cat si prelucrarea prin aceste procedee a unor materiale care nu mai necesita incalzirea lor prealabila ( aliaje de titan, oteluri inoxidabile). Deformarea in camp ultrasonic permite obtinerea semifrabricatelor cu pereti subtiri cu rasfrangeri, bordurari, gauiri si indoiri.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 1690
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved