| CATEGORII DOCUMENTE | ||
|
||
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
1.Argument
Automatizarea proceselor tehnologice reprezinta o parghie importanta pentru obtinerea unor efecte economico- sociale favorabile, prin sporirea tehnicitatii fabricatiei, productivitatii muncii, calitatii produselor si calificarii personalului productive.
Caracteristicile si ecuatiile proceselor din punct de vedere al reglarii automate constituie partea cea mai ampla din acest proiect si se refera la timpul mort si perturbatiile care apar in desfasurarea proceselor precum si la unele aspecte specifice care caracterizeaza diferiti parametrii reglati.
In aceasta lucrare voi expune componente ale dispozitivului de automatizare care realizeaza reglarea - traductoare, regulatoare si elemente de executie - dar numai pentru a se degaja caracteristicile lor dinamice care determina functionarea lor in sistemele de reglare
Sistemele de reglare care se realizeaza in practica pentru diferiti parametri industriali- nivele, presiuni, debite, temperature, amestec si pH, umiditate, compozitie chimic-au o mare utilizare in toate domeniile.
Reglarea are sarcina de aduce si mentine o marime fizica dintr-un proces tehnologic la o anumita valoare.
Aceasta marime fizica se numeste marime reglata si poate fi de orice fel: presiune, debit, nivel, temperatura, turatie, tensiune, curent etc.
Valoarea la care trebuie adusa marimea reglata se numeste marime de referinta sau prescrisa.
Un proces nu se desfasoara niciodata in stare de echilibru. Intr-o reglare marimea reglata este masurata si comparata prin diferenta cu marimea de referinta.
Daca aceasta diferenta este diferita de zero se efectueaza o corectare in procesul reglat cu scopul anularii ei, adica pentru a se obtine o egalitate intre marimea reglata si marimea prescrisa.
Cand aceasta corectare se face de catre un operator reglarea se numeste manuala; daca operatiile respective sunt efectuate numai de dispozitive prevazute in acest scop, reglarea este automata.
Un proces este o desfasurare spre un scop sau un obiectiv determinat care are loc intr-o instalatie tehnologica si care se efectueaza ca urmare a unor interventii exterioare voite, interventii care compenseaza si efectul perturbatiilor.
2.Continutul propriu-zis
2.1. Scop
Realizarea proiectului are ca scop activarea specifica , in functie de tema proiectului a unitatilor de competenta tehnice generale, a unitatilor de competenta tehnice specializate si a celor cheie, absolut necesare pentru demonstrarea, in situatia de examen de certificare, a dobandirii calificarii de technician in automatizari.
Prin executarea proiectului si prin sustinerea orala a proiectului in situatia de examen sunt vizate competentele specifice calificarii, conform standardului de pregatire profesionala .
2.2. Obiective
Continutul proiectului realizat , demonstreaza ca este capabil sa prezinte si sa identifice,
lista unitatilor de competenta care pot fi dobandite in urma calificarii "tehnician in automatizari", prin liceu filiera tehnologica ( conf. Anexa nr.1 la O M Ed C T nr 4864 din 01.11.2002.):
Comunicare interactiva la locul de munca
Aplicarea formei de lucru in echipa
Aplicarea normelor si principiilor de protectia muncii. PSI si a celor de protectie a mediului
Aplicarea procedurilor de calitate
Executarea unor lucrari/operatii de complexitate medie in electronica si automatizari
Corelarea activitatilor de executie de masurare si verificare cu documentatia tehnica
Interpretarea rezultatelor masurarii in vederea aprecierii performantelor de calitate
Verificarea starii de functionare a echipamentelor si instalatiilor
Organizarea procesului de productie si a muncii
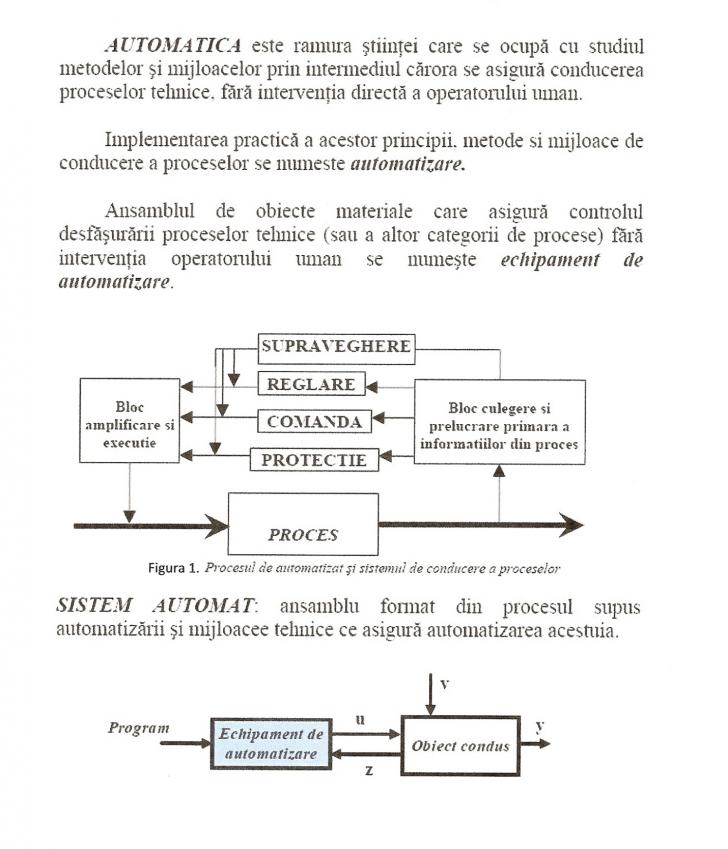
2.3.Notiuni generale despre automatizare
|
|
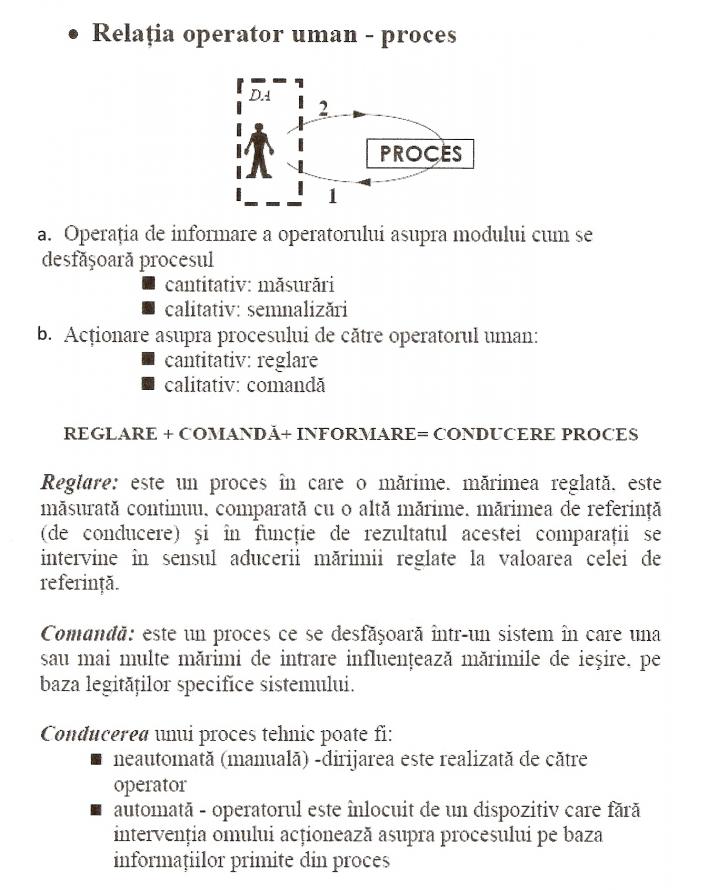
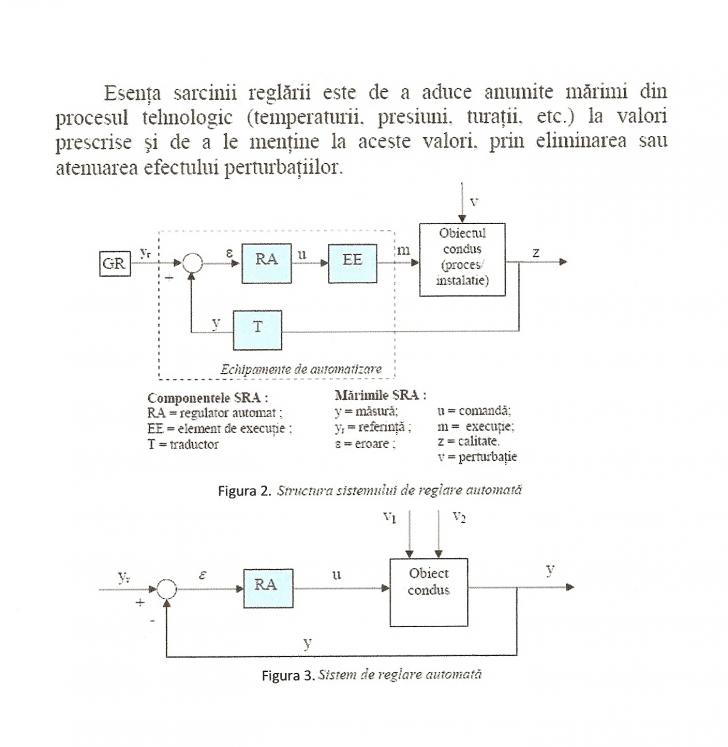
2.4. Tehnica reglarii automate
|
|
|
|
|
|
|
|
2.5. Descrierea si functionarea schimbatorului de caldura
Tehnica aplicarii sistemelor de reglare automata in conducerea proceselor tehnologice a evoluat rapid in ultimul timp ajungandu-se la o stiinta cu un nivel matematic foarte ridicat. Nu este insa scopul acestui proiect sa expuna aspectele teoretice ale acestor aplicatii ci sa arate in rezumat sisteme de reglare la procese industriale intalnite frecvent comentandu-se unele din aspectele pentru a se constitui in felul acesta sugestii pentru situatii care se pot intalni in practica proiectarii sistemelor de reglare.
Exemple in care apar procese tehnologice de reglare automata:
Schimbatoare de caldura;
Cuptoare;
Coloane de distilare;
Reglari de raport de debite;
Reactoare chimice.
Pentru unele din dotarile examinate s-au dat si detaliile aparaturii de automatizare intrebuintate in fabricatia curenta din R.S.R.
Reglarea automata a schimbatoarelor de caldura
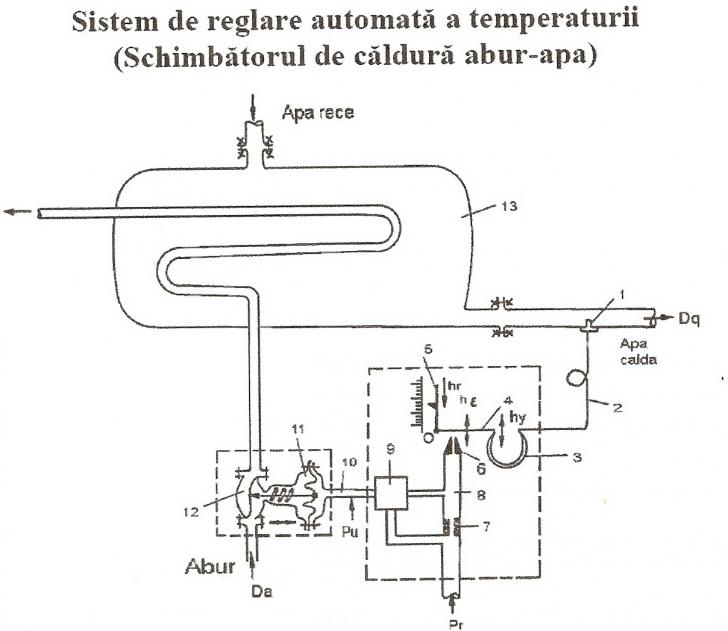
In mod obisnuit in aceste utilaje se regleaza temperatura unui fluid masurandu-se aceasta temperatura si modificandu-se debitul fluidului incalzitor sau racitor pentru a se obtine temperatura prescrisa. O asemenea reglare este indicate in fig. 4. in care s-a specificat si aparatura cu care s-a realizat. Regulatorul este de obicei de tip PID si practica a aratat ca acordarea regulatoarelor conduce la o banda de proportionalitate BP mare. Banda de proportionalitate este determinate de amplificarile Ke,Kp si Km ale robinetului de executie, procesului si elementului de masurare si cum produsul lor este mare, amplificarea regulatorului va fi mica pentru a se asigura stabilitatea sistemului.
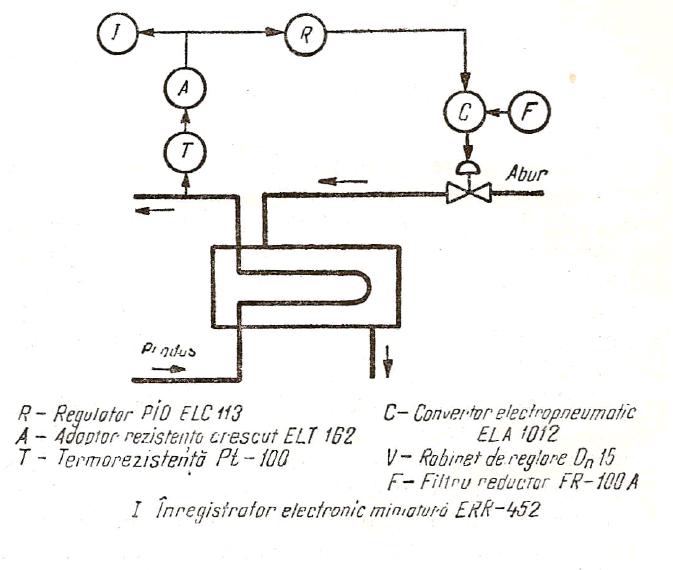
Figura.4. Sistem de reglare pentru un schimbator de caldura
Defectul I este necesar pentru a elimina abaterea stationara care ar apare cu un regulator numai P daca sunt de temut perturbatii importante de sarcina. Va fi suficient un regulator cu efect P daca perturbatiile si anume variatiile presiunii aburului, debitul de produs de incalzit sau schimbari ale temperaturii de intrare sunt mici incat efectul lor este in domeniul de toleranta acceptat in variatiile temperaturii reglate.
Daca debitul de produs catre schimbatorul de caldura variaza rapid va rezulta o abatere mare in valoarea temperaturii reglate. Marimea sau/si durata acestei abateri va putea fi redusa la aproximativ jumatate daca se intrebuinteaza in afara de I si efectul D si se face o acordare corespunzatoare a regulatorului.
Daca elementul de masurare sau caracteristicile robinetului nu sunt corect stabilite se vor obtine performante slabe si asemenea simptome vor putea determina modificari nenecesare sau costisitoare in caracteristicile schimbatorului de caldura.
Instalare elementului de masurare T din fig.4. trebuie facuta cat mai aproape de suprafata activa a schimbatorului de caldura tinand seama si de eventualul amestec al debitului procesului. Daca punctul de masurare este mult in afara schimbatorului de caldura pe conducta de iesire se introduce in sistemul de reglare un timp mort care depinde de distanta la care se plaseaza traductorul si de viteza fluidului. Acest timp mort are un efect daunator asupra performantelor sistemului de reglare, chiar daca este de numai cateva secunde.
Constanta de timp a elementului de masurare instalat protejat printr-o teaca este mai mare decat daca este instalat direct in fluid. Aceasta teaca trebuie eliminata daca se cer performante deosebite sistemului de reglare. Oricum daca se prevede o teaca de protectie trebuie sa se faca o montare atenta a elementului de masura pentru a se evita spatii cu aer intre teaca si elementul de masurat spatii care contribuie in mod esential in marirea constantei de timp a elementului de masurat.
Robinetul pentru aplicatiile normale ca element de executie in sistemele de reglare pentru schimbatoare de caldura trebuie prevazut cu pozitioner daca se cer performante deosebite ale reglarii. Frecarile din robinet influenteaza nefavorabil reglarea si ele sunt compensate prin actiunea pozitionerului. Daca sunt deci solicitate asemenea performante in instalatiile noi sau daca se cer imbunatatiri in automatizarile existente este in general de dorit sa se prevada sau sa se adauge pozitioner pe robinet pentru a se elimina efectele frecarilor in robinet.
Este de dorit sa se pastreze aceeasi relatie intre cresterile incrementale a deschiderii robinetului si modificarile in valoarea temperaturii masurate pentru diferitele cresteri ale debitului pentru ca amplificarea sistemului de reglare sa ramana pe cat posibil constanta. Indeplinirea acestei conditii are drept efect o reglare buna pentru intreg domeniu al debitelor de produs incalzit. Daca debitul de produs se dubleaza este necesara o crestere incrementala dubla in debitul de fluid de incalzire sau racire pentru a obtine o anumita modificare a temperaturii.Robinetele cu caracteristica de procent egal au o caracteristica definita de relatia in care Q este debitul, y deschiderea robinetului si a o constanta depinzand de dimensiunile robinetului.Intrebuintand un robinet cu o asemenea caracteristica se obtine in mod normal o relatie constanta intre deschiderea robinetului si modificarea temperaturii.
Modificari in caderea de presiune pe robinetele intrebuintate in operatia de incalzire cu abur trebuie luate in consideratie cand se termina caracteristicile generale ale robinetului. De obicei in asemenea aplicatii se intrebuinteaza robinete cu o caracteristica "procent-egal".
In cele ce urmeaza se vor examina mai indeaproape caracteristicile din punctul de vedere al reglarii automate a schimbatoarelor de caldura cu tuburi ,utilaje des intalnite in industrie. Din cauza ca schimbarea de caldura este distribuita pe lungimea schimbatorului fenomenele sunt complexe si descrierea lor exacta este dificil de obtinut necesitand calcule laborioase. In general insa schimbatoarele de caldura sunt usor de reglat automat si afara de cazurile in care se cere o reglare deosebit de pretentioasa , se pot aplica metode de reglare simple care dau rezultate satisfacatoare in practica. Asemenea, metode se vor prezenta in cele ce urmeaza.
In general dupa cum s-a aratat se da o atentie deosebita constantelor de timp care sunt introduse de elementul de masura al temperaturii pentru ca de obicei sunt mai mari decat acelea din elementele de masura pentru debit,presiune sau nivel. Cand constanta de timp a elementului de masura este a doua ca marime,cum este deseori cazul in sistemele de reglare a temperaturii,calitatea reglarii se imbunatateste sensibil prin reducerea acestei constante de timp. Pe de alta parte este mult mai simplu sa reduca constanta de timp a masurarii prin intrebuintarea unui element diferit decat sa se schimbe dinamica schimbatorului care depinde de dimensiunea si lungimea tuburilor si de vitezele din schimbator. In instalatii termocuplele de exemplu sunt aproape intotdeauna introduse intr-un tub si timpul de raspuns va depinde de felul in care face contactul cu tubul. In orice caz nu este usor sa se obtina performante optime. Pentru un termocuplu cu tub in apa ,constanta de timp bazata pe 63% din raspuns a fost intr-un caz de 1,5 min cu termocuplul in centrul tubului, de 0,5 min cu termocuplul atingand tubul si de 0,1 min cu termocuplul lipit de tub.
2.6.Identificarea cerintelor si aplicarea normelor de calitate
In domeniul calitatii, in etapa actuala, se manifesta doua tendinte definitorii - imbunatatirea considerabila a calitatii produselor si reducerea substantiala a costurilor calitatii, ambele fiind impuse de preferintele consumatorilor si intensificarea concurentei. In cazul controlului calitatii este necesar sa se stabileasca obiectivele strategice ale calitatii. Acestea, la randul lor, depind de principalii factori ai calitatii : 1) Pietele; 2) Personalul; 3) Resursele financiare; 4) Materialele; 5) Utilajele si tehnologiile folosite; 6) Managementul firmei.
Pietele. Clientii cer si obtin produse si servicii tot mai bune pe masura cresterii pretentiilor lor antrenate de progres. Pietele - ca locuri in care se intalneste cererea si oferta, devin tot mai exigente din ambele parti si se specializeaza functional. Ca atare, un obiectiv determinant al controlului calitatii in cadrul firmelor este de a asigura flexibilitate in satisfacerea cererii care se specializeaza. Aici este vorba de fixarea performantelor produselor care se cer urmarite si imbunatatite, cum ar fi productivitatea, fiabilitatea, disponibilitatea, randamentul, reducerea poluarii de orice fel. Asociat acestora se cer create conditii tehnologice - echipamente si metode de control apte sa identifice si sa masoare performantele calitative ale produselor.
Personalul. Odata ce se schimba produsele, iar pietele devin tot mai exigente, personalul de conceptie si cel executant necesita noi cunostinte si deprinderi care se pot obtine prin educatie continua la locul de munca si in institutiile de invatamant. Cercurile de calitate din practica firmelor japoneze sunt o expresie elocventa a cerintei de acumulare de cunostinte in domeniu ca si de stimulare a creativitatii oamenilor.
Folosirea sistemelor flexibile de productie, a robotilor industriali si a calculatoarelor, accentueaza sensibilitatea dependentei tehnicii de calitatea materiilor prime, a pieselor si componentelor folosite. Acestea impun intensificarea exigentei de control la locurile de munca. Pretentiile fata de calitatea pe care o asigura lucratorii la locurile de munca sunt exprimate prin obiective cum ar fi cel preconizat de extinderea conceptului de control al calitatii productiei, avand ca impact "zero defecte".
Resursele financiare. Intrucat intensificarea concurentei reduce profiturile, se cauta atingerea acestui scop este cresterea productivitatii muncii prin automatizare, dar automatizarea necesita investitii care la randul lor genereaza noi costuri cu amortizarea, mentenanta si asigurarile pentru reducerea riscurilor, asa incat efectul automatizarii asupra reducerii costurilor apare diminuat. Ramane sa se actioneze asupra costurilor calitatii insasi. Directiile de actionare depind de conditiile interne si externe ale firmei. Daca, de exemplu, costul service-ului produsului in garantie este mare, iar cel de prevenire a defectelor sau de exercitare a controlului in uzina producatoare este mic, inseamna ca este necesar sa se modifice orientarea uzinei, accentuandu-se preocuparile pentru prevenirea defectelor si pentru executia controlului calitatii pe fluxurile tehnologice. Cazul invers se intampla mai rar.
Materialele. Solicitarile produselor in exploatare s-au intensificat. Materialele din care se fabrica produsele se schimba si se diversifica in mod corespunzator. Ca atare simpla inspectie vizuala si testarea prin incercari sumare a materialelor nu mai asigura conditiile cerute de calitatea produselor. Se impune folosirea probelor fizice si chimice de laborator si a unor echipamente de control adecvate.
Utilajele si tehnologiile folosite. Cu cat firmele mecanizeaza si automatizeaza mai mult procesele de productie in vederea cresterii productivitatii muncii si imbunatatirii folosirii materiilor prime si materialelor, cu atat mai mult se pune accentul pe cresterea nivelului calitatii pieselor si subansamblurilor si pe stabilitatea calitatii acestora. Asadar, daca firma prevede sa mecanizeze si sa automatizeze noi procese in viitor, calitatea obiectelor muncii prelucrate in aceste procese va trebui aliniata la noile conditii.
Managementul. Impactul asupra calitatii, determinat de actiunile asupra factorilor calitatii este maxim atunci cand actiunile respective sunt coordonate. Este indiscutabil ca managementul firmei este singurul in masura sa coreleze eforturile tuturor compartimentelor care au responsabilitati in asigurarea calitatii produselor si serviciilor livrate pe piata. Daca acest management nu este in stare s-o faca, va avea de suferit calitatea, iar firmei nu-i va merge bine.
|
Supravegherea calitatii reprezinta monitorizarea si verificarea continua a starii unei entitati, in scopul asigurarii ca cerintele specificate sunt satisfacute. |
|
Evaluarea calitatii reprezinta examinarea sistematica, efectuata pentru a determina in ce masura o entitate este capabila sa satisfaca cerintele specificate. |
Controlul calitatii |
|
Inspectia calitatii reprezinta activitatile prin care se masoara, examineaza, incearca una sau mai multe caracteristici ale unei entitati si se compara rezultatul cu cerintele specificate, in scopul determinarii conformitatii acestor caracteristici |
|
Verificarea calitatii reprezinta confirmarea conformitatii cu cerintele specificate, prin examinarea si aducerea de probe tangibile. |
2.7. Metode de reglare automata
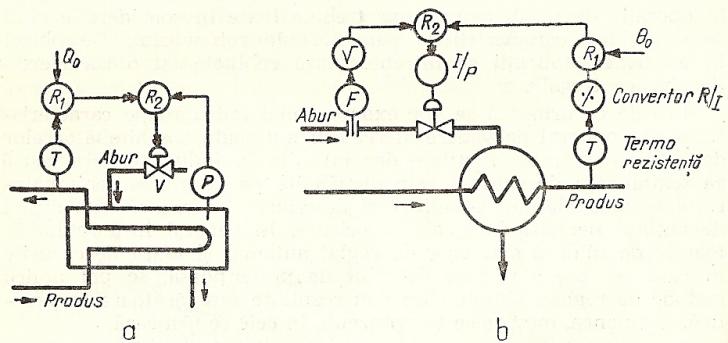
Figura 5. Sistem de reglare in cascada pentru un schimbator de caldura :
a-parametrul secundar presiunea; b- parametrul secundar debitul.
Pentru a se asigura o revenire mai rapida a temperaturii la regimul stationar in cazul schimbatoarelor de caldura tubulare la aparitia perturbatiilor de sarcina ,se intrebuinteaza un sistem de reglare in cascada. In fig.5,a regulatorul principal este de tip PID si regulatorul secundar regleaza presiunea aburului. Debitul de abur catre schimbatorul de caldura este determinat de regulatorul de presiune care in mod normal este de tip PI. O variatie a sarcinii este sesizata foarte repede prin modificarea presiunii din mantaua schimbatorului si compensata prin interventia sistemului de reglare secundar al presiunii. Sistemul de reglare principal compenseaza apoi abaterile reziduale ale temperaturii modificand referinta regulatorului secundar de presiune.
In sistemul in cascada din fig.5,b variabila secundara reglata este debitul aburului la intrarea in schimbatorul de caldura. Variatiile debitului de abur de incalzire sunt usor compensate cu sistemul de reglare secundar. Daca un sistem in cascada ca acel din figura are instabilitate poate fi de folos sa se aplice procedura care urmeaza. Se trece regulatorul principal pe pozitia de reglare manuala pentru a se vedea daca bucla secundara are oscilatii. Daca se constata aceasta se va reacorda regulatorul secundar cu o amplificare Kr a efectului P mai mica. In general regulatorul secundar este de tip P sau PI alegerea intre aceste posibilitati depinzand de stabilitatea si precizia reglarii ceruta pentru bucla secundara. De altfel orice abatere in reglarea parametrului secundar este corectata in ce priveste parametrul principal prin actiunea regulatorului principal. Bucla de reglare principala poate avea un regulator de tip PID si acesta va fi acordat cu oricare din metodele cunoscute ca sic and acest regulator ar face parte dintr-un sistem de reglare simplu. Dupa cum s-a aratat in prezentarea sistemelor in casacada, bucla de reglare secundara trebuie sa aiba constante de timp mai mici decat cele care se gasesc in restul procesului pentru ca sa se beneficieze de avantajele sistemului in cascada.
2.8. Probleme practice solutionate
Figura 6
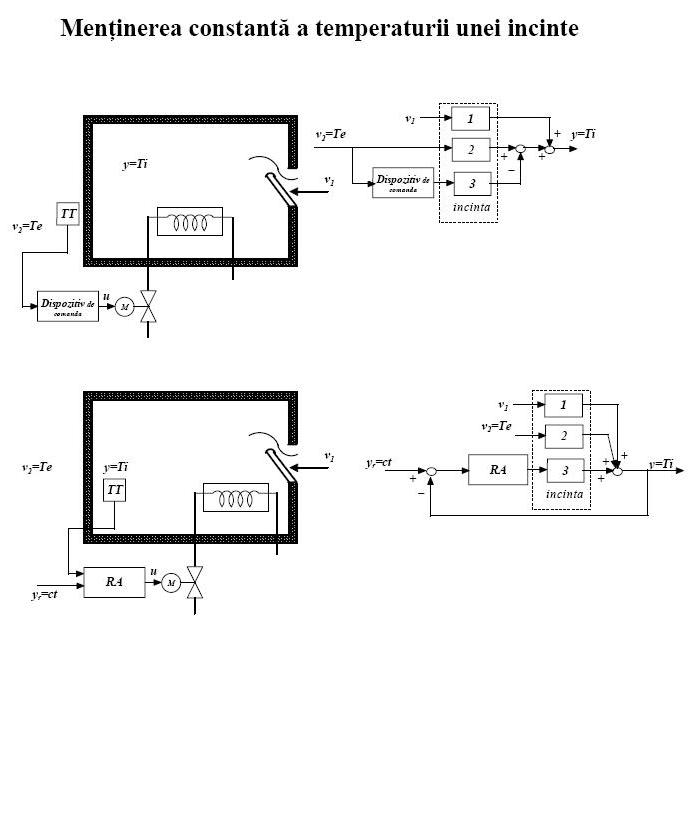
Calculul necesarului de caldura pentru incalzire are la baza bilantul termic al unei incinte incalzite. El este dat de relatia:
unde qpt sunt pierderile de caldura prin transmisie (convectie, radiatie, conductie) prin elementele exterioare de constructie (pereti, ferestre, usi); qpi - pierderile de caldura corespunzatoare incalzirii aerului patruns in incinta respectiva prin neetanseitatile elementelor de constructie si prin ventilare naturala (la deschiderea usilor si/sau ferestrelor); qtr - cantitatea de caldura inmagazinata in elementele de constructie; qi - cantitatea de caldura introdusa de instalatia de incalzire; qd - cantitatea de caldura introdusa de degajarile interioare de caldura; iar qr - cantitatea de caldura introdusa de radiatia solara.
De regula, in majoritatea cazurilor incintele sunt incalzite in mod continuu (chiar daca reglarea livrarii de caldura este prin intermitenta), ca urmare cantitatea de caldura inmagazinata in elementele de constructie qtr are in mod obisnuit valori foarte reduse, chiar nule, putand fi neglijata. Aceasta cantitate de caldura are valori relativ ridicate, cam de acelasi ordin de marime cu restul cantitatilor de caldura care intervin in bilantul termic al incintei doar in perioadele scurte de timp corespunzatoare inceputului incalzirii. Pentru restul timpului, grupand corespunzator termenii din relatia de mai sus, se obtine valoarea necesarului de caldura pentru incalzire:
2.9.Perspectiva personala in abordarea temei
Perspectiva mea in abordarea temei sisteme de reglare automata a temperaturii la un schimbator de caldura. Este ca schimbatoarele de caldura sunt aparate (utilaje) in care se realizeaza procese (operatii) de transfer de caldura intre doua fluide.
3.Masuri de sanatatea si securitatea muncii , PSI si protectia mediului
Dimensionarea echipamentului tehnic ( instalatii electrice ,bancuri de lucru, scaune, mobilier, masini-unelte etc.), din dotarea atelierelor va fi in concordanta cu dimensiunile statice si dinamice (antropometrice) ale lucratorilor.
Uneltele de mana vor fi adaptate la dimensiunile antropometrice (forma, lungime, grosime) ale mainii si posibilitatilor efortului fizic mediu al lucratorilor.
Uneltele de mana actionate electric sau pneumatic vor fi prevazute cu dispozitive pentru fixarea sculei, precum si cu dispozitive care sa impiedice functionarea lor necomandata.
Dispozitivul de comanda va fi astfel conceput incat, dupa incetarea actiunii acestuia, functionarea de mana sa inceteze imediat.
Daca uneltele de mana cu actionare electrica sau pneumatica sunt dotate cu piese active (pietre de polizor, panze de fierastrau etc.) ce prezinta pericol de accidentare, acestea vor fi protejate impotriva atingerii.
Tuburile flexibile de aer comprimat trebuie sa corespunda debitului si presiunii de lucru. Fixarea lor pe racordul uneltei va fi asigurata de coliere metalice.
Uneltele de mana rotative, cu actionare pneumatica vor fi dotate cu dispozitive de reglare a presiunii si debitului in vederea limitarii turatiei.
Pentru prevenirea accidentelor prin electrocutare, uneltele de mana actionate electric trebuie sa corespunda normativelor in vigoare si vor fi verificate periodic de catre personalul de specialitate.
Cozile si manerele de mana vor fi netede, bine fixate si vor avea dimensiuni care sa permita prinderea lor sigura si comoda.
Uneltele de mana prevazute cu articulatii (foarfeci, clesti etc.) vor avea o constructie robusta si nu vor prezenta frecari mari sau articulatie care ar duce la eforturi suplimentare pentru cel care le actioneaza si in acelasi timp la nesiguranta in timpul lucrului. Bratele de actionare ale acestor unelte vor fi astfel executate incat la inchidere sa existe un spatiu suficient intre ele, pentru a se preveni prinderea lor.
Uneltele de mana vor fi pastrate, dupa caz, in dulapuri, lazi, sau alte suporturi speciale, in apropierea locurilor de munca si vor fi astfel asezate incat sa aiba orientata spre exterior partea de prindere pentru a exclude contactul cu partile ascutite sau taietoare.
Toate uneltele de mana vor fi verificate cu atentie la inceputul schimbului. Periodic, in functie de frecventa de utilizare, uneltele de mana vor fi controlate sistematic. Uneltele de mana care nu corespund conditiilor normale de lucru vor fi inlocuite imediat cu altele corespunzatoare.
Parghiile, manetele de comanda, butoanele de pornire si oprire etc. vor fi amplasate astfel incat sa fie vizibile de la locul de munca si sa fie posibila manevrarea lor fara deplasarea lucratorilor de la locul de munca. Amplasarea lor trebuie sa excluda posibilitatea manevrarii lor involuntare. Constructia butoanelor trebuie sa fie astfel facuta incat sa se distinga usor butonul de pornire si cel de oprire.
Se recomanda ca sensul de miscare al parghiilor si manetelor sa corespunda cu sensul miscarii organului comandat.
Parghiile si manetele vor fi prevazute cu placute sau cu inscriptii care indica comenzile.
Parghiile si manetele de comanda trebuie sa fie prevazute cu dispozitive de blocare care sa nu permita deplasarea libera a acestora dupa fixare intr-o anumita pozitie sau cuplarea sau decuplarea necomandata.
La exploatarea masinii, manipularea manetelor, parghiilor, rotilor manuale si butoanelor trebuie sa fie comandata. Inlaturarea comenzilor gresite trebuie asigurata prin introducerea comutarilor automate. Organele de comanda ale masinilor-unelte trebuie asezate la o inaltime comoda pentru cel care le manuieste.
Pentru asigurarea securitatii muncii dispozitivele de comanda ale oricaror mecanisme trebuie sa indeplineasca urmatoarele conditii:
sa fie asezate in locuri unde pozitia lor sa asigure o manevrare comoda si sa permita utilizarea fara pericol a dispozitivelor de pornire;
sa opreasca repede mecanismul si sa-l fixeze rigid in pozitia necesara;
sa excluda posibilitatea pornirii intamplatoare a mecanismului.
La masinile si locurile de munca unde este posibila efectuarea operatiilor in pozitie sezand, comenzile vor fi astfel amplasate incat sa fie asigurata o pozitie comoda in timpul lucrului.
Toate agregatele, instalatiile si masinile vor fi prevazute cu dispozitive de siguranta, supraveghere, securitate si control, astfel incat sa se asigure functionarea lor corecta si fara pericol de accidente.
Organele de masini, care in timpul exploatarii pot fi suprasolicitate din anumite cauze, vor fi prevazute cu sisteme de siguranta care sa previna deteriorarea sau desprinderea organului in cauza si, prin urmare, a accidentelor.
Pornirea instalatilor si agregatelor care nu pot fi supravegheate din locul de amplasare al pupitrului de comanda se poate face numai dupa confirmarea semnalului de pornire de la posturile de supraveghere.
La instalatiile si agregatele care nu pot fi supravegheate dintr-un singur loc, trebuie sa existe un sistem de semnalizare in ambele sensuri, intre locul de comanda si locurile de munca sau de supraveghere, de la instalatie.
Instalatiile si echipamentele electrice vor fi construite, montate, intretinute si exploatate in asa fel incat sa fie prevenite electrocutarile prin atingerea directa sau indirecta, arsurile, incendierile, exploziile si arderile neprevazute ale capselor electrice provocate de curenti de dispersie sau de curenti vagabonzi din instalatiile energetice sau datorate descarcarilor atmosferice. In acest scop, pe langa masurile de securitate a muncii privind instalatiile si echipamentele electrice prevazute in normele de protectia muncii se va tine seama si de instructiunile proprii elaborate de unitate pentru fiecare loc de munca.
Defectele care se ivesc in instalatiile electrice trebuie descoperite la timp si indepartate de personalul calificat pentru aceasta.
Se va acorda o atentie deosebita utilajului electric si retelelor electrice din ateliere cu umiditate si cu temperatura ridicata, precum si incaperile in care se gasesc gaze, vapori sau praf, inflamabile si explozibile pentru a preveni electrocutarile sau incendiile datorita socurilor electrice, pieselor incalzite sau incandescente prin care trece curentul si scurtcircuitele.
5.Anexe
Comanda sau reglare
Figura 7
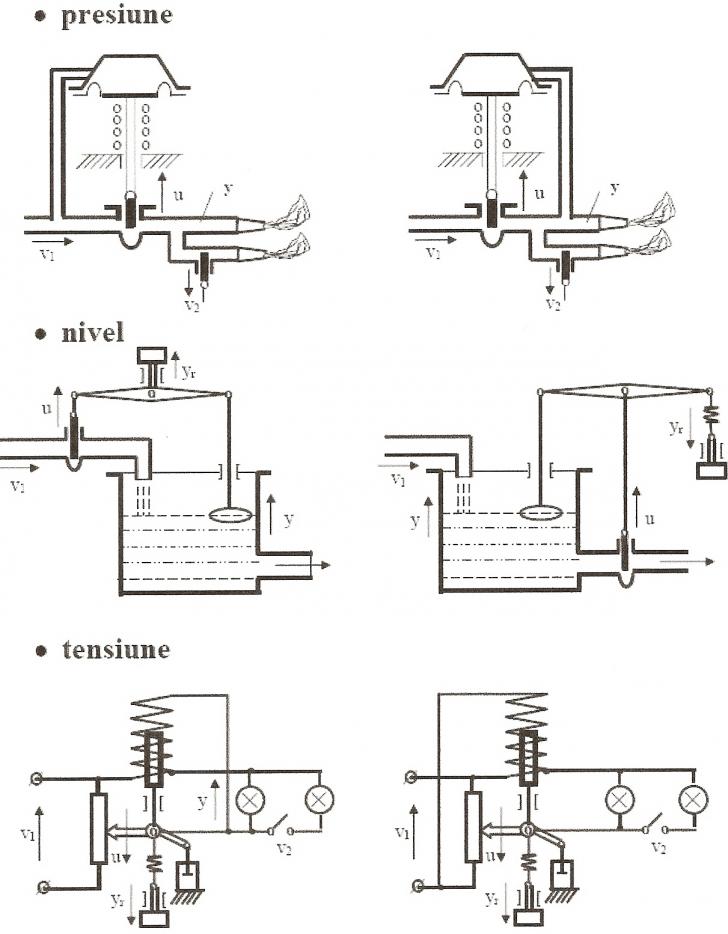
Figura 8
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 4161
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved