| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Fenomenele termice la aschiere influenteaza natura si dinamica unor fenomene caracteristice cat si rezultatele procesului, sub aspectul preciziei si calitatii suprafetei prelucrate, uzurii sculei aschietoare, procesul de formare a aschiei, vibratii, etc. Aparitia caldurii este un fenomen care insoteste in mod inevitabil procesul de aschiere.
1. Surse de caldura si bilantul termic la aschiere.
Caldura dezvoltata la aschiere provine din transformarea aproape in intregime a lucrului mecanic consumat pentru realizarea procesului de aschiere. Se datoreaza deformatiilor plastice ale materialului la formarea aschiei, frecarilor la interfetele scula/aschie, scula/suprafata aschiata cat si deformarii suplimentare a aschiilor (rasucire, sfaramare).
Lucrul mecanic total consumat in procesul de aschiere este dat de relatia:
L = L1 + L2 + L3 + L4 + L5 + L6 (1)
- L1, lucrul mecanic pentru deformarea plastica a materialului;
- L2, lucrul mecanic de frecare la interfata scula/aschie;
- L3, lucrul mecanic de frecare la interfata scula/suprafata aschiata;
- L4, lucrul mecanic consumat de deformatiile elastice;
- L5, lucrul mecanic consumat cu rasucirea aschiei;
- L6, lucrul mecanic consumat de sfaramarea aschiei.
Ultimii trei termeni (L4, L5, L6) sunt mici (23% din total) si se pot neglija.
O mica parte din lucrul mecanic ramane inmagazinat sub forma de energie potentiala, ca tensiuni in suprafata generata.
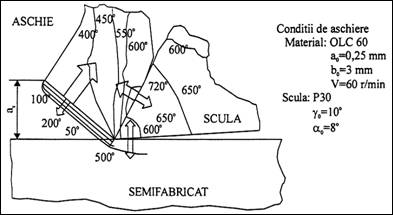
Caldura dezvoltata in procesul de aschiere se produce in planul de forfecare si in zonele de frecare scula/aschie si scula/suprafata aschiata si se propaga dinspre surse catre zonele mai reci. Fiecare sursa, asa cum reiese din figura 1, transmite in zonele invecinate cate doua fluxuri calorice de sens opus.
Cantitatea de caldura rezultata (Q) este preluata de aschie (Q1), semifabricat (Q2), scula (Q3) si mediul de aschiere sau mediul inconjurator (Q4). Ecuatia de bilant termic la aschiere capata forma generala:
Q = Q1 + Q2 + Q3 + Q4 (2)
In cursul procesului de aschiere, distributia prezentata in figura 1, respectiv ponderea celor trei termeni ai relatiei (2), se poate modifica in functie de intensitatea celor trei surse de caldura dictate de dinamica fenomenelor de baza ale aschierii (deformatii plastice, frecari, uzura, vibratii, etc.), procedeul de prelucrare sau utilizarea unui mediu de aschiere.
Se poate aprecia ca, in medie, caldura dezvoltata la aschiere se repartizeaza astfel:
- la strunjirea fara lichid;
Q1 = (0,50,8)Q, Q2 = (0,090.03)Q, Q3 = (0,40,1)Q.
- la burghiere; Q1 = 0.28Q, Q2 = 0.5Q, Q3 = 0,15Q.
Cantitatea de caldura Q degajata in procesul de aschiere se determina pe baza ipotezei ca puterea de aschiere se transforma in totalitate in caldura si este data de relatia:
![]() [cal/min] (3)
[cal/min] (3)
2. Influenta parametrilor procesului de aschiere asupra temperaturii
Cantitatea de caldura dezvoltata la aschiere, depinde de parametrii procesului de aschiere. Importanta prezinta temperatura stratului superficial al suprafetei generate, care poate produce recristalizari si deformatii si in mod deosebit temperatura sculei aschietoare.
Influenta materialului de prelucrat. Principala caracteristica fizico-mecanica a materialului de prelucrat, care determina capacitatea de a se deforma plastic si de a dezvolta o cantitate de caldura este modulul de plasticitate (M) definit de rel. (6.9).
Acesta reprezinta un lucru mecanic de deformatie plastica remanenta produs de catre componentele fortei de aschiere si constituie una din sursele principale de producere a caldurii in procesul de aschiere. Cantitatea de caldura degajata depinde de natura materialului, compozitia chimica, structura metalografica, etc.
Temperatura sculei mai depinde de natura contactului scula-piesa-aschii si de raportul in care se afla conductibilitatea termica a elementelor care participa la aschiere. La aschierea otelurilor cantitatea de caldura Q este mai mare decat la aschierea fontelor, dar temperatura sculei este mai mare la aschierea materialelor de tipul fontei. Fenomenul se explica prin faptul ca la prelucrarea fontei, eforturile de contact sunt mai mari (aria de contact scula-aschie este mai mica), iar conductivitatea termica a fontei este mai mica decat cea a otelurilor. Functie de proprietatile,fizico-mecanice ale materialului de prelucrat, temperatura sculei, poate fi exprimata prin relatii de forma:
![]() sau
sau ![]() (4)
(4)
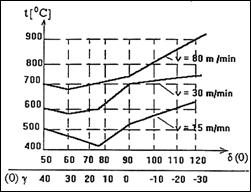
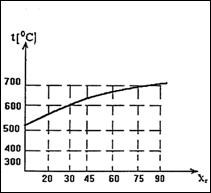
Influenta parametrilor regimului de aschiere. Parametrii regimului de aschiere influenteaza diferit temperatura aschiei, sculei si suprafetei generate. Viteza de aschiere vc . Cresterea vitezei de aschiere duce la cresterea temperaturii cu toate ca prin cresterea vitezei componentele fortei de aschiere scad (figura 2).
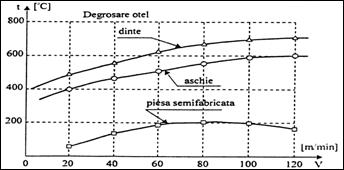
Fenomenul este datorat cresterii lucrului mecanic de
deformare.Dependenta temperaturii sculei functie de viteza de aschiere se poate
exprima prin relatia: ![]() (5)
(5)
Avansul f,
influenteaza temperatura prin intermediul fortelor de aschiere si incarcarii
termice a sculei. Prin cresterea avansului temperatura creste datorita
cresterii componentele Fc, Ff, Fp si
caldurii preluata de scula (figura 3). Pe de alta parte scade deformarea
materialului, datorita cresterii grosimii aschiei, iar cantitatea de caldura
preluata de aschie va fi mai mare. Temperatura sculei functie de avans este
data de relatia: ![]() (6)
(6)

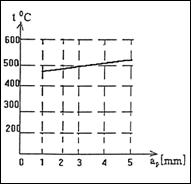
Adancimea de aschiere ap, are o influenta mai mica decat avansul asupra temperaturii sculei. Simultan cu cresterea temperaturii datorata cresterii componentelor fortei de aschiere, are loc o diminuare a incarcarii termice a sculei, prin cresterea lungimii active a taisului. Caldura degajata va fi distribuita pe o zona mai mare din scula ceea ce face ca influenta prin intermediul fortei de aschiere sa fie mult diminuata. La viteze mari si foarte mari de aschiere influenta adancimii de aschiere asupra temperaturii sculei este neinsemnata.
Dependenta temperaturii sculei functie de adancimea de aschiere este prezentata grafic in figura 4 si se exprima prin relatia:
![]() (7)
(7)
Influenta materialului si geometriei sculei aschietoare. Temperatura sculei aschietoare este influentata de materialul partii active, aria sectiunii transversale si parametrii geometrici (g cr, re, rn).
Materialul partii active. Experimental s-a constatat ca, pe masura ce duritatea materialului partii active a sculei aschietoare creste, cantitatea de caldura dezvoltata prin aschiere scade cu circa 515% fata de caldura inregistrata la aschierea in aceleasi conditii, dar cu scule, din oteluri de scule. Acest fapt se explica prin fenomenul de difuzie a atomilor de carbon din scula catre materialul de prelucrat. Fenomenul de difuzie are loc la temperaturi cuprinse intre 100600 C si presiuni de contact intre 500 3000 MPa si se realizeaza cu consum de energie.
Aria sectiunii transversale a sculei, influenteaza prin capacitatea de a prelua si difuza spre corpul sculei caldura primita, denumita capacitate termica. Cu cat aria sectiunii transversale este mai mare si capacitatea termica este mai mare. Aceeasi cantitate de caldura, repartizata intr-un volum mai mare de material duce la o crestere mai mica de temperatura. La viteze de aschiere mari si foarte mari influenta este mai mica.
Unghiul de degajare g influenteaza in mod complex temperatura sculei prin marimea fortelor de deformare plastica si de frecare, prin natura contactului aschiei cu fata de degajare si prin capacitatea termica (dictata de valoarea unghiului g). Influenta este prezentata grafic in figura 5. Prin cresterea unghiului g deformatiile plastice, fortele de aschiere, lucrul mecanic, scad, fapt ce determina scaderea temperaturii sculei. Cresterea exagerata a unghiului g, duce la cresterea temperaturii sculei datorita scaderii capacitatii termice a acesteia. Dependenta se poate exprima prin relatia (8):
![]() (8)
(8)
Unghiul de atac principal cr, influenteaza temperatura sculei prin marimea deformatiilor plastice, forma sectiunii aschiei, aria activa a fetei de degajare, capacitatea termica a sculei. Influenta este prezentata grafic in figura 6. Prin cresterea unghiul de atac principal cr, scade masa partii active a sculei simultan cu scaderea ariei active a fetei de degajare, deci capacitatea termica scade, iar temperatura creste.
Dependenta se poate exprima prin relatia (9):![]() (9)
(9)
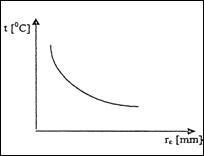
Raza la varf a sculei re are influenta asupra cantatii Q de caldura dezvoltata si modul de repartizare a acesteia. Cresterea razei la varf a sculei re, duce la cresterea caldurii de aschiere Q (ca urmare a cresterii fortelor de aschiere) dar si la cresterea capacitatii termice a sculei.Din insumarea acestor efecte, rezulta o usoara scadere a temperaturii sculei cu cresterea razei re Dependenta este prezentata in figura7 si relatia (10):
![]() (10)
(10)
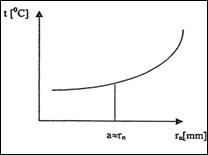
Rata de ascutire/rotunjire a taisului rn are influenta
asupra cantatii Q de caldura dezvoltata prin deformatiile plastice si forta de
aschiere. Cresterea razei r" duce la cresterea lucrului mecanic necesar
deformarii materialului ducand Ia cresterea temperaturii. Totodata cresterea
razei rn duce Ia cresterea capacitatii termice a sculei si
deci la scaderea temperaturii. Din insumarea acestor efecte, rezulta cresterea
temperaturii sculei cu cresterea razei rn. Cresterea este mai
pronuntata pentru aschii subtiri. Dependenta este prezentata in fig 8 si
relatia (11): ![]() (11)
(11)
![]()
![]()
Influenta mediului (lichidului) de aschiere influenteaza temperatura sculei prin proprietatile de racire, ungere, aschiere precum si prin modul cum este dirijat in zona de aschiere.
Utilizarea de procedee si dispozitive de dirijare a lichidului de aschiere, duce la o racire eficienta a sculei. Efectul de racire al mediului de aschiere este mai mare la prelucrarea materialelor ductile.
3. Relatia generala de calcul a temperaturii sculei la aschiere.
Pe baza dependentelor prezentate se poate obtine pentru temperatura sculei o relatie generala (12), in care coeficientul de corectie kma capata valori subunitare si reprezinta influenta mediului de aschiere.
Valorile coeficientilor si exponentilor se gasesc in tabele.
![]() (12)
(12)
4. Metode si mijloace de masurare a temperaturii la aschiere.
Pentru determinarea si utilizarea unor relatii generale de calcul cat si pentru determinarea temperaturii elementelor care participa la aschiere, se folosesc metode experimentale de studiu a fenomenelor termice la aschiere.
Metodele experimentale pentru masurarea temperaturii la aschiere pot fi clasificate in doua categorii:
- metode de determinare a temperaturii medii a zonei de aschiere;
- metode de determinare a temperaturii diverselor zone ale aschiei sau sculei.
Metoda calorimetrica. Consta in desfasurarea procesului de aschiere intr-un calorimetru, special realizat pentru un anumit procedeu de prelucrare si determinarea cantitatii de caldura degajata.
Metoda substantelor termocolore. Se bazeaza pe proprietatea unor vopsele de a-si schimba culoarea initiala datorita variatiei temperaturii. Prin aceasta metoda se poate determina temperatura aschiilor si temperatura unor zone ale sculei ce nu vin in contact cu aschiile. Este o metoda aproximativa.
Metoda variatiei tensiunii electromotoare cu temperatura. Utilizeaza ca traductor termocuplul. Acesta este format dintr-un circuit din doi conductori de natura diferita, in acest circuit apare o tensiune electromotoare dependenta de diferenta de temperatura dintre cele doua jonctiuni, in raport cu modul de realizare al termocuplului se deosebesc mai multe variante.
Termocuplul artificial, este realizat prin plasarea sub suprafetele active ale sculei, in diverse zone a unui termocuplu standard. Pentru masurarea temperaturii aschiei se poate utiliza montajul din figura 9.
 Termocluplul semiartificial, prezentat
in figura 10, are primul element constituit dintr-un conductor de constantan,
al doilea element fiind scula aschietoare. Se poate determina temperatura in
zona in care este plasat primul element, in acest caz este necesara o etalonare.
Termocluplul semiartificial, prezentat
in figura 10, are primul element constituit dintr-un conductor de constantan,
al doilea element fiind scula aschietoare. Se poate determina temperatura in
zona in care este plasat primul element, in acest caz este necesara o etalonare.
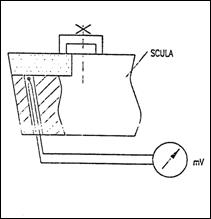
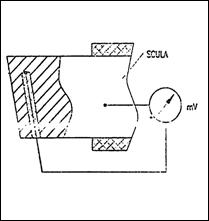
Termocuplul natural, are cele doua elemente constituite din materialele sculei si piesei (figura 11). in aceasta situatie scula si piesa trebuie izolate electric de masina-unealta. Circuitul electric piesa-scula se inchide printr-un contact mobil cu mercur.
Montajul trebuie etalonat pentru fiecare cuplu de material piesa-scula, etalonarea fiind dificila. Metoda permite masurarea temperaturii medii a zonei de contact a sculei cu aschia.
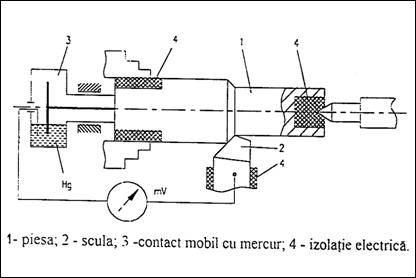
Figura 11 Termocuplu natural pentru masurarea temperaturii
Metode de masurare pe cale optica a temperaturii. Se bazeaza pe principiul ca orice corp incalzit emite o radiatie termica functie de temperatura. Acest mod de detectare se realizeaza fara contact cu scula sau' piesa. Aparatele utilizate se numesc pirometre. Masurarile prin aceste metode sunt la ora actuala larg utilizate, datorita progreselor realizate in constructia pirometrelor.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3177
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved