| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
CONTROLUL PIESELOR CU AJUTORUL CALIBRELOR
1. Principiul controlului pieselor cu ajutorul calibrelor.
La asamblarea a doua piese, una de tip arbore si una de tip alezaj, pot exista numai doua situatii: asamblare cu joc sau asamblare cu strangere. Asamblarea cu joc se realizeaza atunci cand dimensiunea efectiva a arborelui, m este mai mica decat dimensiunea efectiva a alezajului, M. In acest caz asamblarea manuala a celor doua piese este posibila fara deformarea celor doua piese; deformare elastica, prin aplicarea unor forte exterioare, sau termica prin incalzirea alezajului - racirea arborelui. Pentru realizarea asamblarii cu strangere este necesara deformarea celor doua piese, astfel in conditii normale, montarea nu este posibila.
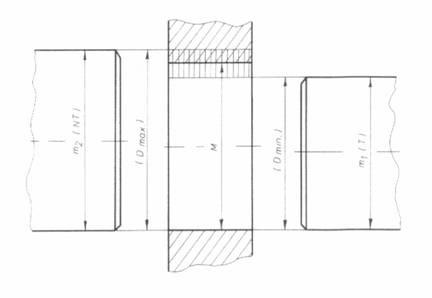
Fig.1. Principiul controlului alezajelor cu ajutorul calibrelor.
Se considera o piesa de tip alezaj, luata la intamplare dintr-un lot de piese si avand dimensiunea efectiva, M in campul de toleranta, deci piesa "buna", figura 1.
La asamblarea dintre alezajul considerat si arborele cu dimensiunea efectiva, m1, rezulta o asamblare cu joc pentru ca m1 £ M. Se spune ca arborele cu dimensiunea m1 "trece" prin alezajul cu dimensiunea efectiva, M.
La asamblarea dintre alezajul considerat si arborele cu dimensiunea efectiva, m2, rezulta o asamblare cu strangere; m2 > M. Se spune ca arborele cu dimensiunea efectiva m2 "nu trece" prin alezajul cu dimensiunea efectiva, M.
Scriind cele doua conditii intr-o singura relatie de ordine se obtine:
![]() , (1)
, (1)
care exprima faptul ca dimensiunea efectiva a alezajului este cuprinsa intre limitele m1 si m2. Aceasta exprimare este analoaga cu conditia ca alezajul sa aiba dimensiunea efectiva in campul de toleranta, cuprinsa intre Dmin si Dmax , deci piesa buna.
Concluzionand cele de mai sus se poate spune ca toate alezajele din lotul considerat sunt in campul de toleranta daca, impreuna cu un arbore de diametru efectiv m1 Dmin, formeaza asamblare cu joc (trece) si daca, impreuna cu un arbore de diametru efectiv m2 Dmax, formeaza asamblare cu strangere ( nu trece).
Pentru piesele alezaj rebut pot exista doua situatii, arborele cu diametrul,m1 nu trece, dimensiunea efectiva, M este mai mica decat Dmin , rebutul este remediabil (piesa se mai poate prelucra)si arborele cu diametrul m2 trece, dimensiunea efectiva M este mai mare decat Dmax, rebutul fiind definitiv (lipseste material).
Cei doi arbori utilizati la controlul prin asamblare se numesc tampon; pentru m1(Dmin) - parte trece "T" si pentru m2 (Dmax)- parte nu trece "NT".
Operatiunea de verificare cu ajutorul calibrelor se numeste de control pentru ca se stabileste numai pozitia dimensiunii efective M fata de limitele Dmin si Dmax (campul de toleranta), fara sa se cunoasca valoarea efectiva a dimensiunii.
In mod analog se poate prezenta principiul controlului cu calibre si pentru presele de tip arbore. Pozitiile relative ale dimensiuni calibrelor potcoava sunt prezentate in figura 2.
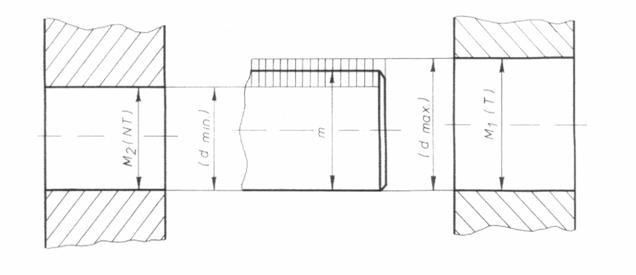
Fig. 2. Principiul controlului arborilor cu ajutorul calibrelor
Cele doua piese de tip alezaj utilizate la controlul arborilor se numesc calibre potcoava, daca suprafetele active sunt plane si paralele , sau calibre inel, daca au suprafata activa de forma cilindrica. Partea trece "T" are dimensiunea efectiva M1 in zona dmax, iar partea nu trece "NT" are dimensiunea efectiva M2 in zona dmin.
2. Proiectarea calibrelor pentru piese cilindrice netede.
Forma constructiva a calibrelor este determinata de faptul ca se manevreaza manual, incercandu-se asamblarea cu fiecare piesa controlata . Pe langa faptul ca trebuie sa aiba gabarite minime sunt necesare elemente de prindere manuala, care sa favorizeze pozitionarea cat mai corecta in raport cu piesa controlata.
Exista o mare varietate de forme constructive . In STAS 2980/1-87 si 2980/2-85 sunt cuprinse principalele forme constructive si clasificarea acestora in tabelul.1.
|
Indic clasif |
Denumire |
Schita |
Limite de masurare |
Standardul de dimensiuni |
Observatii |
|
a) |
Calibre tampon stift T-NT |
|
Pana la 18 | ||
|
b) |
Calibre tampon cu coada conica T - NT |
|
Tamponul NU TRECE poate fi executat incomplet |
||
|
c) |
Calibre tampon cu manere insurubate sau bride de fixare T |
| |||
|
d) |
Calibre plate T |
|
Se recomanda folosirea lor numai pentru |
||
|
e) |
Calibre vergea NT |
|
Se recomanda folosirea pt.piese rigide cu dimensiuni sub 315 mm |
||
|
f) |
Calibre potcoava stantate T - NT |
|
Se recomanda folosirea lor pentru verificarea pieselor rigide |
||
|
Indic clasif |
Denumire |
Schita |
Limite de masurare |
Standardul de dimensiuni |
Observatii |
|
g) |
Calibre potcoava matritate (turnate) T - NT |
|
Se recomanda folosirea lor pentru verificarea pieselor rigide |
||
|
h) |
Calibre potcoava cu placi aplicate T - NT |
|
Se recomanda folosirea lor pentru verificarea pieselor rigide |
||
|
i) |
Calibre inel T - NT |
|
Se recomanda folosirea lor pentru verificarea pieselor nerigide |
Cele mai utilizate sunt: calibrele tampon duble trece si nu trece, tabelul 1.b si figura 4 si calibrele potcoava simpla trece si nu trece, tabelul 1.f si g si figura
O problema practica foarte importanta, pentru obiectivitatea rezultatului controlului pieselor cu ajutorul calibrelor, este legata de forta cu care se actioneaza asupra calibrului la asamblarea cu piesa. Materialele din care se executa calibrele si piesele controlate sunt elastice astfel ca sub actiunea fortelor se vor deforma, modificandu-si dimensiunile. De aceea caracterul asamblarii (strangerea sau jocul) trebuiesc apreciate si in legatura directa cu forta necesara pentru deplasarea relativa intre calibru si piesa.
Deoarece aprecierea acestei forte este lasata la latitudinea celui care efectueaza operatia de control, rezultatul este in mare masura dependent de experienta si indemanarea controlului. Subiectivismul controlului este destul de important in cazul utilizarii calibrelor potcoava sau furca (rigiditate mica, elasticitate mare) la controlul arborilor cilindrici (montarea prin deplasare tangentiala este insotita de efectul de pana). Calibrele pot fi usor deformate si permanent, de persoane "interesate" prin aplicarea de lovituri in locuri bine alese.
Din cele prezentate mai sus rezulta destul de convingator ca operatia de control cu ajutorul calibrelor are valoare numai pentru cel ce o executa ( se convinge daca piesa este buna sau nu). Pentru a convinge pe altii controlul cu ajutorul calibrelor nu este suficient.
Standardele prevad executia si utilizarea de contracalibre pentru controlul calibrelor. Tinand insa cont de doza mica de subiectivism a operatiei si de pretul ridicat al contracalibrelor datorate preciziei de executie (toleranta calibrului este de zece ori mai mare decat a piesei controlate, iar a contracalibrului inca de zece ori mai mica decat a calibrului), proiectarea si utilizarea contracalibrelor este oportuna numai in cazul unei serioase fundamentari tehnice si economice .
2.2. Stabilirea pozitiei si marimii tolerantelor de executie ale calibrelor pentru piese cilindrice.
Pozitia aproximativa a campurilor de toleranta ale calibrelor in raport cu campul de toleranta al piesei controlate reiese din prezentarea principiului controlului pieselor cu ajutorul calibrelor . Pozitiile exacte si marimile campurilor de toleranta ale calibrelor trebuie sa tina seama de urmatoarele:
in timpul utilizarii, calibrelor "parte trece" se uzeaza, astfel incat dimensiunile de executie ("nou") vor prezenta o rezerva de uzura, in sensul adaosului de material pe calibru;
trebuie prevazuta o dimensiune limita de uzura, la care calibrul se va scoate din uz;
pentru a putea fi executate, dimensiunile calibrelor trebuiesc limitate prin campuri de toleranta proprii;
pentru piese cu dimensiuni mari (peste 180 mm) trebuiesc facilitate conditiile de asamblare a piesei cu partea "nu trece" , in sensul deplasarii (modificarii pozitiei) campului calibrului inspre interiorul campului de toleranta al piesei. In acest fel se asigura ca nu se elimina si piese bune din cauza unei pozitionari relative incorecte.
2.2.1. Tolerantele calibrelor raportate la toleranta piesei (metoda generala)
Pozitiile si marimile campurilor de tolerante ale calibrelor sunt reprezentate in figura 3. si sunt conforme cu prevederile din STAS 8222-68.
Relatiile de calcul pentru dimensiunile fiecarei calibru pot fi deduse din diagramele tolerantelor (fig. 3.) , dupa cum urmeaza:
Calibre pentru alezaje (tampon) cu dimensiuni pana la 180 mm.
 (2.)
(2.)
Calibre pentru alezaje (tampon) cu dimensiuni peste 180 mm.
 (3.)
(3.)
Calibre pentru arbori (potcoava sau inel) cu dimensiuni pana la 180 mm.
 (4.)
(4.)
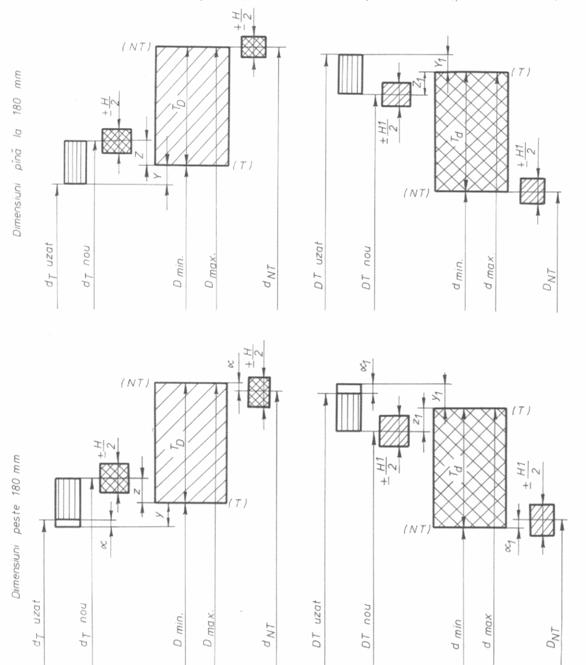
ale calibrelor (STAS 8222-68).
Calibre pentru arbori cu dimensiuni peste 180 mm.
 ()
()
Tolerantele H, H1 si Hs aferente calibrelor sunt dependente de tolerantele fundamentale ale pieselor controlate. Aceste corespondente sunt prezentate in tabelul 2.
Precizia de executie dimensionala si geometrica a calibrelor(STAS 8222 - 68 tabelul 2) Tabelul 2
Tipul calibrului |
Tolerante fundamentale ale piesei |
||||||||||
|
IT6 |
IT7 |
IT8 . IT10 |
IT11 si IT12 |
IT13.IT16 |
|||||||
|
Tolerante de executie ale calibrelor |
|||||||||||
|
la dimen siuni |
la forma geometrica |
la dimen siuni |
la forma geometrica |
la dimen siuni |
la forma geometrica |
la dimen siuni |
la forma geometrica |
la dimen siuni |
la forma geometrica |
||
|
Calibre tampon cilindrice (complete sau incomplete). Calibre plate |
H |
IT2 |
IT1 |
IT3 |
IT2 |
IT3 |
IT2 |
IT5 |
IT4 |
IT7 |
IT5 |
|
Calibre tampon sferice Calibre vergea cu capete sferice |
Hs |
IT2 |
IT1 |
IT2 |
IT1 |
IT2 |
IT1 |
IT4 |
IT3 |
IT6 |
IT5 |
|
Calibre inel cilindrice Calibre potcoava Calibre furca |
H1 |
IT3 |
IT2 |
IT3 |
IT2 |
IT4 |
IT3 |
IT5 |
IT4 |
IT7 |
IT5 |
Marimea si pozitia tolerantelor de executie la dimensiunile calibrelor si limita de uzura maxima in raport cu dimensiunile limita ale piesei se aleg din tabelul 3.
2.2.2. Tolerantele calibrelor raportate la linia zero (Metoda simplificata)
Analizand relatiile de calcul pentru dimensiunile calibrelor si diagramele din figura 3. , se constata ca dimensiunile calibrelor dj pot fi exprimate fata de dimensiunea nominala, N a piesei:
![]() , (6.)
, (6.)
in care Lj este abaterea dimensiunii calibrului fata de dimensiunea nominala a piesei. Valorile Lj cuprind abaterile superioare sau inferioare ale piesei, deci vor fi dependente de: caracterul de ajustaj, treapta de toleranta si intervalul de dimensiuni al piesei controlate. Tabelele cu valori pentru Lj sunt excesiv de voluminoase si nici nu cuprind decat o selectie din combinatiile admise de Sistemul ISO de tolerante si ajustaje. Este clar ca pentru piesele a caror caractere de ajustaje sunt date valori Lj, calculul dimensiunilor calibrelor este mai simplu.
In STAS 8221-68 sunt prezentate campurile de toleranta de executie si limitele de uzura ale calibrelor netede fixe pentru controlul ajustajelor din seria ajustajelor preferentiale.
In STAS 8223-68 sunt prezentate valorile Lj si tolerantele de executie ale calibrelor si contracalibrelor netede fixe pentru controlul arborilor din seria ajustajelor preferentiale.
(STAS 822-68 tabelul 3) Tabelul 3.
|
Dimensiunea nominala a piesei D, mm |
Tolerante fundametale folosite pt. calculul tolerantelor de executie la dimens. calibrelor (H, Hs, Hp, H1) |
Precizia piesei |
|
||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||
|
IT1 |
IT2 |
IT3 |
IT4 |
IT5 |
IT6 |
IT7 |
Z |
Y |
Y' |
a a |
z1 |
y1 |
y'1 |
z z1 |
y y1 |
y' y'1 |
a a |
z z1 |
y y1 |
y' y'1 |
a a |
z z1 |
y y1 |
y' y'1 |
a a |
|
|||
|
pana la 3 |
|
||||||||||||||||||||||||||||
|
peste 3 pana la 6 |
|
|
|||||||||||||||||||||||||||
|
peste 6 pana la 10 |
|
||||||||||||||||||||||||||||
|
peste 10 pana la 18 |
|
||||||||||||||||||||||||||||
|
peste 18 pana la 30 |
|
||||||||||||||||||||||||||||
|
peste 30 pana la 50 |
|
||||||||||||||||||||||||||||
|
peste 50 pana la 80 |
|
||||||||||||||||||||||||||||
|
peste 80 pana la 120 |
|
||||||||||||||||||||||||||||
|
peste 120 pana la 180 |
|
||||||||||||||||||||||||||||
|
peste 180 pana la 250 |
|
||||||||||||||||||||||||||||
|
peste 250 pana la 315 |
|
|
|||||||||||||||||||||||||||
|
peste 315 pana la 400 |
|
||||||||||||||||||||||||||||
|
peste 400 pana la 500 | |||||||||||||||||||||||||||||
|
Dimensiu-nea nominala a piesei D, mm |
Precizia piesei |
||||||||||||||||||||||||||||
|
z z1 |
y y1 |
y' y'1 |
a a |
z z1 |
y y1 |
y' y'1 |
a a |
z z1 |
y y1 |
y' y'1 |
a a |
z z1 |
y y1 |
y' y'1 |
a a |
z z1 |
y y1 |
y' y'1 |
a a |
z z1 |
y y1 |
y' y'1 |
a a |
z z1 |
y y1 |
y' y'1 |
a a |
||
|
pana la 3 | |||||||||||||||||||||||||||||
|
peste 3 pana la 6 | |||||||||||||||||||||||||||||
|
peste 6 pana la 10 | |||||||||||||||||||||||||||||
|
peste 10 pana la 18 | |||||||||||||||||||||||||||||
|
peste 18 pana la 30 |
|
||||||||||||||||||||||||||||
|
peste 30 pana la 50 | |||||||||||||||||||||||||||||
|
peste 50 pana la 80 | |||||||||||||||||||||||||||||
|
peste 80 pana la 120 | |||||||||||||||||||||||||||||
|
peste 120 pana la 180 | |||||||||||||||||||||||||||||
|
peste 180 pana la 250 | |||||||||||||||||||||||||||||
|
peste 250 pana la 315 | |||||||||||||||||||||||||||||
|
peste 315 pana la 400 | |||||||||||||||||||||||||||||
|
peste 400 pana la 500 | |||||||||||||||||||||||||||||
2.3.Problema rezolvata.
Problema nr. Sa se proiecteze
calibrele pentru controlul pieselor ce formeaza ajustajul cilindric f 42![]() .
.
Etapa 1. Stabilirea limitelor campurilor de toleranta pentru cele doua piese ce formeaza ajustajul :
- pentru alezaj: EI = 0, ES = +TD ; TD = 39
f 42+0,039 cu Dmax = 42,039 si Dmin = 42
- pentru arbore: es = -9; ei = es - Td ; Td = 25
f ![]()
![]() cu dmax =
41,991 si dmin = 41,966
cu dmax =
41,991 si dmin = 41,966
Etapa 2. Alegerea tipului constructiv de calibru
pentru alezaj - calibru tampon dublu trece si nu trece (tab. 1, b)
pentru arbore - calibru potcoava simplu trece si nu trece ( tab. 1, f)
Etapa 3. Calculul dimensiunilor calibrelor
Metoda generala
pentru alezaj se alege diagrama din figura 3 pentru calibru tampon cu dimensiuni pana la 180 mm si relatiile de calcul (2).
Din tabelul 2. se gaseste pentru calibrul tampon cilindric toleranta IT 3 la diemensiune si IT 2 la forma geometrica in coloanele pentru toleranta fundamentala a piesei IT 8 . IT 10.
Din tabelul 3. se gaseste toleranta H = 4 la dimesniunea in coloana IT 3 si toleranta la forma geometrica TF = 2,5 in coloana IT 2 din intervalul (randul) peste 30 pana la 50. Din acelasi rand se vor gasi z = 6 si y = 5 din coloana pentru clasa de toleranta 8 a piesei.
Inlocuind valorile in milimetri in relatiile 2. se obtine:
Este important ca dimensiunile calibrului sa fie scrise cu aceeasi dimensiune nominala ca si piesa controlata.
pentru arbore, se alege diagrama din figura 3 pentru calibre potcoava cu dimensiuni pana la 180 mm si relatiile de calcul (4).
Din tabelul 2. se gasesc tolerantele IT 3 la dimensiune si IT 2 la forma geometrica (randul - calibre potcoava, coloanele IT 7 - tolerantele fundamentale ale piesei).
Din tabelul 3 se gasesc: H1 = 4; TF1 = 2,5; z1 = 3,5; y1 = 3 (precizia piesei 7 si D peste 30 pana la 50).
Cu aceste valori introduse in relatiile (4) se obtine:
Metoda simplificata
Pentru alezaj, din STAS 8221-68 tabelul 2, (pag. 14-15) coloana H8 (piesa) randul peste 30 pana la 50 se gasesc: LNT = + 39, LTnou = + 6; LTuzat = - 5, H/2 =2 si TF = 2,Din motive de spatiu acest tabel si STAS 8221 -68 nu au fost incluse in lucrare ;tabelul 2 are cca 50 de pagini.
Inlocuind in relatia (6) se obtine:
Pentru arbore din STAS 8223-68 (tabelul 2, pag.11) coloana g7 (piesa), intervalul (randul) peste 30 pana la 50 se gasesc LTuzat = -6, LTnou = -12,5, LNT = - 34, H1/1 = 2 si TF = 2,
Comparand rezultatele obtinute prin cele doua metode se constata ca sunt identice. La metoda simplificata calculele sunt mai simple , dar valori L sunt date numai pentru o selectie restransa de caractere de ajustaje. Metoda generala conduce la dimensiunile si tolerantele calibrelor, pentru orice ajustaj al piesei controlate
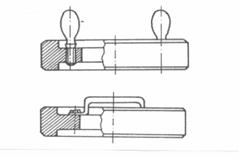
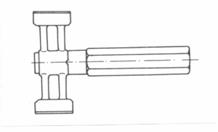
Etapa 4. Intocmirea desenelor de executie si notarea tuturor conditiilor necesare.
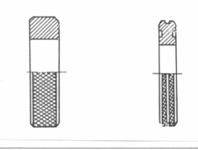
In figura 4. este desenat calibrul tampon, iar in figura calibrul potcoava.
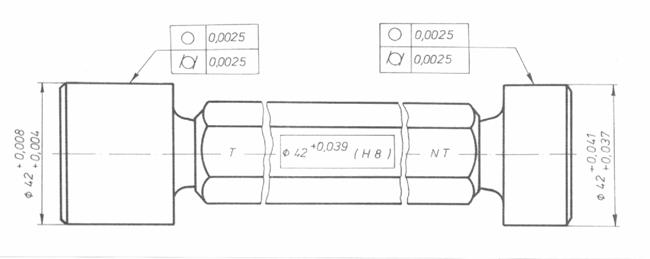
Fig 4. Calibrul tampon
Dimensiunile limita de uzura se pot nota in desenele de executie la conditii tehnice. La atingerea acestor dimensiuni calibrele se vor mai putea folosi numai pentru controlul de receptie.
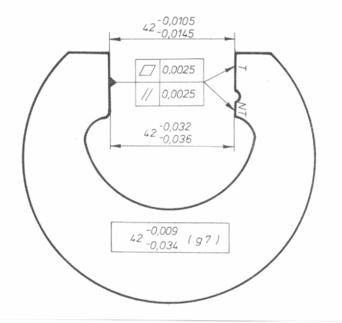
Fig. Calibru potcoava.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 5956
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved