| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
DEFORMATIILE PLASTICE ALE MATERIALULUI Sl FENOMENE PLASTICE SECUNDARE
Marimea deformatiilor plastice ale materialului de prelucrat si modul de formare a aschiei, caracterizeaza procesul de aschiere, furnizand o serie de informatii utile referitoare la modul de desfasurare cat si pentru rezultatele aschierii.
1. Metode de apreciere a deformatiilor plastice.
Pentru aprecierea marimii deformatiilor plastice si modului de formare a aschiilor, se folosesc metode experimentale, teoretico-experimentale si analitice.
Metodele experimentale si teoretico-experimentale se pot utiliza in timpul aschierii sau dupa oprirea instantanee a procesului de aschiere.
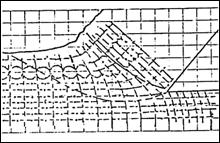
Metoda observarii laterale. Pe suprafata laterala a unei piese care se aschiaza liber, se traseaza o retea de linii ortogonale (figura 1). Dupa intreruperea instantanee a procesului de aschiere, se studiaza la microscop aspectul retelei trasate anterior. Aspectul retelei obtinute, poate evidentia forma si dimensiunile zonei plastice, deformatiile suplimentare suferite de materialul din aschie sau din suprafata generata.
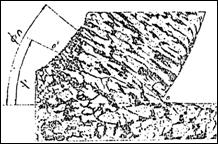
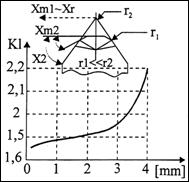
Metoda metalografica. Dupa intreruperea instantanee a procesului de aschiere, zona radacinii aschiei se pregateste ca o proba metalografica sau ca o proba pentru masurarea microduritatii. Studiul la microscop sau masurarea microduritatii probei, pune in evidenta gradul de deformare (comparativ cu materialul nedeformat) si da posibilitatea, aprecierii deformatiilor in interiorul masei de material (figura 2).
![]()
![]()
Observarea si analiza curgerii si formei aschiilor, filmarea procesului de aschiere, masurarea eforturilor de aschiere, sunt metode frecvent utilizate pentru aprecierea marimii deformatiilor plastice produse la aschiere.
2. Deformarea plastica a aschiei
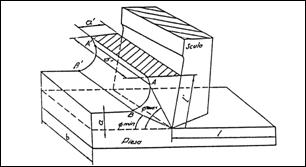
Transformarea stratului de material aschiat in aschie (figura 3), are drept consecinta modificarea dimensiunilor aschiei detasate (l1, a1, b1), fata de dimensiunile stratului aschiat (l, a, b).
Deformarea plastica a aschiei este frecvent utilizata la aprecierea gradului de deformare plastica a materialului aschiat. Din conditia constantei volumului de material aschiat, deformarea plastica a aschiei, poate fi exprimata cantitativ prin urmatorii coeficienti adimensionali:
- coeficientul de comprimare (scurtare) a aschiei, definit ca raportul intre lungimea drumului parcurs de scula pentru formarea aschiei l si lungimea aschiei detasate l1;
![]() (1)
(1)
coeficientul de ingrosare a aschiei, definit ca raportul dintre grosimea aschiei detasate a1 si latimea aschiei nedetasate a;
![]() (2)
(2)
- coeficientul de latire a aschiei, definit ca raportul dintre latimea aschiei detasate b1 si latimea aschiei nedetasate b;
![]() (3)
(3)
Acesti coeficienti dau o imagine a procesului de deformare plastica in timpul aschierii. Pentru determinarea valorilor coeficientilor de deformare plastica a aschiei se folosesc metode experimentale (masurarea dimensiunilor aschiei detasate) si metode analitice. La aprecierea marimii deformatiilor plastice la aschiere se foloseste frecvent kl, deoarece valorile sale se pot determina mai usor prin masurare. Coeficientul kb, la aschierea ortogonala, are valori apropiate de unitate si de aceea se neglijeaza.
3. Determinarea marimii unghiul conventional de forfecare
Prin studiul metalografic al radacinii aschiei s-a constatat ca valorile unghiului conventional de forfecare F (definit in capitolul 5), depind de marimea deformatiilor plastice ale materialului aschiat. Pentru valori mici ale unghiului conventional de forfecare deformatiile sunt mari si invers. Unghiul conventional de forfecare (figura 4) poate fi utilizat in mod direct la aprecierea marimii deformatiilor plastice.
Pentru determinarea valorilor sale se pot folosi metode experimentale si metode analitice.
Metoda analizei metalografice este o metoda frecvent utilizata in analiza zonei de deformare la aschiere, pe radacina aschiei, obtinuta prin oprirea instantanee a procesului de aschiere. Pozitia planului de forfecare (valoarea unghiului F se poate determina cu ajutorul unui microscop optic cu putere de marire relativ mica, prevazut cu un disc gradat.
Determinarea prin calcul a unghiului conventional de forfecare, pentru aschierea ortogonala, se poate face cu ajutorul geometriei sculei si coeficientilor de deformare plastica a aschiei.
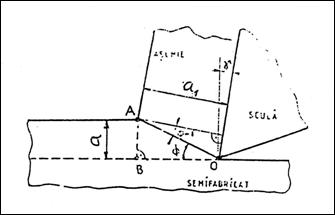
Figura 4 Unghiul conventional de forfecare
Din
figura 4 se poate vedea ca: ![]() (4)
(4)
de unde: ![]() (5)
(5)
deci: ![]() (6)
(6)
Explicitand unghiul F se obtine: ![]() (7)
(7)
Relatia (7) ne arata ca odata cu cresterea gradului de deformare (cresterea coeficientului ka), unghiul conventional de forfecare scade.
4. Influenta parametrilor procesului de aschiere asupra deformarii materialului aschiat.
Determinarea modului in care fiecare parametru al procesului de aschiere influenteaza asupra deformarii materialului de prelucrat, permite stabilirea conditiilor de lucru, astfel ca aschierea sa se desfasoare cu eforturi si deformatii minime. Gradul de deformare se apreciaza frecvent prin coeficientul de comprimare (scurtare) a aschiei kl.
Influenta materialului de prelucrat. Cercetarile experimentale au demonstrat ca marimea deformatiilor plastice depind sensibil si de proprietatile tehnologice ale materialului de prelucrat (ductil/fragil).
Aprecierea modului de comportare a poate fi realizata prin:
- Capacitatea de deformare plastica, definita prin relatia,
![]() (8)
(8)
unde:
er, alungirea specifica corespunzatoare rezistentei la rupere sr
ec, alungirea specifica corespunzatoare rezistentei la curgere sc
- Modulul de plasticitate (coeficientul de ecruisare) M,
![]() (9)
(9)
Materialele deformabile vor prezenta un coeficient de comprimare ridicat, aschiile rezultate vor fi de tip continuu, lamelar sau de forfecare, functie de intensitatea ecruisarii caracterizata de coeficientului M.
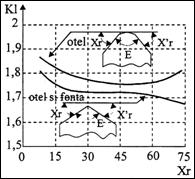
In figura 5 este prezentata variatia proprietatilor mecanice ale materialului de prelucrat functie de continutul in carbon. Deformarea aschiei obtinuta in aceleasi conditii de aschiere, scade cu cresterea rezistentei si duritatii.
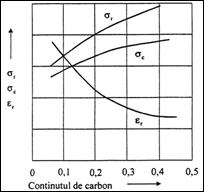
Figura 5 Variatia proprietatilor mecanice ale materialului prelucrat in functie de continutul de carbon
Structura formata din graunti mari, determina o rezistenta la curgere mai redusa si deci o capacitate de deformare mai mica.Caldura dezvoltata in timpul aschierii duce la scaderea lui sr sc si cresterea lui er fapt ceduce la o deformare mai usoara, rezultand aschii de curgere.
Influenta parametrilor regimului de aschiere. Gradul de deformare al materialului de prelucrat depinde in mod diferit de valorile parametrilor regimului de aschiere.
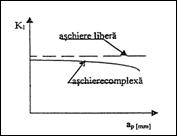
Adancimea de aschiere ap, influenteaza intr-o masura relativ mica asupra
coeficientului de comprimare a aschiei kl (figura 6). Pentru
aschierea complexa (nelibera), cresterea adancimii de aschiere duce la o usoara
scadere a lui kl. Fenomenul se explica prin cresterea
caldurii dezvoltate la aschiere si a masei de material ce preia aceasta
cantitate de caldura. Influenta asupra lui k, poate fi exprimata
printr-o relatie de forma: (10)
(10)
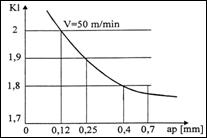
Avansul ft respectiv grosimea aschiei (a), influenteaza mai
mult gradul de deformare al materialului. La avansuri mici deformatiile sunt
mari, prin cresterea avansului, cresc fortele si caldura la aschiere si gradul
de deformare-scade (figura 7). Influenta avansului de aschiere asupra lui k,
poate fi exprimata printr-o relatie de forma:  (11)
(11)
![]()
![]()
Viteza de aschiere (vc), influenteaza gradul de deformare al materialului (figura 8) prin temperatura la aschiere, fortele de frecare si natura contactului aschiei cu fata de degajare. La prelucrarea materialelor care nu au tendinta formarii depunerilor coeficientul k scade cu cresterea vitezei, la inceput mai rapid apoi mai lent, datorita modificarii conditiilor de frecare dintre aschie si fata de degajare. La viteze foarte mari de aschiere se produce incalzirea puternica si instantanee a materialului aschiat care curge ca un lichid foarte vascos, ceea ce corespunde unui coeficient de comprimare plastica aproape unitar (kl
La materialele ce formeaza depuneri pe tais se constata un minim local corespunzator vitezei (vc 25 m/min) la care depunerea pe tais este maxima. La depuneri mai mari deformatiile sunt mai mici ca urmare a cresterii unghiului de degajare real, care determina micsorarea fortelor de frecare si cresterea temperaturii in zona plastica (depunerea fiind un scut termic). Cresterea in continuare a vitezei, duce la reducerea si disparitia fenomenului depunerii pe tais, variatia comprimarii aschiei fiind asemanatoare cazului materialelor ce nu produc depuneri pe tais.
Pentru domeniul vitezelor mari (vc > 50 m/min) si foarte mari influenta lui vc asupra lui kl poate fi exprimata printr-o relatie de forma:
 (12)
(12)
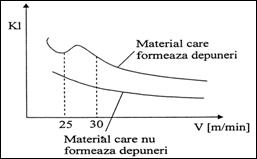
Figura 8 Influenta vitezei V asupra coeficientului Kl
Influenta geometriei sculei aschietoare. Se manifesta prin forma taisurilor active si prin forma si pozitia fetei de degajare.
Unghiul de degajare g Prin cresterea unghiului de degajare are loc o reducere a deformatiilor, deci o scadere a coeficientului kl, la valori mari ale unghiului de degajare aschiile obtinute fiind aschii de curgere. Unghiurile de degajare mici sau negative duc la scaderea capacitatii de taiere a dintelui aschietor, iar viteza de curgere a aschiilor este mai mica, cea ce are ca efect cresterea deformatiilor plastice sub actiunea fortei de frecare pe fata de degajare. Aschiile obtinute fiind aschii de forfecare sau de rupere.
Influenta unghiului g asupra lui kl, poate fi exprimata
printr-o relatie de forma: ![]() (13)
(13)
Unghiul de inclinare al taisului lT In domeniul valorilor negative influenta lui λT asupra lui k, este mai mica decat pentru domeniul valorilor pozitive.
Rezultatele experimentale au permis stabilirea unei relatii de forma:
![]() (14)
(14)
Unghiul de atac principal cr Prin cresterea unghiului de atac cr, creste grosimea aschiei si scade latimea, deformarea materialului (kl) scade (figura9). Pentru valori cr > 60 se constata o crestere a deformatiilor datorita accentuarii caracterului complex al aschierii (creste influenta razei de ascutire a taisului rn). Pentru muchia aschietoare formata din doua taisuri rectilinii, cu rn = 0, dependenta poate fi exprimata prin relatia:
![]() (15)
(15)
![]()
![]() Raza de varf a sculei re Influenta razei la varf rε
asupra coeficientului kl este prezentata in figura10 si se
explica prin marirea zonei curbe a taisului. Aschierea devine mai complexa.
Dependenta se poate exprima prin relatia:
Raza de varf a sculei re Influenta razei la varf rε
asupra coeficientului kl este prezentata in figura10 si se
explica prin marirea zonei curbe a taisului. Aschierea devine mai complexa.
Dependenta se poate exprima prin relatia: ![]() (16)
(16)
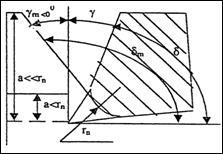
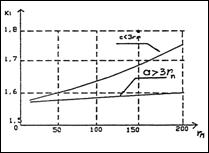
Raza de ascutire/rotunjire a taisului rn. Prin cresterea razei rn unghiul de degajare al zonei de racordare a celor doua fete (degajare, asezare) este negativ (figura 11), fapt ce duce la cresterea deformatiilor.
Influenta este mai accentuata la valori mici ale grosimii
stratului aschiat (a £ 3rn)
fata de cazul cand a > 3rn (figura
12). Dependenta se poate exprima prin relatia: ![]() (17)
(17)
Influenta mediului (lichidului) de aschiere. Comparativ cu aschierea in aer, utilizarea lichidelor pentru aschiere duce la obtinerea de deformatii plastice mai mici. O reducere semnificativa a deformatiilor se obtine in cazul utilizarii uleiurilor neemulsionabile aditivate, la care pe langa efectul de ungere se manifesta si efectul de microaschiere prin fenomenul de adsorbtie superficiala sub actiunea componentelor capilar active din structura mediului de aschiere. Influenta mediului de aschiere asupra marimii deformatiilor plastice poate fi apreciata si prin forma aschiilor. Utilizarea uleiurilor neemulsionabile aditivate la prelucrarea otelurilor, duce la obtinerea de aschii continue mai putin curbate fata de cele obtinute la prelucrarea fara lichid sau cu ulei neemulsoinabil neaditivat.
5. Fenomenul depunerilor pe tais.
Acest fenomen cunoscut si sub denumirea de tais de depunere sau adaos pe tais, este un fenomen plastic secundar caracteristic aschierii materialelor ductile cu viteze relativ mici de aschiere (vc = 2060 m/min).
Depunerea pe tais este procesul de formare ciclica, pe fata de degajare in zona taisului sculei, a unei depuneri de material sub forma de pana (figura 13). Sub actiunea fortelor de frecare dintre materialul aschiat si fata de degajare, in zona taisului, unele particule de material sunt puternic tasate si adera, in mod continuu, la fata de degajare. Structura depunerii nu este omogena ci stratificata, datorita modului de dezvoltare.
Depunerea pe tais creste in timp pana la atingerea unor dimensiuni critice, cand datorita cresterii solicitarii la forfecare, produsa de curgerea aschiei, devine posibila desprinderea partiala sau totala. Depunerea desprinsa este inglobata in aschie si in suprafata prelucrata sub forma unor solzi luciosi si duri. Frecventa formarii si desprinderii depunerii variaza in limite destul de largi (1/51/50 secunde), depinzand practic de toti factorii ce influenteaza procesul de aschiere. Datorita ecruisarii puternice, materialul din depunere are o duritate de 2-3 ori mai mare decat in aschia nedetasata, avand astfel posibilitatea preluarii rolului taisului (de unde si denumirea de tais de depunere).
Depunerea este caracterizata prin inaltimea h, subinaltarea Da si unghiurile de degajare gd > 0 si gd < 0, fenomen ce modifica geometria sculei si influenteaza procesul de aschiere atat pozitiv cat si negativ.
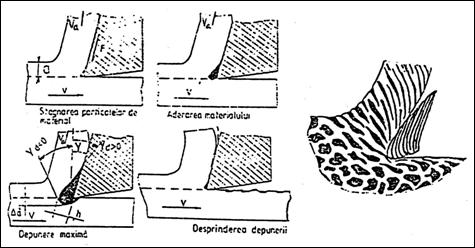
Figura 13 Fenomenul depunerilor pe tais
Efectele pozitive asupra procesului de aschiere sunt:
protectia taisului impotriva uzurii abrazive si a temperaturii, depunerea fiind un scut termomecanic;
marirea unghiului de degajare (gd > g), fapt ce micsoreaza fortele de deformare plastica si de frecare ;
cresterea razei de ascutire a taisului (rnd > rn), imbunatateste rezistenta termomecanica a sculei.
Aceste efecte duc la marirea durabilitatii (duratei de viata) a sculei aschietoare.
Efectele negative asupra procesului de aschiere pot fi:
- formarea si distrugerea ciclica a depunerii, modifica geometria sculei, avand ca efect cresterea nivelului vibratiilor cu efect negativ asupra formei geometrice, preciziei dimensionale si rugozitatii suprafetei;
- formarea si distrugerea ciclica a depunerii amplifica uzura prin adeziune a taisului sculei, particulele de depunere antrenate de aschie produc uzura abraziva a fetei de degajare a sculei;
- inglobarea in suprafata prelucrata a unor fragmente din depunere, care influenteaza negativ prelucrarile ulterioare si operatiile de montaj (depunerea avand duritate foarte mare).
Din cele prezentate, rezulta ca depunerile sunt avantajoase la prelucrari de degrosare si trebuie evitate la prelucrarile de finisare. Cercetarile experimentale au demonstrat ca fenomenul depunerilor pe tais este influentat de factorii participanti la procesul de aschiere.
Influenta materialului de prelucrat. Materialele ductile (otelurile de constructii, otelurile carbon, otelurile aliate, aluminiul, cuprul, etc.) au tendinta formarii depunerilor. La prelucrarea materialelor fragile (fonta, bronzul, otelurile calite), depunerea pe tais nu se manifesta. Cu cat materialul are proprietati plastice mai pronuntate, cu atat fenomenul este mai intens. Cu cat ecruisarea materialului este mai puternica, cu atat creste inaltimea depunerii. Influenta parametrilor regimului de aschiere. Este corelata cu influenta acestora asupra deformarii materialului de prelucrat.
Viteza de aschiere vc , are cea mai mare influenta. Evolutia depunerii pe tais (inaltimea h), in functie de viteza de aschiere este prezentata in figura14. Se remarca existenta unui domeniu de viteze la care inaltimea depunerilor este maxima. Experimental s-a stabilit ca in conditiile cele mai utilizate, inaltimea maxima a depunerii pe tais corespunde vitezelor de aschiere cuprinse in domeniul 1530 m/min. Cresterea vitezei de aschiere, duce la cresterea temperaturii zonei de aschiere, fenomenul depunerii dispare. Fenomenul se explica prin inmuierea materialului depunerii, care se foarfeca si se indeparteaza din ce in ce mai usor.
La prelucrarea otelurilor depunerile pe tais au dimensiuni maxime cand temperatura fetei de degajare atinge valoarea medie de cca. 300C si dispar cand temperatura fetei de degajare depaseste valoarea medie de cca. 600C.
Prin cresterea avansului si a adancimii de aschiere s-a constatat o crestere a depunerii. Cresterea grosimii aschiei nedetasate conduce la o crestere a depunerii pe tais daca este insotita de cresterea vitezei. La grosimi de aschie foarte mari sau foarte mici depunerea pe tais nu se mai formeaza. Influenta geometriei si materialului sculei aschietoare. Cea mai mare influenta asupra depunerii pe tais o are unghiul de degajare g
Valori mici (negative) pentru unghiul de degajare determina deformatii plastice mari, forte de frecare mari si ca urmare depuneri mari. Prin cresterea unghiului de degajare, formarea depunerilor scade. Experimental s-a constatat ca depunerea depinde de rugozitatea fetei de degajare, fiind mai mare cu cat rugozitatea acesteia din urma este mai mare. Tendinta de formare a depunerii scade la sculele cu taisuri din carburi metalice sinterizate.
Influenta mediului (lichidului) de aschiere. Datorita efectului de ungere, mediile (lichidele pentru aschiere) produc imbunatatirea conditiilor de alunecare la interfata aschie/scula (reducerea coeficientului de frecare), conducand prin aceasta la o reducere sensibila a dimensiunilor depunerilor pe tais.
Stratul de curgere.
La prelucrarea prin aschiere a otelurilor cu viteze de aschiere ridicate, la interfata scula/aschie au loc temperaturi mari (peste 600 C), stratul de material din aschie in contact cu fata de degajare atinge o stare de plasticitate avansata, fiind practic franat in miscarea sa de curgere de catre scula, formand stratul de curgere. Grosimea acestui strat depinde de temperatura, respectiv de viteza de aschiere, si este cu atat mai subtire si mai plastic cu cat viteza este mai ridicata. Stratul de curgere prezinta un gradient de viteza de la 0, la v1c, vitezele de deplasare ale straturilor superioare succesive din aschie fiind diferite (figura 14).
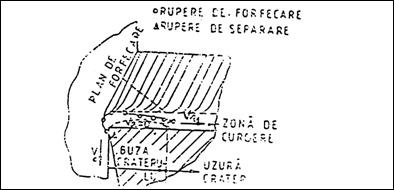
Figura 14 Evolutia inaltimii "h" a depunerilor pe tais in functie
de viteza de aschiere
In anumite situatii stratul de curgere se separa de restul aschiei stagnand pe fata de degajare sau este impins spre tais, fiind laminat intre fata de degajare si suprafata aschiata sub forma unei panglici subtiri de culoare albastra. Stratul de curgere protejeaza scula, marind rezistenta la uzura prin abraziune, aschia aluneca pe stratul de curgere cu viteza mare, iar acesta aluneca pe fata de degajare cu viteza mica.
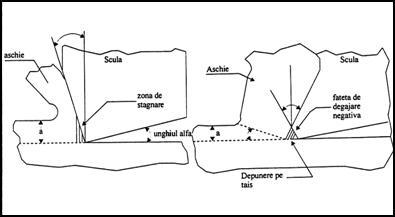
7. Stratul de stagnare.
Stratul stagnat se formeaza la aschierea cu scule avand unghiuri de degajare mici sau negative sau cu fateta negativa a fetei de degajare. Datorita conditiilor grele de deformare si frecare, pe fata de degajare se formeaza un strat care datorita pozitiei nefavorabile este supus unei puternice comprimari plastice si care nu poate fi antrenat de aschie (figura 15,a). Pentru scule cu fateta negativa (figura 15,b), zona de stagnare se formeaza ca un tais de depunere stabil. Pentru grosimi mari ale aschiei nedetasate, materialul din zona de, stagnare este plastifiat si extrudat sub forma unei aschii secundare in lungul muchiei aschietoare principale (situatie similara cazului stratului de curgere). Fenomenul este avantajos la operatii de degrosare si conduce la teducerea consumurilor energetice cu cea. 15% si la cresterea durabilitatii sculei pana la 20%.
a) b)
Figura 15 a) strat de stagnare datorita depunerilor pe tais, b)strat de stagnare pentru scule cu fateta negativa
8. Stratul ecruisat al suprafetei aschiate (generate).
Zona deformatiilor plastice la aschiere, prezentata in paragraful 5.3, afecteaza si stratul superficial al suprafetei aschiate (generate) prin modificarea structurii si ecruisarea acestuia.
Deformarea plastica a stratului de sub suprafata aschiata (textura SS), duce la aparitia unor tensiuni remanente care afecteaza rezistenta la oboseala si macrodeformari ce afecteaza precizia dimensionala a piesei prelucrate.
Intensitatea ecruisarii stratului superficial si patrunderea in adancime (puse in evidenta prin analiza metalografica, masurarea microduritatii, difractie cu raze X), depinde de parametrii procesului de aschiere, in special de geometria sculei si de regimul de aschiere.
Scaderea unghiului de degajare g cresterea razei de ascutire a taisului rn si a grosimii aschiei, nedetasate a, produc intensificarea ecruisarii. Cresterea vitezei de aschiere are efect contrar.
In figura 16 se prezinta influenta razei de ascutire a taisului rn asupra formarii texturii SS. Planul de forfecare este tangent la suprafata taisului in punctul O. Stratul de material de grosime D nu mai poate fi detasat sub forma de aschie si va fi tasat sub tais. Deformatiile elastice acumulate se relaxeaza, astfel incat suprafata aschiata se va situa in cota D Eforturile remanente acumulate in stratul superficial pot fi de compresiune sau intindere, functie de conditiile de aschiere.
In unele situatii eforturile de compresiune acumulate pot avea efect favorabil asupra rezistentei la oboseala a suprafetei generate.
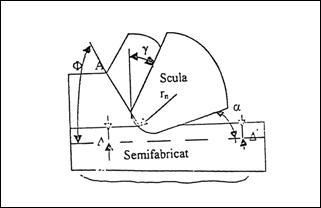
Figura 16 Influenta razei de ascutire rn asupra formarii texturii SS
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2017
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved