| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
CAPITOLUL I
Generalitati
Freza este operatia de prelucrare mecanica prin aschiere pe masinile de frezat, cu scule numite freze. Freza este o scula aschietoare cu mai multe taisuri, pentru prelucrarea suprafetelor plane si profilate, a canalelor de diferite forme etc. In cazul frezarii, miscarea principala de aschiere este executata de scula, iar miscarea de avans de piesa de prelucrare. Miscarea principala de aschiere se realizeaza cu viteza de aschiere V. Marimea vitezei de aschiere se poate determina cu ajutorul unor relatii experimentale sau se alege din normative in functie de schema de lucru adoptata, de natura si materialului sculei, de materialul de prelucrat etc. Miscarea de avans presupune o deplasare intre scula si piesa notata cu s, care se exprima in m/rot a frezei.
Pentru fiecare dinte al frezei revine un avans pe dinte egal cu Sz, care poate fi exprimat in functie de avansul de rotatie s si numarul de dinti al frezei Z.
Sz=Vs / Z
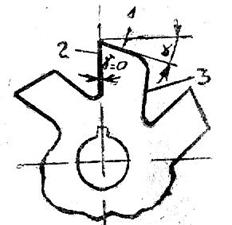
In figura 1 este reprezentata schema procesului de aschiere la frezare.
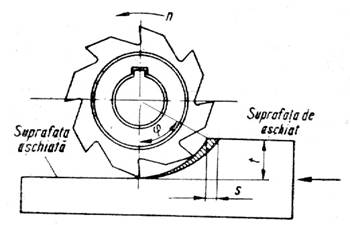
Fig. 1
CAPITOLUL II
Freze si masini de frezat folosite la prelucrarea canalelor de pana
Freze
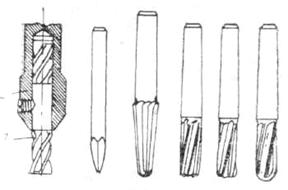
La o freza se deosebesc dintii aschietori si corpul din punct de vedere constructiv, frezele pot fi executate dint-o bucata (in acest caz se numesc freze monobloc) sau asamblate (in acest caz se numesc freze cu dinti montati). Dupa modul de executare a dintilor pe suprafata de asezare 1, frezele pot fi:
cu dinti frezati (figura 2.1)
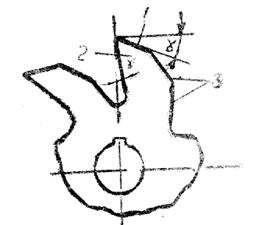
Fig. 2.1
cu dinti detalonati (figura 2.2)
Fig. 2.2
Detalonarea se foloseste in cazul frezelor proifilate, pentru care este necesar sa se mentina profilul si dupa reascutire care se executa pe suprafata de asezare 1. Suprafata 3 se numeste spatele dintelui. In general,frezele se clasifica in functie de forma suprafetei pe care o prelucreaza si de masina -unealta pe care se executa prelucrarea.
Fig. 2.4 Fig. 2.3

Frezele cilindrice se folosesc pentru prelucrarea suprafetelor plane pe masinile de frezat orizontale. Ele pot avea dinti drepti figura 2.3 sau inclinati figura 2.4. Cele cu dinti inclinati lucreaza in conditii mai bune, deoarece aschierea decurge mai linistit. Pentru dimensiuni mari de freze, constructia acestora poate fi realizata cu dinti asamblati. Acesta solutie permite construirea corpului din otel de constructie, iar dintii aschietori, din otel rapid sau placute din carburi metalice ceea ce reduce simtitor pretul de cost al sculei.
Frezele cilindro-frontale se folosesc pentru prelucrarea suprafetelor plane pe masinile de frezat verticale. Ca si cele cilindrice ele pot fi:
 monobloc
figura 2.5
monobloc
figura 2.5
|
Fig. 2.5 |
cu dinti asamblati figura 2.6
Fig. 2.9
Frezele disc se folosesc pentru prelucrarea canalelor pe
masinile de frezat orizontale. Aceste freze sunt prevazute pe
suprafata cilindrica exterioara si pe cele doua
suprafete frontale cu dinti aschietori. (figura 2.7)
Fig. 2.7
Fig. 2.10 Fig. 2.8

Frezele deget se folosesc pentru prelucrarea canalelor pe masi de vrezat verticale. Aceste freze au dinti aschietori pe suprafata fronatala si pe suprafata cilindrica. (figura 2.8)
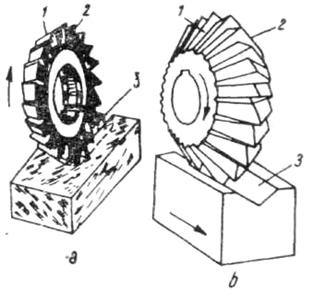
Freze unghiulare se folosesc pentru prelucrarea suprafetelor inclinate (figurile 2.9 si 2.10).
Freze profilate. La aceste freze suprafata activa are un anumit profil pentru prelucrarea unor suprafete complexe. (figurile 2.11 si 2.12).
Din categoria frezelor profilate fac parte si frezele modul care se folosesc pentru taierea dintilor rotilor dintate. (figurile 2.13 si 2.14).

Masini de frezat
Din punct de vedere constructiv, masinile de frezat pot fi:
cu consola
plane
portal cu masa rotativa verticale
orizontale
Dupa felul operatiei pe care o executa se disting:
masini de frezat universale
masini de frezat filete
masini de frezat roti dintate
masini de frezat caneluri si canale de pana.
Prin combinarea celor doua criterii de clasificare, masinile de frezat se pot clasifica in:
masini de frzat de banc (orizontale, verticale)
masini de frezat cu console (verticale, orizonatale, universale)
masini de frezat plane
masini de frezat longitudinale, numite si masini de frezat portal
masini de frezat prin copiere
masini de frezat speciale (cu tambur, carusel, agregat)
masini de frezat specializate (de danturat, de filetat).
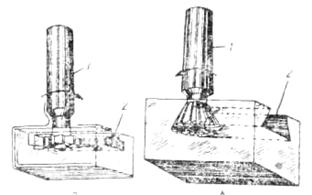
2.2.1 Masina de frezat de banc
 Aceste
masini se construiesc cu axa arborelului principal orizontala si
verticala. La masinile de frezat de banc, cu arborele principal
orizontal, scula care executa miscarea principala I, se
monteaza pe dornul port freza 3, care se fixeaza cu un
capat cu un arbore principal 2, iar cu celalalt capat se
reazama in lagarul mobil 5 de pe traversa de regidizare 4.
Miscarii de avans longitudinal II si transversal III se
obtin prin deplasarea masei 6 si respectiv a saniei 7. Avansul de pe
verticala IV se relizeaza prin deplasarea consolei 8 pe ghidajele
batiului 1. Latimea mesei nu depaseste 150 mm.
Aceste
masini se construiesc cu axa arborelului principal orizontala si
verticala. La masinile de frezat de banc, cu arborele principal
orizontal, scula care executa miscarea principala I, se
monteaza pe dornul port freza 3, care se fixeaza cu un
capat cu un arbore principal 2, iar cu celalalt capat se
reazama in lagarul mobil 5 de pe traversa de regidizare 4.
Miscarii de avans longitudinal II si transversal III se
obtin prin deplasarea masei 6 si respectiv a saniei 7. Avansul de pe
verticala IV se relizeaza prin deplasarea consolei 8 pe ghidajele
batiului 1. Latimea mesei nu depaseste 150 mm.
Lungimea curselor miscarilor de avans fiind mica, pentru transmiterea acestor miscari se foloseste un mecanism pinion-cremaliera.(figura 2.15)
Fig. 2.15
2.2.2 Masina de frezat cu consola
Fig. 2.16
Dupa pozitia axei arborelui principal,
masinile de frezat cu consola sunt verticale, orizontale si
universale. La frezarea cu arborele principal vertical, miscarea
principala I este executata de arborele principal 2 si este
transmisa de lantul cinematic care contine cutia de viteze CV
aflat in batiul 1 al masinii. Miscarile de avans se executa
de catre masa 4 a masinii in trei directii rectangulare. Viteza
miscarii de avans poate fi reglata de la cutia de avansuri CA, monate
in consola 3 a masinii. Deplasarile rapide sunt comandate prin
lantul cinematic care ocoleste cutia de avansuri CA. (figura 2.16)
Miscarile de avans se pot obtine manual sau mecanic.
2.2.3 Masina de frezat in plan
In functie de pozitia arborelui principal, se deosebesc masini de frezat plan orizontal si masini de frezat plan vertical. Masinile de frezat plan orizontal pot fi cu un montat sau cu doi montati, cu unul si respectiv doua capete de frezat.
Miscarile necesare realizarii prelucrarii la masina de frezat plan cu un montant sunt:
- miscarea principala de rotatie I executata de scula
- miscarea de avans longitudinal II a mesei 3 a masinii
- miscarea de avans transversal III executata cu ajutorul capului de frezat 2.
- miscarea de avans vertical IV obtinuta prin deplasarea capului de frezat pe ghidajele montantului 1 (figura 2.17).
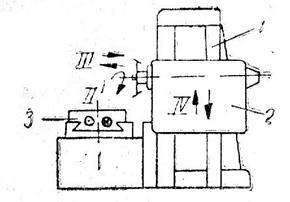
Fig. 2.17
Masinile de frezat in plan vertical se executa in doua variante:
masini de frezat plan care atat avansul longitudinal II cat si avansul transversal III sunt executate de catre masa masinii. (figura 2.18)
Fig. 2.18
masini de frezat plan la care masa masinii
executa avansul longitudinal, avansul transversal fiind realizat de
catre capul de frezat.
CAPITOLUL III
Tipuri de canale si procedee de prelucrare
Frezarea canalelor si a crestaturilor sunt lucrari foarte frecvente ce apar la prelucrarea pieselor pe masini-unelte.
Canalele sunt detalii constructive ale pieselor reprezentand adancituri cu lungime variabila si forma geometrica a sectiunii,de obicei regulata. Din punct de vedere al formei geometrice a sectiunii transversale, canalele pot fi:
rectangulare
unghiulare
rotunde
in forma de T
in coada de randunica
cu profil oarecare (fig. 3.1 a-f)
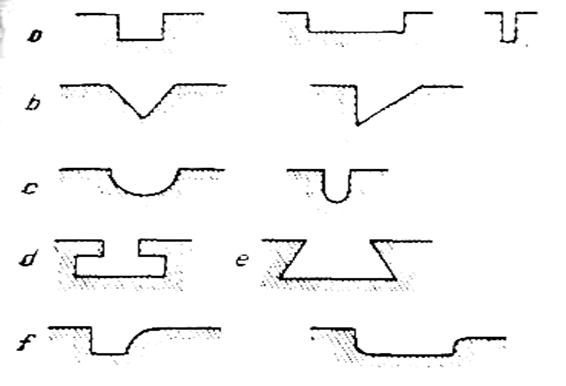
Fig. 3.1 a -
f
In functie de forma si destinatia canalelor sau a crestaturilor lucrate pe piese pe masinile de frezat se pot executa urmatoarele operatii:
prelucrarea canalelor de pana la arbori, axe, fusuri (cu profil dreptunghiular, circular etc.) (fig. 3.2)
prelucrarea canalelor meselor masinilor-unelte (canale in T, canale in V)
prelucrarea suprafetelor interioare ale ghidajelor (dreptunghiulare, coada de randunica, in T)
prelucrarea canalelor de scurgere a lichidelor
prelucrarea crestaturilor organelor de asamblare tip surub-piulita (crestpaturi pe capetele suruburilor, piulite, crenelate, piulite rotunde cu caneluri) (fig. 3.3)
Fig. 3.3
prelucrarea canalelor de suprafata de lucru a matritelor si a canalelor de bavura
prelucrarea crestaturilor in piesele cu prindere elastica. (fig. 3.4)
Fig. 3.4 a, b
CAPITOLUL IV
Prelucrarea canalelor prin frezare
Frezele intrebuintate pentru frezarea canalelor. Pentru ca prelucrarea sa se execute repede si in bune conditii, canalul trebuie sa fie frezat dintr-o singura trecere; frezele folosite pentru aceste lucrari trebuie sa aschieze in acelasi timp, atat partile laterale cat si fundul canalului. In acest scop, se folosesc freze de diferite tipuri si marimi, corespunzatoare formei si dimensiunilor canalelor ce urmeaza a se executa.
Canalele dreptunghiulare se frezeaza de obicei cu freze-disc cu trei taisuri (fig. 4.1. a)
Fig. 4.1 a, b
Latimea frezei-disc se micsoreaza
prin reascutire, ceea ce constituie un neajuns, deoarece in acest caz se
micsoreaza si latimea canalului frezat. Pentru a se
putea mentine latimea necesara se folosesc freze
combinate. O astfel de freza (fig. 4.1. b ) este formata din doua freze-disc si intre care
se intercaleaza bucse metalice subtiri, pentru a se obtine
latimea necesara.
Pentru frezarea canalelor inguste de diferite profile se folosesc adesea freze-deget (fig. 4.2).
Fig. 4.2
La prelucrarea canalelor in forma de T se folosesc freze speciale cu coada (fig. 4.3, a), iar pentru canale in forma de coada de randunica se folosesc frezele unghiulare (fig. 4.3, b).
Fig. 4.3 a, b
Frezarea canalelor se executa pe masini de frezat orizontale si verticale obisnuite, iar in unele cazuri pe masini speciale.
4.1 Frezarea canalelor cu freze-disc.
Canalele de pana se prelucreaza de obicei cu freze-disc pe masinile de frezat orizontale.
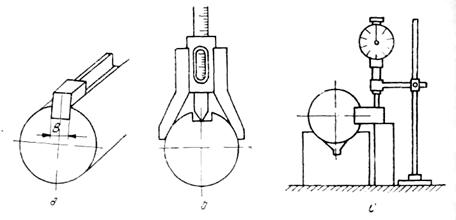
In figura este reprezentat modul de asezare si de fixare a sculei si a piesei pentru frezarea unui canal de pana deschis, pe o masina de frezat orizontala.
Fig. 4.4 Fig. 4.5
Canalul de pana trebuie sa fie paralel cu axa arborelui si simetric in sectiune fata de axa verticala. Freza se asaza in planul median al arborelui 2 (fig. 4.5) cu ajutorul unui echer dupa care se masoara cu sablonul distanta A, care trebuie sa aiba valoarea:
A=T+ D/2+B/2,
in care:
T este latimea echerului;
D diametrul arborelui;
B latimea frezei.
Latimea frezei B trebuie sa fie exact cat latimea canalului de pana. Pentru stabilirea adancimii de frezare, se ridica masa in sus pana cand freza atinge arborele pe generatoare, dupa care vernierul manetei pentru ridicarea consolei se asaza in pozitia zero. Dupa ce piesa se indeparteaza longitudinal de sub freza, se ridica masa in sus-cu valoarea adancimii t citita pe discul gradat al manetei consolei. Apoi consola se blocheaza.
Tangenta frezei cu arborele este foarte greu de observat si de aceea in practica se foloseste o foita de hirtie care se asaza intre ele.
Dimensiunile canalului si paralelismul acestuia cu arborele se verifica ca in figura Latimea canalului B se verifica cu o cala plan-paralela (fig. 4.6, a), iar adancimea cu sublerul de adincime (fig. b). Paralelismul canalului de pana se verifica cu comparatorul (fig. 4.6, c). Pentru aceasta operatie, arborele se asaza pe doua prisme, iar comparatorul se deplaseaza succesiv pe cele doua suprafete paralele ale calei introduse in canalul de pana.
Fig. 4.6 a,
b, c
4.2 Frezarea canalelor cu freze-deget.
 Canalele de
pana inchise cu capetele semirotunde se prelucreaza de obicei pe masinile
de frezat verticale, folosindu-se freze-deget (fig. 4.7).
Canalele de
pana inchise cu capetele semirotunde se prelucreaza de obicei pe masinile
de frezat verticale, folosindu-se freze-deget (fig. 4.7).
Fig. 4.7
Pentru centrare, freza se apropie de arborele pina cind vin in contact; dupa coborirea piesei, sania transversala se deplaseaza cu valoarea:
A=d/2+D/2,
In care:
D este diametrul arborelui;
d- diametrul frezei-deget.
Pentru a se observa momentul de tangenta al sculei cu piesa, intre ele se asaza o foita de hirtie
Canalul de pana poate fi prelucrat din mai multe treceri sau dintr-o singura trecere cu un avans longitudinal mic. Ultimul procedeu se intrebuinteaza pentru prelucrarea canalelor cu freze-deget robuste cu diametrul de la mm in sus (fig. 4.8).
Freza-deget pentru prelucrarea canalelor de pana trebuie sa aiba diametrul egal cu latimea canalului de pana.
Piesa de prelucrat se fixeaza pe masa masinii intr-o menghina obisnuita sau intr-o menghina speciala pentru arbori.
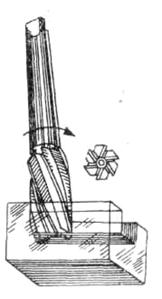
Fig. 4.8
Frezarea canalelor cu freze unghiulare. Pentru frezarea canalelor unghiulare in piese plane sau cilindrice se folosesc freze-disc unghiulare (fig. 4.9) montate pe masini de frezat orizontale.
In figura 4.9 a este reprezentata o freza conica folosita la frezarea canalelor triunghiulare. Dintii acestei freze au doua taisuri: taisurile care sunt asezate pe suprafata frontala si taisurile care formeaza un anumit unghi cu aceasta suprafata. Canalul prelucrat cu o astfel de freza are un perete vertical, iar celalalt inclinat (fig. 4.9).
Fig. 4.9 a,
b,
Freza biconica (fig. 4.9, b) are taisurile si inclinate fata de suprafata frontala. Din aceasta cauza, canalul taiat are sectiunea triunghiulara cu ambele fete inclinate. Unghiul frezei trebuie sa corespunda cu cel al canalului care se prelucreaza.
Prelucrarea cu freza unghiulara se executa cu viteza de aschiere si avans reduse (aproximativ la jumatate fata de valorile pentru freze obisnuite).
Un caz particular al prelucrarii cu freze unghiulare il reprezinta frezarea canalelor in forma de coada de rindunica. Acest procedeu este foarte raspindit in industria constructoare de masini.
Aceste canale se executa din doua treceri: la prima trecere se foloseste de obicei o freza-deget pentru executarea unui canal dreptunghiular (fig. 4.8), iar in a doua trecere se prelucreaza profilul final al canalului cu o freza unghiulara conica (v. fig. 4.3, b).
La stabilirea unghiului ghidajului in forma de coada de rindunica trebuie avut in vedere unghiul pe care-l au aceste freze, altfel trebuie executate freze speciale care scumpesc costul prelucrarii.
4.3 Frezarea canalelor in forma de T.
Aceasta forma de canal se intalneste foarte des in practica. Se prelucreaza in mod obisnuit pe o masina de frezat verticala sau eventual pe o masina de frezat orizontala la care se poate adapta un cap de frezat vertical.
Pentru frezarea canalului T se foloseste pentru prima trecere o freza-deget, care, prin degrosare, prelucreaza un canal cu sectiunea dreptunghiulara, si apoi o freza cu coada, care are dimensiunile exacte ale canalului (v. fig. 4.3, a).
Daca in piesa care se prelucreaza se taie mai multe canale in forma de T, se executa mai intii, la toate canalele, operatia de degrosare cu freza-deget si apoi finisarea lor cu freza cu coada, special aleasa pentru aceasta operatie.
CAPITOLUL V
Norme de protectie a muncii la freze
Respectarea normelor de tehnica a securitatii muncii contribuie la asigurarea conditiilor de munca normale si la inlaturarea cauzelor care pot provoca accidente de munca sau imbolnaviri profesionale.
In aceasta directie responsabilitatea pe linie de tehnica a securitatii muncii si prevenirea si stingerea incendiilor, revine atat celor care organizeaza, controleaza si conduc procesul de munca, cat si celor care lucreaza direct in productie.
Conducatorul atelierului trebuie sa ia masuri pentru realizarea urmatoarelor obiective:
sa se asigure iluminatul, incalzirea si ventilatia in atelier;
sa se asigure expunerea vizuala prin afise sugestive, privitoare atat la protectia muncii, cat si la prevenirea si stingerea incendiilor;
masinile si instalatiile din atelier sa fie echipate cu instructiuni de folosire;
sa se asigure legarea la pamant si la nul a tuturor masinilor actionate electric;
sa se echipeze masinile-unelte cu ecran de protectie conform normelor de protectie a muncii;
in atelier sa se gaseasca la locuri vizibile mijloace pentru combaterea incendiilor;
sa se efectueze instructajele periodice pe linie de protectie a muncii, de prevenire si stingere a incendiilor;
sa se echipeze atelierul cu instalatii de ridicat pentru manipularea pieselor cu masa mai mare de Kg;
atelierul sa fie prevazut cu necesarul impus de normele P.S.I.
Muncitorilor din atelier le revin urmatoarele responsabilitati: folosirea unui echipament adegvat (ajustat pe corp, maneci bine incheiate), iar parul sa fie acoperit sau legat;
inainte de inceperea lucrului se va verifica daca atmosfera nu este incarcata cu vapori de benzina sau cu gaze inflamabile provenite de la instalatiile de incalzire; se va controla starea masinilor, dispozitivelor de pornire, oprire si inversare a sensului de miscare a masinii
in timpul lucrului se vor respecta masurile de protectie a muncii si de prevenire a incendiilor specifice fiecarei operatii;
la terminarea lucrului se vor deconecta legaturile electrice de la prize; masinile vor fi oprite, sculele asezate pe bancuri de lucru sau in dulapuri, iar materialele sau piesele stivuite in locuri bine stabilite;
se interzice spalarea masinilor cu emulsii de racire si stergerea lor cu bumbacul utilizat la curatarea masinii;
daca s-a utilizat benzina sau alte produse usor inflamabile pentru spalarea mainilor, acestea trebuie din nou spalate cu apa si sapun si sterse cu un prosop.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 4439
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved