| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
TEMA PROIECTULUI
capITOLUL i
Functionare
Functionarea arborelui este posibila prin montarea lui in ansamblul - produsul - unui reductor cu 2 sau 3 trepte.
Taierea cu cutite plan paralele se foloseste atat la profile, cat si la sistemul de decupare, iar stantarea in partea opusa.
Astfel, se pregatesc semifabricatele gen table, platbenzi, bare, profile etc., ce urmeaza a fi prelucrate. Se stabileste ordinea de lucru, deoarece utilajul nu trebuie folosit decat la una din operatiile dorite pentru a se evita accidentele si supra solicitarea acestuia.
Se poate combina insa o operatie pe o cursa a cilindrului gen taiere-decupare, cu una de stantare la revenire, folosind si cealalta cursa pentru marirea productivitatii.
Etapele de lucru sunt:
-asezarea materialului pe masa masinii sau in locajul practicat in batiu
-actionarea butonului ce transmite intrarea traversei in functiune si producerea fenomenului de taiere si stantare.
Important este faptul ca atat la stantare, cat si la celelalte operatii de decupare sau debitare, semifabricatul are prevazute sisteme de evacuare a reperelor sau deseurilor.
Reglarea limitatorilor functie de grosimea reperului duce la optimizarea procesului de taiere sau stantare si creste productivitatea.
Astfel, se pot obtine rezultate favorabile.
Montajul presupune urmatoarele operatii:
- montajul rotii dintate de transmitere a rotatiei si fortei la treapta urmatoare a reductorului - cu ajutorul unei pene paralele de 16x13x45;
- montajul rulmentilor pe diametrul 50![]() si a inelelor (saibe Zegher) de arbore in canalul 47
Aiix2,15;
si a inelelor (saibe Zegher) de arbore in canalul 47
Aiix2,15;
- montajul la capete pe 40 (m6) - cu ajutorul penelor paralele 12x10,4 x∙Lnecesar a primirii si transmiterii exterioare a miscarii, la un utilaj si a primirii miscarii de rotatie de la un electromotor.
CaPITOLUL II
Verificari geometrice
Operatiile de verificare geometrice, au loc de obicei atunci cand axul este gata si se fac de obicei o data cu controlul final C.T.C.
Verificarea cotelor se face cu urmatoarele instrumente de masura si control:
- subler exterior 0500 mm (pentru lungimea totala);
subler exterior 0150 mm (cu stismax pentru adancime si ciocuri);
- micrometru exterior 2550 mm;
- cale plan paralele de 525 mm;
![]()
![]()
![]() - operatia
cea mai importanta de verificare a conditiilor de circularitate [ ] si concentricitate [ ] se executa astfel:
- operatia
cea mai importanta de verificare a conditiilor de circularitate [ ] si concentricitate [ ] se executa astfel:
- se prinde piesa intre varfuri pe strung SNA 320-400x1000 si cu ajutorul unui ceas comparator cu fixare pe talpa magnetica, prin rotirea pieselor, verificam bataia radiala;
![]()
![]() - pe
acelasi dispozitiv si cu acelasi instrument de masura, se verifica si
rugozitatea prelucrarilor de rectificare [ 1,6 ].
- pe
acelasi dispozitiv si cu acelasi instrument de masura, se verifica si
rugozitatea prelucrarilor de rectificare [ 1,6 ].
Se mentioneaza ca cotele netolerate (in special de lungime) sa respecte tolerantele prevazute in STAS 1300/90.
CaPITOLUL III
Norme de protectia muncii
3.1. norme de protectia muncii
Acestea sunt prevazute in Legea 90/1996
Normele de protectia muncii pentru aceste utilaje, pe langa normele generale de protectia muncii, presupun anumite cerinte specifice locului de munca, si anume:
a) personalul ce deserveste utilajul trebuie sa cunoasca foarte bine functionarea acestuia;
b) echipamentul de protectie trebuie sa fie adecvat:
c) folosirea aparatorilor de protectie sa fie obligatorie, iar in zonele unde este posibila accidentarea, se va lucra cu atentie sporita;
d) nu se va lucra cu utilajul decat in conditiile legarii la o bara de pamantare.
e) nu se va lucra cu scule necorespunzatoare sau decalibrate;
f) articulatiile trebuie sa fie prevazute cu sisteme de siguranta pentru a nu exista posibilitatea desfacerii lor;
g) zona de lucru trebuie sa fie destinata numai operatorilor ce si-au insusit functionarea unui astfel de utilaj.
3.2. MASURI DE TEHNICA SECURITATII MUNCII
Masurile de tehnica securitatii muncii sunt:
masuri generale
masuri speciale
Masurile generale sunt legate de cele stabilite prin normative asupra masurilor generale ale preselor hidraulice, deoarece aceasta este ca si o presa hidraulica.
Masurile speciale sunt legate de:
folosirea personalului specializat in aceasta meserie sau care si-a insusit comenzile acestei masini;
folosirea gratarelor de protectie pentru a indeparta eventualele desprinderi de material ce pot apare in timpul lucrului.
CaPITOLUL IV
CALCULUL DE REZISTENTA
AL ARBORELUI
4.1. CALCULUL DE
REZISTENTA
Conform desenului de executie al arborelui, dat prin tema de proiectare, din OLC45, acesta apartine unui reductor de turatie cu doua lagare de sustinere, conform desenului din fig. 1.
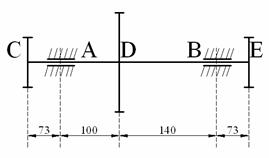
Fig. 1
Diametrul minim al arborelui fiind dmin=40 mm, se poate sti prin estimarea turatiei, cuplul de rasucire (torsiune) transmis ca si puterea.
Admitand o turatie n=750 rot / min si luand pentru OLC45, ![]() =300 daN/cm2 cu intr-un calcul de predimensionare
la rasucire pura, se va putea scrie succesiv,
=300 daN/cm2 cu intr-un calcul de predimensionare
la rasucire pura, se va putea scrie succesiv,
![]()

![]()
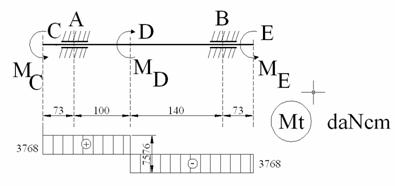
Fig. 2
Potrivit desenului de executie al arborelui incarcarea sa cu moment de rasucire pe lungime este cea reprezentata in fig. 2. Astfel, momentele exterioare in C si E sunt egale,
ME=MC=3768 daN cm
iar momentul din roata de pe deschiderea arborelui,
MD=2ME=2MC=2 3768=7536 daN cm
Diagrama momentelor de rasucire (torsiune) prezinta un salt (discontinuitate) in dreptul rotii D egal cu 7536 daN cm.
Arborele este supus simultan la solicitarea de rasucire si la cea de incovoiere. Fortele incovoietoare sunt evident fortele de la periferia rotilor (de contact a dintilor), a caror marime este data de momentele de rasucire MC, MD, si ME si razele corespunzatoare ale rotilor rC, rD, si rE (fig. 3)
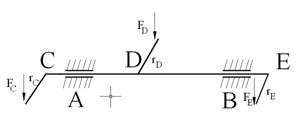
Fig. 3
Marimea acestor forte rezulta din relatiile:
 ;
;  ;
; 
Fortele de la periferia rotilor solicita arborele la rasucire dar si la incovoiere, conform cu incarcarea arborelui din fig. 4.
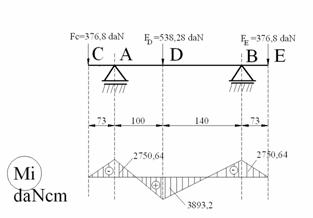
Fig. 4
Se poate estima dupa diametrele arborelui la locul de fixare cu pana a rotilor dintate, razele rC, rD, si rE ca fiind
rC= rE=100 mm
rD=140 mm
Fortele periferice vor fi in acest caz:
![]()
![]()
Cu fortele astfel determinate si dimensiunile geometrice ale arborelui dupa desenul de executie, se calculeaza mai intai reactiunea in reazemul A a grinzii din fig.4.
![]() =FC(73+100+140) - YA(100+140)+ FD 140- FE
=FC(73+100+140) - YA(100+140)+ FD 140- FE
37,68 313- YA
YA=690,796 daN
Se calculeaza apoi momentele incovoietoare in sectiunile A, D si B,
MA= FC 7,3=2750,64 daN cm
MD=- FC 17,3+ YA 17,3+690,796=3893,2 daN cm
si pe baza lor se traseaza diagrama momentelor incovoietoare ca in fig.4.
Momentele incovoietoare reduse in sectiunile cele mai solicitate ale arborelui, se calculeaza cu relatia:
![]()
in care Mi si Mt corespund valorilor in sectiunile A, D si B ale arborelui (conform fig. 4 si respectiv 3), iar coeficientul a tine seama ca incovoierea se produce dupa un ciclu alternant simetric in timp ce rasucirea se produce dupa un ciclu pulsator:
S-a adims, dupa tabelele rezistentelor la oboseala, pentru OLC45, in cazul solicitarilor prin ciclul alternant simetric si respectiv pulsant, rezistentele la oboseala de 450 daN/cm2 si 750 daN/cm2
Cu acestea, momentele reduse sau de calcul in sectiunile cele mai solicitante vor fi:
![]()
![]()
Diametrele arborelui in sectiunile A, D si B trebuie sa corespunda relatiei:
Valorile sensibil apropiate de cele din desenul de executie dA=40 mm, dD=52 mm, de adaptarea carora s-a avut in vedere desigur si un adaos pentru canalele de pana.
4.2. CALCULUL PENELOR
Pentru rotile din C si E, penele sunt identice. Ele trebuie sa reziste la forfecare si strivire. Cuplul de rasucire corespunzator fiind:
MC= ME=3768 daN cm, la un diametru al arborelui
dC= dE=400 mm, forta de forfecare transmisa penei va fi:
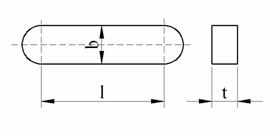
Fig. 5
Se da prin desenul de executie o lungime a canalului de pana de
l=65 mm
Latimea b a penei trebuie sa fie in acest caz,

Cu ta=400 daN/cm2, rezulta o latime de marimea:
In mod acoperitor se poate adopta o latime a penei:
b=8 mm,
aceasta fiind in concordanta cu desenul de executie al arborelui.
Grosimea t a penei trebuie sa asigure o presiune de strivire pe pana sub limita admisibila.
Admitand sg=600 daN/cm2, rezulta din relatia:
In desenul de executie al arborelui, adancimea canalului de pana este
Calculul executat este deci in concordanta cu realitatea.
Pentru pana rotii D calculate sunt similare.
Mai intai forta care solicita pana la forfecare:
Latimea b a penei va fi:
cu l=45 cm, lungimea penei dupa canalul de pana din arbore (desenul de executie al arborelui).
In desenul de executie latimea penei este b=20 mm fata de
Grosimea penei se va obtine sub forma:
In desen adancimea canalului de pana fiind t/2=6,5 mm, se constata comprimare cu t/2=11 mm, cat rezulta in calculul mai sus efectuat, ca s-a lucrat la dimensiunea penei cu o presiune de strivire sg mai mare de 600 daN/cm2.
4.3. CALCULUL
Calculul la oboseala este un calcul de verificare a coeficientului de siguranta global pentru arborele supus la solicitarea compusa de incovoiere prin ciclul alternant pulsant.
Relatia de calcul a coeficientului de siguranta, in acest caz este:
coeficientii de siguranta partiali cs in raport cu ciclul de incovoiere si ct in raport cu ciclul de rasucire, fiind:
sv si tm fiind valoarea tensiunii amplitudine a incovoierii iar tm , valoarea maxima a tensiunii de rasucire; bks si bkt coeficientii efectivi de concentrare a tensiunilor normale si tangentiale, iar x si g factorii dimensionali si de calitate ai suprafetei.
Din calculele precedente s-a vazut ca pentru rasucire avem
Mt=3768 daN cm
In sectiunile A si D (fig. 4) in care se face calculul coeficientului de siguranta.
A:  tm tv=150 daN/cm2
tm tv=150 daN/cm2
D:  tm tv=51,8 daN/cm2
tm tv=51,8 daN/cm2
Pentru incovoiere avem in sectiunile A si D:
A: 
D: 
Coeficientii efectivi de concentrare, luati dupa tabele au valori:
- pentru incovoiere bks x g
- pentru rasucire bkt x g
Tot din tabelele caracteristicilor mecanice ale otelurilor (STAS 791-65) se extrag pentru OLC45:
sr=55 daN/cm2
s sr =24 daN/cm2
t s =14 daN/cm2
sC =28,5 daN/cm2
Coeficientii de siguranta cs si ct vor fi,
in sectiunea A:
in sectiunea D:
Cu acesti coeficienti de siguranta la oboseala partiala, coeficientul global de siguranta la oboseala devine,
in sectiunea A: 
in sectiunea B: 
Coeficientii de siguranta globala se incadreaza in limitele cmin=1,5-2,5
CaPITOLUL V
tehnologia de fabricare
a reperului "PIVOT PRINCIPAL"
1.1. Prins semifabricat in universalul strungului (varianta I)
1.1.2. Varianta II de debitare pe ferastrau alternativ FAM-250
1.2. Debitare Φ 60 x 480 [mm]
1.3. Desprins semifabricat
2.1. Prins semifabricat in universal cu 3 bacuri
2.2. Strunjire frontala Φ 60 la curat
2.3. Centruire - A - 3,15
2.4. Desprins semifabricat din universal
3.1. Prins semifabricat in universal cu 3 bacuri
3.2. Strunjire frontala Φ 60 la cota 464
3.3. Centruire A - 3,15
3.4. Desprins din universal
4.1. Prins semifabricat in universal si varf rotitor in papusa mobila prin gaura de centruire A 3,15
4.2. Strunjire de degrosare de la 60 la 57 x 229,5 [mm]
4.3. Strunjire de finisare de la 57 la 50,6 x 168,5 [mm] si de la 50,6 la 40,5 x 82,5 [mm]
4.4.
Strunjit canal 47
- h11x![]()
4.5. Desprins semifabricat
5.1. Prins semifabricat in universal si varful rotitor al papusii mobile prin gaura de centrare A3,15.
5.2. Strunjire de degrosare si finisare de la 60 la 52,6 x 234,5 [mm]
5.3. Strunjire de degrosare si finisare 52 x 234,5 la 50,5 x 181,5 [mm]
5.4.
Strunjire de degrosare si finisare canal 47
h11 ![]()
5.5. Strunjire de degrosare si finisare 50,5 la 40,5 x 82 [mm]
5.6. Desprins semifabricat
6.1. Prins semifabricat in universal si varful papusii mobile
6.2. Tesire 0,4 x 450 - pe 57 si
6.3. Desprins semifabricat
7.1. Prins piesa pe mos de frezat vertical FV-36, centrat si frezat canale de pana:
- R8x34,8/60 - 2 canale
- R6x45,5/45 - 1 canal
8.1. Introdus semifabricat in cuptor
8.2. Imbunatatit 42-45 HRC
8.3. Scos semifabricat din cuptor si racit in apa
8.4. Tratament termic de revenire si racire in aer
9.1. Prins semifabricat intre varfuri pe masina de rectificat rotund exterior
9.2.
Rectificare de la 50,6
la 50
k6 ![]() x20
x20
9.3.
Rectificare de la 50,6
la 50
h8 ![]() x64,5
x64,5
9.4. Desprins semifabricat
de la 52,6 la
52 m6 ![]() x53
x53
de la 50,6 la 50 k6 ![]() x50
x50
- de la 50,6 la
50 h8 ![]() x93,5
x93,5
de
la 40,5 la 50 m6 ![]() x82
x82
10.2. Desprins piesa
Marcarea se face prin poansonarea numarului de desen sau marcare cu creion electric
Pentru determinarea diametrului barei laminate din care se va executa piesa, se calculeaza adaosurile de prelucrare pentru suprafata cu diametrul maxim.
![]() 1.
Pentru cu Φ 60 [mm]:
1.
Pentru cu Φ 60 [mm]:
a) pentru strunjire de finisare (operatia precedenta este strunjire de degrosare):
Adaosul minim de prelucrare este dat de formula 3.4, pagina 192 [10]:
2A pi min = 2 x ( Rz i-1 + S i-1) + 2 x ( i-1 + Σv)
unde:
Rz i-1 - reprezinta inaltimea neregularitatilor profilului rezultata la operatia (faza) precedenta i-1;
Si-1 - reprezinta adancimea stratului superficial defect format la operatia (faza) precedenta i-1;
i-1 - reprezinta abaterile spatiale ale suprafetelor de prelucrat fata de bazele tehnologice ale piesei ramase dupa efectuarea operatiei (fazei) precedente i-1;
Σv - reprezinta eroarea de instalare a suprafetei de prelucrat.
Din tabelul 4.9, pagina 220 [10], se scot valorile:
Rz i-1 = 63 [μm ]
Si-1 = 60 [μm ]
Rezulta ca adaosul minim pentru strunjire de finisare este:
2A pi min = 2 (R zi-1 + S i-1 ) + 2 x i-1
Efectuand calculele rezulta 2A=
Din tabelul 2.15, pagina 170 [10], obtinem toleranta la diametrul bazei de orientare pentru operatia precedenta - treapta 12 de precizie:
T i-1 = 350 [μm ]
Astfel, adaosul nominal pentru strunjire de finisare este:
2A pi nom = 2A pi min + T i-1 = 246 + 350 = 596 [μm] = 0,596 [mm] - 0,6 [mm]
Diametrul maxim inainte de strunjirea de finisare, dupa strunjirea de degrosare este:
Di-1 max = Di max + 2Api nom = 60 + 0,596 = 60,6 [mm]
Se rotunjeste:
Di-1 max = Di-1 nom = 60,6 [mm] si se admite semifabricat de
Diametrul minim rezulta:
Di-1 min = Di-1 max - T i-1 = 60,6 - 0,35 = 60,25 [mm]
Deci, strunjirea de degrosare se va executa la cota:
Ф 60-0,350 [mm].
b) pentru strunjire de degrosare (anterior materialul bara este sub forma de laminat):
Adaosul minim de prelucrare este dat de formula 3.4, pagina 192 [10]:
2A pi min = 2 x ( R zi-1 + S i-1 ) + 2 x ( i-1 + Σv)
Din tabelul 4.9, pagina 220 [10], se scot valorile:
R zi-1 = 125 [μm ]
S i-1 = 150 [μm ]
Valoarea lui ρ i-1 se determina cu relatia:
i-1 = ( c + centr
unde:
c = 2 x Δc x l c - formula 4.2, pagina 213 [10]
Δc = 1,5 [μm / mm ], din tabelul 4.6, pag.218 [10]
lc = 15 [mm], din desenul piesei.
c = 2 x 1,5 x 15 = 45 [μm ]
centr = 0,25 x ( Ti-12 + 1 )1/2
unde Ti-1 = 870 [μm] = 0,87 [mm], din tabelul 2.15, pagina 170 [10].
Rezulta ca:
centr = 0,25 x ( 0,872 + 1 )1/2 = 0,331 [ mm ]
i-1 = (45 2 + 331 2 )1/2 = 334,04 [μm ]
In aceste conditii, adaosul minim pentru strunjirea de degrosare este:
2A pi min = 2 x (125 + 150) + 2 x 334,04 = 1218,8 [μm ]
2A pi min = 1,22 [mm]
Adaosul nominal pentru strunjirea de degrosare rezulta:
2A pi nom = 2A pi min + | A i |
Din tabelul 4.1, pagina 214 [10] se obtine abaterea inferioara Ai la diametrul barei laminate: Ai = - 1,5[mm].
Rezulta:
2A pi nom = 1,22 + 1,5 = 2,72 [mm]
Diametrul nominal al barei laminate are valoarea:
Ds nom = D i-1 + 2A pi nom = 60,6 + 2,72 = 63 [mm]
Din tabelul numarul 8.43, pagina 128 [14], se alege o bara laminata cu diametrul standardizat Φ 60[+0,8; -1,3] [mm].
Adaosul de prelucrare nominal real pentru strunjirea de degrosare rezulta:
2A pi nom = D i-1 nom - Di nom = 60,2 - 60,1 = 0,1 [mm].
a) pentru rectificare (operatia precedenta este strunjire de finisare):
Din tabelul 4.9, pagina 220 [8], se scot valorile:
R z i-1 = 25 [μm];
S i-1 = 0 [μm] (dupa tratamentul termic de calire, S i-1 se exclude din calcul);
i-1 = 2 x Δc x l c - formula 4.2, pagina 213 [8]
Σv = 0 (la prelucrari intre varfuri nu se face verificarea asezarii)
Δc = 0,10 [μm/mm], din tabelul 4.6, pag.218 [8]
l c = 130 [mm], din desenul piesei.
i-1 = 2 x 0,10 x 50 = 10 [μm]
Rezulta ca adaosul minim pentru rectificare este:
2A pi min = 2 x R zi-1 + 2 x i-1
2A pi min = 2 x 25 + 2 x 10 = 0,6 [μm]
Din tabelul 2.15, pagina 170 [8], obtinem toleranta pentru operatia precedenta, strunjire de finisare - treapta 10 de precizie:
T i-1 = 80 [μm]
Astfel, adaosul nominal pentru rectificare este:
2A pi nom = 2A pi min + T i-1 = 70 + 80 = 150 [μm] = 0,15 [mm]
Diametrul maxim inainte de rectificare, dupa strunjirea de finisare este:
Di-1 max = Di max + 2A pi nom = 60 + 0,19 = 60,19 [mm]
Se rotunjeste:
Di-1 max = Di-1 nom = 60,2 [mm]
Diametrul minim rezulta:
Di-1 min = Di-1 max - T i-1 = 60,2 - 0,120 = 60,08 [mm]
Deci, strunjirea de finisare se va executa la cota:
Φ 60,2-0,120 [ mm ].
b) pentru strunjire de finisare (operatia precedenta este strunjire de degrosare):
Din tabelul 4.9, pagina 220 [8], se scot valorile:
R z i-1 = 63 [μm];
S i-1 = 60 [μm];
i-1 = 2 x Δc x l c - formula 4.2, pagina 213 [8]
Δc = 1 [μm/mm ], din tabelul 4.6, pag.218 [8]
l c = 50 [mm], din desenul piesei.
i-1 = 2 x 1 x 50 = 100 [μm]
Rezulta ca adaosul minim pentru strunjire de finisare este:
2A pi min = 2 (R zi-1 + S i-1 ) + 2 x i-1
2A pi min = 2 (63 + 60) + 2 x 100 = 446 [μm]
Din tabelul 2.15, pagina 170 [8], obtinem toleranta la diametrul bazei de orientare - treapta 12 de precizie:
T i-1 = 300 [μm]
Astfel, adaosul nominal pentru strunjire de finisare este:
2A pi nom = 2A pi min + T i-1 = 446 + 300 = 746 [μm] = 0,746 [mm]
Diametrul maxim inainte de strunjirea de finisare, dupa strunjirea de degrosare este:
Di-1 max = D i max + 2A pi nom = 60,2 + 0,746 = 60,946 [mm]
Se rotunjeste:
Di-1 max = Di-1 nom = 61 [mm]
Diametrul minim rezulta:
Di-1 min = Di-1 max - T i-1 = 61 - 0,300 = 60,700 [mm]
Deci, strunjirea de degrosare se va executa la cota:
Φ 61-0,300 [mm].
c) pentru strunjire de degrosare (anterior materialul bara este sub forma de laminat):
Adaosul nominal se determina prin diferenta dintre diametrul semifabricatului laminat si diametrul de strunjire:
2A pi nom = 95 - 61 = 34 [mm]
b) pentru rectificare (operatia precedenta este strunjire de finisare):
Se adopta acelasi adaos nominal ca si la suprafata precedenta, adica:
2A pi nom = 2A pi min + T i-1 = 70 + 120 = 190 [μm] = 0,19 [mm]
Diametrul maxim inainte de rectificare, dupa strunjirea de finisare este:
Di-1 max = Di max + 2A pi nom = 55 + 0,19 = 50,19 [mm]
Se rotunjeste:
Di-1 max = Di-1 nom = 50,2 [mm]
Diametrul minim rezulta:
Di-1 min = Di-1 max - T i-1 = 55,2 - 0,120 = 50 [mm]
Deci, strunjirea de finisare se va executa la cota:
Φ 50-0,120 [ mm ].
b) pentru strunjire de finisare (operatia precedenta este strunjire de degrosare):
Se adopta acelasi adaos nominal ca si la suprafata precedenta, adica:
2A pi nom = 2A pi min + T i-1 = 446 + 300 = 746 [μm] = 0,746 [mm]
Diametrul maxim inainte de strunjirea de finisare, dupa strunjirea de degrosare este:
Di-1 max = D i max + 2A pi nom = 55,2 + 0,746 = 50,946 [mm]
Se rotunjeste:
Di-1 max = Di-1 nom = 50 [mm]
Diametrul minim rezulta:
Di-1 min = Di-1 max - T i-1 = 56 - 0,300 = 50,6 [mm]
Deci, strunjirea de degrosare se va executa la cota:
Φ 56-0,300 [mm].
c) pentru strunjire de degrosare (anterior strunjire de degrosare):
Adaosul nominal se determina prin diferenta dintre diametrele de strunjire Ale treptelor vecine:
2A pi nom = 61 - 56 = 5 [mm]
Suprafetele frontale de capat se prelucreaza prin strunjire frontala, operatia precedenta fiind debitarea pe strung normal.
Din tabelul 4.11,pagina 221 [10], se aleg:
R z i-1 + S i-1 = 0,2 [mm]
i-1 = 0,01 x D = 0,01 x 95 = 0,95 [mm]
2A i min = 2 (R z i-1 + S i-1 ) + 2 x i-1 = 2 x 0,2 + 2 x 0,95 = 2,3 [mm]
Toleranta la lungimea de debitare - pentru treapta 14 de precizie este:
T i-1 = 1000 [ m ] - din tabelul 2.15 pagina 170 [10]
Abaterile limita la lungimea de debitare sunt:
500 [μm ] = 0,5 [mm]
![]() Prin urmare, adaosul nominal calculat este:
Prin urmare, adaosul nominal calculat este:
2A i nom = 2A i min + | A i | = 2,3 + 0,5 = 2,8 [mm]
Lungimea nominala pentru debitare este:
L nom = 145 + 2,8 = 147,8 [mm]
Se aproximeaza: L nom = 148 [mm]
La debitare se va respecta cota: 148![]() 0,5 [mm].
0,5 [mm].
Rezulta ca se va folosi semifabricat bara laminata: 60 x 464 [mm].
Masina unealta: SN 450x1000 (sau FAU 250).
Scula aschietoare: cutit de retezat cu latimea de 4 mm.
Adancimea de aschiere:
t = 4 [mm]
Avansul: conform tabelului 9.7., pagina 159 [14], se recomanda:
s = 0,20 0,24 [mm/rot].
Din caracteristicile masinii unelte, tabelul 10.1, pagina 267 [14], se alege avansul real de aschiere:
sr = 0,20 [mm/rot].
Durabilitatea economica a sculei aschietoare - se alege din tabelul 10.1, pagina 161 [14]:
Tec = 90 [min].
Uzura maxima admisibila a sculei aschietoare - se alege din tabelul 9.10, pagina 161 [14]:
ha = 1,2 [mm].
Viteza de aschiere: din tabelul 9.25, pagina 174 [14], se aleg valorile:
V = 220 [m/min];
Pz = 105 [daN];
Ne = 4,30 [kw].
Valoarea vitezei aleasa tabelar se corecteaza cu:
k1 = 0,65 - coeficient de corectie functie de calitatea placutei.
Rezulta viteza corectata:
V cor = k1 x v = 143 [m/min].
Turatia se determina cu relatia:
n = (1000 x v)/(π x D) = 479,14 [rot/min]
Din caracteristicile masinii unelte, tabelul 10.1, pagina 267 [14], se alege turatia reala de aschiere:
nr = 400 [rot/min]
Se recalculeaza viteza reala de aschiere:
vr = (π x D x nr)/1000 = 119,38 [m/min]
Verificarea puterii motorului electric se face cu relatia:
Nr = (Pz x vr)/(6000 x h) = 2,45 [kw].
Nr Ne, rezulta ca prelucrarea de la aceasta faza se poate executa pe SN450x1000, cu parametrii reali ai regimului de aschiere stabiliti anterior, adica:
t = 4 [mm];
sr = 0,20 [mm/rot];
vr = 119,38 [m/min];
nr = 400 [rot/min];
Nr = 2,45 [kw];
Pz = 105 [daN].
a) Strunjire frontala Φ 60
Masina unealta: SN 450x1000.
Scula aschietoare: cutit frontal STAS 6377-80/ P30-I.
Adancimea de aschiere:
2t = L max SF - L min SF = 148 - 145 = 3 [mm]
![]() t = 1,5 [mm]
t = 1,5 [mm]
Avansul: conform tabelului 9.1, pagina 156 [14], se recomanda:
s = 0,5 0,8 [mm/rot].
Din caracteristicile masinii, tabelul 10.1, pagina 267 [14], se alege avansul real de aschiere:
sr = 0,50 [mm/rot].
Durabilitatea economica a sculei aschietoare - se alege din tabelul 10.1, pagina 161 [14]:
Tec = 90 [min].
Uzura maxima admisibila a sculei aschietoare - se alege din tabelul 9.10, pagina 161 [14]:
ha = 1,2 [mm].
Viteza de aschiere: din tabelul 9.25, pagina 174 [14], se aleg valorile:
V = 200 [m/min];
Pz = 77 [daN];
Ne = 3,15 [kw].
Valoarea vitezei aleasa tabelar se corecteaza cu:
k1 = 0,65 - coeficient de corectie functie de calitatea placutei (P30).
Rezulta viteza corectata:
V cor = k1 x v = 130 [m/min].
Turatia se determina cu relatia:
n = (1000 x v)/(π x D) = 435,58 [rot/min]
Din caracteristicile masinii unelte, tabelul 10.1, pagina 267 [14], se alege turatia reala de aschiere:
nr = 400 [rot/min]
Se recalculeaza viteza reala de aschiere:
vr = (π x D x nr)/1000 = 119,38 [m/min]
Verificarea puterii motorului electric se face cu relatia:
Nr = (Pz x vr)/(6000 x h) = 1,80 [kw].
Nr Ne, rezulta ca prelucrarea de la aceasta faza se poate executa pe SN450x1000, cu parametrii reali ai regimului de aschiere stabiliti anterior, adica:
t = 1,5 [mm];
sr = 0,5 [mm/rot];
vr = 119,38 [m/min];
nr = 400 [rot/min];
Nr = 1,80 [kw];
Pz = 77 [daN].
b) Centruire (A 3,15):
Masina unealta: SN 450x1000.
Scula aschietoare: burghiu combinat de centruire cu con de protectie la 1200 si avand diametrul d = 4 [mm], STAS 1114/82.
Se vor executa gauri de centrare A 3,15, STAS 1361-73.
Adancimea de aschiere:
t = Ap = d/2 = 2 [mm]
Avansul: conform tabelului 9.109, pagina 240 [14], se recomanda
s = 0,03 [mm/rot] - pentru diametrul burghiului de centruit.
Din caracteristicile masinii, tabelul 10.1, pagina 267 [14], se alege avansul real de aschiere:
sr = 0,028 [mm/rot].
Durabilitatea economica a sculei aschietoare - se alege din tabelul 9.113, pagina 237 [14]:
Tec = 7 [min].
Uzura maxima admisibila a sculei aschietoare - se alege din tabelul 9.116, pagina 242 [14]:
ha = 1,2 [mm].
Viteza de aschiere: din tabelul 9.109, pagina 246 [14], se recomanda:
V = 18 [m/min].
Turatia piesei se determina cu relatia:
n = (1000 x v)/( π x D) = 1432,39 [rot/min]
Din caracteristicile masinii unelte, tabelul 10.1, pagina 267 [14], se alege turatia reala de aschiere:
nr = 1250 [rot/min]
Se recalculeaza viteza reala de aschiere:
vr = (π x D x nr)/1000 = 15,70 [m/min]
Puterea consumata la centruirea pieselor nu are sens sa se calculeze, deoarece puterea motorului electric nu se atinge la acest tip de prelucrari.
Deci, prelucrarea de la aceasta faza se poate executa pe SN 450x1000, cu parametrii reali ai regimului de aschiere stabiliti anterior, adica:
t = 2 [mm];
sr = 0,028 [mm/rot];
vr = 15,70 [m/min];
nr = 1250 [rot/min].
a) Strunjire frontala Φ 60
Masina unealta: SN 450x1000.
Scula aschietoare: cutit frontal STAS 6377-80/ P30-I.
Adancimea de aschiere:
t = 147,5 - 145 = 1,5 [mm]
Avansul: conform tabelului 9.1, pagina 156 [14], se recomanda:
s = 0,5 0,8 [mm/rot].
Din caracteristicile masinii, tabelul 10.1, pagina 267 [14], se alege avansul real de aschiere:
sr = 0,50 [mm/rot].
Durabilitatea economica a sculei aschietoare - se alege din tabelul 10.1, pagina 161 [14]:
Tec = 90 [min].
Uzura maxima admisibila a sculei aschietoare - se alege din tabelul 9.10, pagina 161 [14]:
ha = 1,2 [mm].
Viteza de aschiere: din tabelul 9.25, pagina 174 [14], se aleg valorile:
V = 200 [m/min];
Pz = 77 [daN];
Ne = 3,15 [kw].
Valoarea vitezei aleasa tabelar se corecteaza cu:
k1 = 0,65 - coeficient de corectie functie de calitatea placutei (P30).
Rezulta viteza corectata:
V cor = k1 x v = 130 [m/min].
Turatia se determina cu relatia:
n = (1000 x v)/(π x D) = 435,58 [rot/min]
Din caracteristicile masinii unelte, tabelul 10.1, pagina 267 [14], se alege turatia reala de aschiere:
nr = 400 [rot/min]
Se recalculeaza viteza reala de aschiere:
vr = (π x D x nr)/1000 = 119,38 [m/min]
Verificarea puterii motorului electric se face cu relatia:
Nr = (Pz x vr)/(6000 x h) = 1,80 [kw].
Nr Ne, rezulta ca prelucrarea de la aceasta faza se poate executa pe SN450x1000, cu parametrii reali ai regimului de aschiere stabiliti anterior, adica:
t = 1,5 [mm];
sr = 0,5 [mm/rot];
vr = 119,38 [m/min];
nr = 400 [rot/min];
Nr = 1,80 [kw];
Pz = 77 [daN].
b) Centruire (A 3,15):
Masina unealta: SN 450x1000.
Scula aschietoare: burghiu combinat de centruire cu con de protectie la 1200 si avand diametrul d = 4 [mm], STAS 1114/82.
Se vor executa gauri de centrare A 3,15, STAS 1361-73.
Adancimea de aschiere:
t = Ap = d/2 = 2 [mm]
Avansul: conform tabelului 9.109, pagina 240 [14], se recomanda
s = 0,03 [mm/rot] - pentru diametrul burghiului de centruit.
Din caracteristicile masinii, tabelul 10.1, pagina 267 [14], se alege avansul real de aschiere:
sr = 0,028 [mm/rot].
Durabilitatea economica a sculei aschietoare - se alege din tabelul 9.113, pagina 237 [14]:
Tec = 7 [min].
Uzura maxima admisibila a sculei aschietoare - se alege din tabelul 9.116, pagina 242 [14]:
ha = 1,2 [mm].
Viteza de aschiere: din tabelul 9.109, pagina 246 [14], se recomanda:
V = 18 [m/min].
Turatia piesei se determina cu relatia:
n = (1000 x v)/( π x D) = 1432,39 [rot/min]
Din caracteristicile masinii unelte, tabelul 10.1, pagina 267 [14], se alege turatia reala de aschiere:
nr = 1250 [rot/min]
Se recalculeaza viteza reala de aschiere:
vr = (π x D x nr)/1000 = 15,70 [m/min]
Puterea consumata la centruirea pieselor nu are sens sa se calculeze, deoarece puterea motorului electric nu se atinge la acest tip de prelucrari.
Deci, prelucrarea de la aceasta faza se poate executa pe SN 450x1000, cu parametrii reali ai regimului de aschiere stabiliti anterior, adica:
t = 2 [mm];
sr = 0,028 [mm/rot];
vr = 15,70 [m/min];
nr = 1250 [rot/min].
c) Gaurire Φ 12x30[mm]
Masina unealta: SN 450x1000.
Adaosul de prelucrare pe raza este: Ap = D/2 = 12/2 = 6 [mm].
Scula aschietoare: potrivit prelucrarii se va folosi un burghiu elicoidal cu coada conica cu diametrul D = 12 [mm], din otel rapid, STAS 575-80.
Adancimea de aschiere - reprezinta adaosul de prelucrare pe raza:
t = D/2 = 12/2 = 6 [mm].
Avansul de aschiere se alege in functie de diametrul burghiului si de materialul de prelucrat din tabelul 9.98, pagina 237 [14]:
s = 0,14 0,2 [mm/rot].
Din caracteristicile masinii unelte, tabelul 10.1, pagina 267 [14], se alege avansul real de aschiere pe raza:
sr = 0,18 [mm/rot].
Durabilitatea economica a sculei aschietoare - se alege din tabelul 9.113, pagina 239 [14]:
Tec = 60 [min].
Uzura maxima admisibila a sculei aschietoare - se alege din tabelul 9.116, pagina 242 [14]:
ha = 1,2 [mm].
Viteza de aschiere - functie de diametrul gaurii si avansul de aschiere, din tabelul 9.121, pagina 244 [14], se alege:
Vtab = 20,9 [m/min];
Valoarea vitezei aleasa tabelar se corecteaza cu: k1 = 1,1 - coeficient de corectie functie de rezistenta materialului, din tabelul 9.121, pagina 244 [14].
Rezulta viteza corectata:
Vcor = k1 x v = 22,99 [m/min].
Turatia sculei aschietoare se determina cu relatia:
n = (1000 x Vcor )/(p x D) = 609,82 [rot/min].
Din caracteristicile masinii unelte, tabelul 10.1, pagina 267 [14], se alege turatia reala de aschiere:
nr = 500 [rot/min].
Se recalculeaza viteza reala de aschiere:
vr = (π x D x nr)/1000 = 18,85 [m/min].
Verificarea puterii motorului electric se face cu relatia:
Nr = (2 x Mt x vr)/(6000 x D x η) = 0,609 [kw].
Unde Mt = 990 [daNmm] este valoarea momentului de torsiune, si se alege din tabelul 9.121 pagina 244 [14].
Din acelasi tabel se scoate puterea Ne = 0,70 [kw].
Nr Ne, rezulta ca prelucrarea de la aceasta faza se poate executa pe SN450x1000, cu parametrii reali ai regimului de aschiere stabiliti anterior, adica:
t = 6 [mm];
sr = 0,18 [mm/rot];
vr = 18,85 [m/min];
nr = 500 [rot/min];
Ne = 0,609 [kw];
Mt = 990 [daNmm].
d) Filetare M14x25 [mm]
Masina unealta: SN 450x1000.
Scula aschietoare: functie de tipul prelucrarii se va alege un tarod lung de masina pentru filet metric normal, STAS 575-80, clasa de precizie mijlocie, din otel rapid.
Alegerea dimensiunii intermediare, inainte de filetare: functie de dimensiunile filetului, din tabelul 8.61, pagina 142 [14] se alege diametrul burghiului cu care se gaureste: D = 12 [mm]
Adancimea de aschiere - filetarea executandu-se intr-o singura trecere cu tarodul de masina, adancimea va fi egala cu adaosul de prelucrare pe raza:
t = Ap = (De - Di)/2 = 1 [mm].
Avansul de aschiere - intrucat la filetare avansul sculei corespunde cu pasul filetului, rezulta:
s = p = 1,6 [mm/rot] - din tabelul 11.75, pagina 334 [14].
Durabilitatea economica a sculei aschietoare - se alege in functie de tipul sculei si al prelucrarii, din tabelul 9.10, pagina 161 [14]:
Tec = 90 [min].
Viteza de aschiere
Din tabelul 11.75, pagina 334 [14], se alege turatia recomandata pentru tarod M14: n = 80 [rot/min].
Din caracteristicile masinii unelte adoptate, tabelul 10.1, pagina 267 [14], se alege turatia reala de aschiere:
nr = 80 [rot/min].
In aceste conditii, viteza reala de aschiere va fi:
vr = (π x D x nr)/1000 = 3,52 [m/min].
Verificarea puterii nu se va face, deoarece la acest tip de prelucrari puterea consumata este mult mai mica decat cea a motorului electric.
Rezulta ca prelucrarea de la aceasta faza se poate executa pe SN450x1000, cu parametrii reali ai regimului de aschiere stabiliti anterior, adica:
t = 1 [mm];
sr = 1,6 [mm/rot];
vr = 3,52 [m/min];
nr = 80 [rot/min].
a) Strunjire de degrosare Φ 57 x 22 [mm]
Masina unealta: SN 450x1000.
Scula aschietoare: cutit de degrosare STAS 6351-80/ P30-I.
Adancimea de aschiere:
2t = Φ max - Φ min = 60 -57 = 3,0 [mm]
t = 2,2 [mm]
Avansul: conform tabelului 9.1, pagina 156 [14], se recomanda:
s = 0,3 1,0 [mm/rot].
Din caracteristicile masinii, tabelul 10.1, pagina 267 [14], se alege avansul real de aschiere:
sr = 0,5 [mm/rot].
Durabilitatea economica a sculei aschietoare - se alege din tabelul 9.10, pagina 161 [14]:
Tec = 90 [min].
Uzura maxima admisibila a sculei aschietoare - se alege din tabelul 9.11, pagina 161 [14]:
ha = 1,2 [mm].
Viteza de aschiere: din tabelul 9.15, pagina 164 [14], se aleg valorile:
V = 172 [m/min];
Pz = 108 [daN];
Ne = 3,80 [kw].
Valoarea vitezei aleasa tabelar se corecteaza cu:
k1 = 0,65 - coeficient de corectie functie de calitatea placutei (carbura metalica P30-I);
k2 = 0,96 - coeficient de corectie functie de durata taisului pana la o noua reascutire.
Rezulta viteza corectata:
V cor = k1 x k2 x v = 107,32[m/min].
Turatia se determina cu relatia:
n = (1000 x v)/( π x D) = 377,08 [rot/min]
Din caracteristicile masinii unelte, tabelul 10.1, pagina 267 [14], se alege turatia reala de aschiere:
nr = 315 [rot/min]
Se recalculeaza viteza reala de aschiere:
vr = (π x D x nr)/1000 = 89,65 [m/min]
Verificarea puterii motorului electric se face cu relatia:
Nr = (Pz x vr)/(6000 x h) = 1,89 [kw].
Nr Ne, rezulta ca prelucrarea de la aceasta faza se poate executa pe SN450x1000, cu parametrii reali ai regimului de aschiere stabiliti anterior, adica:
t = 2,2 [mm];
sr = 0,5 [mm/rot];
vr = 89,65 [m/min];
nr = 315 [rot/min];
Nr = 1,89 [kw];
Pz = 108 [daN].
b) Strunjire de finisare Φ 57 x 22 [mm] (de la Φ 60 [mm])
Masina unealta: SN 450x1000.
Scula aschietoare: cutit de finisare STAS 6312-80/ P30-I.
Adancimea de aschiere:
2t = Φ max - Φ min = 60 - 57 = 3 [mm]
![]() t = 0,3 [mm]
t = 0,3 [mm]
Avansul: conform tabelului 9.8, pagina 160 [14], se recomanda s = 0,12 0,24 [mm/rot].
Din caracteristicile masinii, tabelul 10.1, pagina 267 [14], se alege avansul real de aschiere:
sr = 0,14 [mm/rot].
Durabilitatea economica a sculei aschietoare - se alege din tabelul 9.10, pagina 161 [14]:
Tec = 90 [min].
Uzura maxima admisibila a sculei aschietoare - se alege din tabelul 9.11, pagina 161 [14]:
ha = 1,2 [mm].
Viteza de aschiere: din tabelul 9.15, pagina 164 [14], se aleg valorile:
V = 313 [m/min];
Pz = 12 [daN];
Ne = 0,66 [kw].
Valoarea vitezei aleasa tabelar se corecteaza cu:
k1 = 0,65 - coeficient de corectie functie de calitatea placutei (carbura metalica P30-I);
k1 = 0,96 - coeficient de corectie functie de durata taisului pana la o noua reascutire.
Rezulta viteza corectata:
V cor = k1 x k2 x v = 195,31 [m/min].
Turatia se determina cu relatia:
n = (1000 x v)/(p x D) = 690,76 [rot/min]
Din caracteristicile masinii unelte, tabelul 10.1, pagina 267 [14], se alege turatia reala de aschiere:
nr = 630 [rot/min]
Se recalculeaza viteza reala de aschiere:
vr = (p x D x nr)/1000 = 178,12 [m/min]
Verificarea puterii motorului electric se face cu relatia:
Nr = (Pz x vr)/(6000 x h) = 0,42 [kw].
Nr Ne, rezulta ca prelucrarea de la aceasta faza se poate executa pe SN450x1000, cu parametrii reali ai regimului de aschiere stabiliti anterior, adica:
t = 0,3 [mm];
sr = 0,14 [mm/rot];
vr = 178,12 [m/min];
nr = 630 [rot/min];
Nr = 0,42 [kw];
Pz = 12 [daN].
a) Strunjire de degrosare Φ 50 x 181 [mm] (de la Φ 60 [mm])
Masina unealta: SN 450x1000.
Scula aschietoare: cutit de degrosare STAS 6351-80/ P30-I.
Adaosul de prelucrare:
2Ap = Φ max - Φ min = 95 - 61 = 34 [mm]
i = 2 [treceri]
Adancimea de aschiere:
2t = 2Ap /2= 34/2 = 17 [mm]
t = 8,5 [mm]
Avansul: conform tabelului 9.1, pagina 156 [14], se recomanda:
s = 0,3 0,7 [mm/rot].
Din caracteristicile masinii, tabelul 10.1, pagina 267 [14], se alege avansul real de aschiere:
sr = 0,5 [mm/rot].
Durabilitatea economica a sculei aschietoare - se alege din tabelul 9.10, pagina 161 [14]:
Tec = 90 [min].
Uzura maxima admisibila a sculei aschietoare - se alege din tabelul 9.11, pagina 161 [14]:
ha = 1,2 [mm].
Viteza de aschiere: din tabelul 9.15, pagina 164 [14], se aleg valorile:
V = 135 [m/min];
Pz = 490 [daN];
Ne = 13,50 [kw].
Valoarea vitezei aleasa tabelar se corecteaza cu:
k1 = 0,65 - coeficient de corectie functie de calitatea placutei (carbura metalica P30-I);
k2 = 0,96 - coeficient de corectie functie de durata taisului pana la o noua reascutire.
Rezulta viteza corectata:
V cor = k1 x k2 x v = 84,24 [m/min].
Turatia se determina cu relatia:
n = (1000 x v)/( π x D) = 439,58 [rot/min]
Din caracteristicile masinii unelte, tabelul 10.1, pagina 267 [14], se alege turatia reala de aschiere:
nr = 400 [rot/min]
Se recalculeaza viteza reala de aschiere:
vr = (π x D x nr)/1000 = 76,65 [m/min]
Verificarea puterii motorului electric se face cu relatia:
Nr = (Pz x vr)/(6000 x h) = 7,36 [kw].
Nr Ne, rezulta ca prelucrarea de la aceasta faza se poate executa pe SN450x1000, cu parametrii reali ai regimului de aschiere stabiliti anterior, adica:
t = 8,5 [mm];
sr = 0,5 [mm/rot];
vr = 84,24 [m/min];
nr = 400 [rot/min];
Nr = 7,36 [kw];
Pz = 490 [daN].
b) Strunjire de degrosare Φ 40 x 82 [mm] (de la Φ 50 [mm])
Masina unealta: SN 450x1000.
Scula aschietoare: cutit de degrosare STAS 6351-80/ P30-I.
Adaosul de prelucrare:
Adancimea de aschiere:
2t = Φ max - Φ min = 61 - 56 = 5 [mm]
t = 2,5 [mm]
Avansul: conform tabelului 9.1, pagina 156 [14], se recomanda:
s = 0,4 0,5 [mm/rot].
Din caracteristicile masinii, tabelul 10.1, pagina 267 [14], se alege avansul real de aschiere:
sr = 0,5 [mm/rot].
Durabilitatea economica a sculei aschietoare - se alege din tabelul 9.10, pagina 161 [14]:
Tec = 90 [min].
Uzura maxima admisibila a sculei aschietoare - se alege din tabelul 9.11, pagina 161 [14]:
ha = 1,2 [mm].
Viteza de aschiere: din tabelul 9.15, pagina 164 [14], se aleg valorile:
V = 172 [m/min];
Pz = 108 [daN];
Ne = 3,80 [kw].
Valoarea vitezei aleasa tabelar se corecteaza cu:
k1 = 0,65 - coeficient de corectie functie de calitatea placutei (carbura metalica P30-I);
k2 = 0,96 - coeficient de corectie functie de durata taisului pana la o noua reascutire.
Rezulta viteza corectata:
V cor = k1 x k2 x v = 107,32 [m/min].
Turatia se determina cu relatia:
n = (1000 x v)/( π x D) = 610,06 [rot/min]
Din caracteristicile masinii unelte, tabelul 10.1, pagina 267 [14], se alege turatia reala de aschiere:
nr = 500 [rot/min]
Se recalculeaza viteza reala de aschiere:
vr = (π x D x nr)/1000 = 87,96 [m/min]
Verificarea puterii motorului electric se face cu relatia:
Nr = (Pz x vr)/(6000 x h) = 1,86 [kw].
Nr Ne, rezulta ca prelucrarea de la aceasta faza se poate executa pe SN450x1000, cu parametrii reali ai regimului de aschiere stabiliti anterior, adica:
t = 2,5 [mm];
sr = 0,5 [mm/rot];
vr = 87,96 [m/min];
nr = 500 [rot/min];
Nr = 1,86 [kw];
Pz = 108 [daN].
d) Strunjire de degrosare Φ 48,8 x 20 [mm] (de la Φ56 [mm])
Masina unealta: SN 450x1000.
Scula aschietoare: cutit de degrosare STAS 6351-80/ P30-I.
Adancimea de aschiere:
2t = Φ max - Φ min = 56 - 48,8 = 7,2 [mm]
t = 3,6 [mm]
Avansul: conform tabelului 9.1, pagina 156 [14], se recomanda:
s = 0,4 0,5 [mm/rot].
Din caracteristicile masinii, tabelul 10.1, pagina 267 [14], se alege avansul real de aschiere:
sr = 0,5 [mm/rot].
Durabilitatea economica a sculei aschietoare - se alege din tabelul 9.10, pagina 161 [14]:
Tec = 90 [min].
Uzura maxima admisibila a sculei aschietoare - se alege din tabelul 9.11, pagina 161 [14]:
ha = 1,2 [mm].
Viteza de aschiere: din tabelul 9.15, pagina 164 [14], se aleg valorile:
V = 158 [m/min];
Pz = 166 [daN];
Ne = 5,40 [kw].
Valoarea vitezei aleasa tabelar se corecteaza cu:
k1 = 0,65 - coeficient de corectie functie de calitatea placutei (carbura metalica P30-I);
k2 = 0,96 - coeficient de corectie functie de durata taisului pana la o noua reascutire.
Rezulta viteza corectata:
V cor = k1 x k2 x v = 98,59 [m/min].
Turatia se determina cu relatia:
n = (1000 x v)/( π x D) = 643,09 [rot/min]
Din caracteristicile masinii unelte, tabelul 10.1, pagina 267 [14], se alege turatia reala de aschiere:
nr = 615 [rot/min]
Se recalculeaza viteza reala de aschiere:
vr = (π x D x nr)/1000 = 94,28 [m/min]
Verificarea puterii motorului electric se face cu relatia:
Nr = (Pz x vr)/(6000 x h) = 3,06 [kw].
Nr Ne, rezulta ca prelucrarea de la aceasta faza se poate executa pe SN450x1000, cu parametrii reali ai regimului de aschiere stabiliti anterior, adica:
t = 3,6 [mm];
sr = 0,5 [mm/rot];
vr = 94,28 [m/min];
nr = 615 [rot/min];
Nr = 3,06 [kw];
Pz = 166 [daN].
a) Strunjire de finisare Φ 50 x 20 [mm] (de la Φ 48,8 [mm])
Masina unealta: SN 450x1000.
Scula aschietoare: cutit de finisare STAS 6312-80/ P30-I.
Adancimea de aschiere:
2t = Φ max - Φ min = 48,8 - 48 = 0,8 [mm]
![]() t = 0,4 [mm]
t = 0,4 [mm]
Avansul: conform tabelului 9.8, pagina 160 [14], se recomanda s = 0,12 0,24 [mm/rot].
Din caracteristicile masinii, tabelul 10.1, pagina 267 [14], se alege avansul real de aschiere:
sr = 0,14 [mm/rot].
Durabilitatea economica a sculei aschietoare - se alege din tabelul 9.10, pagina 161 [14]:
Tec = 90 [min].
Uzura maxima admisibila a sculei aschietoare - se alege din tabelul 9.11, pagina 161 [14]:
ha = 1,2 [mm].
Viteza de aschiere: din tabelul 9.15, pagina 164 [14], se aleg valorile:
V = 313 [m/min];
Pz = 12 [daN];
Ne = 0,66 [kw].
Valoarea vitezei aleasa tabelar se corecteaza cu:
k1 = 0,65 - coeficient de corectie functie de calitatea placutei (carbura metalica P30-I);
k1 = 0,96 - coeficient de corectie functie de durata taisului pana la o noua reascutire.
Rezulta viteza corectata:
V cor = k1 x k2 x v = 195,31 [m/min].
Turatia se determina cu relatia:
n = (1000 x v)/(p x D) = 1295,18 [rot/min]
Din caracteristicile masinii unelte, tabelul 10.1, pagina 267 [14], se alege turatia reala de aschiere:
nr = 1250 [rot/min]
Se recalculeaza viteza reala de aschiere:
vr = (p x D x nr)/1000 = 188,49 [m/min]
Verificarea puterii motorului electric se face cu relatia:
Nr = (Pz x vr)/(6000 x h) = 0,44 [kw].
Nr Ne, rezulta ca prelucrarea de la aceasta faza se poate executa pe SN450x1000, cu parametrii reali ai regimului de aschiere stabiliti anterior, adica:
t = 0,4 [mm];
sr = 0,14 [mm/rot];
vr = 195,31 [m/min];
nr = 1250 [rot/min];
Nr = 0,44 [kw];
Pz = 12 [daN].
b) Strunjire de finisare Φ 50 x 35 [mm] (de la Φ 52 [mm])
Masina unealta: SN 450x1000.
Scula aschietoare: cutit de finisare STAS 6312-80/ P30-I.
Adancimea de aschiere:
2t = Φ max - Φ min = 52 - 50,2 = 1,8 [mm]
![]() t = 0,4 [mm]
t = 0,4 [mm]
Avansul: conform tabelului 9.8, pagina 160 [14], se recomanda s = 0,12 0,24 [mm/rot].
Din caracteristicile masinii, tabelul 10.1, pagina 267 [14], se alege avansul real de aschiere:
sr = 0,14 [mm/rot].
Durabilitatea economica a sculei aschietoare - se alege din tabelul 9.10, pagina 161 [14]:
Tec = 90 [min].
Uzura maxima admisibila a sculei aschietoare - se alege din tabelul 9.11, pagina 161 [14]:
ha = 1,2 [mm].
Viteza de aschiere: din tabelul 9.15, pagina 164 [14], se aleg valorile:
V = 313 [m/min];
Pz = 12 [daN];
Ne = 0,66 [kw].
Valoarea vitezei aleasa tabelar se corecteaza cu:
k1 = 0,65 - coeficient de corectie functie de calitatea placutei (carbura metalica P30-I);
k1 = 0,96 - coeficient de corectie functie de durata taisului pana la o noua reascutire.
Rezulta viteza corectata:
V cor = k1 x k2 x v = 195,31 [m/min].
Turatia se determina cu relatia:
n = (1000 x v)/(p x D) = 1126,25 [rot/min]
Din caracteristicile masinii unelte, tabelul 10.1, pagina 267 [14], se alege turatia reala de aschiere:
nr = 1000 [rot/min]
Se recalculeaza viteza reala de aschiere:
vr = (p x D x nr)/1000 = 173,41 [m/min]
Verificarea puterii motorului electric se face cu relatia:
Nr = (Pz x vr)/(6000 x h) = 0,40 [kw].
Nr Ne, rezulta ca prelucrarea de la aceasta faza se poate executa pe SN450x1000, cu parametrii reali ai regimului de aschiere stabiliti anterior, adica:
t = 0,4 [mm];
sr = 0,14 [mm/rot];
vr = 173,41 [m/min];
nr = 1000 [rot/min];
Nr = 0,40 [kw];
Pz = 12 [daN].
c) Strunjire de finisare Φ 60,2 x 80 [mm] (de la Φ 61 [mm])
Masina unealta: SN 450x1000.
Scula aschietoare: cutit de finisare STAS 6312-80/ P30-I.
Adancimea de aschiere:
2t = Φ max - Φ min = 61 - 60,2 = 0,8 [mm]
![]() t = 0,4 [mm]
t = 0,4 [mm]
Avansul: conform tabelului 9.8, pagina 160 [14], se recomanda s = 0,12 0,24 [mm/rot].
Din caracteristicile masinii, tabelul 10.1, pagina 267 [14], se alege avansul real de aschiere:
sr = 0,14 [mm/rot].
Durabilitatea economica a sculei aschietoare - se alege din tabelul 9.10, pagina 161 [14]:
Tec = 90 [min].
Uzura maxima admisibila a sculei aschietoare - se alege din tabelul 9.11, pagina 161 [14]:
ha = 1,2 [mm].
Viteza de aschiere: din tabelul 9.15, pagina 164 [14], se aleg valorile:
V = 313 [m/min];
Pz = 12 [daN];
Ne = 0,66 [kw].
Valoarea vitezei aleasa tabelar se corecteaza cu:
k1 = 0,65 - coeficient de corectie functie de calitatea placutei (carbura metalica P30-I);
k1 = 0,96 - coeficient de corectie functie de durata taisului pana la o noua reascutire.
Rezulta viteza corectata:
V cor = k1 x k2 x v = 195,31 [m/min].
Turatia se determina cu relatia:
n = (1000 x v)/(p x D) = 1032,71 [rot/min]
Din caracteristicile masinii unelte, tabelul 10.1, pagina 267 [14], se alege turatia reala de aschiere:
nr = 1000 [rot/min]
Se recalculeaza viteza reala de aschiere:
vr = (p x D x nr)/1000 = 189,12 [m/min]
Verificarea puterii motorului electric se face cu relatia:
Nr = (Pz x vr)/(6000 x h) = 0,44 [kw].
Nr Ne, rezulta ca prelucrarea de la aceasta faza se poate executa pe SN450x1000, cu parametrii reali ai regimului de aschiere stabiliti anterior, adica:
t = 0,4 [mm];
sr = 0,14 [mm/rot];
vr = 189,12 [m/min];
nr = 1000 [rot/min];
Nr = 0,44 [kw];
Pz = 12 [daN].
Masina unealta: WMW BK 63.
Adaosul de prelucrare pe raza este: Ap = D/2 = 8,5/2 = 4,25 [mm].
Scula aschietoare: potrivit prelucrarii se va folosi o freza cu coada conica cu diametrul D = 8,5 [mm], din otel rapid, STAS 575-80.
Adancimea de aschiere - reprezinta adaosul de prelucrare pe raza:
t = D/2 = 8,5/2 = 4,25 [mm].
Avansul de aschiere se alege in functie de diametrul burghiului si de materialul de prelucrat din tabelul 9.98, pagina 237 [14]:
s = 0,17 0,28 [mm/rot].
Din caracteristicile masinii unelte, tabelul 10.3, pagina 274 [14], se alege avansul real de aschiere pe raza:
sr = 0,18 [mm/rot].
Durabilitatea economica a sculei aschietoare - se alege din tabelul 9.113, pagina 239 [14]:
Tec = 22 [min].
Uzura maxima admisibila a sculei aschietoare - se alege din tabelul 9.116, pagina 242 [14]:
h = 1,2 [mm].
Viteza de aschiere - functie de diametrul gaurii si avansul de aschiere, din tabelul 9.121, pagina 244 [14], se alege:
Vtab = 19,9 [m/min];
Valoarea vitezei aleasa tabelar se corecteaza cu: k1 = 1,1 - coeficient de corectie functie de rezistenta materialului, din tabelul 9.121, pagina 244 [14].
Rezulta viteza corectata:
Vcor = k1 x v = 21,54 [m/min].
Turatia sculei aschietoare se determina cu relatia:
n = (1000 x Vcor )/(π x D) = 806,55 [rot/min].
Din caracteristicile masinii unelte, tabelul 10.3, pagina 274 [14], se alege turatia reala de aschiere:
nr = 710 [rot/min].
Se recalculeaza viteza reala de aschiere:
vr = ( x D x nr)/1000 = 18,96 [m/min].
Verificarea puterii motorului electric se face cu relatia:
Nr = (2 x Mt x vr)/(6000 x D x ) = 0,338 [kw].
Unde Mt = 387 [daNmm] este valoarea momentului de torsiune, si se alege din tabelul 9.121 pagina 244
Din caracteristicile masinii unelte, tabelul 10.3, pagina 274 [14], se scoate puterea motorului electric: NME = 9,8 [kw].
Nr ≤ NME, rezulta ca prelucrarea de la aceasta faza se poate executa pe WMW BK 63, cu parametrii reali ai regimului de aschiere stabiliti anterior, adica:
t = 4,25 [mm];
sr = 0,18 [mm/rot];
vr = 18,96 [m/min];
nr = 710 [rot/min];
Nr = 0,338 [kw].
b) Filetare M10 x 15 [mm] - 2 gauri
Masina unealta: WMW BK 63.
Scula aschietoare: functie de tipul prelucrarii se va alege un tarod lung de masina pentru filet metric normal, STAS 575-80, clasa de precizie mijlocie, din otel rapid.
Alegerea dimensiunii intermediare, inainte de filetare: functie de dimensiunile filetului, din tabelul 8.61, pagina 142 [14] se alege diametrul burghiului cu care se gaureste: D = 8,5 [mm]
Adancimea de aschiere - filetarea executandu-se intr-o singura trecere cu tarodul de masina, adancimea va fi egala cu adaosul de prelucrare pe raza:
t = Ap = (De - Di)/2 = 0,75 [mm].
Avansul de aschiere - intrucat la filetare avansul sculei corespunde cu pasul filetului, rezulta:
s = p = 1 [mm/rot] - din tabelul 11.75, pagina 334 [14].
Durabilitatea economica a sculei aschietoare - se alege in functie de tipul sculei si al prelucrarii, din tabelul 9.10, pagina 161 [14]:
Tec = 90 [min].
Viteza de aschiere
Din tabelul 11.73, pagina 332 [14], se alege turatia recomandata pentru tarod M 10: n = 125 [rot/min].
Din caracteristicile masinii unelte adoptate, tabelul 10.3, pagina 274 [14], se alege turatia reala de aschiere:
nr = 125 [rot/min].
In aceste conditii, viteza reala de aschiere va fi:
vr = ( x D x nr)/1000 = 3,92 [m/min].
Verificarea puterii nu se va face, deoarece la acest tip de prelucrari puterea consumata este mult mai mica decat cea a motorului electric:
Rezulta ca prelucrarea de la aceasta faza se poate executa pe WMW BK 63, cu parametrii reali ai regimului de aschiere stabiliti anterior, adica:
t = 0,75 [mm];
sr = 1 [mm/rot];
vr = 3,92 [m/min];
nr = 125 [rot/min].
a)
Tesire 0,4 x 450 - de capat
Masina unealta: SN 450x1000.
Scula aschietoare: cutit pentru tesire STAS 3583-80/ P30-I, cu unghiul
c
Adancimea de aschiere:
t = 3 [mm]
Avansul: conform tabelului 9.1, pagina 156 [14], se recomanda s = 0,4 0,5 [mm/rot].
Din caracteristicile masinii, tabelul 10.1, pagina 267 [14], se alege avansul real de aschiere:
sr = 0,5 [mm/rot].
Durabilitatea economica a sculei aschietoare - se alege din tabelul 9.10, pagina 161 [14]:
Tec = 90 [min].
Uzura maxima admisibila a sculei aschietoare - se alege din tabelul 9.11, pagina 161 [14]:
ha = 1,2 [mm].
Viteza de aschiere: din tabelul 9.15, pagina 164 [14], se aleg valorile:
V = 158 [m/min];
Pz = 166 [daN];
Ne = 5,40 [kw].
Valoarea vitezei aleasa tabelar se corecteaza cu:
k1 = 0,65 - coeficient de corectie functie de calitatea placutei (carbura metalica P30-I);
k1 = 0,96 - coeficient de corectie functie de durata taisului pana la o noua reascutire.
Rezulta viteza corectata:
V cor = k1 x k2 x v = 98,59 [m/min].
Turatia se determina cu relatia:
n = (1000 x v)/(p x D) = 653,79 [rot/min]
Din caracteristicile masinii unelte, tabelul 10.1, pagina 267 [14], se alege turatia reala de aschiere:
nr = 630 [rot/min]
Se recalculeaza viteza reala de aschiere:
vr = (p x D x nr)/1000 = 95,0 [m/min]
Verificarea puterii nu se mai face, deoarece puterea consumata la aceasta prelucrare este mult mai mica decat puterea motorului electric.
Rezulta ca prelucrarea de la aceasta faza se va executa pe SN450x1000, cu parametrii reali ai regimului de aschiere stabiliti anterior, adica:
t = 3 [mm];
sr = 0,5 [mm/rot];
vr = 95,0 [m/min];
nr = 630 [rot/min].
b) Tesire 1,5 x 450 - la Φ 60 [mm]
Masina unealta: SN 450x1000.
Scula aschietoare: cutit pentru tesire STAS 3583-80/ P30-I, cu unghiul
c
Adancimea de aschiere:
t = 1,5 [mm]
Avansul: conform tabelului 9.1, pagina 156 [14], se recomanda s = 0,5 0,8 [mm/rot].
Din caracteristicile masinii, tabelul 10.1, pagina 267 [14], se alege avansul real de aschiere:
sr = 0,5 [mm/rot].
Durabilitatea economica a sculei aschietoare - se alege din tabelul 9.10, pagina 161 [14]:
Tec = 90 [min].
Uzura maxima admisibila a sculei aschietoare - se alege din tabelul 9.11, pagina 161 [14]:
ha = 1,2 [mm].
Viteza de aschiere: din tabelul 9.15, pagina 164 [14], se aleg valorile:
V = 180 [m/min];
Pz = 80[daN];
Ne = 2,90 [kw].
Valoarea vitezei aleasa tabelar se corecteaza cu:
k1 = 0,65 - coeficient de corectie functie de calitatea placutei (carbura metalica P30-I);
k1 = 0,96 - coeficient de corectie functie de durata taisului pana la o noua reascutire.
Rezulta viteza corectata:
V cor = k1 x k2 x v = 112,32 [m/min].
Turatia se determina cu relatia:
n = (1000 x v)/(p x D) = 595,87 [rot/min]
Din caracteristicile masinii unelte, tabelul 10.1, pagina 267 [14], se alege turatia reala de aschiere:
nr = 500 [rot/min]
Se recalculeaza viteza reala de aschiere:
vr = (p x D x nr)/1000 = 95,0 [m/min]
Verificarea puterii nu se mai face, deoarece puterea consumata la aceasta prelucrare este mult mai mica decat puterea motorului electric.
Rezulta ca prelucrarea de la aceasta faza se va executa pe SN450x1000, cu parametrii reali ai regimului de aschiere stabiliti anterior, adica:
t = 1,5 [mm];
sr = 0,5 [mm/rot];
vr = 94,24 [m/min];
nr = 500 [rot/min].
c) Strunjire de degajare
Masina unealta: SN 450x1000.
Scula aschietoare: cutit pentru degajare cu latimea de 3 [mm].
Adancimea de aschiere:
t = 3 [mm]
Avansul: conform tabelului 9.1, pagina 156 [14], se recomanda
s = 0,4 0,5 [mm/rot].
Din caracteristicile masinii, tabelul 10.1, pagina 267 [14], se alege avansul real de aschiere:
sr = 0,5 [mm/rot].
Durabilitatea economica a sculei aschietoare - se alege din tabelul 9.10, pagina 161 [14]:
Tec = 90 [min].
Uzura maxima admisibila a sculei aschietoare - se alege din tabelul 9.11, pagina 161 [14]:
ha = 1,2 [mm].
Viteza de aschiere: din tabelul 9.25, pagina 174 [14], se aleg valorile:
V = 189 [m/min];
Pz = 130 [daN];
Ne = 5,0 [kw].
Valoarea vitezei aleasa tabelar se corecteaza cu:
k1 = 0,65 - coeficient de corectie functie de calitatea placutei (P30).
Rezulta viteza corectata:
V cor = k1 x v = 122,85 [m/min].
Turatia se determina cu relatia:
n = (1000 x v)/(π x D) = 814,67 [rot/min]
Din caracteristicile masinii unelte, tabelul 10.1, pagina 267 [14], se alege turatia reala de aschiere:
nr = 800 [rot/min]
Se recalculeaza viteza reala de aschiere:
vr = (π x D x nr)/1000 = 120,63 [m/min]
Verificarea puterii motorului electric se face cu relatia:
Nr = (Pz x vr)/(6000 x h) = 0,03 [kw].
Nr Ne, rezulta ca prelucrarea de la aceasta faza se poate executa pe SN450x1000, cu parametrii reali ai regimului de aschiere stabiliti anterior, adica:
t = 3 [mm];
sr = 0,5 [mm/rot];
vr = 120,63 [m/min];
nr = 800 [rot/min];
Nr = 0,03 [kw];
Pz = 130 [daN].
d) Strunjire de degajare pentru rectificare
Masina unealta: SN 450x1000.
Scula aschietoare: cutit pentru degajare cu latimea de 2 [mm].
Adancimea de aschiere:
t = 2 [mm]
Avansul: conform tabelului 9.1, pagina 156 [14], se recomanda
s = 0,4 0,5 [mm/rot].
Din caracteristicile masinii, tabelul 10.1, pagina 267 [14], se alege avansul real de aschiere:
sr = 0,5 [mm/rot].
Durabilitatea economica a sculei aschietoare - se alege din tabelul 9.10, pagina 161 [14]:
Tec = 90 [min].
Uzura maxima admisibila a sculei aschietoare - se alege din tabelul 9.11, pagina 161 [14]:
ha = 1,2 [mm].
Viteza de aschiere: din tabelul 9.25, pagina 174 [14], se aleg valorile:
V = 172 [m/min];
Pz = 108 [daN];
Ne = 3,8 [kw].
Valoarea vitezei aleasa tabelar se corecteaza cu:
k1 = 0,65 - coeficient de corectie functie de calitatea placutei (P30).
Rezulta viteza corectata:
V cor = k1 x v = 111,8 [m/min].
Turatia se determina cu relatia:
n = (1000 x v)/(π x D) = 644,69 [rot/min]
Din caracteristicile masinii unelte, tabelul 10.1, pagina 267 [14], se alege turatia reala de aschiere:
nr = 630 [rot/min]
Se recalculeaza viteza reala de aschiere:
vr = (π x D x nr)/1000 = 109,25 [m/min]
Verificarea puterii motorului electric se face cu relatia:
Nr = (Pz x vr)/(6000 x h) = 2,31 [kw].
Nr Ne, rezulta ca prelucrarea de la aceasta faza se poate executa pe SN450x1000, cu parametrii reali ai regimului de aschiere stabiliti anterior, adica:
t = 2 [mm];
sr = 0,5 [mm/rot];
vr = 109,25 [m/min];
nr = 630 [rot/min];
Nr = 2,31 [kw];
Pz = 108 [daN].
e) Strunjire de degajare pentru rectificare la Φ 50,2 [mm]
Masina unealta: SN 450x1000.
Scula aschietoare: cutit pentru degajare cu latimea de 2 [mm].
Adancimea de aschiere:
t = 2 [mm]
Avansul: conform tabelului 9.1, pagina 156 [14], se recomanda
s = 0,4 0,5 [mm/rot].
Din caracteristicile masinii, tabelul 10.1, pagina 267 [14], se alege avansul real de aschiere:
sr = 0,5 [mm/rot].
Durabilitatea economica a sculei aschietoare - se alege din tabelul 9.10, pagina 161 [14]:
Tec = 90 [min].
Uzura maxima admisibila a sculei aschietoare - se alege din tabelul 9.11, pagina 161 [14]:
ha = 1,2 [mm].
Viteza de aschiere: din tabelul 9.25, pagina 174 [14], se aleg valorile:
V = 172 [m/min];
Pz = 108 [daN];
Ne = 3,8 [kw].
Valoarea vitezei aleasa tabelar se corecteaza cu:
k1 = 0,65 - coeficient de corectie functie de calitatea placutei (P30).
Rezulta viteza corectata:
V cor = k1 x v = 111,8 [m/min].
Turatia se determina cu relatia:
n = (1000 x v)/(π x D) = 591,14 [rot/min]
Din caracteristicile masinii unelte, tabelul 10.1, pagina 267 [14], se alege turatia reala de aschiere:
nr = 500 [rot/min]
Se recalculeaza viteza reala de aschiere:
vr = (π x D x nr)/1000 = 94,56 [m/min]
Verificarea puterii motorului electric se face cu relatia:
Nr = (Pz x vr)/(6000 x h) = 2,00 [kw].
Nr Ne, rezulta ca prelucrarea de la aceasta faza se poate executa pe SN450x1000, cu parametrii reali ai regimului de aschiere stabiliti anterior, adica:
t = 2 [mm];
sr = 0,5 [mm/rot];
vr = 94,56 [m/min];
nr = 500 [rot/min];
Nr = 2,00 [kw];
Pz = 108 [daN].
a) Rectificare Φ 50 h6 x 22 [mm]
Masina unealta: masina de rectificat exterior WMW - tabelul 10.11, pag.228 [15], cu distanta intre varfuri de 700 [mm].
Se prelucreaza prin rectificare diametrul piesei Df = 50 [mm], pe o lungime l = 22 [mm]. Rugozitatea suprafetei prelucrate: Ra = 1,6 [μm].
Scula abraziva: piatra pentru rectificare exterioara cu dimensiunile:
D = 300 [mm] si B = 50 [mm]. Conform STAS 601/1-84, se alege o piatra cilindrica plana 300 x 50 x 75 [mm].
Adaosul de prelucrare:
2Ap = 0,2 [mm/diametru].
Adancimea de aschiere corespunzatoare unei treceri se alege din tabelul 9.148, pag.184 [15]:
t = 0,02 [mm/trecere].
Rezulta numarul de treceri:
i = 2Ap/2t = 5 [treceri].
Durabilitatea economica a discului abraziv - se alege din tabelul 9.145, pagina 183 [15]:
Tec = 5 [min].
Viteza de aschiere: din tabelul 9.152, pagina 186 [15], se alege valoarea:
V = 30 [m/s].
Turatia discului abraziv se determina cu relatia:
n = (60000 x v)/(p x D) = 1910 [rot/min]
Din caracteristicile masinii de rectificat, tabelul 10.11, pagina 228 [15], se alege turatia reala de aschiere:
nr = 1450 [rot/min].
Se recalculeaza viteza reala de aschiere a discului:
vr = (p x D x nr)/60000 = 22,77 [m/s].
Stabilirea vitezei de avans circular a piesei:
Se cunosc:
- avansul longitudinal de patrundere: sp = 0,02 [mm/trecere];
- avansul longitudinal: sl = 0,5 x B = 25 [mm/rot];
- diametrul de rectificat: d = 60 [mm].
Din tabelul 9.152, pag.186 [15] se alege viteza de avans circular a piesei: vstab = 22 [m/min].
Turatia piesei se determina cu relatia:
np = (1000 x vs)/(p x d) = 116,71 [rot/min].
Din caracteristicile masinii unelte, tabelul 10.11, pagina 228 [15], se alege turatia reala a piesei:
npr = 100 [rot/min].
Se recalculeaza viteza reala de avans reala:
vsr = (p x d x npr)/1000 = 18,84 [m/min].
Viteza longitudinala a mesei:
vl = sl x npr = 4000 [mm/min] = 4 [m/min].
Viteza longitudinala a mesei se poate realiza pe masina aleasa care permite o reglare continua a vitezei mesei in limitele (0 7) [m/min] - vezi tabelul 10.11, pagina 228 [15].
Verificarea puterii: din tabelul 9.154, pagina 189 [15] se alege puterea efectiva Ne = 2,8 [kw], care se corecteaza cu:
k1 = 0,8 - coeficient de corectie functie de latimea si duritatea pietrei, ales din tabelul 9.154, pagina 189 [15];
k2 = 1,12 - coeficient de corectie functie de diametrul piesei, ales din tabelul 9.154, pagina 189 [15].
Rezulta puterea reala:
Nr = k1 x k2 x Ne = 2,508 [kw].
Din caracteristicile masinii unelte, tabelul 10.1, pagina 228 [15], se gaseste puterea masinii unelte: NMU = 3,2 [kw].
Nr NMU, rezulta ca prelucrarea de la aceasta faza se poate executa pe masina de rectificat WMW 700, cu parametrii reali ai regimului de aschiere stabiliti anterior, adica:
t = 0,02 [mm/trecere];
i = 5 [treceri];
sl = 25 [mm/rot];
vr = 18,84 [m/min];
nd = 1450 [rot/min];
vsr = 18,84 [m/min];
np = 100 [rot/min];
vl = 4 [m/min];
Nr = 2,5 [kw].
b) Rectificare Φ 50 h8 x 35 [mm]
Masina unealta: masina de rectificat exterior WMW - tabelul 10.11, pag.228 [15], cu distanta intre varfuri de 700 [mm].
Se prelucreaza prin rectificare diametrul piesei Df = 55 [mm], pe o lungime l = 30 [mm]. Rugozitatea suprafetei prelucrate: Ra = 1,6 [μm].
Scula abraziva: piatra pentru rectificare exterioara cu dimensiunile:
D = 300 [mm] si B = 50 [mm]. Conform STAS 601/1-84, se alege o piatra cilindrica plana 300 x 50 x 75 [mm].
Prelucrarea de la aceasta faza se va executa pe masina de rectificat WMW 700, cu parametrii reali ai regimului de aschiere stabiliti la faza anterioara, adica:
t = 0,02 [mm/trecere];
i = 5 [treceri];
sl = 25 [mm/rot];
vr = 18,84 [m/min];
nd = 1450 [rot/min];
vsr = 18,84 [m/min];
np = 100 [rot/min];
vl = 4 [m/min];
Nr = 2,5 [kw].
In norma tehnica de timp intra o suma de timpi, astfel:
Tn = Tb + Ta + Ton + Td + Tpi/n [min]
in care:
Tn = timpul normat pe operatie;
Tb = timpul de baza (tehnologic, de masina);
Ta = timpul auxiliar (ajutator);
Ton = timpul de odihna si necesitati firesti;
Td = timpul de deservire tehnica si organizatorica;
Tpi = timpul de pregatire - incheiere;
n = lotul de piese care se prelucreaza la aceeasi masina in mod continuu.
Timpul de baza se poate calcula analitic cu relatia:
Tb = (L + L1 + L2 ) x i / (s x n) [min]
in care:
L = lungimea de strunjire sau gaurire in [mm];
L1 = lungimea de angajare a sculei = (0,5 - 3) [mm];
L2 = lungimea de iesire a sculei = (1 - 4) [mm];
i = numarul de treceri;
n = numarul de rotatii/minut;
s = avansul in [mm/rot].
Vom calcula norma tehnica de timp pentru productia de serie mijlocie, considerand n = 100 [buc]. In acest caz timpul de baza (de masina) se calculeaza analitic cu relatia prezentata anterior.
Tb = (L + L1 + L2 ) x i / (s x n) [min]
L = D/2 = 95/2 = 47,5 [mm];
L1 + L2 = 5 [mm];
sr = 0,20 [mm/rot];
nr = 400 [rot/min]
Rezulta: Tb = 0,656 [min]
Din normative se alege timpul ajutator:
Ta = S tai = 0,35 [min]
Timpul de prindere-desprindere: tpd = 0,44 [min]
Rezulta urmatorii timpi:
tdt = 2 x Tb /100 = 0,013 [min]
tdo = (Tb + Ta) /100 = 0,010 [min]
ton = (Tb + Ta) x 3,5 /100 = 0,035 [min]
Rezulta ca timpul unitar pentru operatia 1 va fi:
Tu1 = Tb + Ta + tdt + tdo + ton + tpd = 1,504[min]
Timpul de pregatire - incheiere se alege din normative:
Tpi = 10 [min]
In aceste conditii, norma tehnica de timp pentru operatia 1 va fi:
Tn1 = Tu1 + Tpi = 1,604 [min]
a) Strunjire frontala Φ 60 la curat
Tb = (L + L1 + L2 ) x i / (s x n) [min]
L = D/2 = 95/2 = 47,5 [mm];
L1 + L2 = 5 [mm];
sr = 0,5 [mm/rot];
nr = 400 [rot/min].
Rezulta: Tb = 0,262 [min]
Din normative (tabelele 12.21, pagina 361 [Vlase], 12.22, pagina 362 [Vlase] si 12.23, pagina 363 [Vlase]) se aleg timpii ajutatori : ta1-a3
Ta = S tai =0,37 [min].
b) pentru centruire I A 3,15
Tb = (L + L1 + L2 ) x i / (s x n) [min]
L + L1 + L2 = 12 [mm];
sr = 0,028 [mm/rot];
nr = 1250 [rot/min].
Rezulta: Tb = 0,343 [min]
Din normative se alege timpul ajutator:
Ta = S tai =0,25 [min].
In aceste conditii, timpii de baza si auxiliar pentru operatia 2 sunt:
Tb = S Tbi = 0,605 [min];
Ta = S Tai = 0,62 [min].
Timpul de prindere-desprindere: tpd = 0,44 [min]
Rezulta urmatorii timpi:
tdt = 2 x Tb /100 = 0,012 [min];
tdo = (Tb + Ta) /100 = 0,012 [min]
ton = (Tb + Ta) x 3 /100 = 0,036 [min]
Rezulta ca timpul unitar pentru operatia 2 va fi:
Tu2 = Tb + Ta + tdt + tdo + ton + tpd = 1,833 [min]
Timpul de pregatire - incheiere se alege din normative:
Tpi = 10 [min]
In aceste conditii, norma tehnica de timp pentru operatia 3 va fi:
Tn2 = Tu2 + Tpi = 1,933 [min].
a) Strunjire frontala Φ 95 x 145 [mm]
Tb = (L + L1 + L2 ) x i / (s x n) [min]
L = D/2 = 95/2 = 47,5 [mm];
L1 + L2 = 5 [mm];
sr = 0,5 [mm/rot];
nr = 400 [rot/min].
Rezulta: Tb = 0,262 [min]
Din normative (tabelele 12.21, pagina 361 [Vlase], 12.22, pagina 362 [Vlase] si 12.23, pagina 363 [Vlase]) se aleg timpii ajutatori : ta1-a3
Ta = S tai =0,37 [min].
b) pentru centruire I
Tb = (L + L1 + L2 ) x i / (s x n) [min]
L + L1 + L2 = 12 [mm];
sr = 0,028 [mm/rot];
nr = 1250 [rot/min].
Rezulta: Tb = 0,343 [min]
Din normative se alege timpul ajutator:
Ta = S tai =0,25 [min].
c) Gaurire Φ 12x30[mm]
Tb = (L + L1 + L2 ) x i / (s x n) [min]
L = 30 [mm];
L1 + L2 = 7 [mm];
sr = 0,18 [mm/rot];
nr = 500 [rot/min].
Rezulta: Tb = 0,411 [min]
Din normative se alege timpul ajutator:
Ta = S tai =0,45 [min].
d) Filetare M14x25 [mm]
Tb = (L + L1 + L2 ) x i / (s x n) [min]
L = 25 [mm];
L1 + L2 = 7 [mm];
sr = 1,6 [mm/rot];
nr = 80 [rot/min].
Rezulta: Tb = 0,25 [min]
Din normative se alege timpul ajutator:
Ta = S tai = 0,45 [min].
In aceste conditii, timpii de baza si auxiliar pentru operatia 3 sunt:
Tb = S Tbi = 1,266 [min];
Ta = S Tai = 1,52 [min].
Timpul de prindere-desprindere: tpd = 0,44 [min]
Rezulta urmatorii timpi:
tdt = 2 x Tb /100 = 0,025 [min];
tdo = (Tb + Ta) /100 = 0,028 [min]
ton = (Tb + Ta) x 3 /100 = 0,083 [min]
Rezulta ca timpul unitar pentru operatia 3 va fi:
Tu3 = Tb + Ta + tdt + tdo + ton + tpd = 3,362 [min]
Timpul de pregatire - incheiere se alege din normative:
Tpi = 10 [min]
In aceste conditii, norma tehnica de timp pentru operatia 3 va fi:
Tn3 = Tu3 + Tpi = 3,462 [min].
a) Strunjire de degrosare Φ 50 x 15 [mm] (de la Φ 95[mm])
Tb = (L + L1 + L2 ) x i / (s x n) [min]
L = 15 [mm];
L1 + L2 = 5 [mm];
sr = 0,5 [mm/rot];
nr = 315 [rot/min].
Rezulta: Tb = 0,127 [min]
Din normative (tabelele 12.21, pagina 361 [Vlase], 12.22, pagina 362 [Vlase] si 12.23, pagina 363 [Vlase]) se aleg timpii ajutatori:
Ta = S tai = 0,37 [min].
b) Strunjire de finisare Φ 90 x 15 [mm] (de la Φ 90,6 [mm])
Tb = (L + L1 + L2 ) x i / (s x n) [min]
L = 15 [mm];
L1 + L2 = 5 [mm];
sr = 0,14 [mm/rot];
nr = 630 [rot/min].
Rezulta: Tb = 0,226 [min]
Din normative se alege timpul ajutator:
Ta = S tai = 0,37 [min].
In aceste conditii, timpii de baza si auxiliar pentru operatia 4 sunt:
Tb = S Tbi = 0,353 [min];
Ta = S Tai = 0,74 [min].
Timpul de prindere-desprindere: tpd = 0,44 [min]
Rezulta urmatorii timpi:
tdt = 2 x Tb /100 = 0,007 [min];
tdo = (Tb + Ta) /100 = 0,011 [min]
ton = (Tb + Ta) x 3,5 /100 = 0,038 [min]
Rezulta ca timpul unitar pentru operatia 4 va fi:
Tu4 = Tb + Ta + tdt + tdo + ton + tpd = 1,589 [min]
Timpul de pregatire - incheiere se alege din normative:
Tpi = 10 [min]
In aceste conditii, norma tehnica de timp pentru operatia 4 va fi:
Tn4 = Tu4 + Tpi = 1,689 [min].
a) Strunjire de degrosare Φ 57 x 130 [mm] (de la Φ 60[mm])
Tb = (L + L1 + L2 ) x i / (s x n) [min]
L = 130 [mm];
L1 + L2 = 7 [mm];
i = 2 [treceri]
sr = 0,5 [mm/rot];
nr = 400 [rot/min].
Rezulta: Tb = 1,3 [min]
Din normative (tabelele 12.21, pagina 361 [Vlase], 12.22, pagina 362 [Vlase] si 12.23, pagina 363 [Vlase]) se aleg timpii ajutatori:
Ta = S tai = 0,74 [min].
b) Strunjire de degrosare Φ 40 x 82 [mm] (de la Φ 50 [mm])
Tb = (L + L1 + L2 ) x i / (s x n) [min]
L = 50 [mm];
L1 + L2 = 5 [mm];
sr = 0,5 [mm/rot];
nr = 500 [rot/min].
Rezulta: Tb = 0,22 [min]
Ta = S tai = 0,37 [min].
c) Strunjire de degrosare Φ 50 x 86,5 si 181,5 [mm] (de la Φ60 [mm])
Tb = (L + L1 + L2 ) x i / (s x n) [min]
L = 20 [mm];
L1 + L2 = 5 [mm];
sr = 0,5 [mm/rot];
nr = 615 [rot/min].
Rezulta: Tb = 0,081 [min]
Ta = S tai = 0,37 [min].
In aceste conditii, timpii de baza si auxiliar pentru operatia 5 sunt:
Tb = S Tbi = 1,601 [min];
Ta = S Tai = 1,48 [min].
Timpul de prindere-desprindere: tpd = 0,44 [min]
Rezulta urmatorii timpi:
tdt = 2 x Tb /100 = 0,032 [min];
tdo = (Tb + Ta) /100 = 0,031 [min]
ton = (Tb + Ta) x 3,5 /100 = 0,108 [min]
Rezulta ca timpul unitar pentru operatia 5 va fi:
Tu5 = Tb + Ta + tdt + tdo + ton + tpd = 3,692 [min]
Timpul de pregatire - incheiere se alege din normative:
Tpi = 13 [min]
In aceste conditii, norma tehnica de timp pentru operatia 5 va fi:
Tn5 = Tu5 + Tpi = 3,822 [min].
a) Strunjire de finisare Φ 50 x 35 [mm] (de la Φ 57 [mm])
Tb = (L + L1 + L2 ) x i / (s x n) [min]
L = 35 [mm];
L1 + L2 = 5 [mm];
sr = 0,14 [mm/rot];
nr = 1250 [rot/min].
Rezulta: Tb = 0,143 [min]
Din normative (tabelele 12.21, pagina 361 [Vlase], 12.22, pagina 362 [Vlase] si 12.23, pagina 363 [Vlase]) se aleg timpii ajutatori:
Ta = S tai = 0,37 [min].
b) Strunjire de finisare Φ 55,2 x 30 [mm] (de la Φ 56 [mm])
Tb = (L + L1 + L2 ) x i / (s x n) [min]
L = 30 [mm];
L1 + L2 = 5 [mm];
sr = 0,14 [mm/rot];
nr = 1000 [rot/min] ;
Rezulta: Tb = 0,25 [min]
Ta = S tai = 0,37 [min].
c) Strunjire de finisare Φ 60,2 x 80 [mm] (de la Φ 61 [mm])
Tb = (L + L1 + L2 ) x i / (s x n) [min]
L = 80 [mm];
L1 + L2 = 7 [mm];
sr = 0,14 [mm/rot];
nr = 1000 [rot/min] ;
Rezulta: Tb = 0,621 [min]
Ta = S tai = 0,37 [min].
In aceste conditii, timpii de baza si auxiliar pentru operatia 6 sunt:
Tb = S Tbi = 1,014 [min];
Ta = S Tai = 1,11 [min].
Timpul de prindere-desprindere: tpd = 0,44 [min]
Rezulta urmatorii timpi:
tdt = 2 x Tb /100 = 0,02 [min];
tdo = (Tb + Ta) /100 = 0,021 [min];
ton = (Tb + Ta) x 3,5 /100 = 0,074 [min].
Rezulta ca timpul unitar pentru operatia 6 va fi:
Tu6 = Tb + Ta + tdt + tdo + ton + tpd = 2,679 [min]
Timpul de pregatire - incheiere se alege din normative:
Tpi = 13 [min]
In aceste conditii, norma tehnica de timp pentru operatia 6 va fi:
Tn6 = Tu6 + Tpi = 2,809 [min].
Tb = (L + L1 + L2 ) x i / (s x n) [min]
L = 15 [mm];
L1 + L2 = 7 [mm];
sr = 0,18 [mm/rot];
nr = 710 [rot/min].
Rezulta: Tb = 0,172 x 2 = 0,344 [min]
Din normative se aleg timpii ajutatori:
Ta = S tai = 0,47 x 2 = 0,94 [min].
b) Frezare 16x45,5/45 - 1 canal
Tb = (L + L1 + L2 ) x i / (s x n) [min]
L = 15 [mm];
L1 + L2 = 7 [mm];
sr = 1 [mm/rot];
nr = 125 [rot/min].
Rezulta: Tb = 0,176 x 2 = 0,352 [min]
Din normative se aleg timpii ajutatori:
Ta = S tai = 0,47 x 2 = 0,94 [min].
In aceste conditii, timpii de baza si auxiliar pentru operatia 7 sunt:
Tb = S Tbi = 0,696 [min];
Ta = S Tai = 1,88 [min].
Timpul de prindere-desprindere: tpd = 12 [min]
Rezulta urmatorii timpi:
tdt = 2 x Tb /100 = 0,014 [min];
tdo = (Tb + Ta) /100 = 0,025 [min];
ton = (Tb + Ta) x 3,5 /100 = 0,09 [min].
Rezulta ca timpul unitar pentru operatia 7 va fi:
Tu7 = Tb + Ta + tdt + tdo + ton + tpd = 14,705 [min]
Timpul de pregatire - incheiere se alege din normative:
Tpi = 15 [min]
In aceste conditii, norma tehnica de timp pentru operatia 7 va fi:
Tn7 = Tu7+ Tpi = 14,855 [min].
a) Tesire 0,5 x 450 - de capat
Tb = (L + L1 + L2 ) x i / (s x n) [min]
L = 3 [mm]
L1 + L2 = 5 [mm];
sr = 0,5 [mm/rot];
nr = 630 [rot/min];
Rezulta: Tb = 0,025 [min]
Din normative se alege timpul ajutator:
Ta = S tai = 0,37 [min].
b) Tesire 0,5 x 450 - la Φ 50 [mm]
Tb = (L + L1 + L2 ) x i / (s x n) [min]
L = 1,5 [mm]
L1 + L2 = 5 [mm];
sr = 0,5 [mm/rot];
nr = 500 [rot/min];
Rezulta: Tb = 0,026 [min]
Din normative se alege timpul ajutator:
Ta = S tai = 0,37 [min].
c) Strunjire de degajare
Tb = (L + L1 + L2 ) x i / (s x n) [min]
L = 3 [mm]
L1 + L2 = 5 [mm];
sr = 0,5 [mm/rot];
nr = 800 [rot/min];
Rezulta: Tb = 0,02[min]
Din normative se alege timpul ajutator:
Ta = S tai = 0,37 [min].
d) Strunjire de degajare pentru rectificare la Φ 50,2 [mm]
Tb = (L + L1 + L2 ) x i / (s x n) [min]
L = 2 [mm]
L1 + L2 = 5 [mm];
sr = 0,5 [mm/rot];
nr = 630 [rot/min];
Rezulta: Tb = 0,022 [min]
Ta = S tai = 0,53 x 2 = 0,37 [min].
e) Strunjire de degajare pentru rectificare la Φ 40 [mm]
Tb = (L + L1 + L2 ) x i / (s x n) [min]
L = 2 [mm]
L1 + L2 = 5 [mm];
sr = 0,5 [mm/rot];
nr = 500 [rot/min];
Rezulta: Tb = 0,028 [min]
Ta = S tai = 0,53 x 2 = 0,37 [min].
In aceste conditii, timpii de baza si auxiliar pentru operatia 8 sunt:
Tb = S Tbi = 0,319 [min];
Ta = S Tai = 1,85 [min].
Timpul de prindere-desprindere: tpd = 0,44 [min]
Rezulta urmatorii timpi:
tdt = 2 x Tb /100 = 0,06 [min];
tdo = (Tb + Ta) /100 = 0,022 [min];
ton = (Tb + Ta) x 3,5 /100 = 0,076 [min].
Rezulta ca timpul unitar pentru operatia 8 va fi:
Tu8 = Tb + Ta + tdt + tdo + ton + tpd = 2,767 [min]
Timpul de pregatire - incheiere se alege din normative:
Tpi = 13 [min]
In aceste conditii, norma tehnica de timp pentru operatia 8 va fi:
Tn8 = Tu8 + Tpi = 2,897 [min].
a) Rectificare Φ 50 k6 x 35 si 22 [mm]
Tb = L x h x k / (sl x np x t) [min]
L = 80 - 0,3 x 40 = 68 [mm];
sl = 25 [mm/rot];
np = 100 [rot/min];
h = 0,2/2 = 0,1 [mm];
t = 0,02 [mm/trecere]; k = 1,3
Rezulta: Tb = 0,177 [min]
Din normative se alege timpul ajutator:
Ta = S tai =1,89 [min].
b) Rectificare Φ 50 h8 x 65,5 si 93 [mm]
Tb = L x h x k / (sl x np x t) [min]
L = 30 - 0,3 x 40 = 18 [mm];
sl = 25 [mm/rot];
np = 100 [rot/min];
h = 0,2/2 = 0,1 [mm];
t = 0,02 [mm/trecere]; k = 1,3
Rezulta: Tb = 0,047 [min]
Din normative se alege timpul ajutator:
Ta = S tai =0,79 [min].
In aceste conditii, timpii de baza si auxiliar pentru operatia 11 sunt:
Tb = S Tbi = 0,224 [min];
Ta = S Tai = 2,68 [min].
Rezulta urmatorii timpi:
tdt = tdt1 x Tb / Tec = 0,058 [min];
tdo = (Tb + Ta) x 1,5 /100 = 0,043 [min];
ton = (Tb + Ta) x 3 /100 = 0,087 [min].
Rezulta ca timpul unitar pentru operatia 11 va fi:
Tu11 = Tb + Ta + tdt + tdo + ton = 3,092 [min]
Timpul de pregatire - incheiere se alege din normative:
Tpi = 11 [min]
In aceste conditii, norma tehnica de timp pentru operatia 11 va fi:
Tn11 = Tu11 + Tpi /n = 3,202 [min].
Astfel, norma tehnica de timp in cazul prezentat va fi:
Tn = S Tni = 42,472 [min].
CAPITOLUL VI
CALCULUL ECONOMIC
pentru confectionare arbore
Calculul economic se scrie in doua variante.
Reductor de turatie in doua trepte - Desen RT-0-01
Pentru a calcula pretul de cost necesar confectionarii arborelui conform desenului RT-0-01, se vor lua in calcul urmatoarele elemente:
1. Materiale:
Varianta I - material OLC 45 - STAS 880-90
Otel rotund 60x480 mm=10,7 Kg x 3,88 lei/Kg = 41,52 RON
Varianta II - material 13CN130 - STAS 791-96
Bara 60x480=12,1 Kg x 4,35 lei/Kg = 52,64 RON
Total costuri materiale = 52,64 RON
2. Manopera:
Varianta I - material OLC 45
a) Debitare mecanica - ctg. 3 =0,32 ore x 2,41 lei/ora = 0,71 RON
b) Operatii strunjire - total si centruire A 3,15 - ctg. 4 II =2,1 ore x 2,67 lei/ora = 5,61 RON
c) Operatii de frezare - ctg. 4 II =1,6 ore x 2,67 lei/ora = 4,27 RON
d) Operatii tratamente termice - ctg. 6 =2,1 ore x 2,79 lei/ora = 5,86 RON
e) Operatii rectificat rotund exterior - ctg. 6 =3,6 ore x 3,14 lei/ora = 11,30 RON
f) Operatii ajustaj - marcare - ctg. 6 II =0,4 ore x 4,1 lei/ora = 1,64 RON
g) C.T.C. =0,8 ore x 4,1 lei/ora = 3,18 RON
Total manopera: Varianta I - OLC 45 = 32,73 RON
Devizul va avea urmatoarea forma:
Varianta I - material OLC 45
- Cheltuieli materiale - 41,52 RON
- Cheltuieli cu aprovizionarea 10% - 4,15 RON
Total materiale: 45,67 RON
- Manopera - 32,73 RON
- CAS 24,5 % - 8,02 RON
- Cota fond somaj 3,5% - 1,15 RON
- Cota fond sanatate 7,5% - 2,45 RON
- Cheltuieli generale sectie 130% - 57,66 RON
- Cost sectie - 147,67 RON
- Cheltuieli generale societate 12% - 17,72 RON
- Beneficiu 15% - 24,81 RON
- Pret productie - 190,2 RON
- T.V.A. - 19% - 36,14 RON
- Pret livrare (rotunjit) - 226 RON
Din calculul efectuat in deviz pe doua variante de materiale rezulta ca varianta I cu material OLC 45 este mai economica.
De asemenea din punct de vedere al rezistentei la uzura se prefera OLC45, care poate sa fie calit pana la 45 HRC, fata de 35-38 HRC la 13CN130. De asemenea, 13CN130 fiind un otel care contine elemente inox (crom, nichel) este mai scump fata de OLC45. Manopera este mai mare la prelucrarea otelurilor cu crom si nichel.
Deci solutia adoptata este cea in material OLC45.
1. Botez C. s.a. - Masini unelte, Ed.D.P. Bucuresti, 1983
2. Cartis I. - Tratamente termice, Ed. Facla Timisoara, 1982
3. Chisiu Al. - Organe de masini, Ed.D.P. Bucuresti, 1981
4. Crudu I. s.a. - Atlas de reductoare si roti dintate, Ed.D.P. Bucuresti, 1982
5. Deutch I. s.a. - Probleme de Rezistenta materialelor, Ed.D.P. Bucuresti, 1983
6. Draghici C. - Tehnologia constructiilor de masini, Ed.D.P. Bucuresti, 1982
7.Girniceanu Gh. - Materiale metalice si nemetalice, Ed.Scrisul Romanesc, 2000
8. Girniceanu Gh. - Tehnologia materialelor, Ed.Ager Tg.Jiu
9. Girniceanu Gh. - Materiale nemetalice si speciale, Reprografia Universitatii "C-tin Brancusi" Tg.Jiu
10. Nanu A. - Tehnologia materialelor, Ed.D.P.Bucuresti, 1977
11. Picos C. - Proiectarea tehnologiilor de prelucrare mecanica prin aschiere, Ed.Univers, Chisinau, 1992
11. Rosinger St. - Procese si scule de presare la rece, Ed.Facla Timisoara, 1987
12. Tabara V. s.a.- Masini pentru prelucrari prin deformare, Ed.D.P.Bucuresti, 1984
13. Tabara V. s.a. - Calculul, proiectarea si reglarea preselor, Ed.Tehnica Bucuresti, 1976.
14. Teodorescu M. s.a. - Tehnologia presarii la rece, Ed.D.P.Bucuresti, 1980
15. Vlase A. s.a. - Regimuri de aschiere, adaosuri de prelucrare si norme tehnice de timp, Ed. Tehnica Bucuresti, 1983 (vol.I + II)
C U P R I N S
TEMA PROIECTULUI pag.2
CAP.I - introducere ..................... pag.3
1.1. Consideratii generale ale preselor hidraulice ... pag.4
1.2. Clasificarea preselor hidraulice ............ pag.5
1.3. Aspecte generale ...................... pag.8
1.4. Taierea - Consideratii generale .............. pag.10
1.5. Analiza procesului de taiere ............... pag.11
1.6. Stantarea ........................ pag.16
1.7. Procesul de taiere la stantare .............. pag.19
CAP.II - Calcule de dimensionare ..pag.15
Determinarea fortei de taiere .. pag.26
2.2. Determinarea fortei necesare la stantare ............ pag.30
2.3. Determinarea fortei de debitare profilelor pag.33
2.4. Calculul de dimensionare a pivotului ............. pag.34
2.5. Calculul bolturilor mecanismului de comanda .... pag.36
2.6. Calculul cilindrului principal ................ pag.38
CAP.III - DESTINATIE. Parti componente. DESCRIERE Functionare ..................... pag.40
3.1. Caracteristici principale .................. pag.41
3.2. Destinatie . pag.42
3.3. Simbolizare . pag.43
3.4. Componenta ........................ pag.44
3.5. Descriere ......................... pag.45
3.6. Functionare .. pag.49
CAP.IV - Verificari geometrice . pag.50
CAP.V - Norme de protectia muncii pag.52
5.1. Norme de protectia muncii ................. pag.
5.2. Masuri de tehnica securitatii muncii .............. pag.
CAP.VI - tehnologia de fabricare a reperului
"PIVOT PRINCIPAL" .................... pag.55
CUPRINS .. pag.124
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2036
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved