| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
1. Generalitati
Elementul de referinta al angrenajelor conice este roata plana imaginara, la angrenajele cilindrice existand cremaliera de referinta.
Curba care descrie flancul dintelui este obtinuta prin angrenarea rotii semifabricat cu roata plana imaginara la care flancul dintelui este o suprafata riglata, descrisa cinematic, de o generatoare G0, obtinuta ca o infasuratoare a unor curbe materializate pe muchia aschietoare a sculei.
Pe roata plana apare si forma dintelui (directoarea) care este imprimata prin rulare pe roata semifabricat. Forma dintelui pe roata plana poate fi o dreapta sau o curba, angrenajele conice grupandu-se in:
- angrenaje conice cu dinti drepti;
- angrenaje conice cu dinti curbi.
Generarea flancului dintelui. Flancul dintelui (curba generatoare) se poate realiza prin materializare pe muchia aschietoare a sculei si cinematic prin rulare spatiala.
Rularea spatiala (figura 1) permite realizarea generatoarei G, pe cale cinematica, prin rulare intre cercurile B si R in doua moduri:
- rulare cu roata plana mobila - rotirea simultana a doua suprafete de baza B si R cu mentinerea pe loc a axei cercului B;
- rulare cu roata plana fixa - suprafata de baza B se roteste in jurul axei sale si se deplaseaza pe suprafata de raza R.
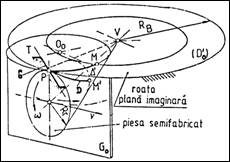
Figura 1Generarea rotilor dintate conice prin rulare spatiala
Generarea formei dintelui pe latimea rotii conice. Directoarea D se obtine cinematic prin transpunerea prin rulare a unei curbe plane de pe roata plana imaginara. Acest mod de obtinere este impus de faptul ca directoarea este de cele mai multe ori o curba spatiala. Generarea cinematica a curbei directoare precum si a formei acesteia sunt specifice fiecarei variante de angrenaj.
2. Procedee de prelucrare a danturii rotilor dintate conice.
2.1. Prelucrarea cu generatoare materializata.
Deoarece golul dintre dinti este variabil ca latime si ca inaltime, copierea acestui profil este teoretic imposibila. Pentru angrenaje nepretentioase, ce admit erori destul de mari, se pot utiliza procedee de copiere. De asemenea, aceste procedee pot fi aplicate la danturarea de degrosarea rotilor dintate conice de modul mare, finisarea trebuie realizata prin procedee specifice angrenarii.
Prelucrarea danturii consta din copierea pe roata semifabricat a profilului sculei (freza disc modul, freza deget modul, brose circulare si freze melc) sau copierea unei curbe (evolvente) de pe un sablon.
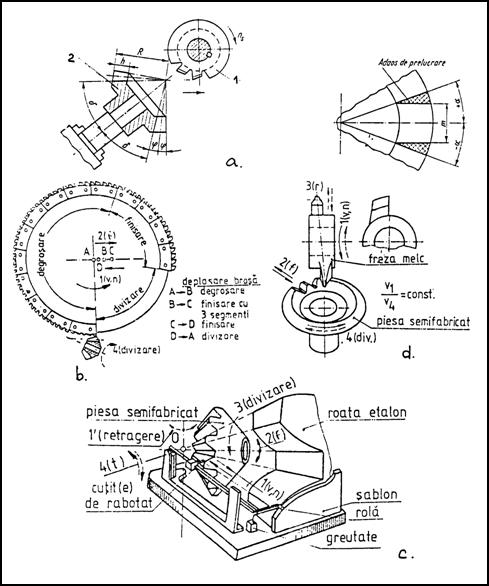
Frezarea cu freza disc modul (figura 2,a). Pentru realizarea golului dintre dinti se folosesc cel putin doua freze disc modul diferite.
Freza cu modul mare prelucreaza golul dintre dinti in portiunea diametrului maxim al rotii, in timp ce freza cu modul mic prelucreaza golul ingust, urmand ca materialul ramas intre cele doua flancuri sa fie indepartat de o a treia freza cu modul mediu sau prin ajustare.
Freza realizeaza miscarea de rotatie 1, miscarea de avans longitudinal 2, miscarea de reglare 3 a pozitiei fata de piesa, pentru indepartarea adaosului de prelucrare (din una sau mai multe treceri). Piesa realizeaza miscarea de divizare 4 dupa prelucrarea unui gol.
Brosarea (figura 2,b), este folosita la prelucrarea in serie mare. Scula este o brosa circulara cu numar mare de dinti cu rol bine determinat (de degrosare, semifinisare, finisare) repartizati pe unghiul 360 - g. Prin miscarea sa de rotatie, brosa aschiaza, ultimii dinti ai sai generand forma finala a golului dintre dinti, in intervalul g se face divizarea. Un dinte se prelucreaza integral la o rotatie a brosei circulare.
Copierea dupa sablon (figura 2,c), se bazeaza pe faptul ca profilul dintelui (generatoarea) este proportional cu lungimea generatoarei conului primitiv, sablonul de copiat poate fi construit oricat de mare. Pentru realizarea prelucrarii sunt necesare urmatoarele miscari: miscarea 1 a cutitului de rabotat, miscarea de avans 2 a piesei (miscare de copiere), miscarea de divizare 3 dupa executarea unui flanc.
Prelucrarea cu freza melc cu o spira (figura 2,d) se utilizeaza la prelucrarea de degrosare a rotilor conice cu dinti drepti sau inclinati cu profil precis. Miscarile necesare sunt: miscarea de rotatie 1 a frezei, miscarea de avans 2 in lungul dintelui rotii semifabricat, in interdependenta cu miscarea 1, astfel incat la o rotatie a sculei sa se realizeze doi dinti. La aceasta metoda divizarea este continua.
a)
b) d)
c)
Figura 2 Prelucrarea danturii rotilor dintate conice cu generatoare materializata
2.2. Prelucrarea cu generatoare cinematica
Generarea cinematica a flancului dintelui rotii semifabricat se bazeaza pe rularea intre roata semifabricat si roata plana generatoare (imaginara), devenita roata scula.
Principalele variante de danturare a rotilor dintate conice cu generatoare cinematica sunt:
- rabotarea rotilor conice cu dinti drepti si inclinati;
- frezarea rotilor conice cu dinti curbi utilizand freze frontale si freze melc conice;
- frezarea rotilor conice cu dinti drepti utilizand doua freze disc.
A. Prelucrarea prin rabotare si frezare a rotilor conice cu dinti drepti si inclinati. Forma dintelui pe roata plana (directoarea) este o dreapta radiala pentru rotile cu dinti drepti si o dreapta tangenta la un cerc de raza r pentru roata cu dinti inclinati (figura 3). La rotile cu dinti inclinati, unghiul de inclinare bm este determinat de raza SP si de tangenta TP la cercul de baza r. In cazul bm 0 se obtin roti cu dinti drepti. Directoarea D' se obtine pe roata plana ca traiectorie a unui punct de pe muchia aschietoare a sculei ce se deplaseaza cu viteza v.
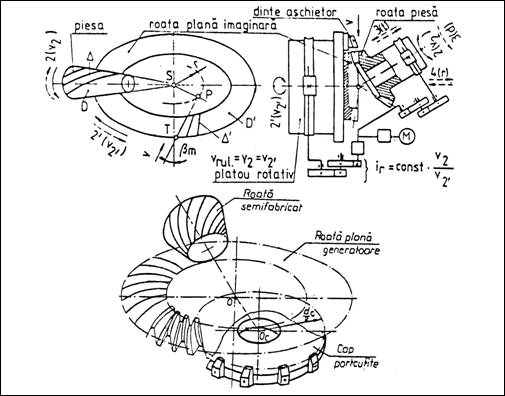
Figura 3 Prelucrarea danturii rotilor dintate conice cu generatoare cinematica
La toate procedeele de prelucrare suportul sculei este dispus pe un platou rotativ care materializeaza roata plana imaginara. Pentru obtinerea flancului dintelui este necesara o angrenare intre roata semifabricat si roata plana imaginara, astfel incat sa fie indeplinita relatia:
v2 = v2' = const. (1)
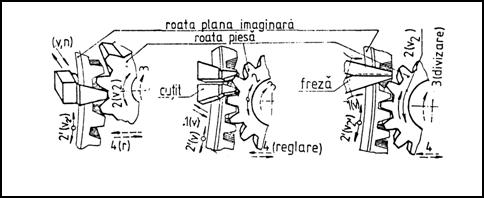
Rabotarea cu un cutit sau procedeul Bilgram (figura 4,a). Dintele rotii plane imaginare este materializat de un cutit de rabotat cu profil prismatic care executa miscarea de rabotare 1.
Rabotarea cu doua cutite sau procedeul Gleason (figura 4,b). Cutitele materializeaza golul dintre doi dinti ai rotii plane imaginare, iar pe roata semifabricat se prelucreaza simultan flancurile opuse ale unui dinte.
Prelucrarea cu doua freze disc (figura 4,c). Sunt utilizate doua freze disc cu suprafata plana, ce materializeaza dintele rotii plane imaginare. Se folosesc freze disc de diametru mare, fapt ce anuleaza miscarea pentru obtinerea curbei directoare (miscarea de avans in lungul dintelui). Fundul dintelui rezulta concav. Curba generatoare se realizeaza prin angrenarea rotii semifabricat cu roata plana fixa (masinile Klingelnberg) sau cu roata plana mobila.
a) b) c)
Figura 4 Prelucrarea danturii rotilor dintate conice prin rabotare
B. Prelucrarea danturilor rotilor dintate conice cu dinti curbi. Angrenajele conice cu dinti curbi se caracterizeaza prin faptul ca directoarea D' de pe roata plana are o forma curba (arc de cerc, evolventa, epicicloida, hipocicloida, elipsa, spirala arhimedica sau logaritmica, elipsinoida).
Complicatiile constructive impuse cinematicii masinilor-unelte au limitat curbele dintilor la: arc de cerc (dantura zerol) si arc de epicicloida alungita (dantura eloida).
Dantura in arc de cerc (figura 5). Directoarea D' pe roata plana este un arc de cerc de raza rs, cu centrul la distanta e de centrul S al rotii plane, inclinarea dintelui este data de unghiul bm format de tangenta la cerc in P1 si raza rotii plane in SP1. Daca este bm = o, dantura se numeste 'zerol'.
Curba directoare D' in arc de cerc se obtine cinematic ca traiectorie a unui punct de pe muchia aschietoare a sculei care executa o miscare de rotatie 1. Scula aschietoare este o freza frontala cu z dinti cu profil rectiliniu, care materializeaza dintele rotii plane imaginare.
Curba directoare spatiala D se obtine cinematic prin rularea rotii semifabricat pe roata plana. Flancurile dintelui pot fi prelucrate alternativ sau simultan.
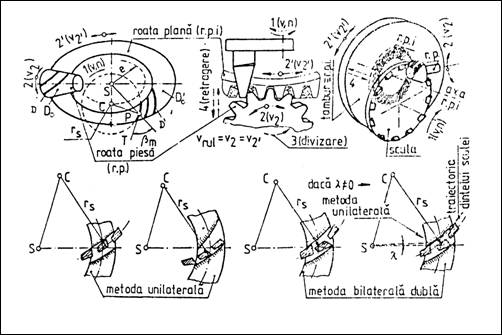
Figura 5 Prelucrarea rotilor dintate conice cu dinti curbi (dantura in arc de cerc)
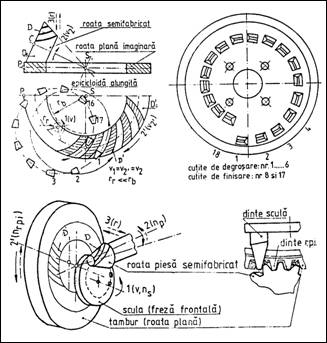
Dantura spiroida (figura 6). Forma dintelui (directoarea D' pe roata plana este o epicicloida alungita, iar pe roata semifabricat se obtine o cicloida conica denumita spiroida.
Cercul de rostogolire rr este foarte mic in raport cu cercul de baza rb, epicicloida care se genereaza are forma apropiata de un arc de cerc. Pentru prelucrarea unui gol dintre dinti pe roata semifabricat participa toti dintii unei freze frontale dispusi pe o spirala arhimedica.
Freza frontala are 18, 21 sau 24 de dinti cu profil trapezoidal. Dintii au destinatii diferite: degrosarea golului, finisarea si calibrarea golului. Ultimii dinti au grosimea dintelui rotii plane.
Dantura eloida (figura 7). Aceasta dantura este generata de un punct exterior rulantei ce ruleaza pe o baza (alt cerc) cu centrul in centrul S al rotii plane.
Dantura eloida se realizeaza cu o scula similara frezei frontale de la procedeul anterior. Scula este un disc cu mai multe cutite grupate pe grupuri (la fiecare grup, unul face degrosarea iar celelalte doua, finisarea).
Grupul este format din doi sau trei dinti dispusi pe spirale diferite, decalate intre ele cu pasul danturii, in timpul aschierii are loc rotirea piesei semifabricat si a sculei ai carei dinti (grupe de dinti) materializeaza flancurile active ale dintilor rotii plane imaginare. Se realizeaza o rulare continua, fiecare grup, prelucrand complet un dinte.
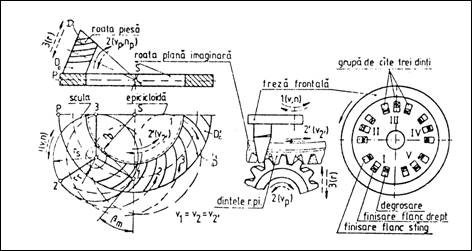
Figura 7 Prelucrarea rotilor dintate conice cu dantura eloida
3. Finisarea danturii rotilor dintate conice
Rectificarea rotilor dintate conice se aplica la angrenajele care lucreaza cu viteze si sarcini ridicate. Datorita formei specifice a dintelui pe latimea rotii, pot fi rectificate numai rotile cu dinti drepti, inclinati si in arc de cerc.
Procedeele de generare prin rectificare sunt identice cu cele de la procedeul utilizat pentru obtinerea rotii care urmeaza sa fie finisata. Pentru rectificare sunt utilizate scule abrazive cu suprafata initiala plana care materializeaza flancurile rotii plane imaginare in cazul rotilor conice cu dinti drepti sau inclinati si scule abrazive cu suprafata initiala conica (scule tip oala) la prelucrarea rotilor cu dinti in arc de cerc.
Rodarea si lepuirea rotilor dintate conice se poate realiza dupa aschierea lor, sau dupa tratamente termice prin diverse procedee (rodare, lepuire, lustruire electrochimica, etc.).
Rodarea se poate realiza in doua moduri:
- rodare cu o roata conjugata din fonta, care este roata motoare;
- rodare cu o roata conjugata din otel, in timpul rodarii intre dintii celor doua roti se afla particule abrazive in suspensie intr-un mediu petrolier.
Granulele abrazive, in timpul procesului de angrenare, se fixeaza in roata conjugata, fapt ce face ca prin alunecare sa aiba loc un proces de microaschiere. Se obtine o rugozitate buna a flancurilor si o corectare a unor abateri de prelucrare.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 4078
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved