| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Generalitati
Brosarea este un procedeu de prelucrare prin aschiere de mare productivitate si precizie ridicata, utilizat in productie de serie mare si masa, la prelucrarea de finisare a suprafetelor interioare si exterioare de forme diverse. Prin brosare se obtin rugozitati Ra= 0,20,8)mm si precizii dimensionale corespunzatoare claselor 57 ISO.
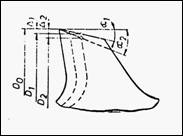
Sculele aschietoare utilizate denumite brose, sunt scule complexe cu mai multi dinti (scule elementare) asezati la un pas "p" unul fata de altul si caracterizati prin dispunere decalata cu marimea "a" denumita suprainaltare a ce reprezinta avansul pe dinte f (figura 1).

Figura1 Schema aschierii la brosare
Datorita constructiei brosei se elimina toate miscarile auxiliare de apropiere si retragere rapida, de pozitionare precum si cele necesare generarii, daca prelucrarea s-ar face cu un singur cutit (ca in cazul rabotarii). Transformarea in aschii a intregului adaos de prelucrare se realizeaza ia o singura trecere a sculei.
Aceste particularitati constructive ale sculei, numar mare de dinti, forma si pozitia relativa a acestora pe corpul sculei, face ca brosa sa fie una din cele mai complexe si scumpe scule aschietoare, motiv pentru care brosarea se foloseste numai in cazul unor productii de serie mare si masa, cazuri in care costul ridicat al sculei se amortizeaza prin numarul mare de piese prelucrate.
Masinile-unelte denumite masini de brosat sunt foarte simple si foarte ieftine, avand un singur lant cinematic ce realizeaza numai miscarea de aschiere, miscarile de avans fiind inlocuite prin forma, dimensiunile si pozitiile dintilor in corpul brosei.
2. Generarea teoretica a suprafetelor prin brosare
Prin brosare se pot prelucra o varietate foarte mare de suprafete (figura 2) interioare sau exterioare, plane sau profilate, cu directoare rectilinie, circulara sau elicoidala.
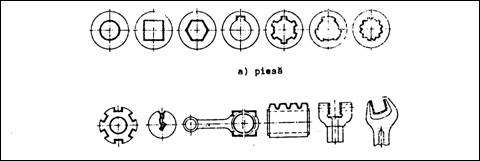
Figura 2 Suprafete generate prin brosare
Ca procedeu de prelucrare, brosarea, face parte din categoria metodelor de prelucrare cu generatoare materializata de muchiile aschietoare ale brosei.
Din aceste motive, pentru generarea suprafetei Sp (figura 3), este suficienta numai miscarea de aschiere care poate fi rectilinie (figura 3,a), circulara (figura 3,b) sau elicoidala (figura 3,c) de viteza v pe directia directoarei cinematice D de forma rectilinie, circulara sau elicoidala.
In primul caz se pot obtine suprafete riglate, deosebindu-se dupa directia de miscare relativa a brosei fata de piesa, brosarea prin tragere (figura4,a) si brosarea prin impingere (figura 4,b).
In cazul al doilea (figura 3,b) se obtin suprafete de revolutie sau riglate, pentru generarea intregii suprafete, mai este necesara o miscare de avans pe directia latimii piesei, fiind singurul caz in care masina-unealta dispune de un lant cinematic de avans.
In al treilea caz (figura 3,c) se pot obtine suprafete elicoidale, miscarea relativa dintre piesa si scula rezultand din combinarea miscarii rectilinii cu cea de rotatie.
Dupa modul de asigurare a stabilitatii directiei de brosare, operatia poate fi de doua feluri: brosare libera si brosare ghidata.
A. Brosarea libera. In cazul prelucrarii unor suprafete inchise si simetrice (figura 4,a,b), datorita echilibrarii fortelor pe conturul suprafetei, brosarea se executa fara o ghidare a sculei de catre un organ al masinii, piesa orientandu-se in raport cu scula.
B. Brosarea ghidata. In cazul unor suprafete deschise si nesimetrice (figura 3,a,b, figura 4,c), fortele de pe conturul suprafetei dau o rezultanta care tinde sa scoata scula din aschiere, mentinerea acesteia facandu-se prin elemente suplimentare de ghidare.
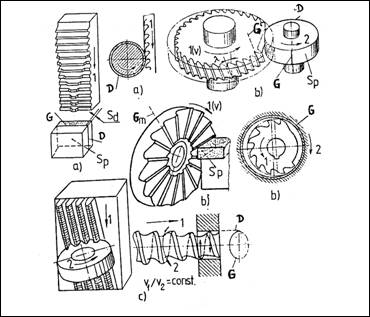
Figura3 Tipuri de miscari folosite folosite la obtinerea suprafetei Sp
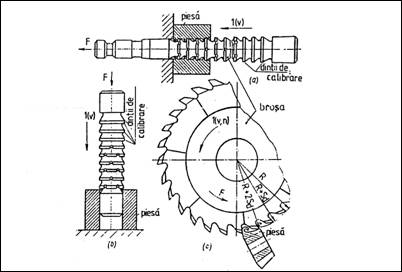
Figura4 a) brosarea prin tragere, b)brosarea prin impingere, c) forma constructiva a brosei elicoidale
3. Particularitati constructive ale brosei
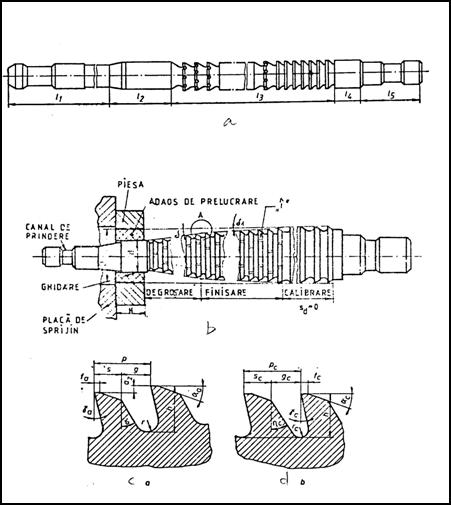
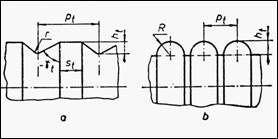
In figura 5, pe exemplul unei brose de prelucrat o suprafata cilindrica exterioara, se redau elementele constructive si geometrice ale acesteia. Constructiv, brosa prezinta urmatoarele parti componente (figura 5,a):
l1, coada brosei care are rolul de a face legatura intre scula si masina-unealta;
l2, partea de ghidare anterioara cu rolul de a ghida brosa pe suprafata initiala (de prelucrat) a piesei;
l3, pa/tea activa a brosei pe care se gasesc dintii aschietori de degrosare, finisare, calibrare si rezerva (uneori), reprezentand prin urmare partea utila;
- l4, partea de ghidare posterioara (din spate) cu rol de ghidare pana cand ultimul dinte iese din contact cu materialul de prelucrat;
- /5, coada din spate a brosei existenta numai in cazul utilizarii masinilor de brosat semiautomate si automate.
Se observa ca, prin constructie brosa este o scula foarte lunga, zvelta, motive pentru care executia, tratamentul termic si ascutirea ridica probleme deosebite, care se traduc printr-un cost ridicat al ei.
a)
b)
c) d)
Figura 5 a) parti constructive ale brosei, b) prelucrarea prin brosare a unei suprafete; c) tipuri de dinti ai brosei
Brosele se executa din otel rapid sau din bare de otel de constructie pe care sunt lipite placute din carouri metalice. Se pot realiza si constructii cu dintii aschietori demontabili.
4. Particularitati ale procesului de brosare
Pentru prelucrarea suprafetei (figura 5,b), piesa este gaurita initial la diametrul d, gaura in care se introduce brosa cu partea de ghidare anterioara, formand cu aceasta un ajustaj alunecator.
Dintii brosei (figura 5,c,d) sunt de trei categorii (grupati pe trei zone):
dintii de degrosare, cuprinsi intr-un con imaginar cu unghiul d relativ mare, sunt caracterizati printr-o suprainaltare a = 0,10,3 mm (in functie de materialul de prelucrat si forma suprafetei);
dintii de finisare, cuprinsi intr-un con imaginar cu unghiul d mai mic, sunt caracterizati printr-o suprainaltare a = 0,010,02 mm;
- dintii de calibrare si rezerva, cuprinsi intr-un cilindru imaginar nu prezinta suprainaltare (a = 0 mm).
Prin reascutire, cele doua conuri si cilindrul se deplaseaza spre dreapta cu un dinte, fostul prim dinte de calibrare devine ultimul dinte de finisare. Scula se poate reascuti de atatea ori cati dinti de calibrare exista.
Unghiul de degajare ga se alege functie de materialul de prelucrat, in timp ce unghiul de asezare aa are valori mici (13) pentru evitarea pericolului de decalibrare a brosei dupa reascutiri repetate (figura 6). Pentru dintii de calibrare, care dau forma finala a suprafetei, problema decalibrarii este si mai importanta, unghiul de asezare avand valori si mai mici (aa
Cand este necesar ca suprafata prelucrata sa fie netezita si tasata, partea activa a brosei se termina cu dinti de netezire (figura 7).
Figura 6
Evolutia unghiului de asezare αa Figura 7 Forma
dintilor de netezire
Datorita grosimii mici a aschiei, valorii mici a raportului a/b si vitezei mici de aschiere (v = 68 m/min), creste rolul razei de rotunjire a taisului, valoarea acesteia trebuie sa fie foarte mica (rn = 0,0080,025 mm).
Procesul de aschiere are loc cu deformatii plastice intense si cu vibratii. Ca urmare, la brosare trebuie sa se utilizeze medii de aschiere cu proprietati foarte bune de ungere.
Aschia indepartata de un dinte (de pe toata lungimea piesei) se degaja intr-un spatiu inchis si trebuie sa trebuie sa incapa in canalul din fata sa (figura 1). Capacitatea de aschiere a brosei depinde de dimensiunile canalului pentru cuprinderea si evacuarea aschiilor (figura 8). Volumul canalului V trebuie sa fie de k ori mai mare de cat volumul aschiei deformate Va.
Coeficientul k se calculeaza cu relatia: ![]() (1)
(1)
unde: - A, sectiunea axiala a canalului pentru aschii;
- Lp, lungimea de brosat;
- a, grosimea aschiei ridicata de un dinte;
- b, latimea de brosare.
Valoarea coeficientului de umplere (afinare) k este functie de modul de formare a aschiilor, de forma acestora si de natura materialului de prelucrat (k = 22,5 pentru materiale fragile si k = 2,56 pentru materiale ductile). Functie de lungimea de brosare si forma aschiilor se determina analitic forma si dimensiunile canalului de cuprindere a aschiilor.
Pe fetele de asezare ale dintilor aschietori se pot realiza canale de fragmentare a aschiilor "i" (figura 5,b).
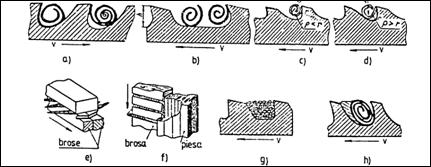
Figura 8 Forma canalului pentru cuprinderea si evacuarea aschiilor
5. Scheme de aschiere la brosare
Din punct de vedere al schemei de aschiere (modul de divizare al adaosului de prelucrare si succesiunea indepartarii lui), se disting urmatoarele variante: brosarea obisnuita sau brosarea dupa profil, brosarea prin generare si brosarea progresiva. Aceste scheme de aschiere sunt diferentiate dupa directia suprainaltarii pe dinte fata de adaosul de prelucrare si vor influenta constructia brosei cat si parametrii procesului de aschiere. Cele trei variante sunt schematizate in figura 9 pentru un profil inchis (o gaura patrata) si unul deschis.
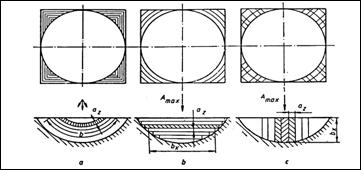
Figura 9 a) brosarea dupa profil, b)brosarea pringenerare, c) brosarea progresiva
A. Brosarea obisnuita sau brosarea dupa profil (figura 9,a) se realizeaza atunci cand toti dintii brosei au suprainaltarea az normala pe generatoarea G (pe profilul suprafetei de prelucrat), dar nu toti participa la obtinerea formei finale a suprafetei.
Toti dintii au forma asemanatoare profilului, forma profilului (generatoarei) avand-o doar ultimii dinti. Pentru aceasta schema de brosare, latimea b a aschiei va fi mare si ea corespunde conturului de brosat.
Pentru ca fortele de aschiere sa nu depaseasca limitele impuse de rezistenta brosei si posibilitatile masinii, este obligatoriu ca grosimea aschiei ce corespunde suprainaltarii pe dinte sa fie mica, az = 0,020,05 mm si pe dintii brosei sa existe canale de fragmentarea aschiei astfel ca latimea aschiei b < 6 mm.
Acesta schema de aschiere prezinta urmatoarele dezavantaje:
- suprainaltare mica duce la cresterea apasarii specifice, ceea ce duce la cresterea fortei de aschiere, durabilitate scazuta a sculei;
- latimea mare a aschiei ingreuneaza infasurarea acesteia in canalele dintre dintii brosei;
grosime mica de aschie impune numar mare de dinti (brosa lunga) si dificultati constructive de realizare a suprainaltarii intre dintii brosei.
Avantajul este acela ca, tehnologic, constructia brosei este simpla.
B. Brosarea prin generare (figura 9,b) este caracterizata prin faptul ca suprainaltarea pe dinte se realizeaza pe directia adaosului de prelucrare maxim. Fiecare dinte al brosei participa la realizarea profilului suprafetei.
Spre deosebire de schema precedenta, latimile aschiei se micsoreaza cu cat se apropie de suprafata finala. Dintii de finisare si calibrare trebuie sa aiba forma generatoarei teoretice G0 a suprafetei.
C. Brosarea progresiva (figura 9,c) corespunde unei scheme de aschiere la care suprainaltarea pe dinte se realizeaza dupa o directie normala pe cea a adaosului de prelucrare maxim. Aceasta varianta este caracterizata prin aceea ca latimea totala a profilului este impartita intre mai multi dinti de aceeasi inaltime (grupe de 2-3 dinti).
Taisurile principale ale dintilor brosei se gasesc pe partile laterale, iar cele secundare sunt dispuse pe conturul generatoarei teoretice. Suprainaltarea pe dinte joaca rolul unui avans generator. Aschia desprinsa este relativ groasa ceea ce duce la micsorarea fortei specifice, cresterea durabilitatii sculei si micsorarea lungimii brosei. Dezavantajul major al acestei variante este tehnologia complicata de executie a sculei.
6. Fortele de aschiere la brosare
In timpul detasarii aschiei, rezistentele de aschiere determina aparitia componentelor fortei de aschiere dupa cele trei directii (figura10).
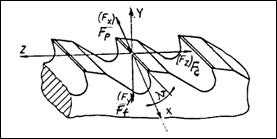
Figura 10 Forte de aschiere la brosare
In cazul brosarii simetrice (exemplu prelucrarea canelurilor
intr-un alezaj) componentele Ff se echilibreaza. Componenta Fp
apare numai in cazul in care unghiul de inclinare al dintilor lT ¹ , caz in care aceasta componenta este preluata de
ghidajele masinii-unelte. Avand in vedere ca pe un dinte, grosimea aschiei este
constanta, ceea ce atrage dupa sine pastrarea constanta a apasarii specifice kF,
componenta principala Fc , care va solicita brosa la
intindere sau compresiune (flambaj), se va calcula cu relatia: ![]() (2)
(2)
in care:
- zsim este numarul de dinti ai brosei aflati simultan in aschiere;
- Fcd de aschiere pe un dinte al brosei.
Numarul de dinti zsim se calculeaza cu relatia:
![]() (3)
(3)
in care:
- Lpeste lungimea piesei de brosat;
- p, pasul dintilor brosei.
Forta de aschiere Fcd se calculeaza cu relatia:
![]() (4)
(4)
in care:
- kz1.1 este valoarea principala a fortei specifice de aschiere;
- b, latimea totala a aschiei degajata de un singur dinte;
- a, grosimea aschiei detasata de un dinte, (suprainaltarea de dinte);
- (1-z), valoarea cresterii fortei specifice.
Vibratiile ce apar in timpul procesului de aschiere sunt de doua categorii:
vibratii fortate, datorate discontinuitatii procesului de aschiere (intrari si iesiri ale dintilor din contact cu materialul). Sunt vibratii de joasa frecventa ce influenteaza negativ rugozitatea suprafetei. Pentru diminuarea lor brosele se executa cu dinti inclinati (lT ¹
autovibratii, se datoresc specificului procedeului la care latimea aschiei este foarte mare si grosimea aschiei foarte mica. Sunt vibratii de inalta frecventa ce influenteaza hotarator rugozitatea, iar acestea se pot diminua prin realizarea canalelor de fragmentare a aschiilor.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 4764
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved