| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
MASINI CARE UTILIZEAZA SCULE MULTITAIS
Denumirea de sculele multitais este cu referinta la o serie de doua sau mai multe parti aschietoare (elemente producatoare de aschii) care apartin aceluiasi corp comun. Majoritatea sculelor multitais (frezele, burghiele etc.) care functioneaza prin rotire si au fiecare o coada conica sau cilindrica pentru prindere, sau un alezaj in care se introduce un fus sau un arbore prevazut cu sistem de fixare. Termenii cum ar fi suprafata, flanc, muchie aschietoare definite pentru sculele monotais sunt aplicabile si in acest caz si procesul de aschiere pe un tais selectat, la nivelul muchiei aschietoare este acelasi. Sculele multitais vor fi prezentate in procesul de aschiere impreuna cu descrierea masinilor unelte cu care lucreaza in aschiere.
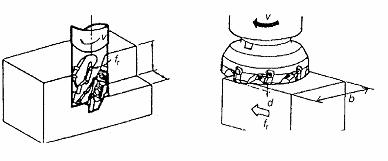
In procesul de frezare, materialul este indepartat de pe piesa in lucru cu o freza care executa miscarea de rotatie. Cele doua operatii de baza specifice frezarii sunt frezarea periferica si frezarea frontala (Fig. 3.27.). Frezarea periferica genereaza o suprafata paralela cu de axul de rotatie, in timp ce frezarea frontala genereaza o suprafata normala fata de axul de rotatie.
![]()
![]()
![]()
Fig. 3.27. Tipuri de operatii de frezare
Frezarea concomitenta a unei suprafete paralele cu axul de rotatie si a unei suprafete perpendiculare pe suprafata de rotatie este specifica prelucrarii pragurilor si mai poarta denumirea de frezarecilindro-frontala. Frezarea frontala este folosita pentru suprafete de latimi mari, netede (de obicei peste 75mm). Frezarea cilindro-frontala, este utilizata pentru operatii de profilat si canelat. Procesele de frezare pot fi in continuare impartite in frezare contra avansului si frezare in sensul avansului (Fig. 3.28.). Daca miscarea taisului frezei datorata rotirii se opune miscarii de avans la frezarea in sensul avansului, miscarea taisului frezei datorata rotirii este in aceeasi directie cu miscarea de avans la frezarea in contra avansului. Cind taisul frezei intra in aschiere prin ridicarea aschiei de pe pe piesa din zona de grosime minima spre zona de grosime maxima (la frezarea in contra avansului), conditiile de formare a aschiei sunt diferite fata de situatia in care taisul frezei intra in aschiere prin coborare si formarea aschiei se produce dinspre zona de grosime maxima spre zona de grosime minima (frezarea in sensul avansului). Atat frezarea in sensul avansului cat si cea contra avansului prezinta avantaje in anumite aplicatii, in corelare cu calitatea suprafetei rezultate, natura stratului superficial al piesei etc.. Frezarea in contra avansului este de obicei preferata frezarii in sensul avansului in cazurile in care suprafata piesei este cu crusta dura, cu incluziuni de nisip sau cu elemente de adaos dure rezultate din debitarea cu flacara sau cu plasma. In frezarea descendenta, exista o tendinta ca aschia sa se blochezein spatiul dintre doi dinti ai frezei, cauzand distrugerea sculei. Totusi daca arborele si transmisia sunt rigide, fortele de taiere in frezarea descendenta periferica tind sa stabilizeze functionarea masinii si sa reduca vibratiile de aschiere.
![]()
![]()
![]()
![]()
![]()
![]()
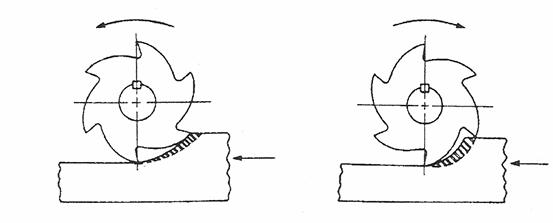
Fig. 3.28. Frezarea contra avansului si in sensul avansului
Masina de frezat utilizata in scopuri generale cel mai adesea este masina de frezat cu coloana sau masina de frezat orizontala fig. 3.29. Componentele principale ale masii de frezat orizontale sunt capul de frezat si masa. Exista masini de frezat atat cu arbore vertical cat si orizontal. Frezele universale au un cap pivotant, care se invarte la unghiuri drepte fata de axul longitudinal al mesei, in asa fel incat pivotul poate fi atat orizontal cat si vertical.
Grosimea aschiei netaiate variaza continuu in frezare. In
frezarea in sensul avansului, grosimea aschiei este mica la inceperea taierii
si creste pe masura ce taierea progreseaza , in timp ce in frezarea contra
avansului grosimea este mai mare la inceputul taierii. Aschierea la frezare nu este continua in frezare, ci intrerupta
periodic pe masura ce muchiile aschietoare intra si ies din piesa (figura 3.28).
Aceasta conduce la solicitari termice si mecanice ale sculei, care determina
mecanisme de avarie la oboseala neintalnite  in cazul aschierii continue.
in cazul aschierii continue.
Fig. 3.29 Masina orizontala de frezat
3. Frezarea pieselor pe masina de frezat orizontala ( Frezarea orizontala)
Exista doua tipuri de masini de frezat: orizontale si verticale. Denumirea provine de la orientarea arborelui principal. Pe masina de frezat orizontala, aratata in Fig. 3.30, freza este montata pe un arbore orizontal antrenat de arborele principal. Scula executa miscarea de rotatie (miscarea C) si de avans continuu (miscarile X' si Y').
Cea mai simpla operatie, frezarea plana, este folosita pentru a genera suprafete orizontale in piese, asa cum se vede si in figura 3.27. In figura este prezentata operatia clasica de frezare plana in contra avansului. Daca piesa ar fi executat o miscare de avans in directia opusa, tendinta muchiei aschietoare ar fi de urcare spre suprafata de lucru, acest tip de frezare fiind in sensul avansului. Aici este evident faptul ca forta si puterea consumata sunt mai mici la frezarea in sensul avansului decat la frezarea conventionala. Totusi, este nevoie de o rigiditate ridicata a masinii unelte ti a dispozitivelor de lucru si de fixare a piesei si a sculelei la aceasta operatie.
Carateristicile geometrice la frezarea plana sunt aratate in figura 3.31. Avansul f (mm/rot.), care este egal cu distanta parcursa de piesa in timpul unei miscari de rotatie a sculei, este dat de relatia:
![]() 3.23
3.23
unde vf este viteza de avans a piesei in mm/min, si nt este turatia frezei in rot/min.
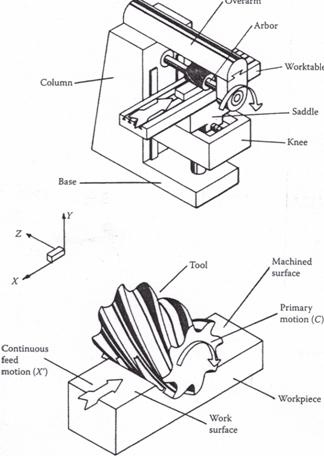
Fig. 3.30. Frezare plana pe o masina de frezat cu consola orizontala
Avansul
pe dinte af, care este egal cu grosimea aschiei inlaturate de un
dinte si masurata paralel cu directia avansului, este dat de relatie ![]() , unde N este numarul de dinti ai frezei. Grosimea maxima a
aschiei nedeformate, acmax (masurat perpendicular pe directia principala
de miscare) este, data de relatia:
, unde N este numarul de dinti ai frezei. Grosimea maxima a
aschiei nedeformate, acmax (masurat perpendicular pe directia principala
de miscare) este, data de relatia:
![]() 3.24
3.24
unde θ, este dat de relatia (fig 3.31.)
![]()
unde dt, este diametrul frezei, si ae este adancimea de aschiere (sau angajarea sculei), masurata in planul care contine directiile si avansurile miscarii principale si perpendiculara pe miscarea de avans. In frezarea plana, cantitatea de material prelucrata este cunoscuta ca si adancimea de aschiere.
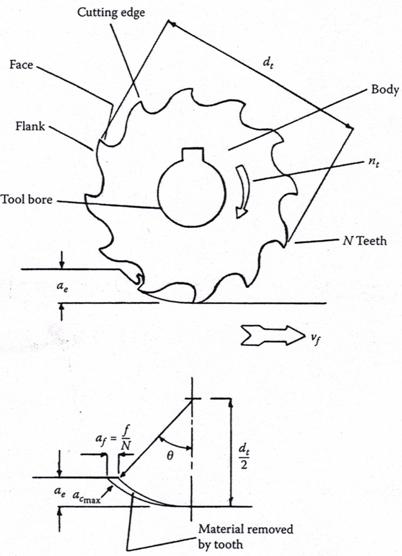
Fig. 3.31 Geometria operatiei de frezare plana, unde 
![]()
Acum

Si inlocuind relatia 3.26 in relatia 3.24, obtinem:
 3.27
3.27
Iar , daca ae/dt este destul de mic si il consideram ca tinde la 0 , avem:
Cand estimam timpul de baza (de lucru) al masinii tm intr-o
operatie de frezare trebuie sa tinem seama
de faptul ca distanta parcursa de freza va fi mai mare decat lungimea piesei.
Aceasta distanta extinsa este aratata in fig 3.32, unde putem vedea ca distanta
parcursa de freza este ![]() , unde lw este lungimea piesei de prelucrat.
Asadar timpul de baza (de lucru) al masinii este dat de relatia:
, unde lw este lungimea piesei de prelucrat.
Asadar timpul de baza (de lucru) al masinii este dat de relatia:
 3.29
3.29
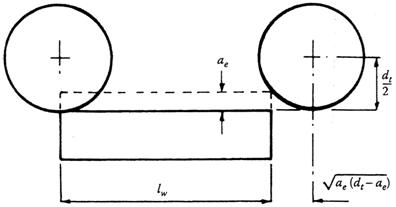
Fig. 3.32. Miscarea relativa intre freza si piesa in timpul prelucrarii
Rata de indepartare a metalului este Zw si va fi egala cu produsul dintre viteza de avans si aria sectiunii de aschiere, masurata in directia miscarii de avans. Asadar, din moment ce adancimea de patrundere ap este egala cu inaltimea piesei de prelucrat,
![]() 3.30
3.30

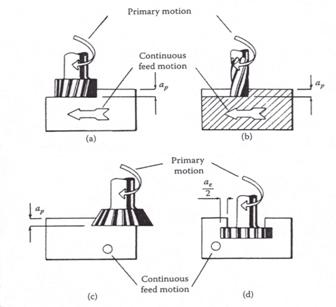
Fig. 3.33 Cateva operatii de frezare plana. a) Frezare profilata; b) Frezarea canalelor; c) Frezare cu joc de freze; d) Frezare unghiulara.
In figura 3.33 sunt prezentate patru operatii de frezare orizntala. La frezarea profilata, muchiile aschietoare ale frezei au forma sectiunii cerute in piesa. Deoarece aceste freze in general sunt destul de scumpe, frezarea profilata este folosita numai atunci cand se prelucreaza o serie mai mare de piese. La frezarea canalelor, frezele standard cu trei muchii aschietoare sunt folosite pentru a prelucra canale dreptunghiulare in piese. Similar, in frezarea unghiulara, se folosesc freze standard cu profil triunghiular. Operatia de prelucrare concomitenta cu doua freze disc, aratata in figura, este doar una din multele variante de prelucrare, care pot fi executate prin montajul mai multor freze pe arborele masinii unelte. In acest mod, prin diferite combinatii de freze se pot prelucra o gama mare de de forme de sectiuni. Cand frezele sunt folosite in combinatie, operatia este adesea denumita frezare cu ansamblu de freze sau cu joc de freze.
La frezarea orizontala sculele sunt montate pe un dorn sau arbore (figura 3.34) si sunt stranse cu o cheie. Arborele are o sectiune conica, care este proiectata pentru a se potrivi intr-un alezaj conic conjugat din capatul arborelui principal al masinii unelte. O tija trece prin alezajul arborelui principal din partea superioara si se insurubeza in capatul arborelui, rezultand o fixare cu strangere in locasul arborelui. Pe capatul liber al arborelui este prevazuta o zona de montaj a rulmentului, asa cum se vede in figura 3.30.

Fig. 3.34. Sistem de fixare a sculelor la frezarea plana
4. Frezarea pe masini de frezat vertical
Pe masini de frezat verticale pot fi executate o mare varietate de operatii necesare prelucrarii suprafetelor orizontale, verticale si inclinate. Masinile de frezat vertical sunt masini cu un grad ridicat de adaptabilitate. La aceste masini poate fi utilizata o mare varietate de scule in vederea prelucrarii diferitelor canale, buzunare, pereti laterali si profile. Ca operatii aditionale pot fi executate si operatii precum gaurirea, filetarea, alezarea.

Fig. 3.35. Frezarea frontala pe masina de frezat cu coloana
Asa cum sugereaza si numele masinii, arborele principal al masinii este in pozitie verticala. In cazul masinii de frezat cu coloana, ilustrat in figura 3.35. piesa poate fi prelucrata astfel:
O operatie tipica de frezare, unde este prelucrata o suprafata plana este prezentata in figura 3.35. Scula utilizata, cunoscuta sub denumirea de freza frontala, este prezentata in figura 3.36., unde se poate observa si geometria specifica operatiei de frezare prontala. Avansul f este distanta pe care o parcurge scula in lungul piesei la o rotatie:
![]()
![]() 3.31
3.31
 unde vf este viteza
de avans si
unde vf este viteza
de avans si ![]() este turatia sculei aschietoare. Daca
scula ataca piesa in procesul de aschiere, grosimea aschiei nedeformate creste
la o valoare maxima si apoi descreste pana cand fiecare dinte este angajat in
contact cu piesa. Valoarea maxima
este turatia sculei aschietoare. Daca
scula ataca piesa in procesul de aschiere, grosimea aschiei nedeformate creste
la o valoare maxima si apoi descreste pana cand fiecare dinte este angajat in
contact cu piesa. Valoarea maxima ![]() , este egala cu avansul de lucru,
care este egal cu f/N, unde N este
numarul de dinti al sculei aschietoare.
, este egala cu avansul de lucru,
care este egal cu f/N, unde N este
numarul de dinti al sculei aschietoare.
Fig. 3.36. Miscarea relativa dintre freza frontala si piesa in timpul
prelucrarii
Astfel:
 3.32
3.32
La determinarea timpului de baza (de prelucrare) prin aschiere ![]() trebuie sa se ia in considerare intrarea
sculei in procesul de aschiere pe intreaga latime, precum si iesirea din
procesul de aschiere. Dupa cum se poate vedea in figura 3.36, miscarea totala
in momentul in care axul sculei aschietoare depaseste piesa este data de
trebuie sa se ia in considerare intrarea
sculei in procesul de aschiere pe intreaga latime, precum si iesirea din
procesul de aschiere. Dupa cum se poate vedea in figura 3.36, miscarea totala
in momentul in care axul sculei aschietoare depaseste piesa este data de ![]() si prin urmare timpul de masinare este dat de:
si prin urmare timpul de masinare este dat de:
![]() 3.32
3.32
Unde: ![]() este lungimea piesei, iar
este lungimea piesei, iar ![]() este diametrul frezei.
este diametrul frezei.
Cand pozitia axului sculei nu intra in campul piesei:
 unde:
unde: ![]() este marimea angajarii in aschiere a
sculei. In acest caz operatia este asemanatoare cu o frezare plana cu o valoare
mare a angajarii sculei aschietoare, iar grosimea maxima a aschiei indepartate
este data de ecuatia 3.26.
este marimea angajarii in aschiere a
sculei. In acest caz operatia este asemanatoare cu o frezare plana cu o valoare
mare a angajarii sculei aschietoare, iar grosimea maxima a aschiei indepartate
este data de ecuatia 3.26.
Fig. 3.36. Exemple de frezari verticale: a)suprafete orizontale; b) canal; c) coada de randunica; d) canal T.
Frezele pentru masinile de frezat verticale sunt de obicei prevazute cu gaura sau coada cilindrica. Cele prevazute cu gaura se numesc freze cilindro-frontale frontale cu alezaj si sunt fixate intr-un locas pe un arbore port scula, acesta fiind ulterior fixat in arborele masinii unelte. Cele cu coada cilindrica sunt fixate in mandrine cu bucsa elastica sau sunt introduse in alezajul arborelui si fixate cu un surub care strange coada frezei pe o suprafata plana executata pe coada frezei.
Fixarea piesei este realizata prin utilizarea unei menghine sau prin intermediul sistemelor de bride cu suruburi fixate in calalele T din masa macinii unelte.

Fig. 3.37. Sistem de fixare a sculelor
5 Tehnologia de prelucrare prin brosare
Ultima masina care foloseste scula cu mai multe taisuri si care va fi descrisa, este masina de brosat. Masina de brosat verticala este cea mai convenabila pentru prelucrarea canalelor profilate in piese, asa cum se arata in figura 3.37.
|
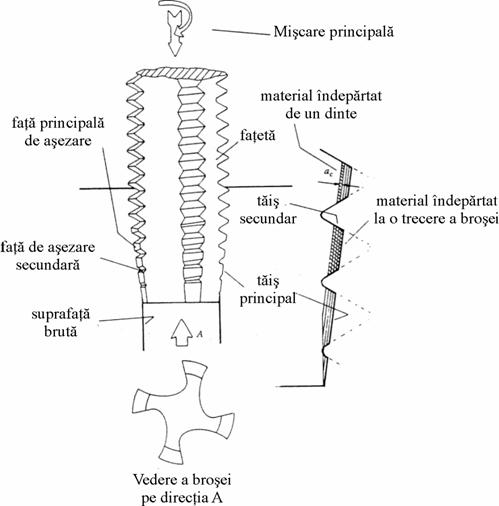
Fig. 3.37 Brosarea pe o masina de brosat verticala, unde |
La brosare, masina genereaza miscarea principala (de obicei este actionata
hidraulic) dintre scula si piesa. (miscare X), iar avansul este realizat prin
inaltarea succesiva a dintilor brosei. Fiecare dinte inlatura un strat de
material din piesa. Din moment ce suprafata prelucrata este conditionata de o
trecere completa a sculei, timpul de lucru ![]() este dat de relatia:
este dat de relatia:
![]() 3.34
3.34
unde lt este lungimea brosei in
[m], iar v in [m/min.] este viteza de
aschiere. Avansul f in operatia de
brosare este definit ca fiind miscarea imaginara a unei singure muchii aschietoare,
date de masina unealta pentru a produce acelasi rezultat ca si multimea de muchii
aschietoare cu care scula este dotata. Grosimea aschiei nedeformate ![]() de la un punct de pe muchia
aschietoare, care este egala cu cantitatea de aschie prelucrata, este data de
relatia:
de la un punct de pe muchia
aschietoare, care este egala cu cantitatea de aschie prelucrata, este data de
relatia:
![]() 3.35
3.35
|
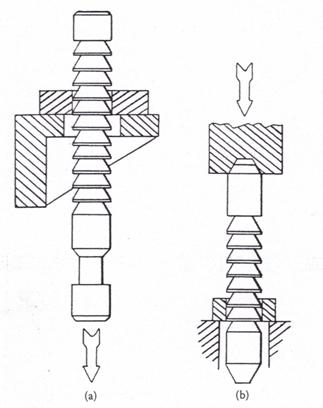
Fig. 3.38 Metode de brosare a unei gauri. a) Tragand brosa; b) Impingand brosa |
Rata de aschiere ![]() poate fi estimata ca
fiind raportul dintre cantitatrea de aschii si timpul de lucru al masinii de
brosat.
poate fi estimata ca
fiind raportul dintre cantitatrea de aschii si timpul de lucru al masinii de
brosat.
Brosarea este adesea utilizata pentru a produce si gauri ovale, gauri profilate si caneluri. In acest caz brosa poate fi trasa sau impinsa intr-un alezaj circular pentru a largi gaura pana la forma dorita, sau prelucrarea unui canal de pana si in unele cazuri chiar a suprafetelor plane (fig 3.38). Brosele trebuie proiectate si produse pentru fiecare prelucrare, pentru dimensiunile si forma alezajului care trebuie prelucrat, ceea ce implica costuri ridicate de prelucrare. Operatia de brosare se justifica a fi aplicata numai in cazul in care se prelucreaza o serie mare de piese ( 100.000 pana la 200.000).
6. Prelucrarea cu tarodul si filiera
Filetele interioare si exterioare pot fi realizate prin folosirea tarozilor si a filierelor. Aceste scule multitais pot fi proiectate ca fiind derivate din alezoare elicoidale, avand adancimea de aschiere relativ redusa. Derivarea sculei tarod poate fi si dintr-un surub, caruia i s-au practicat canale de evacuare a aschiilor si s-a conferit taisurilor o geometrie de aschiere specifica sculelor aschietoare in metal. Datorita faptului ca materialul indepartat prin aschiere este aproximativ redus, sculele pot fi antrenate si manual, mai ales pentru filete de dimensiuni mici.
|
Fig. 3. 39 Tarodarea |
In Figura 3.39, este reprezentat un tarod care este introdus intr-o gaura pregatita pentru filetare si rotit la o viteza relativ mica. Astfel, miscarea relativa dintre un punct de pe varful taisului si piesa este o miscare elicoidala. Aceasta miscare este miscarea principala. Toata prelucrarea are loc la capatul inferior al tarodului (zona conica), unde fiecare tais indeparteaza un mic strat de metal (Figura 3.39) pentru a realiza forma definitiva a filetului. Partea superioara a tarodului realizeaza curatarea de fragmente de material ce pot fi colectate in canalele de evacuare si totodata calibreaza filetul realizat cu portiunea de atac. O filiera are aceeasi tipologie de aschiere ca si tarodul, insa este proiectata pentru a realiza filete externe.
Filetarea interioara ce ajutorul tarozilor, poate fi realizata pe urmatoarele masini unelte: strung universal, strungul revolver, masina de gaurit si masina de frezat verticala. In unele situatii sunt necesare dispozitive speciale pentru protejarea tarodului la suprasarcina sau pentru dessurubare. Filetarea externa ce foloseste matrite poate fi realizata cu ajutorul strungului revolver si a masinii de infiletare-aschiere.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2606
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved