| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Utilizarea in procesul de prelucrare a unor medii pentru aschiere, care in majoritatea cazurilor sunt fluide (lichide sau gaze), este justificata prin efectele benefice pe care le produc, efecte datorate unor functii si proprietati pe care acestea le au.
1. Functiile si proprietatile mediilor pentru aschiere.
Functiile mediilor pentru aschiere pot fi considerate urmatoarele:
marirea durabilitatii sculei;
- reducerea puterii consumate;
- realizarea unei calitati bune a suprafetei prelucrate;
- intensificarea regimului de aschiere si cresterea productivitatii;
- evacuarea aschiilor si a prafului metalic din zona de aschiere;
- spalarea (curatirea) sculei abrazive;
- protectia suprafetei prelucrate contra coroziunii;
- protectia masinii-unelte;
- protectia si securitatea operatorului uman.
Proprietatile mediilor pentru aschiere care realizeaza si caracterizeaza aceste functii sunt urmatoarele:
capacitate de racire;
- capacitate de ungere;
- capacitate de absorbtie si de difuzie;
- capacitate de aschiere (efect activ);.
- netoxic, neiritant si inodor pentru utilizator (operatorul uman);
- necoroziv pentru piesa si masina-unealta;
- sa aiba proprietati antispumante;
- sa nu produca inconveniente organelor masinii-unelte (blocare ghidaje, degradare elemente de etansare hidraulica si pneumatica, vopsea etc.);
- sa fie usor de aplicat;
- sa aiba stabilitate in timp la temperaturi ridicate si filtrari repetate, sa nu se descompuna chimic si sa nu imbacseasca sculele abrazive;
- sa fie biostabil (sa nu permita dezvoltarea microorganismelor);
- sa fie usor de neutralizat si eliminat (sa nu polueze mediul ambiant);
- sa fie transparent pentru a se putea urmari procesul de aschiere.
Proprietatile de racire, ungere, absorbtie si difuzie au caracter determinant si prezinta egala importanta, desi ponderea lor variaza functie de lichid si de cazul concret de aplicare.
2. Structura lichidelor pentru aschiere.
Structura lichidelor pentru aschiere este constituita din produse de baza si aditivi. Produsele de baza, pot fi uleiuri minerale (rezultate din distilarea petrolului), uleiuri de regenerare, uleiuri grase (vegetale sau animale), hidrocarburi de sinteza, lichide sintetice, amestecuri de uleiuri minerale si lichide sintetice. Hidrocarburile de sinteza si lichidele sintetice incep sa aiba o pondere din ce in ce mai mare in structura lichidelor pentru aschiere.
Aditivii, au rolul de a mbunatati considerabil proprietatile lichidelor pentru aschiere. Prin aditivare se poate obtine o gama larga de lichide pentru aschiere cu diverse posibilitati de utilizare;
Aditivii de onctuozitate, au rolul de a imbunatati proprietatile lubrifiante ale lichidelor pentru aschiere. Sunt de regula acizi grasi, ale caror molecule polare formeaza un film protector, aderent la suprafata prelucrata.
Aditivii de extrema presiune (aditivii EP), reduc riscul de gripaj intre scula si piesa la temperaturi ridicate. Sunt produsi organo-sulfurosi, organo-clorosi, organo-fosforosi sau combinatii ale acestor compusi. Sub actiunea temperaturilor foarte ridicate reactioneaza cu suprafata materialului de prelucrat, formand un produs cu rezistenta scazuta la forfecare.
Aditivii inhibitori de coroziune, impiedeca coroziunea materialelor feroase si neferoase si pasivizeaza aliajele de cupru. Pot fi carbonat de sodiu, borat de sodiu, amine si amide grase. Se utilizeaza in combinatie cu aditivii EP.
Emulgatorii, permit formarea unei emulsii stabile de ulei sau lichid sintetic in apa. Sunt constituiti din componenti tensio-activi, care formeaza o suprafata de separatie continua a picaturilor de ulei fata de apa.
Agentii de suprafata, au rolul de a diminua tensiunea superficiala, imbunatatind proprietatile de racire ale lichidelor pentru aschiere.
Aditivii antispumanti, reduc tendinta de spumare a lichidelor pentru aschiere. Se folosesc produse pe baza de silicon.
Aditivii bactericizi sau bacteriostatici, distrug sau limiteaza dezvoltarea bacteriilor.
Colorantii, ajuta la identificarea tipului de lichid pentru aschiere.
Parfumul tehnic, are rol de a masca mirosul urat al unor aditivi.
3. Tipuri de lichide pentru aschiere.
Avand in vedere principalele proprietati, ungerea si racirea se pot distinge doua mari familii de lichide pentru aschiere. Uleiuri pentru aschiere neemulsionabile (fara apa), formate din uleiuri minerale aditivate (foarte riar contin lichide sintetice). Se utilizeaza in starea in care sunt livrate de producator. Se caracterizeaza prin .proprietati lubrifiante foarte bune. Simbolizarea dupa STAS 871-80, se face litera P, dupa care se inscriu numerele de ordine 1, 2, 3,, care indica nivelul de aditivare si una sau mai multe litere care indica procesul de prelucrare. Pentru cele aditivate pentru extrema presiune se inscriu literele EP.
Dupa ISO, simbolizarea este urmatoarea:
- MHA, uleiuri minerale neaditivate;
- MHB, uleiuri minerale cu proprietati antifrictiune;
- MHC, uleiuri minerale cu proprietati EP (inactive chimic);
- MHD, uleiuri minerale cu proprietati E, P (active chimic);
- MHE, uleiuri minerale cu proprietati antifrictiune si proprietati EP (inactive chimic);
- MHF, uleiuri minerale cu proprietati antifrictiune si proprietati E,P (active chimic)
Lichide pentru aschiere pe baza de apa, se obtin prin amestecarea cu apa a unui produs concentrat. Se caracterizeaza prin proprietati foarte bune de racire si mai slabe de ungere (functie de nivelul de aditivare).Produsul concentrat este constituit din ulei mineral (baza), emulgator, anticorozivi si alti aditivi.
Functie de marimea particulelor de ulei, dispersate in apa, se obtin emulsii (E), microemulsii (M), pseudoemulsii (P), solutii (S). Simbolizarea dupa STAS 871-80, se face cu literele PE, dupa care se inscriu cifre si litere similar ca in cazul uleiurilor neemulsionabile.
Dupa ISO, simbolizarea este urmatoarea:
- MAA, emulsii;
- MAB, emulsii cu proprietati antifrictiune;
- MAC, emulsii cu proprietati EP;
- MAD, emulsii cu proprietati antifrictiune si cu proprietati EP;
- MAE, microemulsii;
- MAF, microemulsii cu proprietati antifrictiune si/sau proprietati EP;
- MAG, solutii;
- MAH, solutii cu proprietati antifrictiune si/sau proprietati EP.
Se manifesta tendinta de a se utiliza lichide universale, multifunctionale folosite atat pentru prelucrare cat si pentru ungerea masinii. Dupa anii '80 au aparut pe piata lichide biorezistente, biostabile, ecostabile, ce au la baza compusi pe baza de bor, ce le confera proprietati biorezistente fara aportul substantelor bactericide. Se mai poate defini o a treia familie de fluide pentru aschiere formata din aer comprimat, gaze si amestecuri lichide-gaze. Pentru aschiere se mai folosesc medii solide de racire-ungere, constituite din pulberi, paste, amestecuri acoperitoare.
4. Modul de actiune a lichidelor pentru aschiere.
Proprietatile principale ale lichidelor de aschiere, asupra carora s-au indreptat in mod special cercetarile experimentale, sunt cele de racire si de ungere.
Efectul de racire, a fost considerat multa vreme ca cel mai important si de aceea lichidele pentru aschiere au fost denumite lichide de racire. Efectul de racirese realizeaza prin preluarea unei cantitati insemnate din caldura degajata la aschiere, fapt ce duce la scaderea temperaturii sculei, piesei si aschiei (figura 1).
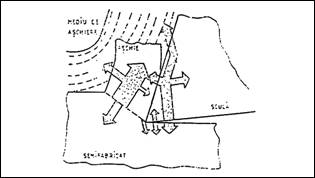
Figura 1 Modul de actiune a lichidului de racire-ungere
Efectele racirii sunt urmatoarele:
- marirea durabilitatii sculei aschietoare;
- reducerea gradului de deformare a materialului de prelucrat;
- modificarea formei aschiei;
- marire preciziei dimensionale si geometrice a suprafetei prelucrate.
Dintre cele doua familii de lichide pentru aschiere, proprietati foarte bune de racire, au lichidele pe baza de apa (emulsii, microemulsii, solutii).
Capacitatea lichidelor pentru aschiere de a absorbi si evacua caldura, se poate caracteriza prin:
- caldura specifica;
- caldura latenta de vaporizare;
- viteza de vaporizare la temperatura de aschiere a procesului;
- conductibilitatea termica;
- vascozitatea;
- tensiunea superficiala.
Capacitatea unui mediu de aschiere de a absorbi caldura este cu atat mai mare cu cat caldura specifica si cea latenta de vaporizare sunt mai mari. Din acest punct de vedere, actiunea cea mai eficace o are apa, fapt ce explica ponderea ei in, mediile de racire. O racire foarte buna se realizeaza cu mediu de aschiere sub forma de ceata (lichid pulverizat), mai ales in cazul in cazul utilizarii sculelor din carburi metalice, cand temperatura din zona de aschiere depaseste punctul de fierbere.
Mecanismul de absorbtie de caldura de catre mediul de aschiere se desfasoara pe baza vaporizarii si convectiei. Picaturile de lichid patrund in zona muchiei aschietoare si datorita raportului mare intre suprafata si volum, se produce o evaporare rapida, ceea ce da amestecului aer-lichid o mare capacitate de racire. Apare in aceasta situatie un proces de fierbere cu bule, absorbtia de caldura fiind de 2030 ori mai mare decat in cazul racirii prin curgere.
La debite mici de lichid, transportul de caldura se face prin intermediul aerului, la debite mari de lichid,.transportul de caldura se face prin intermediul lichidului, iar in cazul debitului optim, predomina evacuarea caldurii datorita evaporarii lichidului.
Rezultate bune au fost obtinute in cazul folosirii ca medii de aschiere a gazelor racite la temperaturi de -40 -60 C si a gazelor lichefiate (azot lichid), prelucrarea in aceste conditii capatand denumirea de aschiere criogenica.
Efectul de lubrifiere. O functie importanta realizata de catre lichidele pentru aschiere este diminuarea eforturilor de aschiere, functie realizata de proprietatile de ungere, proprietati datorate aditivilor inclusi in lichid.
Lubrifierea suprafetelor de contact la aschiere (aschie/scula, scula/ piesa), in functie de conditiile de lucru, se poate realiza in regim hidrodinamic cu film continuu (la presiuni de contact mici), frecare semilichida si frecare limita (la presiuni de contact si temperaturi mari). Eficacitatea lichidului pentru aschiere depinde de capacitatea moleculelor de a se atasa fizic sau chimic de suprafata materialului de prelucrat. Exista doua tipuri de asemenea legaturi.
Legaturi de tip adsortie (legaturi de tip Wan der Waals). Sunt realizate de molecule polare (molecule cu catena lunga), care acopera suprafata metalica, formand un film aderent si destul de subtire pe suprafetele metalice (figura 2).
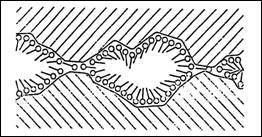
Figura 2 Legaturi de tip adsorbtie
In cazul emulsiilor de ulei in apa, particulele de ulei polarizate (figura 3), inconjurate de stratul de substanta tensioactiva, adera la suprafata metalica datorita caracterului ferofil al gruparilor hidrofile, formand un film de ungere pe suprafetele metalice. Aderenta si elasticitatea acestui strat sunt asigurate de emulgator.
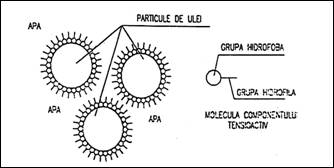
Figura 3 Particule de ulei polarizate
Peliculele de molecule polare au o sarcina limita considerabila si pot reduce mult frecarea si uzura. La temperaturi ridicate, intre moleculele polare ale aditivului si suprafata metalica apare un fenomen de adsorbtie chimica. Moleculele aditivului sunt legate rigid de suprafata metalica si protectia este efectiva. Fenomenul este caracteristic aditivilor de onctuozitate.
Legaturi de tip chemisorbtie. In conditii de lucru foarte severe sunt utilizate lichide pentru aschiere de extrema presiune. Aditivii de extrema presiune (aditivii EP) din structura acestor lichide, la temperaturi ridicate (500 C), produc local la interfata scula/aschie compusi metalici de coroziune, care au rezistenta la forfecare mult inferioara materialului de prelucrat si punct de topire ridicat, asigurand un coeficient de frecare mic. Alunecarea sculei se face pe acest strat care se regenereaza in mod continuu deoarece suprafata aschiata este pura (neoxidata).
Aditivii EP pe baza de sulf, clor sau fosfor, la temperaturi ridicate, elibereaza acid clorhidric, hidrogen sulfurat, acid fosforic, ce reactioneaza cu suprafata aschiata si formeaza un strat de sulfuri, cloruri sau fosfati, care impiedeca sudarea suprafetelor. Cand acest strat este indepartat prin aschiere, temperatura creste, aditivul EP este descompus si se formeaza un nou strat protector. Proprietatile fizice ale compusilor intermetalici sunt dependente de temperatura la aschiere, fapt ce influenteaza coeficientul de frecare (figura 4). La viteze mari de aschiere, reactiile nu au timp sa se produca si eficacitatea aditivilor se reduce mult.
In legatura cu aceasta se defineste capacitatea de activitate chimica a lichidelor pentru aschiere, ea reprezentand viteza de reactie la conditiile concrete de prelucrare prin aschiere.
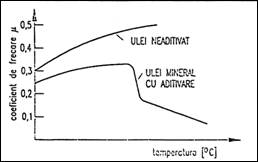
Figura 4 Dependenta coeficientului de frecare de temperatura
Efectul de lubrifiere se realizeaza si datorita aditivilor tensioactivi, care reduc sensibil tensiunea superficiala a solutiilor, dand posibilitatea formarii peliculelor de adsorbtie pe peretii microfisurilor, impiedecand inchiderea acestora si prin efect de 'pana' favorizeaza formarea aschiei, reducand eforturile de aschiere (figura 5).
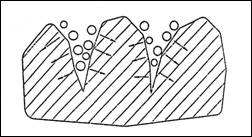
Figura 5 Efectul aditivilor tensioactiv asupra lubrifierii
Fenomenul se manifesta pregnant la prelucrari de finisare cu adancimi de aschiere mici (rectificare, lepuire, honuire). Prin fenomenul de difuzie, in reteaua metalului de prelucrat, patrund atomi de hidrogen, azot sau alte produse de descompunere catalitica a lichidului pentru aschiere. Suprafata prelucrata se afineaza si devine friabila. Fenomenele de adsorbtie si difuzie contribuie la procesul de formare a aschiei. Protectia anticoroziva. Una dintre cerintele impuse la folosirea mediilor pentru aschiere este si acela al asigurarii unei protectii anticorozive temporare a suprafetei prelucrate.
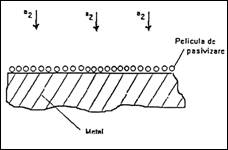
Protectia anticoroziva este asigurata de inhibitori de coroziune. Aceste substante sunt constituite din molecule alungite, cu sarcina electrica negativa, ce sunt atrase de suprafata metalului, formand o pelicula de polarizare.
![]()
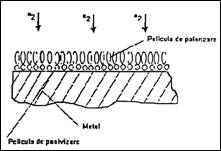
Alti inhibitori de coroziune reactioneaza chimic formand pe suprafata metalului o pelicula de pasivizare (figura 6). In multe cazuri stratul de protectie anticoroziva se compune din ambele tipuri de pelicule (figura 7).
5. Alegerea lichidelor pentru aschiere.
Alegerea corecta lichidelor pentru aschiere conduce la cresterea eficientei economice a prelucrarii si trebuie sa aiba in vedere urmatoarele aspecte:
- consideratii privind operatia de prelucrare;
consideratii referitoare la proprietatile si performantele lichidului (ce urmeaza sa fie eventual utilizat);
- consideratii privind igiena si securitatea muncii;
- consideratii economice.
Metodele de alegere sunt variate si au in vedere in mod special criterii de igiena si protectie a muncii, criterii tehnologice si criterii economice. Pe baza analizei atente a celor trei grupe de criterii, adoptand o solutie de compromis, se va lua decizia de folosire a unui anumit tip de lichid pentru aschiere.
Principalele criterii tehnologice pe baza carora se face alegerea sunt: tipul operatiei de prelucrare prin aschiere, materialul sculei aschietoare, materialul de prelucrat, masina-unealta.
Alegerea uleiurilor neemulsionabile. Aceasta familie de lichide pentru aschiere se caracterizeaza prin proprietati foarte bune de ungere, limitand tendinta de lipire a aschiei de scula. Alegerea dupa criteriile tehnologice este prezentata in tabelele 1, 2, 3.
Materialul de prelucrat |
Recomandari |
|
Oteluri moi |
Ulei gras, la operatii de finisare. Evita depunerea pe tais. |
|
Aliaje cu continut ridicat de Ni |
Uleiuri EP. Aditivi clorosi. Prelucrari cu viteze scazute si lucrari dificile. |
|
Zinc, aluminiu si aliajele lor |
Ulei mineral fluid + ulei gras. Prelucrari cu viteze mici. Evita depunerea pe tais. |
|
Cupru si aliajele sale |
Ulei + ulei gras. Se vor evita uleiurile ce contin sulf activ. Acestea produc pete pe suprafata prelucrata. |
|
Titanul si aliajele sale |
Uleiuri sulfuroase. Se vor evita uleiurile cu aditivi pe baza de clor. Acestea produc coroziune intergranulara a suprafetei prelucrate |
|
Oteluri inoxidabile |
Prelucrari cu viteze mici |
Tabelul 2 Alegerea uleiurilor neemusionabile pe baza criteriilor tehnologice
Operatia de prelucrare |
Recomandari |
|
Gaurire adanca, danturare cu cutit, filetare cu cutit pieptene, brosare |
Uleiuri cu aditivi de onctouzitate si aditivi EP. Usureaza aschierea si reduc vibratiile sculei. |
|
Rectificare dantura si filete, rodare, slefuire |
Uleiuri EP fluide, evita ruperea sculei. Uleiuri EP inactive chimic. |
|
Decojire, frezare, burghiere, tarodare, debitare |
Ulei fosfocloroase. |
Tabelul 3 Alegerea uleiurilor neemusionabile pe baza criteriilor tehnologice
|
Materialul sculei |
Recomandari |
|
Otel rapid |
Viteze mici si medii. Bine dirijat pe fata activa a sculei. |
|
Carburi metalice, cermenti |
Viteze medii. Stropire abundenta si continua pentru a evita socurile termice. |
Alegerea lichidelor pe baza de apa. Aceasta familie de lichide pentru aschiere se caracterizeaza prin proprietati foarte bune de racire, dar slabe de ungere si protectie a suprafetei, care insa pot fi imbunatatite prin aditivare. Alegerea dupa criteriile tehnologice este prezentata in tabelele 4, 5, 6.
|
Materialul de prelucrat |
Recomandari |
|
Fonte cenusii |
Lichide sintetice. Evacueaza aschiile, protejeaza suprafata. |
|
Aliaje cu continut ridicat de Ni |
Prelucrarea cu viteze mari. |
|
Oteluri inoxidabile |
Emulsii EP. Productie de serie. |
|
Zinc, aluminiu si aliajele lor |
Prelucrari cu viteze mari. Evitarea emulsiilor alcaline, aditivilor clorosi si petrolului. |
|
Cuprul si aliajele sale |
Emulsii cu proprietati lubrifiante puternice. |
|
Operatia de prelucrare |
Recomandari |
|
Debitare, rabotare, strunjire, frezare, burghiere, alezare, filetare cu cutit. |
Operatii ce necesita lichide cu proprietati bune de racire. Prelucrari cu viteze mari de aschiere. Folosirea aditivilor EP extinde domeniul de utilizare a acestei categorii de lichide pentru aschiere. |
|
Rectificare clasica |
Se utilizeaza lichide tip solutie. |
Tabelul 6 Alegerea uleiurilor pe baza de apa avand in vederecriteriile tehnologice
|
Materialul sculei |
Recomandari |
|
Otel rapid |
Viteze ridicate. Bine dirijat. |
|
Carburi metalice, cermenti |
Viteze ridicate. Debit abundent si continuu. |
|
Nitrura cubica de bor |
Ascutire placute aschietoare. Debit abundent. |
|
Diamant |
6. Utilizarea lichidelor pentru aschiere.
Dirijarea mediului pentru aschiere in zona de lucru este deosebit de importanta, sub aspectul punerii in evidenta a eficientei utilizarii acestuia. Exista diverse metode de utilizare, instalatii si dispozitive adecvate, menite sa asigure valorificarea maxima a efectelor benefice ale mediilor pentru aschiere, in diverse conditii. Metodele de aplicare sunt prezentate in tab. 7.
Metoda |
Domenii de aplicare. Recomandari |
|
Aplicare manuala |
Operatii executate manual (debitare, filetare cu tarod filiera etc.). |
|
Dirijare prin ajutaj (stropire cu jet) |
Metoda clasica. Debit abundent si constant la presiune scazuta, Jet bine dirijat pe partea activa a sculei. Debit minim 2 l/min pentru 1 kW. |
|
Dirijare sub presiune |
Utilizare la prelucrari cu viteze mari de aschiere si la prelucrarea suprafetelor interioare. Accesul lichidului in zona de aschiere se face prin jeturi subtiri, bine dirijate si prin canale practicate in corpul sculei. Se utilizeaza debite mari (cca. 200 l/min) si presiuni de 50100MPa. |
|
Alimentare prin porii sculei abrazive (alimentare prin centru) |
Metoda utilizata la operatii de rectificare. Lichidul este adus in interiorul discului abraziv si datorita fortelor centrifuge este proiectat spre periferia discului in zona de contact graunte abraziv-piesa. Avantaje: racirea si spalarea discului abraziv. Dezavantaje: filtrare foarte buna a lichidului. |
|
Pulverizare (amestec lichid cu aer) |
Antrenarea unei cantitati mici de lichid sub forma de picaturi fine cu ajutorul unui jet de aer comprimat. Avantaje: racire buna a sculei; consum redus de lichid; |
|
vizibilitate buna a prelucrarii; curatirea locului de munca. Recomandari: reglare atenta a presiunii aerului, si lichidului; dirijare buna; dispozitiv de aspiratie a surplusului de amestec. |
|
|
Racire cu gaze |
Metoda mai putin utilizata datorita costului de utilizare ridicat (necesita instalatii complexe). Se realizeaza racirea zonei de aschiere (datorita destinderii gazelor) si evacuarea aschiilor. Se utilizeaza aer comprimat (la presiunea de 20. ..50 MPa) si gaze lichefiate (bioxid de carbon, azot). |
Instalatiile utilizate sunt alcatuite din rezervor, circuit de alimentare cu lichid, sisteme de decantare si filtrare. Dispozitivele si procedeele utilizate trebuie sa asigure eficienta maxima a proprietatilor lichidului prin: accesul mediului in zona de aschiere (dirijare spre partea activa a sculei); racirea uniforma a sculei (evitarea socurilor termice); evacuarea aschiilor; recuperarea lichidului; igiena si securitatea locului de munca. In figurile 8, 10, sunt prezentate modalitati de dirijare a lichidelor pentru aschiere la operatii de strunjire, frezare si burghiere.
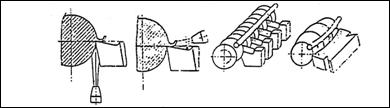
Figura 8 Dirijarea lichidelor la strunjire
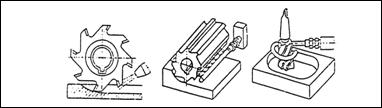
Figura 9 Dirijarea lichidelor la frezare
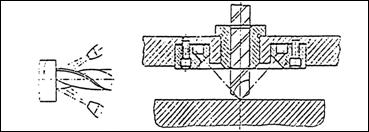
Figura 10 Dirijarea lichidelor la burghiere
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3275
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved