| CATEGORII DOCUMENTE | ||
|
||
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
DEFINIRE. CLASIFICARE
Motorul cu ardere interna cu piston este un motor termic la care produsele arderii intra in compozitia fluidului motor, iar transformarea acestuia in lucru mecanic se realizeaza prin intermediul unui piston, a carui miscare alternativa in interiorul unui cilindru este transformata in miscare de rotatie de catre mecanismul biela-manivela.
Primul motor cu ardere interna cu piston a fost realizat de catre E. Lenoir si a fost perfectionat pe parcursul timpului pentru a se obtine randamente si puteri superioare.
Marea diversitate a motoarelor cu ardere interna cu piston a impus folosirea mai multor criterii de clasificare a acestora dintre care cele mai importante sunt:
. Dupa procedeul de aprindere a combustibilului (cel mai important procedeu care imparte motoarele in clase cu mari deosebiri functionale) :
a - motoare cu aprindere prin scanteie (m.a.s) - motoare la care aprinderea se face de la o scateie electrica produsa de o bujie;
b - motoare cu aprindere prin compresie (m.a.c) - motoare la care aprinderea se produce datorita temperaturii rezultate prin comprimarea fluidului proaspat;
c - motoare convertibile, care prin unele modificari pot fi transformate din m.a.c. in m.a.s;
d - motoare cu aprindere prin suprafata calda - motoare la care aprinderea are loc atat datorita comprimarii incarcaturii proaspete, cat si de la o suprafata locala calda.
2. Dupa numarul de timpi in care se realizeaza ciclul motor
a - motoare in doi timpi sau cu ciclul la o rotatie a arborelui cotit - motoare la care ciclul motor se realizeaza la doua curse ale pistonului;
b - motoare in patru timpi sau cu ciclul la doua rotatii ale arborelui cotit - motoare la care ciclul motor se realizeaza la patru curse ale pistonului;
3. Dupa starea de agregare a combustibililor folositi
a - motoare cu combustibili gazosi;
b - motoare cu combustibili lichizi;
c - motoare cu combustibili gazosi si lichizi.
4. Dupa numarul de combustibili utilizati
a- motoare monocarburant - utilizeaza un singur tip de combustibil;
b- motoare policarburant - utilizeaza mai multe tipuri de combustibil.
5. Dupa natura agentului de racire
a - motoare racite cu lichid - motoare la care partile fixe ale mecanismului motor sunt racite cu lichid (apa sau antigel);
b - motoare racite cu aer - motoare la care partile fixe ale mecanismului motor sunt racite cu aer.
6. Dupa procedeul de admisie
a - motoare cu admisie normala - la care fluidul proaspat este trimis spre cilindri la presiune atmosferica;
b - motoare cu admisie fortata (supraalimentate) - la care fluidul proaspat este comprimat inainte de intrarea in cilindri.
7. Dupa procedeul de formare a amestecului carburant
a - motoare cu carburator - la care amestecul aer-combustibil se realizeaza in afara cilindrului, intr-un carburator;
b - motoare cu injectie de combustibil - la care combustibilul este injectat (la m.a.s. benzina este injectata in galeria de admisie sau in cilindri iar la m.a.c. combustibilul lichid este injectat in cilindri, dupa comprimarea aerului);
c - motoare cu amestecator - la motoarele cu combustibili gazosi, amestecul aer-gaz efectuandu-se intr-un amestecator in exteriorul cilindrului.
8. Dupa locul de formare a amestecului carburant:
a - motoare cu formarea amestecului in exteriorul cilindrului;
b - motoare cu formarea amestecului in cilindru.
9. Dupa numarul compartimentelor camerei de ardere
a - motoare cu camera de ardere unitara;
b - motoare cu camera de ardere divizata.
10. Dupa viteza medie a pistonului:
a - motoare lente - cu viteza pistonului wp = 4.6,5 m/s;
b - motoare semirapide - cu viteza pistonului wp = 6,5.10 m/s;
c - motoare rapide - cu viteza pistonului peste 10 m/s.
11. Dupa numarul de cilindri
a - motoare monocilindrice;
b - motoare policilindrice - cu 2, 3 sau mai multi cilindri.
12. Dupa dispunerea relativa a cilindrilor
a - motoare in linie -motoare cu un singur rand de cilindri;
b - motoare in V - motoare cu doua randuri de cilindri si un singur arbore cotit;
c - motoare in evantai - cu mai multi cilindri dispusi in evantai;
d - motoare in X - motoare cu patru randuri de cilindri si un singur arbore cotit;
e - motoare in stea simpla - motoare cu un numar impar de cilindri, dispusi uniform decalat in jurul arborelui cotit;
f - motoare in stea multipla - motoare cu mai multe grupuri de cilindri in stea;
g - motoare in H - motoare cu cilindrii dispusi in doua plane paralele intre ele, cuprinzand cate doua randuri de cilindri opusi;
h - motoare cu pistoane opuse (motoare boxer) - motoare cu doua randuri paralele de cilindri situate in acelasi plan si dispuse de o parte si de alta a arborelui cotit.
13. Dupa pozitia axelor cilindrilor fata de verticala
a - motoare verticale - cu axa cilindrilor in plan vertical;
b - motoare orizontale - cu axa cilindrilor in plan orizontal;
c - motoare inclinate - cu axele cilindrilor inclinate fata de un plan vertical.
14. Dupa destinatie
a - motoare pentru autovehicule rutiere;
b - motoare pentru tractoare agricole;
c - motoare pentru tractiune feroviara;
d - motoare navale;
e - motoare pentru aviatie;
f - motoare industriale (stationare sau transportabile).
PARTILE COMPONENTE ALE MOTORULUI CU ARDERE INTERNA
Motoarele cu ardere interna cu piston se compun din mecanismul motor (mecanismul biela-manivela) si din sisteme auxiliare.
La randul lui, mecanismul motor are parti fixe (blocul motor, chiulasa, cilindrii, baia de ulei) si parti mobile (grupurile piston, bielele, arborele cotit si roata volanta) asa cum se prezinta in figura 1.
Sistemele auxiliare sunt actionate de catre arborele motor si contribuie activ la buna functionare a motorului. De regula aceste sisteme sunt pentru: distributie, alimentare cu aer si combustibil, aprindere, pornire, ungere, racire, supraalimentare,etc.
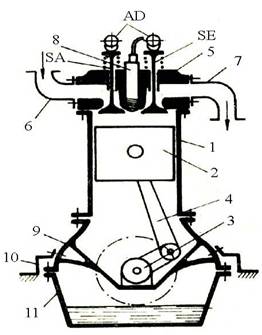
1-cilindru; 2-piston; 3-arbore cotit; 4-biela; 5-chiulasa; 6-galerie de admisie; 7-galerie de evacuare; 8-bujie; 9-carter superior; 10-reazeme; 11-carter inferior; SA-supapa de admisie; SE-supapa de evacuare; AD-arbore de distributie
Mecanismul motor (mecanismul biela-manivela)
Are rolul de a asigura spatiul necesar arderii amestecului aer-combustibl, preia forta de presiune a gazelor rezultate in urma procesului de ardere si o transforma in energie mecanica pe care o transmite utilizatorului.
a) Blocul motor (carcasa motorului)
Carcasa motorului reprezinta partea mecanismului motor in care se amplaseaza partile mobile si, partial sau integral, unele sisteme auxiliare. Carcasa se fixeaza pe un suport (sasiu) si pe el se fixeaza chiulasa. La unele motoare racite cu lichid, in blocul motor se confectioneaza si cilindrii de lucru (cilindri monobloc).
In peretii transversali sunt prevazute locasurile lagarelor de sprijin ale arborelui cotit si ale arborelui cu came. La partea superioara sunt prevazute orificii filetate pentru imbinarea cu chiulasa, orificii pentru trecerea lichidului de racire spre chiulasa si locase pentru montarea cilindrilor ( la motoarele cu cilindri amovibili). La motoarele racite cu lichid, in blocul motor se gasesc cavitati pentru circulatia lichidului de racire in zonele camerelor de ardere (fig 2).
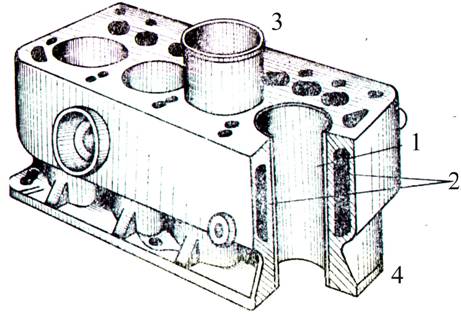
Fig. 2 Bloc motor cu cilindri amovibili raciti cu lichid
1-orificiu pentru cilindru; 2-camasi de racire; 3-cilindru amovibil; 4-carter superior
Deoarece preia toate fortele si momentele care iau nastere pe timpul functionarii motorului, carterul trebuie sa aiba o rigiditate ridicata. Deformarile carterului conduc la inrautatirea conditiilor de ungere si uzarea lagarelor. Acest lucru poate fi evitat prin: nervurarea peretilor transversali, coborarea planului de separare a carterului sub cel de separare a lagarului, marirea numarului de lagare paliere ale arborelui cotit si turnarea comuna cu cilindrii de lucru.
Lagarele arborelui pot fi suspendate, cu capacul in carterul superior, sau rezemate, cu capacul in carterul inferior. In primul caz, solutia permite asamblarea pe banda a motorului, schimbarea usoara a cuzinetilor, strangerea si controlul independent al fiecarui cuzinet si realizarea unui carter inferior usor si simplu (fig 3).
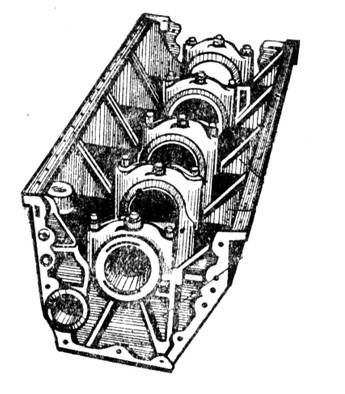
Fig. 3 Carter motor
Datorita formei complexe si masei mari (24.36% din masa totala a motorului), blocurile motoare se fabrica de regula prin turnare din fonta iar la motoarele de putere mai mica, se confectioneaza din aliaj de aluminiu turnat sub presiune. Grosimea minima de 5.8 mm este impusa de conditiile de turnare. Principalele materiale utilizate sunt:
fonta perlitica cu grafit lamelar fin sau nodular, care are o rezistenta inalta la uzare, proprietati antifrictiune, rezistenta satisfacatoare la solicitari mecanice si se toarna usor;
fonta cenusie, utilizata pentru motoarele cu cilindri amovibili;
aliajele de aluminiu care au densitate redusa, conductibilitate termica ridicata, rezistenta la uzare coroziva si prelucrabilitate buna. Pentru cilindrii monobloc, in acest caz, oglinda cilindrilor se cromeaza sau se metalizeaza cu otel si molibden.
b) Chiulasa motorului
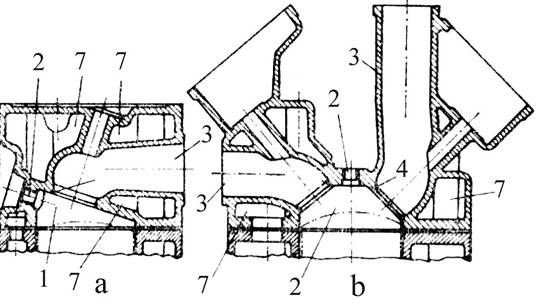
Este piesa care inchide cilindrii la partea superioara si contine o parte
din camera de ardere, locasuri pentru bujii sau injectoare, canale de admisie
si evacuare, locasuri pentru supape si la unele tipuri de motoare si locasurile
lagarelor de sprijin ale axului cu came. La partea superioara are un capac cu
garnitura de etansare, iar la partea inferioara o suprafata plana pentru
imbinarea cu blocul motor (fig 4).
Fig. 4 Sectiuni prin chiulasele unor motoare
1-camera de ardere; 2-locasul bujiei (injectorului); 3-canale de admisie si evacuare; 4-locasurile supapelor; 5,6-locas pentru lagarele axului culbutorilor (axului cu came); 7-spatii pentru circulatia lichidului de racire
Chiulasele se confectioneaza prin turnare, de regula din acelasi material ca si blocul motor si pot sa fie independente, pentru fiecare cilindru, sau monobloc pentru un grup de cilindri sau pentru toti cilindrii.
La motoarele cu aprindere prin scanteie, de regula chiulasa se confectioneaza din aliaj de aluminiu deoarece micsoreaza masa motorului, previne detonatia si imbunatateste umplerea cilindrilor.
La fel ca si blocul motor, la motoarele racite cu lichid, in chiulasa se gasesc cavitati pentru circulatia lichidului de racire in zonele camerelor de ardere care au orificii de comunicatie cu cavitatile din bloc
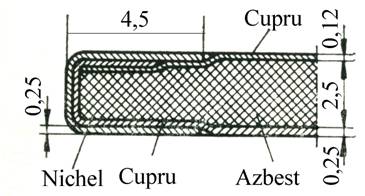
Fig.5 Elementele garniturii de etansare
Etansarea dintre chiulasa si blocul de cilindri se realizeaza folosind o garnitura speciala, termorezistenta, numita garnitura de chiulasa. De regula aceasta se fabrica comuna pentru toti cilindrii si are prevazute orificii pentru trecerea prezoanelor, lichidului de racire, tijele culbutorilor,etc. Garnitura de chiulasa trebuie sa reziste la temperaturi inalte si sa detina un anumit grad de plasticitate, pentru a putea asigura o etansare perfecta. Pentru aceasta, de regula pentru motoarele de autovehicule se confectioneaza garnituri din azbest placate cu tabla subtire de cupru. Pentru protectia impotriva gazelor fierbinti, in zona camerelor de ardere, garniturile de chiulasa se protejeaza cu o camase de nichel (figura 5).
c) Cilindrul de lucru
Cilindrul de lucru este organul in interiorul caruia se deplaseaza pistonul si evolueaza fluidul motor. Cilindrii pot fi nedemontabili sau demontabili (amovibili). Cilindrii nedemontabili (monobloc) reduc lungimea si masa motorului, costul de fabricatie si maresc rigiditatea motorului. Se utilizeaza la motoarele de puteri mici si mijlocii. Cilindrii amovibili se utilizeaza la motoarele cu alezajul peste 120 mm deoarece prezinta urmatoarele avantaje: se pot confectiona din materiale superioare, rezistente la uzare, se simplifica turnarea blocului de cilindri, permite inlocuirea usoara a cilindrilor uzati si asigura supravietuirea blocului motor in caz de distrugere sau uzura excesiva a unui cilindru. Suprafata exterioara a cilindrului este udata de fluidul de racire (apa sau aer), exceptie facand cilindrii demontabili uscati care se monteaza cu strangere in locasurile din bloc. La cilindrii demontabili umezi, etansarea se face cu ajutorul unor inele de cauciuc. Pentru asigurarea strangerea etanse a chiulasei pe conturul cilindrilor umezi este necesar ca la montare sa se prevada un joc de 0,05.0,15 mm.
Cilindrii se confectioneaza prin turnare din fonta sau otel cu rezistenta mare la uzare la temperaturi inalte.
d)Grupul piston
Parte mobila a mecanismului biela-manivela, grupul piston are urmatoarele roluri: asigura evolutia fluidului motor in cilindru; inchide camera de ardere la partea inferioara; dirijeaza miscarea gazelor in cilindru; ghideaza piciorul bielei in cilindru; transmite bielei forta de presiune a gazelor; transmite cilindrului reactiunea normala produsa de biela; etanseaza cilindrul in ambele sensuri si evacueaza o parte din caldura dezvoltata prin arderea combustibilului.
Grupul piston se compune din urmatoarele piese: piston, bolt si segmenti.
Pistonul este o piesa in miscare, puternic solicitata mecanic si termic. Din aceasta cauza el trebuie sa indeplineasca o serie de cerinte functionale si de durabilitate: rezistenta mecanica ridicata la temperaturi inalte si sarcini variabile; densitate redusa; conductibilitate termica ridicata; rezistenta la uzare, etc. Din aceste considerente, in functie de tipul si marimea solicitarilor, pistoanele se confectioneaza: din aliaje de aluminiu (siluminiu sau duraluminiu) prin turnare in cochilie sau prin matritare; din fonta prin turnare in nisip; din otel prin turnare sau matritare, sau mixte cu capul din fonta sau otel si mantaua din aluminiu.
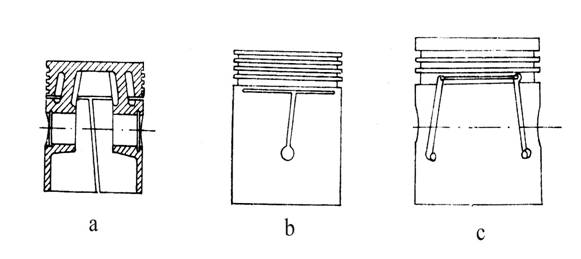
Pistonul se compune din urmatoarele parti: capul pistonului, regiunea portsegmenti si mantaua (figura 6).
a) Capul pistonului are urmatoarele roluri: asigura evolutia fluidului motor in cilindru; preia presiunea gazelor de ardere; inchide camera de ardere si dirijeaza miscarea gazelor in cilindru. Pentru a realiza aceasta ultima cerinta, un rol deosebit il joaca arhitectura capului pistonului care depinde in mare masura de tipul camerei de ardere.
In cazul motoarelor cu aprindere prin scanteie, capul pistonului poate avea una din urmatoarele forme: disc, concava sau bombata. La motoarele cu aprindere prin compresie forma capului pistonului poate fi: plana, tip cupa, mulata dupa forma jetului sau cu evaziuni in dreptul pistoanelor (figura 7).
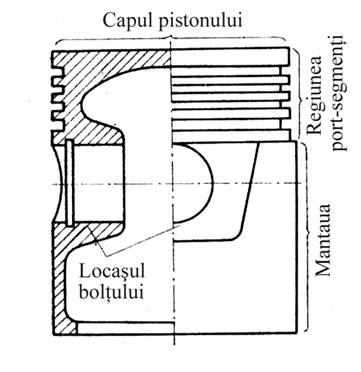
Figura 6 Partile componente ale pistonului
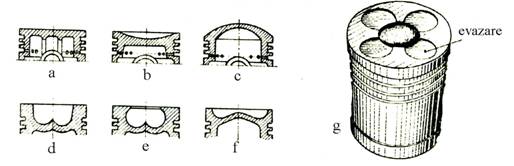
Fig. 7 Forme constructive pentru capul de piston
a-disc plan; b-concav; c-bombat; d,e-cupa;
f-mulat dupa forma jetului; g-evazat in dreptul supapelor
Pentru marirea rigiditatii, la interior capul pistonului se nervureaza in planul de oscilatie al bielei.
b) Regiunea portsegmenti este formata din canale pentru montarea segmentilor. Canalele pentru montarea segmentilor de ungere sunt prevazute cu niste fante pentru scurgerea uleiului raclat de pe oglinda cilindrului.
c) Mantaua are rolul de a ghida piciorul bielei in cilindru si de a evacua o parte din caldura degajata pe timpul arderii.
Datorita incalzirii, se produce o dilatare a pistonului in urma careia pistonul primeste o forma tronconica, iar intr-o sectiune perpendiculara pe axa pistonului, in dreptul umerilor, pistonul ia o forma eliptica (figura 9).
Pentru compensarea acestor dilatari, pistonul in stare rece trebuie sa aiba un profil longitudinal tronconic in zona portsegmenti (cu diametrul mare in dreptul ultimului segment de ungere), iar in sectiune transversala sa aiba un profil eliptic, cu axa mare a elipsei perpendiculara pe axa boltului.
Compensarea dilatarii umerilor mantalei, care apare pe directia axei lor ca urmare a preluarii fortei portante, se poate face prin adoptarea mai multor solutii:
confectionarea pistoanelor de forma eliptica, cu axa mare pe directie normala la axa boltului (la motoarele cu aprindere prin compresie si la motoarele in doi timpi);
executarea unei taieturi sub canalele segmentilor de ungere pentru a impiedica caldura sa se deplaseze spre manta (manta rece) (figura 8); - la mantaua cu pereti subtiri, taierea ei in lung (manta eliptica). Pentru a se preveni aparitia deformatiilor permanente, uneori se practica o taietura oblica incompleta prevazuta la un capat cu un orificiu care impiedica concentrarea tensiunilor;
utilizarea de placute de otel fixate in zona umerilor.
a-manta cu taietura in lung; b-manta cu taietura oblica incompleta; c-manta cu taietura in forma de II
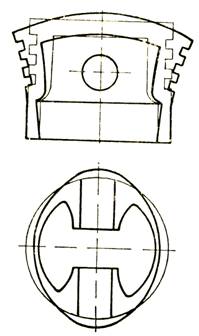
Fig. 9 Deformarea pistonului datorita incalzirii
Jocul la cald dintre piston si cilindru trebuie sa fie j1 = (0,006.0,008) D in zona capului, pentru prevenirea griparii si j2 = (0,001.0,002) D in regiunea mantaii pentru a preveni bataia pistonului.
Jocul la rece trebuie sa asigure pe timpul functionarii jocurile la cald. Astfel, in cazul pistoanelor de aluminiu j1 = (0,002.0,003) D si j2 = (0,002.0,003) D, iar in cazul pistoanelor din fonta j1 = (0,0003.0,003) D si j2 = (0,001. 0,002) D.
Tab. 1
Relatii de calcul dimensional:
|
Dimensiunea |
MAS D=(65.100)mm |
MAC |
|
|
D=(90.180) mm |
D=(180.355)mm |
||
|
Lungimea pistonului Lp |
(0,8.1,1)D |
(0,8.1,5)D |
(1,2.1,8)D |
|
Lungimea mantalei Lm |
(0,5.0,8)D |
(0,5.1)D |
(0,8.1,2)D |
|
Inaltimea de compresie Hc |
(0,5.0,7)D |
(0,55.0,85)D |
(0,7.1,1)D |
|
Inaltimea de protectie a segmentului de foc h |
(0,06.0,12)D |
(0,10.0,18)D |
(0,15.0,22)D |
|
Grosimea flancului hc |
(0,035.0,045)D |
(0,045.0,055)D |
|
|
Grosimea flancului primului segment (mm) | |||
|
Grosimea capului d |
(0,08.0,10)D |
(0,14.0,17)D |
(0,15.0,2)D |
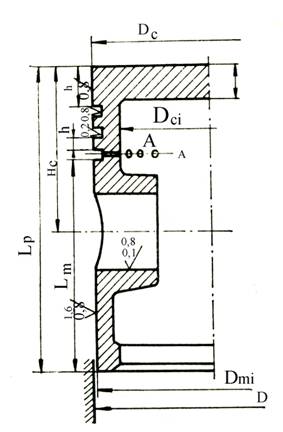
Fig. 10 Dimensiunile caracteristice ale pistonului
Calculul efortului unitar radial la extremitatea capului pistonului:
sre = 0,75(pmax - 1)(D/2d
Calculul efortului unitar in zona segmentilor de ungere:
sA = pmax.p.D2/4.Amin
cu:
pmax - presiunea maxima dezvoltata in cilindru [daN/cm2];
D - alezajul;
d - grosimea capului pistonului;
Amin - sectiunea in zona segmentului de ungere.
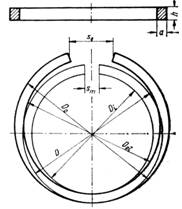
Segmentii au rolul de a etansa camera de ardere in ambele sensuri, de a evacua caldura (la nivelul regiunii portsegmenti se evacueaza 60.75% din caldura pistonului) si de a doza si distribui uniform uleiul pe oglinda cilindrului. Dupa rolul pe care il indeplinesc, distingem doua tipuri de segmenti:
segmentii de compresie, care impidica scaparea gazelor din camera de ardere spre carter (figura 11). Au forma unor inele cu o taietura (fanta) pentru asigurarea montajului in canalele din piston. Exista doi sau mai multi segmenti de compresie. Deoarece la cresterea turatiei motorului timpul de scurgere a gazelor prin interstitiile segment-canal se micsoreaza, imbunatatindu-se etansarea, la motoarele de turatie mare etansarea camerei de ardere se asigura cu un numar mai mic de segmenti.
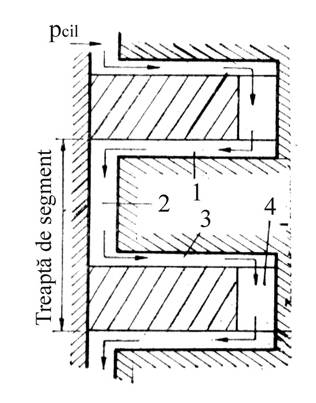
1,2,3,4-compartimente in cadrul treptei de segment
Primul segment dinspre camera de ardere este cel mai puternic solicitat termic, din care cauza se mai numeste si segment de foc. Segmentii de compresie se confectioneaza din fonta cenusie perlitica cu grafit lamelar, care are bune calitati antifrictiune;
segmentii de ungere, care impiedica trecerea uleiului dinspre carter in camera de ardere. Exista 1.2 segmenti de ungere confectionati din tabla de otel in forma de U cu fante pentru scurgerea uleiului raclat de pe peretii cilindrului in carter.
Cerintele impuse segmentilor:
sa se aseze perfect pe oglinda cilindrului si pe flancurile canalelor din piston;
sa aiba elasticitate, care sa-l faca sa preseze pe cilindru cu o presiune medie elastica pE;
Rosturile s necesare pentru montarea segmentilor peste capul pistonului in canale trebuiesc montate defazat pentru realizarea efectului de labirint in scopul limitarii scaparilor de fluid din cilindri la max. 0,2.1%.
Materialele pentru segmenti trebuie sa indeplineasca urmatoarele cerinte:
sa aiba proprietati bune de alunecare, care sa asigure reducerea frecarii si evitarea gripajului;
sa aiba duritate ridicata pentru cresterea rezistentei la uzare;
sa reziste la coroziune;
sa aiba rezistenta mecanica si odul de elasticitate mare la temperaturi ridicate.
Cel mai utilizat material pentru segmenti este fonta cenusie perlitica cu grafit lamelar. Acesta are o faza moale (grafitul), care este antigripant, retine uleiul si asigura rezistenta la coroziune si o faza tare (perlita) care asigura rezistenta la uzare. Daca aceasta fonta se aliaza cu Cr, Cu, Mn, Mo, Ni, Ti, V, creste duritatea materialului, se mentin proprietatile mecanice la temperaturi mari si se favorizeaza descompunerea cementitei.
La motoarele m.a.c. supraalimentate, segmentii se confectioneaza din otel, iar segmentul de foc din otel grafitizat.
In prezent se utilizeaza si segmenti din pulberi sinterizate.
Rezultate bune se obtin daca segmentii se protejeaza cu straturi superficiale metalice. Astfel protejarea cu un strat moale de Pb, Sn sau Cd asigura imbunatatirea rodajului, in timp ce cromarea poroasa a segmentului de foc imbunatateste ungerea acestuia.
Relatii de calcul:
c - parametru constructiv al segmentului
c = h.D/(D - a)
kM - coeficient de calcul. Pentru o distributie uniforma a presiunii pe segment se ia kM = 2;
pE - presiunea elastica de strangere a segmentului;
pE = Ft/h.Rm
B - parametru fundamental al segmentului
B = c.Rm2.pE/E.I cu E = (16.18).105 daN/cm2
Efortul admisibil:
sa = kM.a.E.B/(D-a)
D = a.0,58 (smax/pE)0,5
Tab.2
Marimile caracteristice ale segmentilor
|
|
Marimea caracteristica |
Valori |
|
Raportul D/a = (sa/pE)0,5 |
36 pentru segmentul de foc; 48 pentru ceilalti segmenti de compresie; 22,5 pentru segmentii de ungere) |
|
|
Grosimea radiala a |
1,4.7 mm |
|
|
Inaltimea segmentului h |
1,5; 2; 2,5 mm pentru motoare cu D = 50.90 mm; 2.4 mm pentru motoare cu D = 90.250 mm |
|
|
Jocurile segmentilor in canal j |
MAS (0,02.0,05) mm; MAC (0,03.0,13)mm |
|
|
Presiunea elastica pE |
8,8 daN/cm2 |
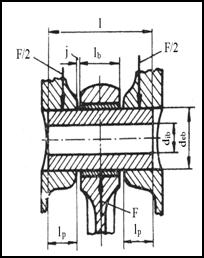
Boltul (axul pistonului) este piesa de legatura dintre piston si biela, si are rolul de a transmite forta de presiune intre ele. El transmite forte variabile ca marime si sens, care-l deformeaza atat dupa axa longitudinala, cat si in plan transversal (figura 12). De regula boltul are forma tubulara. La motoarele de turatie mare, grosimea peretilor este redusa (2.5 mm), in timp ce la motoarele cu aprindere prin compresie, datorita solicitarilor puternice, se confectioneaza bolturi cu perti grosi (8.13 mm).
Pentru a rezista atat la solicitarile de incovoiere si soc, cat si pentru asigurarea unei rezistente ridicate la uzare, bolturile se confectioneaza din oteluri carbon de calitate sau din oteluri aliate cu Cr, Ni, Mn, Mo care se durifica la suprafata prin cementare.
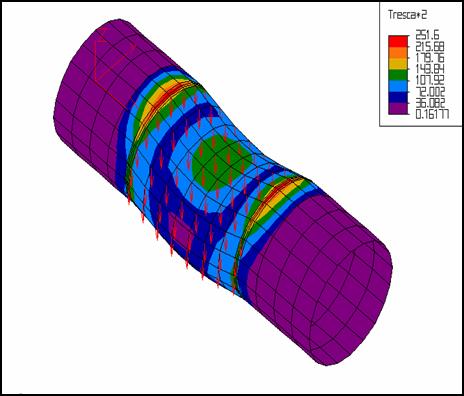
Fig.12 Deformarea boltului sub efectul fortelor in timpul functionarii.
Relatii de calcul:
Tab. 3
Marimile caracteristice ale boltului
|
|
Dimensiunea caracteristica |
MAS |
MAC |
|
|
Lung. l, in mm |
Bolt flotant |
(0,8.0,87)D |
(0,8.0,87)D |
|
|
Bolt fix |
(0,88.0,93)D |
(0,88.0,93)D |
||
|
Lung. lb, in mm |
Bolt flotant |
(0,3.0,4)D |
(0,32.0,42)D |
|
|
Bolt fix |
(0,26.0,30)D |
(0,27.0,32)D |
||
|
Diametruldeb |
(0,24.0,28)D |
(0,34.0,38)D |
||
|
a = dib/deb | ||||
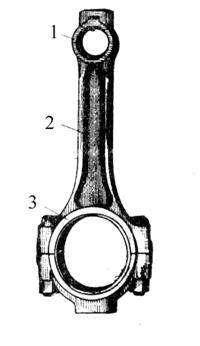
d) Biela este piesa din cadrul mecanismului motor care transmite forta de presiune a gazelor de la piston la arborele cotit si serveste la transformarea miscarii alternative de translatie a pistonului in miscare de rotatie a arborelui cotit.
Biela este
compusa din trei parti (figura13):
Fig. 13 Partile componente ale bielei
1-picior; 2-cap; 3-corp
- piciorul bielei, in care se monteaza boltul pistonului. Pentru reducerea uzurilor, intre piciorul bielei si boltul pistonului se monteaza o bucse din material antifrictiune (bronz sau otel moale). Jocul boltului in piciorul bielei la montaj trebuie sa fie intre 0,003.0,005 mm, astfel incat jocul la cald pe timpul functionarii sa evite griparea si in acelasi timp sa se evite rotirea boltului atat in piciorul bielei cat si in umerii pistonului. Ungerea imbinarii se face fie sub presiune prin intermediul unui canal practicat in corpul bielei prin care vine uleiul din zona fusurilor manetoane ale arborelui cotit, fie prin barbotaj, situatie in care la partea superioara piciorul bielei are prevazut un orificiu pentru captarea uleiului (figura 14);
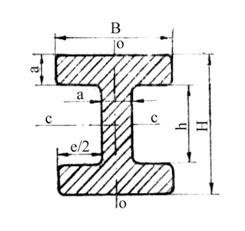
- corpul bielei reprezinta partea centrala care face legatura intre piston si arborele cotit. Pentru a se obtine o masa inertiala cat mai redusa, combinata cu o rigiditate ridicata impusa de solicitarile mari la care este supusa biela, corpul bielei are profil dublu T;
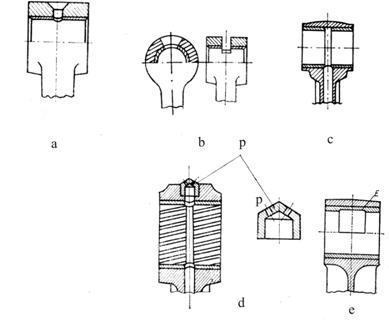
-capul bielei, in care se monteaza arborele cotit. Pentru asigurarea unui regim de ungere hidrodinamic, o buna evacuare a caldurii si o miscare fara joc a bielei, jocul radial dintre maneton si cuzinetul din capul bielei trebuie sa aiba valori cuprinse intre (0,0005.0,0015)dM. Capul bielei este sectionat, capacul fiind separat de partea superioara a capului dupa un plan situat la 900 , la 450 si mai rar la 300 sau 600 fata de planul de incastrare. Sectionarea dupa un plan oblic se executa cand dimensiunea capului in planul de oscilatie, nu permite trecerea bielei prin cilindru, la montaj.
Asamblarea bielei cu arborele cotit se face prin intermediul cuzinetilor. Acestia sunt piese semicilindrice din banda subtire de otel cu grosimea (0,03.0,05)dM care are la interior aplicat unul sau doua straturi de material antifrictiune (cuzineti bimetalici, respectiv trimetalici). In vederea mentinerii libere a canalelor de ungere din zona fusurilor manetoane, cuzinetii se impiedica contra rotirii cu stifturi sau cu proeminente exterioare. Stratul antifrictiune are in compozitie o faza moale, antigripanta din metale moi, cu punct de topire scazut (Sn, Pb) si o faza dura care suporta apasarea transmisa de fus, formata din compusi de sn, Pb, Cu, Al sauSb. Grosimea minima a stratului de material antifrictiune este limitata la 0,15.0,25 mm. Cei mai utilizati cuzineti sunt cei pe baza de staniu (babbit), de plumb si de aluminiu, ultimii capatand o raspandire tot mai mare deoarece au rezistenta inalta la oboseala, suporta presiuni specifice mari si au cost redus.
Datorita solicitarilor ridicate la care este supusa biela: rigiditate superioara, masa si dimensiuni reduse, aceasta se confectioneaza prin forjare din otel carbon de calitate, otel aliat, duraluminiu sau fonta cu grafit nodular. Pentru evitarea aparitiei concentratorilor de tensiuni corpul bielei se lustruieste, iar pentru cresterea rezistentei la oboseala se ecruiseaza prin bombardare cu alice. Suruburile de prindere a capacului bielei se confectioneaza din oteluri aliate pentru imbunatatire cu rezistenta mare la rupere (70.80 daN/mm2).
Elemente de calcul:
a) Piciorul bielei
|
Dimensiunea |
MAS |
MAC |
|
Diametrul exterior al piciorului de |
(1,25.1,65)deb |
(1,3.1,7)deb |
|
Grosimea radiala a piciorului hp |
(0,16.0,27)deb |
(0,16.0,20)deb |
|
Grosimea radiala a bucsei hb |
(0,075.0,085)deb |
(0,08.0,085)deb |
deb - diametrul exterior al boltului
b) Corpul bielei
|
Dimensiunea caracteristica |
Relatia |
|
|
B = 0,75 H a= 0,167 H h = 0,0666 H e = 0,583 H Hp = (0,48.1) de Hc = (1,1.1,35) Hp |
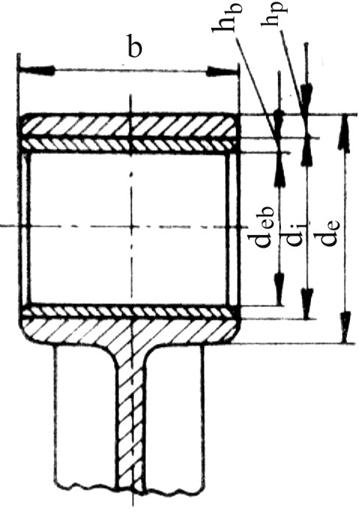
c) Capul bielei
|
Dimensiunea |
MAS |
MAC |
|
Diametrul exterior al capului de |
(1,25.1,65)dM |
(1,3.1,7)dM |
|
Grosimea radiala a capului hp |
(0,16.0,27)dM |
(0,16.0,20)dM |
|
Grosimea radiala a cuzinetului hb |
(0,075.0,085)dM |
(0,08.0,085)dM |
dM - diametrul fusului maneton al arborelui cotit
f) Arborele cotit transforma miscarea de translatie a pistonului intr-o miscare de rotatie si transmite spre utilizare momentul motor dezvoltat de forta de presiune a gazelor prin intermediul rotii volante. Totodata, arborele cotit insumeaza lucrul mecanic produs de fiecare cilindru si-l trimite utilizatoruli si antreneaza in miscare unele sisteme auxiliare ale motorului.
Arborele cotit este piesa principala a motorului, atat din punct de vedere functional, cat si constructiv. El este o piesa complexa a carui masa reprezinta 8.15% din masa motorului si al carui pret de fabricatie ajunge la 25.30% din pretul motorului.
Arborele cotit este alcatuit din fusuri de reazem (paliere), fusuri manetoane, brate de legatura intre fusurile paliere si cele manetoane si contragreutati care servesc la echilibrare. Numarul fusurilor manetoane este egal cu numarul n de cilindri ai motorului, mai putin la motoarele in V unde sunt n/2 fusuri manetoane. Pe arborele cotit se mai pot gasi: mase pentru echilibrare; roti dintate pentru antrenarea unor sisteme auxiliare; flansa pentru prinderea volantului; fulie pentru antrenarea ventilatorului si generatorului; rac pentru manivela, etc.(figura 16)
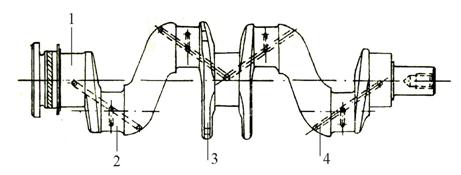 |
1-fusuri paliere; 2-fusuri manetoane; 3-brate de legatura si echilibrare; 4-canale de ungere
Arborele cotit este cel mai solicitat organ al motorului. Sub actiunea presiunii gazelor si a fortelor de inertie, arborele cotit este supus la intindere, compresiune, incovoiere si rasucire, solicitari cu caracter de soc. Bratele de legatura sunt supuse la oboseala iar fusurile paliere si manetoane la uzare. Din aceasta cauza el se confectioneaza prin turnare din fonta de calitate (fonta modificata perlitica cu grafit nodular sau fonta aliata cu Cr, Ni, Mo, Cu. Turnarea din aceste materiale prezinta urmatoarele avantaje:
reducerea consumului de material;
realizarea cu usurinta a formelor tubulare;
realizarea formelor optime cerute de echilibru si de rezistenta la oboseala;
materialul are calitati antifrictiune datorita grafitului continut;
amortizeaza vibratiile tosionale.
La motoarele puternic solicitate, arborele cotit se
confectioneaza din oteluri aliate cu Cr, Ni, Mo,V. Obtinerea semifabricatului
se poate face prin: forjare libera, forjare in matrita sau prin turnare.
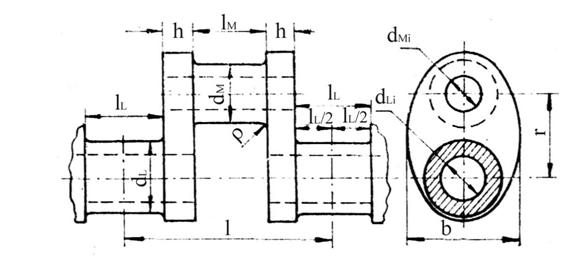
Elemente de calcul:
Fig. 17 Dimensiunile caracteristice ale unui cot al arborelui cotit
|
Dimensiunea caracteristica |
MAS in linie |
MAS in V |
MAC in linie |
MAC in V |
|
Lungimea cotului (deschiderea intre reazeme) l |
(1,1.1,25)D |
(1.1,25)D |
(1,05.1,3)D |
(1,2.1,3)D |
|
Diametrul fusului palier dL |
(0,6.0,7)D |
(0,6.0,7)D |
(0,7.0,8)D |
(0,7.0,75)D |
|
Lung. fusului palier lL paliere intermediare paliere extreme |
(0,5.0,6)dL (0,74.0,84)dL |
(0,4.0,6)dL (0,7.0,88)dL |
(0,45.0,6)dL (0,7.0,85)dL |
(0,4.0,6)dL (0,65.0,86)dL |
|
Diametrul fusului maneton dM |
(0,55.0,68)D |
(0,55.0,65)D |
(0,56.0,72)D |
(0,6.0,72)D |
|
Lungimea fusului maneton lM |
(0,45.0,62)DM |
(0,8.1)DM |
(0,5.0,6)DM |
(0,55.0,65)DM |
|
Diametrul interior dMi |
(0,6.0,8)DM |
(0,6.0,8)DM |
(0,6.0,75)DM |
(0,6.0,75)DM |
|
Grosimea bratului h |
(0,15.0,35)00DM |
(0,15.0,35)DM |
(0,2.0,35)DM |
(0,2.0,35)DM |
2.2 Sistemele auxiliare ale motorului
Sistemele auxiliare au rolul de a asigura desfasurarea optima a ciclurilor motorului, conform ordinei de functionare, in vederea obtinerii unui regim termic cat mai avantajos.
Ansamblul de sisteme auxiliare este format din: sistemul de distributie a gazelor; sistemul de alimentare cu aer si combustibil; sistemul de aprindere (la m.a.s.); sistemul de racire; sistemul de ungere; sistemul de pornire si la motoarele moderne sistemul de supraalimentare.
a) Sistemul de distributie a gazelor reprezinta ansamblul tuturor organelor care permit umplerea periodica a cilindrului cu gaze proaspete si evacuarea periodica a gazelor de ardere din cilindrii motorului in atmosfera.
Sistemul de distributie a gazelor trebuie sa indeplineasca urmatoarele cerinte:
sa asigure etansarea cilindrului pe timpul cat nu este pus in legatura cu exteriorul;
sa asigure umplerea si golirea eficienta a cilindrilor;
sa aiba functionare linistita;
sa fie simplu, ieftin si sa permita reglaj si intretinere usoare;
sa nu creeze puncte calde care sa favorizeze preaprinderea sau detonatia.
Mecanismele care comanda deschiderea si inchiderea orificiilor de admisie si evacuare pot fi: cu supape, cu sertare sau cu lumini. Ultimul tip se intalneste la motoarele in doi timpi si nu are elemente de comanda, aceasta facandu-se prin intermediul pistonului. Totusi se intalnesc si motoare in doi timpi care utilizeaza distributia mixta, prin supape si lumini.
Sistemul cu distributie prin sertare are o raspandire limitata, de regula fiind utilizat la unele motoare care echipeaza masini de curse.
Distributia prin supape este caracteristica motoarelor in patru timpi. Se intalnesc urmatoarele tipuri:
a) Cu dispunerea supapelor in bloc. S-au utilizat la m.a.s. de tip vechi. Are constructie simpla si reduce inaltimea motorului, insa camera de ardere este mai putin compacta si favorizeaza aparitia detonatiilor si umplerea cilindrilor este deficitara (figura 18).
b) Cu supapele in chiulasa. Permit o forma compacta a camerei de ardere, rapoarte de compresie mai mari si o umplere si golire mai completa a cilindrilor.
c) Cu dispunere mixta a supapelor (supapele de admisie in chiulasa si supapele de evacuare in blocul motor. Se utilizeaza la motoarele cu turatie ridicata pentru autoturisme sport sau de curse. Prezinta avantajul maririi sectiunilor de trecere, insa impun complexitate constructiva ale elementelor motorului si prezinta dificultati la reglaj.
De regula sistemul de distributie cu supape se compune din urmatoarele elemente: sistem de transmitere a miscarii de la arborele cotit la axul cu came, arborele cu came care comanda deschiderea si inchiderea supapelor prin intermediul tachetilor si tijelor impingatoare. De aici miscarea este preluata de catre culbutorii fixati pe axul culbutorilor, care actioneaza supapele. Pentru mentinerea supapei pe scaunul orificiului, aceasta este prevazuta cu un arc care are si rolul de a permite mentinerea supapei in cadrul sistemului de comanda a miscarii.
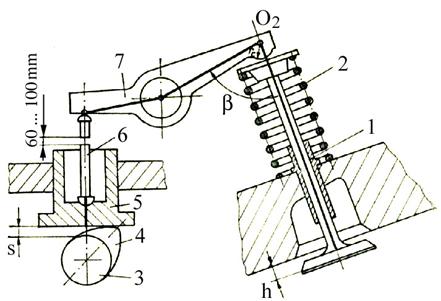
Fig. 18 Sistemul de distributie cu supape cu arborele cu came in blocul motor
1-supapa; 2-arc; 3-ax cu came; 4-cama; 5-tachet; 6-tije impingatoare; 7-culbutor
Clasificarea sistemelor de distributie cu supape:
a) Dupa amplasarea orificiilor de admisie si evacuare:
cu supape pe un rand
cu supape pe doua randuri. In acest caz se pot folosi doi arbori cu came.
cu trei supape:
o supapa de admisie si doua de evacuare, care asigura reducerea solicitarii termice si permite scaderea temperaturii supapelor de evacuare;
doua supape de admisie si una de evacuare, care permite o umplere mai buna a cilindrilor cu fluid proaspat.
b) Dupa dispunerea arborelui cu came:
cu arborele in bloc, care prezinta avantajul unei constructii simple a mecanismului de antrenare, insa are mase inertiale mari in miscare;
cu arborele pe chiulasa. Se foloseste la motoarele rapide si la motoarele care au mai multe supape pe cilindru.
c) Dupa antrenarea arborelui cu came:
antrenare prin roti dintate. Cand arborele cu
came este in apropierea arborelui cotit, se utilizeaza doua pinioane, cel de pe
arborele cu came avand diametrul dublu fata de cel de pe arborele cotit. Daca
arborele cu came este mai la distanta de arborele cotit se pot utiliza trei sau
mai multe pinioane. In acest caz acestea pot antrena si unele agregate
auxiliare (pompa de ulei, pompa de injectie,etc.). Antrenarea prin roti dintate
produce solicitari ale
axelor si blocului motor si face posibila aparitia vibratiilor (figura 19).
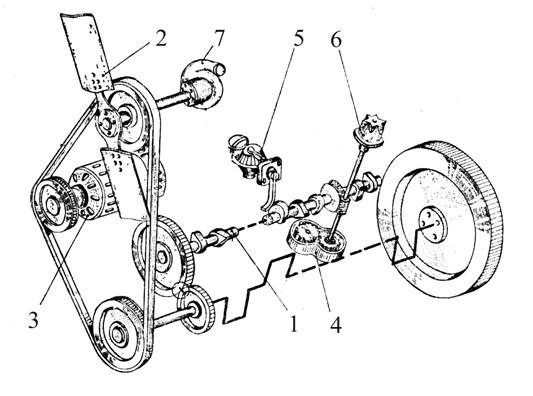
Fig. 19 Schema cinematica de antrenare la un motor cu aprindere prin scanteie in patru timpi
1-arbore cu came; 2-ventilator; 3-generator de curent; 4-pompa de ulei; 5-pompa de benzina; 6-ruptor distribuitor; 7-pompa de apa
- antrenare prin lant. Sunt simple, usoare, permit o buna amplasare a arborelui cu came si permit antrenarea simultana a mai multor agregate (pompa de injectie, alternatorul, etc). Prezinta dezavantajul uzarii mai accelerate si intinderii in timp a lantului. Acest ultim dezavantaj poate fi evitat prin folosirea de lanturi duble sau chiar triple, ori prin folosirea dispozitivelor de intindere mecanica cu excentric.
antrenarea prin curea. Sunt foarte utilizate deoarece au mase mici in miscare, functionare silentioasa si prezinta simplitate la efectuarea lucrarilor de intretinere si reglare.
Supapele sunt elementele care inchid si deschid orificiile de trecere a fluidului de lucru, in ordinea de functionare a motorului. Dupa natura fluidului caruia ii permit trecerea supapele pot fi de admisie sau de evacuare. Supapa este formata din taler si tije (figura 20). Racordarea celor doua parti se face cu o raza mare care evita concentratorii de presiune, asigura un transfer bun de caldura si reduce pierderile gazodinamice.
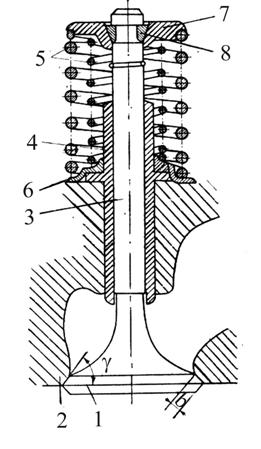
Fig. 20 Supapa ans.
1-taler; 2-scaunul supapei; 3-tije; 4-bucse de ghidare; 5-arcuri;
6-disc inferior; 7-disc superior; 8-elemente de siguranta
Talerul supapei prezinta doua parti distincte: capul supapei si suprafata de asezare pe scaunul supapei.
Forma capului supapei influenteaza masa supapei si miscarea fluidului de lucru in interiorul cilindrului. De regula supapele se construiesc cu capul plat, insa se folosesc si supape de admisie cu talerul in forma de lalea, pentru reducerea masei supapei sau cu talerul bombat pentru realizarea unei miscari turbionare in camera de ardere.
Suprafata de asezare a supapei pe scaun este tronconica pentru cresterea sectiunii de curgere a fluidului si pentru micsorarea rezistentelor gazodinamice. De regula, unghiul de asezare pe scaun este de 45o pentru supapele de evacuare si de 300 (45o) pentru supapele de admisie.
Tija supapei are forma cilindrica, avand la partea superioara canale pentru elementele de fixare a arcului. Pentru eliminarea unei cantitati cat mai mare de caldura, tijele la unele supape de evacuare au la interior o cavitate in care se introduce sodiu. Prin lichefierea acestuia la temperatura de 97 oC intervine un transfer suplimentar de caldura prin convectie, asigurandu-se pe aceasta cale evacuarea a 50 - 60 % din caldura primita de taler.
Supapele sunt puternic solicitate termic, mecanic si la uzare.
Fiind instalate in camera de ardere, supapele au un regim termic ridicat. Temperatura medie a supapelor este de 300 - 400 oC la supapele de admisie si de 500 - 900 oC la supapele de evacuare (la m.a.s. temperaturile sunt mai ridicate decat la m.a.c. nesupraalimentate).
Si din punct de vedere mecanic supapele sunt puternic solicitate datorita vitezelor foarte mari de deplasare pe timpul functionarii care pot ajunge la 600 m/s.
De asemenea supapele mai sunt solicitate la coroziune datorita regimului termic ridicat, care favorizeaza formarea de acizi si la uzare, atat abraziva datorita particulelor mecanice dure antrenate de fluidul de lucru, cat si adeziva, datorita frecarii dintre tija si ghid, favorizata de dilatarea termica a tijei.
Din aceste cauze, materialele din care se confectioneaza supapele trebuie sa fie de calitate deosebita.
Supapele de admisie se fabrica din otel aliat cu Cr si Ni (tip 35CN45 pentru motoarele lente, respectiv austenitice pentru motoarele rapide), sau oteluri aliate cu Cr si Si care favorizeaza formarea la suprafata a unui strat de oxid care rezista la temperaturi inalte.
Supapele de evacuare se cofectioneaza din otel refractar aliat cu Cr, Ni Si, Mo si W.
La motoarele mari, pentru economie de material, dar si din considerente de rezistenta, talerul care este supus la solicitari termice si de coroziune mari se executa din otel Cr-Si iar tija care este solicitata la uzare de adeziune se confectioneaza din otel Cr-Ni. Imbinarea celor doua parti se face prin infiletare sau sudare.
Pentru marirea rezistentei la uzarea produsa prin soc, suprafata de asezare a supapei pe scaun si capatul superior al tijei se acopera cu un strat de 1,5.2,5 mm de stelit (aliaj dur de Co, Cr, W, Mo, Ni si Fe). Pentru a se evita griparea tijei si cresterea rezistentei la uzare, aceasta se cromeaza sau se nitrureaza ajungandu-se la o duritate de 45-50 HRC. La tijele care nu au capul stelitat, pentru marirea rezistentei la soc se folosesc pastile din materiale cu rezistenta mecanica mare, care imbraca capatul tijei.
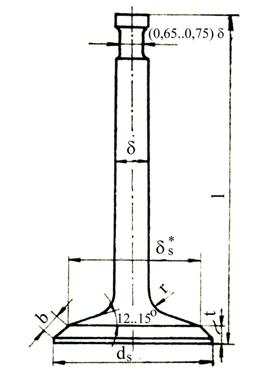
Relatii de calcul:
|
Dimensiunea caracteristica |
Supapa |
|
|
de admisie |
de evacuare |
|
|
Diametrul mare al talerului ds |
(0,44.0,55)D |
(0,4.0,45)D |
|
Diametrul tijei d |
(0,18.0,24)do |
(0,22.0,29)do |
|
Diametrul mic al talerului dt |
(0,95.1)do |
|
|
Lungimea sediului b |
(0,1.0,12)do |
|
|
Raza de racordare a talerului r |
(0,25.0,35)do |
|
|
Lungimea supapei l |
(2,5.3,5)do |
|
|
Inaltimea talerului t |
(0,1.0,13)do |
|
|
Inaltimea maxima de ridicare hmax |
(0,18.0,3)do |
|
|
Diametrul locasului sigurantei dt1 |
(0,65.0,75)dt |
|
|
Unghiul de asezare pe scaun b |
b = 30o la motoarele rapide b = 45o la motoarele de turatii mici si medii |
|
do 0,865 d1 (diametrul mare al talerului supapei)
Bucsa de ghidare are rolul de a ghida tija supapei in miscarea sa de translatie si de a transmite elementului in care este montata (chiulasa sau blocul motor) o parte din caldura primita de supapa, contribuind astfel la racirea ei.
Bucsa se introduce in locasul ei prin presare. Pentru limitarea pozitiei, in cazul presarii in chiulasele din aluminiu, bucsa este prevazuta cu guler.
O importanta deosebita prezinta jocul dintre ghid si tija supapei. Acesta trebuie sa asigure o buna evacuare a caldurii, limitarea pierderilor de ulei concomitent cu pastrarea filmului de ulei la dilatare.
Acest joc trebiue sa fie de 20.50 mm in cazul supapelor de admisie si de 50.70 mm la supapele de evacuare.
Ungerea in interiorul bucsei se face prin ceata de ulei si barbotare. Pentru favorizarea ungerii unele supape au la partea superioara o degajare care joaca rolul de rezervor de ulei. Pentru a se limita scurgerea uleiului in cilindri pe langa tija supapei, unele bucsi de ghidare, in special la supapele de admisie ale motoarelor m.a.c. nesupraalimentate, au prevazut la partea inferioara un manson. Aceasta solutie prezinta dezavantajul diminuarii transferului de caldura in zona tijei supapei.
Doarece in zona bucsilor de ghidare se evacueaza o mare cantitate de caldura, exteriorul bucsei este scaldat cu lichid de racire din abundenta.
Materialul din care este confectionata bucsa de ghidare trebuie sa aiba o buna rezistenta la uzare la temperaturi inalte, calitati antifrictiune, buna conductibilitate termica si sa permita aderarea filmului de ulei.
In general se utilizeaza fonte refractare, bronzuri refractare, bronzuri de aluminiu sau bronzuri fosforoase.
Scaunul supapei serveste ca locas de asezare a supapei cand aceasta inchide orificiile de trecere a fluidului de lucru. Pentru supapa de admisie scaunul se poate practica direct in bloc sau in chiulasa, in cazul in cazul in care acestea sunt confectionate din fonta, dar pentru supapele de evacuare si supapele montate in elemente din aliaj de aluminiu, acestea se confectioneaza prin inele care se introduc prin presare (mai rar prin infiletare). La montare, concentricitatea dintre ghidul supapei si scaunul supapei trebuiesc riguros respectate pentru a se evita deformarea scaunului si supratensionarile, asigurandu-se astfel mentinerea corecta a supapei pe scaun.
Strangerea la montare pentru diametrul exterior este de 0,019 mm la chiulasa din fonta si de 0,025 mm la chiulasele din aliaj de aluminiu.
Deoarece materialele din care sunt confectionate scaunele de supapa trebuie sa aiba o buna rezistenta mecanica, la uzare si la coroziune si sa isi pastreze duritatea la temperaturi ridicate, pentru confectionarea lor se utilizeaza fonta refractara, otel refractar aliat cu W, Cr, Mo sau bronz de aluminiu. Pentru asigurarea unei duritati ridicate, pe suprafata scaunului se depune un strat de stelit.
Arcurile supapei au rolul de a mentine supapa pe scaun pe timpul inchiderii orificiilor, de a mentine contactul cu elementul de comanda (tachet sau culbutor) si de a prelua fortele de inertie ce ar putea perturba acest contact.
Pentru motoarele de putere mica se utilizeaza cate un arc pentru fiecare supapa. La motoarele de puteri mari, cu supapele in chiulasa, se utilizeaza cate doua sau trei arcuri concentrice cu infasurare opusa. Acestea maresc siguranta in functionare si elimina fenomenul de rezonanta.
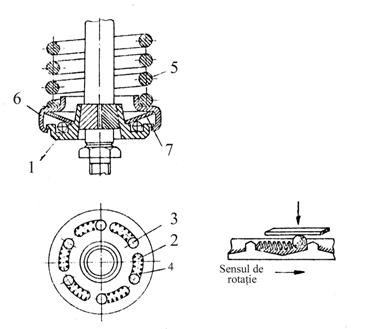
Pentru uniformizarea uzurii scaunului si a supapei, se prevad dispozitive
speciale pentru rotirea supapei pe timpul functionarii (figura 22). Acest
dispozitiv are un disc cu canale in care se monteaza bile si arcuri.
Fig. 22 Dispozitiv pentru rotirea supapelor
1-disc; 2-canale, 3-bile; 4-arcuri; 5-arcul supapei; 6-disc; 7-disc inelar elastic
Profilul fundului canalului are doua canaluri inclinate in panta inversa. Arcul supapei se sprijina pe un disc, iar intre discurile 1 si 6 se introduce un disc elastic inelar. Cand se actioneaza asupra supapei, forta arcului de supapa se transmite arcului-disc, care obliga bilele sa se deplaseze in canale. Pe planul inclinat apare o componenta a fortei care produce rotirea supapei. Cand supapa nu mai este actionata, dispozitivul revine in stare initiala sub actiunea arcurilor. Viteza de rotatie a supapei creste cu frecventa actionarii ei, direct proportional cu turatia motorului, in conditiile mentinerii constante a elasticitatii arcului-disc.
Arcurile de supapa se monteaza cu un capat pe chiulasa si cu celalalt capat pe discul conic si este asigurat cu un manson conic.
Luand in considerare importanta arcurilor de supapa si solicitarile la care acestea sunt supuse, acestea se confectioneaza din otel aliat cu Cr, V, Ni si Mn. Materialul, sub forma de sarma cu diametrul de 3.6 mm se infasoara sub forma de spirala cilindrica cu 7.14 spire. Pentru evitarea dezaxarii arcurilor si a fenomenului de rezonanta se folosesc arcuri cu spirele extreme mai apropiate si polizate sau arcuri cu forma tronconica.
Elementele de siguranta ale supapelor impiedica supapele sa cada in cilindru. Sunt formate din doi-trei elementi conici care se monteaza in canalul existent in tija supapei, asigurand prin comprimarea initiala a arcului supapei fixarea acesteia.
Se confectineaza din oteluri cu continut redus sau mediu de carbon, iar la motoarele de putere mare, din otel aliat cu Ni si Cr.
Arborele (axul) cu came comanda fazele de distributie ale motorului (momentul deschiderii si inchiderii supapelor si durata deschiderii lor) si, in functie de tipul motorului, actioneaza si alte agregate auxiliare: pompa de ulei, pompa de combustibil, distribuitorul de aprindere, etc.
Arborele cu came se monteaza in carterul superior sau pe chiulasa motorului. In primul caz, mecanismul de antrenare este simplu, insa complica instalatia si presupune mase inertiale mari. A doua solutie constructiva reduce masele inertiale si numarul componentelor sistemului, dar presupune un mecanism de antrenare a arborelui cu came mai complicat.
In functie de tipul motorului pot exista 1, 2 sau mai multi arbori cu came. Arborii cu came au in compunerea lor fusuri de reazem, came, roti dintate si excentric pentru antrenarea sa de catre arborele cotit al motorului sau pentru antrenarea unor agregate auxiliare (pompa de ulei, distribuitor de aprindere, pompa de combustibil,etc.), asa cum se evidentiaza in figura 14.
In general numarul de came este egal cu numarul de supape, dar in cazul motoarelor cu mai multe supape, cate doua supape de acelasi tip pot fi actionate de catre o singura cama. Inaltimea si profilul camelor sunt determinate astfel incat sa asigure deschiderea si inchiderea supapelor in momentele optime si deasemenea sectiunea necesara pentru trecerea fluidului de lucru.
Profilul camei trebuie sa asigure deplasarea fara socuri a supapei la deschiderea si inchiderea orificiului de trecere. Forma speciala a profilului camei se realizeaza folosind procedee de strunjire prin copiere.

Fig. 23 Arborele cu came
1-fus palier; 2-cama;
Numarul fusurilor paliere este in functie de numarul de cilindri ai motorului, de regula fiind prevazut un fus dupa doi cilindri.
Montarea arborilor cu came in carterul superior al motorului se face prin intermediul unor bucse antifrictiune (din aluminiu sau otel cu material antifrictiune pe baza de Bz-Pb sau Bz-Sn) presate in locasuri. Pentru a se asigura coaxialitatea locasurilor pentru montarea axului cu came, acestea se confectioneaza cu o singura scula aschietoare. In vederea usurarii montajului, uneori, diametrele fusurilor se micsoreaza de la capatul din fata catre capatul din spate. Ungerea se face cu uleiul ajuns prin canale practicate in peretii carterului in zonele respective.
In cazul montarii arborilor cu came pe chiulasa se folosesc suporti din fonta sau aluminiu, prevazuti cu capace care se asambleaza dupa montarea arborelui si cuzineti din bronz sau prevazuti cu material antifrictiune. In aceasta situatie ungerea lagarelor se face cu ulei adus prin canalizatii sau conducte la unul din fusurile paliere, de ude trece la celelalte paliere prin canale practicate in interiorul arborelui.
Pentru evitarea deplasarii sub actiunea fortelor axiale, la motoarele cu arborele cu came in carter, fixarea se realizeaza cu ajutorul unei flanse si a unei bucse distantiere, sau cu un surub de reglare. La arborii montati pe chiulasa fixarea se asigura prin flanse care se sprijina pe fetele laterale ale unui palier.
Arborii cu came sunt supusi la solicitari de incovoiere si torsiune. Totodata, datorita presiunlor specifice ridicate dintre cama si tachet, varfurile camelor sunt supuse unui proces intens de uzare.
Arborii cu came se fabrica prin matritare din otel carbon de calitate sau otel usor aliat cu Cr siMo, sau prin turnare din fonta cu grafit nodular sau aliata cu Cr, Mo, V . Suprafetele supuse la uzare (camele si fusurile) se durifica prin calire CIF sau cementare pentru a ajunge la o duritate de 55.65 HRC.
Relatii de calcul:
|
Dimeniunea caracteristica |
Valori |
|
Diametrul arborelui cu came da |
(0,25.0,3)D |
|
Diametrul fusurilor arborelui cu came df |
df > dc + 2hc max |
|
Latimea fusurilor arborelui cu came bf |
(0,4.0,79df |
|
Latimea camelor bc |
(0,4.0,6)do |
dc - diametrul primitiv al camei;
hc max - inaltimea maxima de ridicare a tachetului;
do -diametrul galeriei de admisie.
Tachetul preia miscarea de la arborele cu came si o transmite supapei, direct sau prin intermediul tijelor impingatoare si culbutorilor. La blocurile din fonta el culiseaza direct in bloc, iar la blocurile din aliaj de aluminiu culiseaza intr-o bucse de ghidare. Suprafata tachetului care este in contact cu cama poate fi plana, sferica sau cu rola (figura 24).
Tachetul cu rola, desi asigura reducerea gradului de uzare a camei, este mai rar utilizat (de regula la m.a.c. cu cilindree unitara mare), datorita complicatiei constructive si masei mai mare. Pentru reducerea masei, tachetul se executa gol la interior, iar la motoarele rapide se practica uneori si degajari in perete. La sistemele de distributie a gazelor cu tije impingatoare, in partea interioara a tachetilor se prevad locase sferice pentru sprijinirea acestora. Pentru asigurarea ungerii, aceste locasuri se executa cu o raza mai mare decat capatul tijei.
Rotirea tachetului pe timpul functionarii se realizeaza prin executarea sferica a suprafetei de contact a capului si conica a fetei camei, sau prin dezaxarea axei tachetului cu 2.5 mm fata de axa camei.
Tachetii hidraulici (figura 25), asigura reducerea uzurii camei si a tachetului si micsoreaza zgomotul produs in timpul functionarii.
Sub actiunea arcului, pistonul este mentinut apasat pe tija supapei sau pe tija impingatoare. In momentul in care tachetul este actionat de catre cama, el se ridica antrenand si cilindrul de lucru determinand cresterea presiunii, ceea ce duce la asezarea supapei pe scaun inchizand comunicarea dintre canalul de ungere si interiorul tachetului. In acest fel efortul de la cama catre elementul actionat (tija supapei sau tija impingatoare) se transmite prin intermediul uleiului. La schimbarea pozitiei camei, aceasta nu
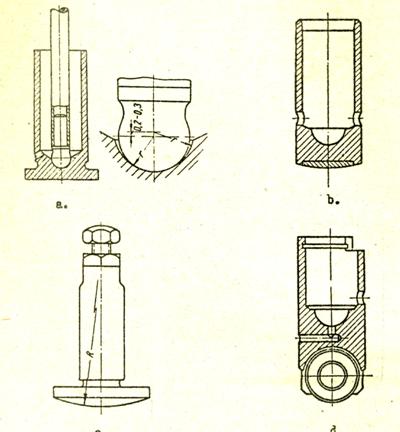
Fig. 24 Tipuri de tacheti
a-cu cap plan; b,c- cu cap sferic; d-cu rola
mai actioneaza tachetul, presiunea scade si bila permite trecerea uleiului pe sub pistonas, asigurand asezarea permanenta a tachetului pe cama.
Daca mecanismul de actionare de deasupra tachetului se uzeaza sau apar dilatari, se modifica inaltimea stratului de ulei printr-un transfer suplimentar de ulei din sistemul de ungere al motorului. Pistonasul sprijinindu-se tot timpul pe tije, transmite miscarea mai departe, nemaifiind necesare reglaje ale jocului termic.
La tachetii cu actiune mecanica ungerea se face prin barbotaj sau prin canale speciale.
Fiind puternic solicitati la uzare, tachetii se confectioneaza din otel aliat de cementare sau din otel de imbunatatire care se caleste superficial prin inductie (CIF). Se intalnesc si tacheti fabricati din fonta, avand suprafata de contact a capului si fetele laterale din fonta alba cu duritate ridicata.
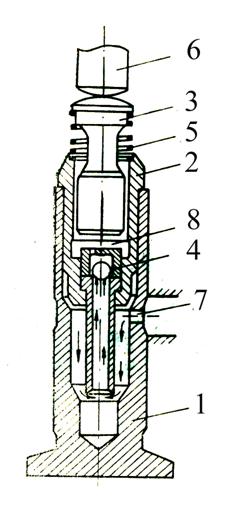
Fig. 25 Tachet hidraulic
1-corp tachet; 2-cilindru; 3-piston plonjor; 4-supapa cu bila;
5-arc; 6-tije; 7-canal de ungere.
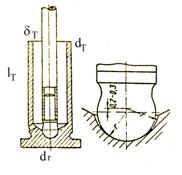
Relatii de calcul:
|
|
Dimensiunea caracteristica |
Valori |
|
Lungimea tachetului lT |
(1,25.1,9)do |
|
|
Diametrul exterior dT |
(0,6.0,85)do |
|
|
Grossimea pereteluidT |
(1,5.3)mm |
|
|
Diametrul capului (rolei) dr |
0,7do |
|
|
Latimea rolei br |
0,35do |
do 0,865 d1 (diametrul mare al talerului supapei)
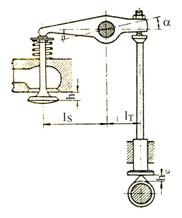
Tijele impingatoare (tijele culbutorilor) realizeaza transmiterea miscarii de la tachet la culbutori pentru motoarele care au arborele cu came plasat in carter si supapele in chiulasa.
Deoarece pe timpul functionarii, pendularea culbutorului provoaca oscilatia tijei impingatoare in jurul unei pozitii, este necesara realizarea unor articultii sferice la capetele ei.
Tijele culbutorilor trebuie sa indeplineasca doua cerinte opuse: masa redusa si rezistenta la flambaj. Pentru satisfacerea lor este necesara utilizarea unor materiale cu caracteristici mecanice ridicate.
Tijele impingatoare se confectioneaza din teava din otel sau duraluminiu. La un capat sunt prevazute cu un calcai sferic cu care se aseaza pe tachet, iar la celalalt capat cu un locas sferic pentru surubul de reglaj al culbutorului. Aceste zone fiind intens supuse la uzare, se trateaza termic pentru a se asigura o duritate ridicata (50.60 HRC) si se lustruiesc pentru a diminua frecarile.
Culbutorii sunt parghii care servesc pentru actionarea supapelor la motoarele care au tije impingatoare.
Culbutorul oscileaza in jurul unei axe si modifica sensul miscarii comandate de cama. Un capat al culbutorului se executa sferic sau cu rola, iar celalalt are surub pentru reglarea jocurilor termice si compensarea uzurilor care apar pe timpul functionarii. Bratele culbutorului sunt inegale, cel mai mic fiind cel care actioneaza supapa in vederea reducerii acceleratiilor imprimate de cama.
Jocul termic permite compensarea dilatarilor elementelor sistemului de actionare a supapelor. Deoarece valorile jocului termic depind de dimensiunile si constructia sistemului de distributie, de regimul motorului, de sistemul de racire, de materialele folosite, ele se determina experimental de catre uzina constructoare si au valori intre 0,05.0,5 mm, fiind mai mari in cazul supapelor de evacuare.
Culbutorii se monteaza prin intermediul unor bucsi din bronz sau rulmenti pe un ax comun pentru toti culbutorii, numit axul culbutorilor. Acesta este montat pe chiulasa motorului pe niste suporti. Intre culbutori exista arcuri spirale la distante determinate.
Acesta este gol la interior si prezinta orificii pentru trecerea uleiului spre suprafetele de lucru dintre el si culbutor. Pentru a se asigura ungerea suprafetei de lucru dintre tija impingatoare si culbutor, bratul scurt al culbutorului si surubul de reglaj au prevazute canale pentru trecerea uleiului.
Culbutorii se confectioneaza prin turnare din otel OT 60, prin matritare din otel de calitate OLC 45X sau din otel aliat cu Cr sau Mo si prin stantare din tabla de otel. Ultima varianta se utilizeaza la motoarele rapide, deoarece au o forma simpla si rigiditate satisfacatoare. Suprafetele de lucru ale extremitatilor culbutorului sunt tratate termic pentru a se obtine o duritate ridicata (50.60 HRC).
Axul culbutorului se confectioneaza din teava de otel pentru imbunatatire.
Relatii de calcul:
|
|
Dimensiunea caracteristica |
Valori |
|
Raportul bratelor culbutorului ls/lT | ||
|
Diametrul interior al bucsei culbutorului dic |
(0,47.0,6)do |
- do 0,865 d1 (diametrul mare al talerului supapei);
- lT,ls au valori in functie de amplasarea tijelor culbutorilor si tijelor supapelor.
b) Sistemul de alimentare cu combustibil are rolul de a asigura pastrarea, transportul si introducerea in cilindri a combustibilului necesar arderii.
1) Sistemul de alimentare cu combustibil al motoarelor cu aprindere prin scanteie se caracterizeaza prin faptul ca amestecul aer-combustibil se realizeaza in afara cilindrilor de lucru si, dupa introducerea in camera de ardere se produce aprinderea lui cu ajutorul unei scantei electrice produsa de o bujie. Acest tip de sistem de alimentare se compune din: rezervor de combustibil, pompa de alimentare, filtre de combustibil, conducte de legatura si carburator (figura 26).
Rezervorul de combustibil serveste pentru inmagazinarea rezervei de combustibil necesara functionarii motorului. El este prevazut cu indicator de nivel, sorb cu sita si gura de umplere cu sita si buson. Busonul trebuie sa se inchida etans, dar in acelasi timp trebuie sa asigure legatura cu atmosfera in scopul compensarii depresiunii ce apare concomitent cu consumul de combustibil dar si a presiunii create prin vaporizarea combustibilului. Acest lucru se realizeaza cu ajutorul a doua supape inglobate in buson. Prima se deschide la o depresiune de 0,01.0,03 bar si cealalta la o suprapresiune de 0,1.0,2 bar. La unele rezervoare de capacitate mare, in interior se practica pereti antival, care atenueaza efectul de izbire al combustibilului in miscare.
Rezervorul se confectioneaza din tabla zincata ori lacuita la interior, cu grosimea de 0,5.1,5 mm, sau din fibra de sticla.
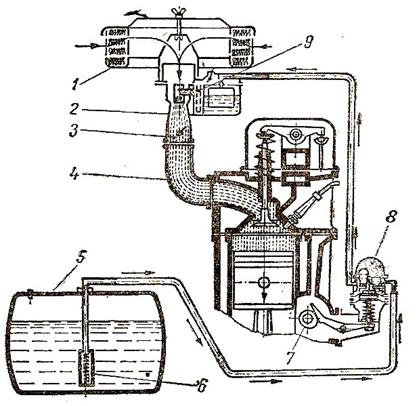
Fig. 26 Compunerea instalatiei de alimentare a motoarelor cu aprindere prin scanteie
1-filtru de aer; 2-priza de aer; 3-clapeta de admisie; 4-colector de admisie; 5-rezervor; 6-filtru; 7-arbore cu came; 8-pompa; 9-carburator
Pompa de alimentare are rolul de a asigura debitul necesar functionarii motorului, in functie de regimul de functionare al acestuia. Deoarece filtrele de combustibil la aceste motoare sunt simple si au rezistente hidrodinamice mici, presiunea de refulare necesara este de 0,1.0,3 bar, ceea ce permite utilizarea unor pompe cu membrana elastica.
Pompa de alimentare trebuie sa asigure o cantitate de combustibil de 3.5 ori mai mare decat consumul orar pentru a asigura un debit uniform.
Dupa modul de actionare, pompele de benzina pot fi: cu actionare mecanica (cu membrana), cu actionare electrica (electromagnetica) sau cu actionare vacuumatica (la motoarele in doi timpi).
La pompele cu actionare mecanica cu membrana, debitul de combustibil se regleaza automat in functie de consum, presiunea de refulare ramanand constanta. Totusi aceste pompe prezinta o serie de dezavantaje:
necesitatea montarii pompei pe motor conduce la complicatii constructive si la pericolul aparitiei incendiilor;
necesitatea amorsarii manuale a pompei la pornire.
In cazul pompelor cu actionare electromagnetica, miscarea membranei este comandata de catre un electromagnet a carui frecventa de actionare depinde de variatia consumului de combustibil.
La pompele cu actionare prin vacuum, miscarea membranei este comandata de presiunile, respectiv depresiunile existente in carterul motorului in doi timpi.
Pompele de alimentare centrifugale, cu actionare electrica se monteaza direct in rezervorul de combustibil, avand partea inferioara permanent in imersie. Aceste pompe prezinta dezavantajul pretului de cost ridicat, ceea ce le limiteaza utilizarea la motoarele de cilindree mare si la motoarele performante.
Filtrele de benzina asigura retinerea impuritatilor mecanice si a apei din combustibil.
Sistemul de alimentare al motoarelor cu aprindere prin scanteie neavand piese in miscare cu jocuri de asamblare mici, nu necesita o filtrare foarte severa. Se utilizeaza filtre brute din sita de sarma, amplasate inaintea pompei de combustibil si filre de filtrare fina din site se matase sau metalice, amplasate in diferite puncte ale instalatiei (dupa pompa de benzina, la intrarea in carburator, etc.).
Conductele de alimentare sunt conducte de joasa presiune cu diametrul interior de 6.8 mm. Legatura dintre conducta de pe sasiu si elementele instalatiei de alimentare amplasate pe motor se face prin racoarde flexibile din cauciuc sau material plastic rezistent la actiunea combustibilului. In scopul evitarii deteriorarii lor prin frecare, in zona de contact cu alte piese, conductele de combustibil se protejeaza cu mansoane.
Conductele de benzina se confectioneaza din alama, cupru sau otel, in ultimul caz fiind protejate impotriva coroziunii.
Carburatorul este piesa de baza a acestui sistem si trebuie sa indeplineasca o serie de cerinte:
posibilitatea schimbarii rapide a regimului de functionare;
stabilitate in functionare;
simplitatea lucrarilor de mentenanta;
greutate si gabarit mic;
rezistente mici hidro si gazodinamice.
Carburatorul are urmatoarele roluri:
dozeaza combustibilul si aerul in raport cu sarcina si turatia motorului;
- asigura pulverizarea, vaporizarea si amestecarea partiala a combustibilului cu aerul;
asigura pornirea sigura a motorului la orice temperatura;
permite reglarea dozajului in concordanta cu modificarea starii tehnice a motorului si cu schimbarea anotimpului.
Pentru realizarea acestor sarcini, carburatorul se compune dintr-o parte fundamentala numita carburator elementar si un numar de dispozitive auxiliare care regleaza consumul de combustibil pe timpul functionarii motorului in diferite regimuri (sarcini mici mijlocii sau mari, mers in gol, mers accelerat, pornire la rece, etc). In figura 27 este prezentata compunerea unui carburator elementar.
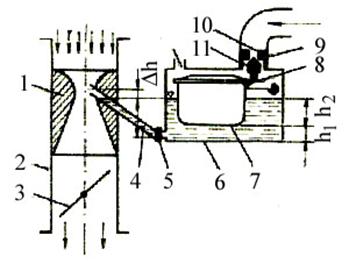
1-difuzor; 2-camera de amestec; 3-clapeta obturator; 4-tub portjiclor; 5-jiclor de combustibil 6-camera de nivel constant; 7-plutitor; 8-supapa ac; 9-scaunul supapei; 10-orificiu de alimentare cu combustibil;11-orificiu de comunicare cu atmosfera.
Camera de nivel constant constituie rezervorul de combustibil al carburatorului. Camera de amestec asigura amestecarea partiala a combustibilului cu aerul. Ea se compune din difuzor care pune in miscare coloana de combustibil si declanseaza pulverizarea combustibilului si din clapeta obturatoare care regleaza cantitatea de combustibil.
In prezent exista tendinta inlocuirii acestui tip de alimentare prin folosirea injectiei de benzina, care se poate realiza continuu in galeria de admisie sau, mai nou direct in cilindru, in ambele situatii procesul fiind comandat si controlat electronic. Aceste procedee asigura o serie de avantaje fata de folosirea sistemelor clasice cu carburator:
reducerea apreciabila a consumului de combustibil;
reducerea emisiilor nocive in atmosfera;
siguranta in functionare;
simplitate constructiva prin eliminarea carburatorului;
precizie de dozare a combustibilului in aer.
In figura 28 este prezentat sistemul de alimentare prin injectie continua de benzina K-Jetronic.

Fig. 28 Schema instalatiei de alimentare prin injectie continua de benzina
1-dozator-distribuitor; 2-piston-sertar; 3-platou-sonda; 4-punct de articulatie; 5-masa de echilibrare; 6-regulatorul presiunii de alimentare; 7-dispozitiv pentru comanda debitului auxiliar de aer pentru pornire; 8-conducta de aer pentru pornire, 9-injector pentru pornirea motorului rece;10-injector pentru pornirea motorului la rece; 11-termocuplu; 12-contactor pentru platoul-sonda; 13-acumulator 14-rezervor; 15-filtre; 16-dispozitiv de corectie a presiunii; 17- conducta de refulare;
Dozatorul DD dozeaza combustibilul in raport cu sarcina si turatia motorului si-l distribuie injectoarelor. Injectia are loc pentru fiecare cilindru in parte , in zona supapei de admisie. Sub actiunea presiunii dinamice, platoul PS produce o reducere a gradului de umplere in regimul varfului de putere. Dispozitivul RPC asigura corectia dozajului in functie de sarcina. Dispozitivul DAA controleaza debitul auxiliar de aer pentru pornire.
2. Sistemul de alimentare cu combustibil al motoarelor cu aprindere prin compresie (figura 29) se bazeaza pe introducerea in cilindrii de lucru a aerului proaspat si, dupa comprimarea lui, injectarea in camera de ardere a combustibilului sub presiune. Acest sistem se compune din doua parti: partea de joasa presiune si partea de inalta presiune (sistemul de injectie).
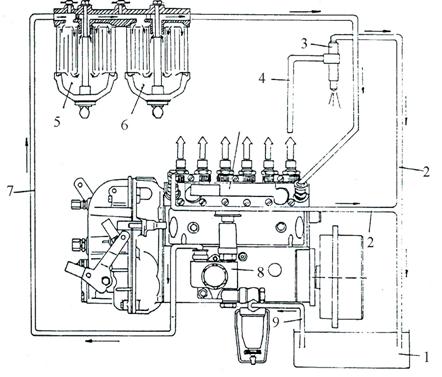
1-rezervor de combustibil; 2-conducta de colectare; 3-injector; 4-conducta de inalta presiune; 5-filtru de filtrare bruta; 6-filtru de filtrare fina; 7-conducta de joasa presiune; 8- pompa de alimentare; 9-supapa de suprapresiune
Partea de inalta presiune are urmatoarele functiuni:
- dozeaza cantitatea de combustibil pe ciclu in functie de incarcarea motorului;
creeaza presiune ridicata in injector (100.1000 daN/cm2 ), necesara pulerizarii;
pulverizeaza combustibilul si asigura distributia in camera de ardere, potrivit cerintelor de formare a amestecului;
declanseaza injectia combustibilului la un moment determinat pe ciclu, asigura o durata a injectiei limitata si injecteaza combustibilul dupa o lege impusa (caracteristica optima de injectie);
asigura aceeasi doza de combustibil la toti cilindrii.
Partea de inalta presiune este alcatuita din pompa de injectie, injectoare si conducte de inalta presiune.
Pompa de injectie asigura ridicarea presiunii in sistem la valori de sute de atmosfere, care sa permita realizarea unei pulverizari cat mai fine a combustibilului in cilindri. Elementele pompei de injectie pot fi de doua tipuri: cu toate pompele care alimenteaza cilindrii intr-un corp comun (bloc pompa injectie) sau, in ansamblu comun cu injectorul (element pompa-injector) montat in chiulasa separat pentru fiecare cilindru. In cazul blocului-pompa de injectie (figura 30), este obligatorie existenta conductelor de inalta presiune care trimit combustibilul sub presiune de la pompa de injectie la injectoare.
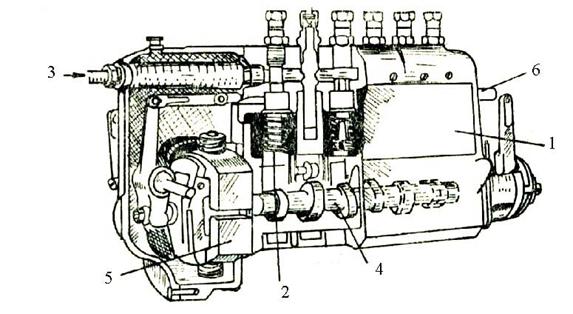
Fig 30 Bloc pompa injectie
1-bloc (carter); 2-element pompa de injectie; 3-alimentarea cu combustibil; 4-arbore de antrenare; 5-regulator de debit; 6-cremaliera
Injectoarele au rolul de a asigura pulverizarea si distributia combustibilului in cilindri. Injectoarele pot fi comandate hidraulic (cele mai raspandite), electric sau mecanic. Daca orificiul de pulverizare este controlat de un ac sau de o supapa, injectorul este inchis (figura 31), in caz contrar este injector deschis.
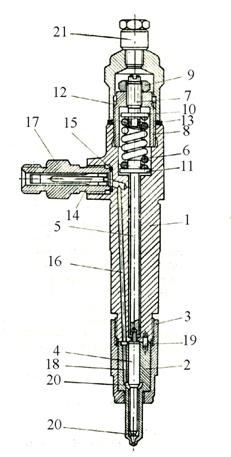
Fig. 31 Injector inchis cu comanda hidraulica
1-corp; 2-pulverizator; 3-piulita de fixare; 4-ac; 5-tije; 6-arc; 7-surub de reglare; 8-piulita; 9-contrapiulita; 10,11-discuri; 12-capac; 13,15-garnituri; 14-filtru; 16,18-canale; 17-racord; 18-canal; 19-stift; 20-camera pulverizatorului; 21-racord
Partea de joasa presiune asigura o cantitate de combustibil de 15.30 de ori mai mare decat consumul necesar functionarii sistemului de injectie si se compune din: pompa de alimentare cu combustibil, filtre de combustibil, supapa de siguranta, conducte de joasa presiune si rezervorul de combustibil.
Pompele de combustibil au acelasi rol ca si la m.a.s., dar fata de acestea prezinta o serie de particularitati:
deoarece este necesara invingerea rezistentei unui numar mai mare de filtre, cu un grad de filtrare mult mai pretentios, presiunea de refulare trebuie sa fie de 1,5.2,5 daN/cm2, care poate fi realizata numai de pompe cu piston, cu roti dintate sau cu palete;
volumul de combustibil debitat trebuie sa fie de cateva ori mai mare decat la m.a.s., datorita particularitatilor de functionare ale pompei de injectie si injectoarelor.
De remarcat faptul ca la pompele cu roti dintate sau cu palete se monteaza supape de suprapresiune care deviaza o parte din combustibilul refulat in cazul cresterii presiunii.
Filtrele de combustibil trebuie sa asigure retinerea impuritatilor mecanice cu dimensiuni mai mari de 2.3 mm pentru a se putea asigura buna functionare a elementelor pompei de injectie si injectoarelor.
In instalatia de alimentare a m.a.c. intalnim urmatoarele tipuri de filtre de combustibil:
--filtrele de epurare prealabila, care de regula sunt sita de la gura de umplere si sita sorbului;
filtre de epurare bruta, montate dupa pompa de alimentare cu combustibil. De regula se confectioneaza din sita de sarma, discuri cu interstitii, fire de sarma, benzi, pasla artificiala, tesatura de bumbac, etc.. Aceste filtre retin impuritatile cu dimensiuni mai mari de 50.150 mm,
filtre de epurare preventiva, care se monteaza inaintea sistemului de inalta presiune;
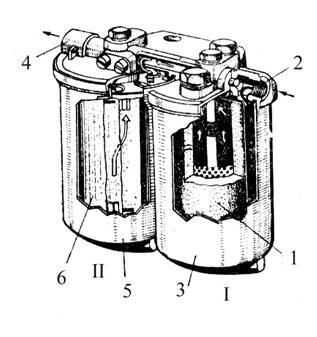
- filtre de epurare fina. Acestea au elementul filtrant din fire de bumbac,
pasla, vata de zgura, hartie de filtrare pliata, etc.. Ele retin impuritatile
cu dimensiuni mai mari de 2.7 mm (figura 32).
I-filtru de epurare bruta; II- filtru de epurare fina
1-element de filtrare din fetru; 2-canal de admisie; 3-corpul treptei I; 4-capac comun;
5-corpul treptei II; 6-element de filtrare din hartie; 7-canal de refulare
In tabelul 4 sunt prezentate influentele diferitelor tipuri de filtre asupra durabilitatii sistemului de injectie, iar in tabelul 5 sunt prezentate caracteristicile principale ale unor elemente de filtrare.
Tab.4
Influenta filtrului de epurare fina asupra durabilitatii sistemului de injectie
|
Materialul elementului de filtrare |
Pragul de filtrare mm |
Durata relativa de functionare |
|
Fara filtru | ||
|
Filtru cu tesatura de bumbac | ||
|
Filtru cu pasla | ||
|
Filtru cu hartie | ||
|
Filtru cu hartie speciala |
Tab5
Caracteristicile principale ale unor elemente de filtrare
|
Tipul filtrului |
Elementul de filtrare |
Viteza de filtrare [m/s] |
Coeficientul de epurare pentru dp<30mm |
Pragul de filtrare [mm] |
|
Brut |
Discuri | |||
|
Brut |
Fire de sarma | |||
|
Preventiv |
Metaloceramic | |||
|
Fin |
Fire de bumbac | |||
|
Fin |
Pasla | |||
|
Fin |
Vata de zgura |
|
||
|
Fin |
Hartie gofrata |
Elemente de calcul:
La pompele de benzina ale m.a.s.:
a) Volumul teoretic* debitat de pompa de benzina pe ciclu:
Vc = 6.10-5.Nc
relatie in care: Nc reprezinta numarul de cicluri pe minut.
*Practic, volumul debitat de pompa se determina experimental, tinand seama de rezistentele introduse in circuit. Acest debit trebuie sa fie de 2.3 ori mai mare decat consumul orar maxim, pentru a se asigura eliminarea bulelor de aer din sistemul de alimentare.
b) Diametrul membranei:
D = ![]()
unde: D - diametrul de calcul a membranei;
h - cursa membranei.
c) Sistemul de ungere are rolul de a asigura formarea unei pelicule de ulei intre suprafetele pieselor in miscare relativa ale motorului, pentru a se realiza:
micsorarea lucrului mecanic consumat pentru invingerea fortelor de frecare;
reducerea uzarilor de toate tipurile ale organelor motorului;
reducerea temperaturii organelor in miscare prin preluarea unei parti din fluxul de caldura primit de unele organe in contact cu gazele sau suprafetele fierbinti;
marirea etansarii cilindrilor;
evacuarea impuritatilor existente intre suprafetele in miscare.
Ungerea se poate realiza in doua moduri: prin ceata de ulei si stropire (barbotare) sau prin presiune. Deoarece primul procedeu nu asigura presiunea necesara creerii fortei portante a peliculei de ulei la cuplele puternic solicitate, iar cel de-al doilea complica si scumpeste constructia motorului, in practica se utilizeaza un procedeu mixt: ungerea prin barbotare a cilindrilor, pistoanelor, segmentilor, camelor, tachetilor si uneori a bolturilor de piston si ungerea sub presiune a fusurilor arborilor cotiti, arborilor cu came, a organelor de comanda ale supapelor si uneori a bolturilor de piston.
Se intalnesc doua tipuri de sisteme de ungere:
a) Sistem de ungere cu carter umed. Este cel mai utilizat la motoarele in patru timpi si este caracterizat de faptul ca rezervorul de ulei este chiar carterul inferior al motorului.
b) Sistem de ungere cu carter uscat la care rezervorul de ulei este separat de carterul motorului. Fata de sistemul cu carter umed, acesta permite reducerea inaltimii motorului, nu este influentat de inclinarea autovehiculului si micsoreaza oxidarea datoita gazelor de ardere din cater, insa se complica constructia (sunt necesare minim 2 pompe de ulei si un radiator de racire) si necesita un spatiu mai mare pentru amplasarea rezervorului si radiatorului.
Sistemul de ungere este alcatuit dintr-un circuit principal de ulei si unul sau mai multe circuite secundare. Circuitul principal cuprinde rezervorul de ulei, care de regula este carterul inferior al motorului, una sau mai multe pompe de ulei, conducte si supape de siguranta. Circuitul secundar cuprinde filtrul de ulei in derivatie si radiatorul de racire. Sistemul de ungere mai cuprinde de asemenea aparate de control pentru determinarea presiunii, temperaturii si nivelului uleiului si dispozitive de siguranta pentru prevenirea suprapresiunii in instalatie (figura 33).
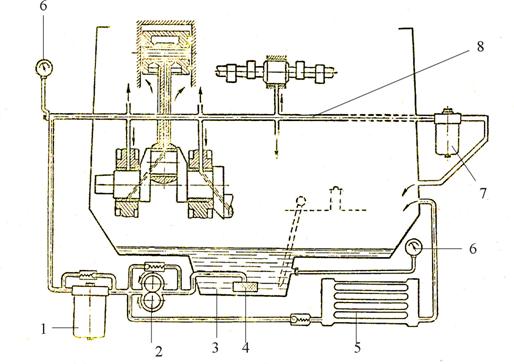
1,7-filtre de ulei, 2- pompa de ulei; 3-baie de ulei; 4-sorb; 5-radiator de ulei;
6- indicator manometric; 8-rampa centrala;
Pompa de ulei asigura deplasarea fortata a uleiului in circuitul de ungere. Se utilizeaza pompe cu una sau mai multe perechi de roti dintate cu angrenare exterioara sau cu angrenare interioara. Acestea au o constructie simpla, prezinta siguranta in functionare si au dimensiuni reduse (figura 34).
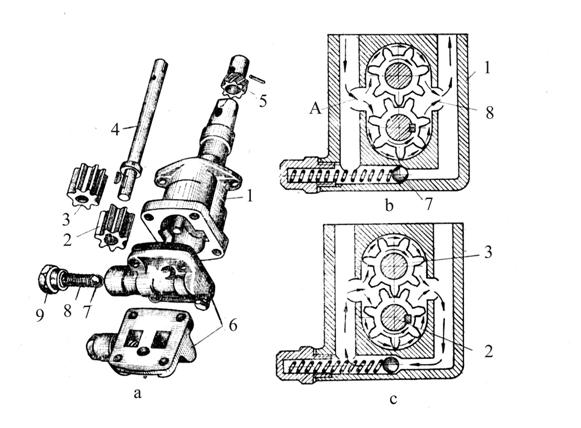
Fig.34 Pompa de ulei cu roti dintate cu angrenare exterioara
1-carcasa, 2,3-roti dintate; 4-axul pompei, 5-pinion de antrenare, 6-capac, 7-supapa de siguranta, 8-arc, 9-surub
Supapa de siguranta deviaza excesul de ulei din circuitul principal la cresterea presiunii, mentinand presiunea uleiului in rampa centrala la o valoare corespunzatoare.
Radiatorul de ulei se utilizeaza la motoarele cu carter uscat, la motoarele racite cu aer si la motoarele mari. Constructiv seamana cu radiatorul din instalatiile de racire cu lichid (figura 35).
Ventilatia carterului asigura eliminarea vaporilor de combustibil si a gazelor de ardere din carterul inferior al motorului in scopul franarii procesului de imbatranire a uleiului. Ventilatia carterului se poate realiza fie prin eliminarea gazelor direct in atmosfera, fie prin aspirarea lor in colectorul de admisie (figura 36).
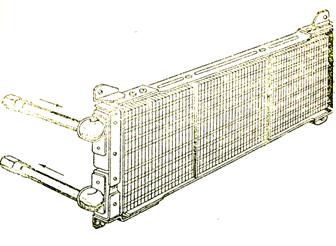
Fig. 35 Radiator de ulei
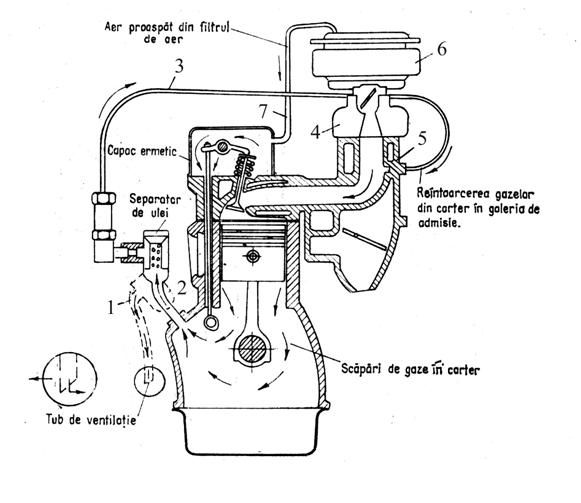
Fig.36 Sisteme de ventilatie a carterului
1-conducta, 2,6-filtre, 3,5,7-conducte, 4-carburator.
Conductele de ulei se confectioneaza din teava de alama, cupru sau otel. Rampa centrala se confectioneaza prin gaurire in carterul superior al motorului si nu trebuie sa depaseasca diametrul de 15 mm.
Filtrele de ulei au rolul de a retine impuritatile mecanice si apa din ulei. Daca impuritatile din ulei depasesc 2.10%, acesta devine inutilizabil.
Filtrele de ulei se clasifica astfel:
a) dupa modul de filtrare:
filtre mecanice (cu membrana filtranta);
filtre active;
filtre magnetice;
filtre centrifugale.
b) dupa finetea de filtrare:
filtre de epurare bruta;
filtre de epurare fina.
Uneori se utilizeaza blocuri de filtre care contin in aceeasi carcasa atat filtru de epurare bruta cat si filtru de epurare fina (figura 37).
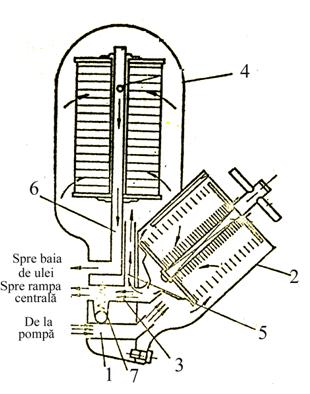
Fig. 37 Bloc de filtre de ulei
1-orificiu de admisie; 2-filtru de epurare bruta; 3,5-conducte;
4-filtru fin; 6-ax; 7-supapa cu bila
Deoarece conditiile severe de filtrare (retinerea particulelor mai mari de 5 mm) presupun rezistente hidrodinamice foarte mari, filtrul de epurare fina se monteaza in paralel cu circuitul principal de ungere, prin el trecand numai 8. 20% din cantitatea totala de ulei aflat in instalatia de ungere. Totusi, pentru a se preveni infundarea rampei centrale, in circuitul principal se monteaza un filtru prin care trece intreaga cantitate de ulei (filtru de epurare bruta), cu un prag de filtrare de 25.120 mm.
Filtrele mecanice pot fi cu sita metalica pot avea de la 100.200 gauri/cm2 in cazul sitei sorbului de ulei, pana la 1500.2000 gauri/cm2 in cazul filtrelor de epurare fina. Sorbul de ulei elibereaza bulele de aer dizolvate in ulei (spargator de spuma) si cu ajutorul unui plutitor este mentinut la suprafata baii de ulei pentru a se preveni aspirarea impuritatilor depuse pe fundul acesteia.
Filtrele cu discuri profilate pot fi utilizate atat pentru filtrarea bruta cat si pentru filtrarea fina, in functie de marimea interstitiilor (0,05.0,12 mm).
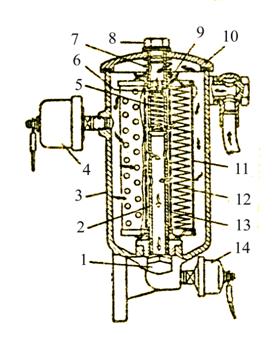
Filtrele din hartie au cea mai mare raspandire, in special la motoarele de
mic litraj, deoarece pot realiza un prag de filtrare de pana la 5 mm. Sunt filtre de tip consumabil si se
confectioneaza dintr-o hartie speciala (figura 38). La motoarele mari se
folosesc filtre cu element filtrant din pasla.
Fig. 38 Filtru de ulei cu element din hartie
1-colector; 2-ax colector; 3-corp; 4-sesizor manometric; 5-arc; 6-supapa de scurtcircuitare; 7,8-compartimente de lucru; 9-capac; 10-element filtrant; 11-carcasa exterioara; 12-element de filtrare din hartie speciala pliata; 13-carcasa interioara
Filtrele active folosesc element de filtrare din pasla, hartie sau alte materiale impregnate cu substante chimice pentru a retine produsii organici de oxidare dizolvati in ulei, precum si apa. Tot in acest scop se mai folosesc silicagelul, amestecuri de oxizi de aluminiu, bauxita, manganul, sulful sau vata de zgura.
Filtrele magnetice retin impuritatile metalice din ulei. Ele pot fi montate in corpuri speciale sau in dopul de scurgere a uleiului.
Filtrele centrifugale se bazeaza pe separarea particulelor mecanice sub actiunea fortei centrifuge asigurata de turatia foarte mare a rotorului (peste 5000 rot/min). In figura 39 este prezentat filtrul centrifugal care echipeaza motorul MAN 2156.
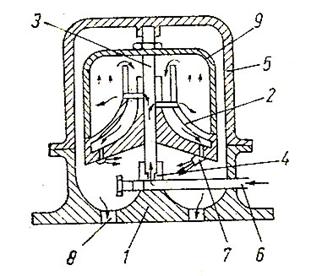
Fig. 39 Filtru centrifugal de ulei
1-corp; 2-rotor; 3-ax; 4-lagare axiale; 5-capac; 6-conducta; 7-duza; 8-canale; 9-clopot
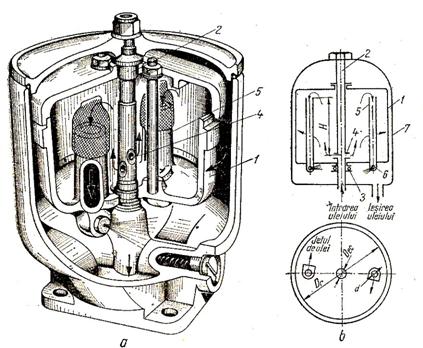
Fig. 40 Filtru centrifugal de ulei
1-rotor; 2-conducta centrala; 3-rulment; 4-orificii; 5-tevi de evacuare; 6-ajutaj orizontal
La motoarele in doi timpi exista doua solutii de asigurare a ungerii:
a) Amestecarea uleiului in procent de 3.5% cu combustibilul. Solutia este practica dar incomoda.
b) Injectia de ulei in curentul aer - benzina din carburator. Procedeul este mai complicat, insa asigura o reducere sensibila a consumului de ulei.
Uleiurile folosite in instalatia de ungere a motoarelor cu ardere interna
Uleiurile sunt amestecuri de hidrocarburi, substante de origine minerala sau vegetala, caracterizate prin urmatorii indici caracteristici:
a) Vascozitatea reprezinta rezistenta la curgere datorita frecarii intre molecule.Vascozitatea determina capacitatea de ungere a cuplelor in regim hidrodinamic. Ea scade dupa o lege logaritmica la cresterea temperaturii si creste odata cu presiunea la temperaturi joase.
b) Onctuozitatea arata capacitatea de a se asigura ungerea semilichida in conditii de functionare la limita, deoarece ea reprezinta proprietatea uleiului de a adera la suprafata metalica (fenomenul de adsorbtie). Uleiurile minerale, provenite din prelucrarea titeiului au onctuozitate scazuta, insa uleiurile vegetale au o onctozitate mare, din care cauza se introduc in uleiurile minerale pentru cresterea onctuozitatii acestora.
c) Conductibilitatea termica este capacitatea uleiului de a asigura transferul de caldura. Conductibilitatea termica scade pe masura ce cresc densitatea si temperatura.
d) Stabilitatea la oxidare. La temperaturi peste 150 oC are loc descompunerea hidrocarburilor din compozitia uleiurilor. In consecinta creste vascozitatea si aciditatea uleiului si deci efectul coroziv al acestuia. Totodata se formeaza depuneri pe piesele motorului si lacuri dure care conduc la infundarea conductelor si griparea segmentilor. Toate aceste efecte conduc la inrautatirea caracteristicilor uleiului, fenomen cunoscut sub denumirea de "imbatranirea uleiurilor".
In functie de acesti indici, uleiurile trebuie sa satisfaca urmatoarele cerinte:
sa posede o vascozitate optima, o onctuozitate buna, o variatie redusa a vascozitatii cu temperatura;
sa posede o stabilitate chimica ridicata;
sa actioneze eficient impotriva uzurii;
sa posede o temperatura de congelare redusa.
Pentru imbunatatirea caracteristicilor uleiurilor se folosesc aditivi. Aditivii sunt substante organice sau organo-metalice solubile in ulei, care se adauga in procent de 0,5.15%. De regula se utilizeaza aditivi polifunctionali (tabelul 6).
Calculul elementelor sistemului de ungere:
a) Debitul de ulei
|
Tipul motorului |
Vuc [l/h] |
Vpu [l/h] |
Autoturisme |
(0,065.0,13)Pe |
(20.34) Pe | |||
|
Autocamioane si autobuze |
(0,13.0,20)Pe |
|||||||
|
m.a.c. |
Fara racirea pistonului |
(0,14.0,23)Pe |
(25.40) Pe | |||||
|
Cu racirea pistonului (supraalimentat) |
||||||||
|
(45.70) Pe | ||||||||
Vuc - debitul uleiului care circula prin rampa centrala
Vpu - debitul livrat de pompa (include si uleiul care trece prin supapa de siguranta)
c) Dimensiunile pompei de ulei cu angrenare exterioara
|
Parametrul |
M.A.S. |
M.A.C. |
|
Diametrul Dp [mm] | ||
|
Numarul de dinti z | ||
|
Inaltimea dintilor h [mm] | ||
|
Modulul m | ||
|
Latimea dintilor l | ||
|
Viteza periferica a rotii dintate [m/s] | ||
|
Turatia pompei |
N/2 |
|
Tab.6
Aditivi pentru uleiuri
|
Clasa de aditivi |
Efectul |
Natura aditivului |
Efecte secundare |
|
Aditivi antioxidanti |
-Maresc stabilitatea la oxidare a uleiului; -reduc uzura cuplei cama-tachet; -Reduc uzura anticoroziva a tachetului |
Fenoli, amine aromatice, oleat de metil, de plumb, de staniu, tributilfosfitul |
Anticoroziv, Antiuzura |
|
Aditivi pentru marirea IV-ului |
Amelioreaza indicele de vascozitate |
Polimeri: polizobutene, polimetacrilati |
Antiuzura la pornirea la temperaturi scazute |
|
Aditivi anticonge-lanti |
Coboara punctul de congelare a uleiului pana la -20.-30oC |
Polimetacrilati: produse de condensare ale parafinei cu naftalina |
Maresc IV-ul |
|
Aditivi pentru onctuozitate si presiuni inalte |
Imbunatatesc onctuo- zitatea; Maresc rezistenta filmului de ulei la presiuni inalte, de 25000 daN/cm2 |
Acizii grasi: oleic, stearic, palmitatul de etil; uleiuri sulfurate |
Uzuri mari, cand depasesc concentratia critica |
|
Aditivi antirugina |
Protejeaza suprafata metalului |
Ditiofosfati metalici, olefine, stearati, aleati metalici | |
|
Aditivi spumanti |
Sparg bulele de aer din ulei, care intrerup alimentarea |
Uleiuri de silicon, fosfatul de tributil | |
|
Aditivi detergenti dispersanti |
Mentin in suspensie substantele insolubile din ulei; Impiedica depunerea lor pe organe sub forma de lacuri |
Sapunuri metalice sau compusi organo-metalici de Zn,Sn, Ni, Ca,Ba,Si |
Neutralizeaza substantele acide |
|
Aditivi polifunctio-nali |
Actune sinergetica |
Pachete de aditivi: antioxidant, antispumant, detergent, dispersant |
d) Sistemul de racire are rolul de a evacua fortat o parte din caldura degajata prin ardere, pentru a face posibila desfasurarea continua a procesului de lucru si mentinerea unui nivel termic corespunzator functionarii la parametrii optimi ai motorului.
sa asigure un regim constant de temperatura sub valori critice, pentru lichid sau ulei, in conditiile atmosferice intalnite pe timpul exploatarii;
sa ocupe un spatiu cat mai mic;
sa fie simple, usoare si cu fiabilitate ridicata;
sa nu necesite pentru fabricatie materiale deficitare;
sa permita executarea usoara a lucrarilor de mentenanta;
- sa consume cat mai putina putere (max. 10.13% din puterea motorului).
Sistemele de racire, in functie de modul de racire, pot fi cu lichid sau cu aer.
1. Sistemele de racire cu lichid in raport cu sistemele de racire cu aer prezinta o serie de avantaje dar si dezavantaje. Dintre avantaje mentionam:
racirea este mai uniforma;
posibilitatea preancalzirii la pornire;
posibilitatea folosirii unui bloc comun pentru cilindri;
consum mai mic de putere;
zgomot redus;
solicitari termice mai reduse.
Totusi, aceste sisteme prezinta urmatoarele dezavantaje:
- sunt mai complicate si mai scumpe decat sistemele de racire cu aer;
exista posibilitatea corodarii instalatiei si pericolul de inghetare a lichidului de racire.
Sisemul de racire cu lichid se compune din: pompa de lichid, conducte, termostat, camasile de racire ale cilindrilor, radiator si ventilator (figura 40). Acest tip de sistem de racire poate fi deschis sau inchis (sub presiune).
Primele tipuri de instalatii sunt simple si asigura autoreglajul, insa au dimensiuni si mase mari si randament scazut al schimbului de caldura.
Pompa de lichid este de tip centrifugal cu palete (figura 40a). Aceste pompe au o constructie simpla, fiabilitate si siguranta in functionare mari. In plus prezinta avantajul ca dupa intreruperea functionarii nu obtureaza circuitul de lichid, permitand circulatia naturala prin termosifon care uniformizeaza temperaturilor in camasa de apa.
Pompa este actionata de catre arborele cotit prin intermediul unor curele trapezoidale.
Carterul pompei de apa se confectioneaza prin turnare din fonta. Rotorul se confectioneaza din fonta, aliaj de aluminiu sau bronz. Axul din otel inoxidabil este prevazut cu un sistem de garnituri de etansare (presetupa figura 40b).
![]()

![]()
![]()
![]()
![]()
![]()
![]()
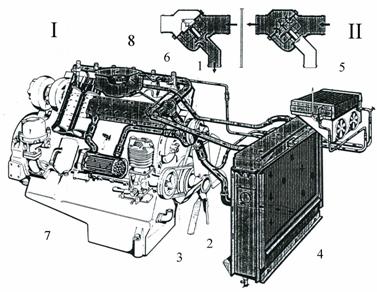
Fig. 40 Sistem de racire cu lichid
1-pompa de apa; 2-ventilator; 3-curea trapezoidala; 4-radiator de apa;
5-instalatie de climatizare; 6-termostat; 7-racitor de ulei; 8-rezervor de compensare
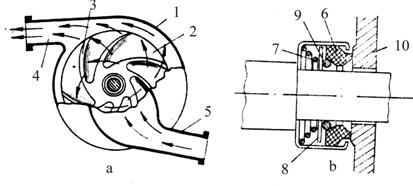
Fig. 40 Pompa de apa centrifugala
a-elemente constructive; b-solutia de etansare
1-carcasa pompei; 2-rotor; 3-palete; 4-racord de evacuare; 5-racord de aspiratie;
6-inel de etansare; 7-arc; 8-disc; 9-bucse cu autolubrifiere; 10-carcasa
Radiatorul (figura 41) transmite prin convectie caldura de la lichidul de racire la mediul ambiant.Radiatoarele destinate motoarelor de autovehicule trebuie sa indeplineasca urmatoarele cerinte:
sa asigure eliminarea caldurii la toate regimurile de functionare si in orice conditii ale mediului ambiant;
sa aiba masa si dimensiuni de gabarit minime;
sa aiba rezistenta aerodinamica redusa;
sa provoace o rezistenta hidraulica mica;
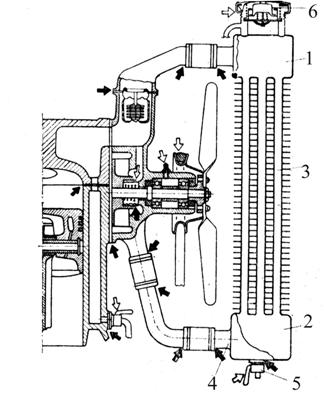
sa
fie rezistente; sa aiba o constructie simpla.
Fig. 41 Radiatorul instalatiei de racire
1-bazin superior; 2-bazin inferior; 3-parte de racire; 4-conducta; 5-robinet de evacuare; 6-gura de umplere cu buson si supapa de siguranta.
Tipurile de radiatoare utilizate la motoarele de autovehicule sunt prezentate in figura 42.
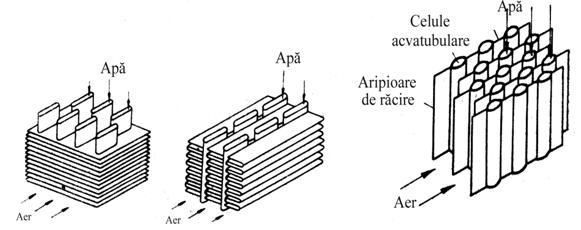
Fig. 42 Tipuri de elemente de racire
1-cu tevi de apa si placi; 2-cu tevi plate si benzi pliate; 3-cu tevi voalate
Radiatoarele cu tevi de apa si placi sunt foarte eficiente si compacte. Si radiatoarele cu tevi plate si benzi pliate sunt eficiente, se confectioneaza usor, dar nu au rigiditate suficienta.
Radiatoarele se cofectioneaza din alama sau din aluminiu.
Ventilatorul are rolul de a asigura circulatia aerului necesar preluarii cantitatii de caldura care urmeaza a fi evacuata de catre instalatia de racire. In fapt, el este un compresor cu raportul de compresie mai mic sau egal cu 1,1 care asigura circulatia aerului in intreaga zona a motorului.
Ventilatoarele din instalatiile de racire trebuie sa indeplineasca urmatoarele cerinte:
sa asigure debitul de aer necesar, avand dimensiuni si mase reduse;
sa fie simple in exploatare si sa se poata intretine usor;
sa aiba randament ridicat;
sa nu produca vibratii si zgomote in functionare.
Dupa modul in care are loc circulatia aerului la trecerea prin ventilator, acestea pot fi axiale sau radiale (centrifugale). Cele mai raspandite sunt ventilatoarele axiale (figura 43) datorita simplitatii constructive si randamentului ridicat de functionare. Deoarece ventilatorul consuma 4.5% din puterea motorului, ridicand si consumul de combustibil cu 5.7% si intrucat nu este necesara functionarea lui permanenta, mai ales iarna cand provoaca subracirea motorului, de regula se utilizeaza ventilatoare cu functionare intermitenta, care intra in functiune numai cand temperatura lichidului de racire creste peste o anumita valoare. Prin aceasta solutie constructiva se obtin urmatoarele avantaje:
se asigura o racire relativ uniforma a motorului la sarcini variabile;
se reduce timpul de incalzire a motorului;
se asigura un supliment de putere si o reducere a consumului de carburanti;
scade uzura motorului, deoarece functioneaza la temperatura de regim;
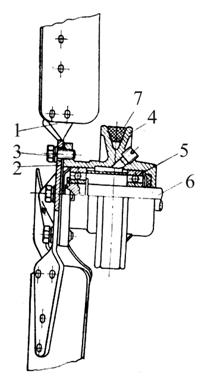
functionare
silentioasa a motorului.
Fig. 43 Ventilator axial
1-palete; 2-bucsa; 3-buloane; 4-fulie pentru curea de antrenare;
5-rulmenti; 6-ax; 7-curea trapezoidala
Termostatul are rolul de a impiedica circulatia lichidului de racire prin radiator, cand temperatura nu depaseste o anumita valoare predeterminata (de regula 70oC), servind deci pentru reglajul automat al instalatie de racire.
Din punct de vedere constructiv, termostatele pot fi : cu burduf, in care se introduce lichid ori amestecuri solide usor fuzibile, sau cu spirala bimetalica.
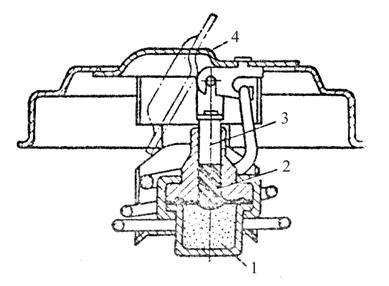
Dintre acestea
cea mai mare utilizare o au termostatele cu burduf fuzibile. In figura 44 este
prezentat un asemenea termostat care functioneaza cu cerezina, o ceara
sintetica cu un mare coeficient de dilatare in stare topita. Folosirea
termostatelor reduce uzura si mareste economicitatea motorului.
Fig. 44 Termostat cu burduf
1-vas metalic gofrat; 2-element de cauciuc; 3-tije; 4-supapa
Particularitati privind utilizarea instalatiilor de racire cu lichid:
- admisia lichidului de racire in motor la m.a.c. se face pe la partea inferioara a blocului motor, pentru a se favoriza autoaprinderea, in timp ce la m.a.s. se face pe la partea superioara a blocului sau chiar prin chiulasa, pentru a se inlatura pericolul de detonatie. In ambele cazuri, se obtine si o imbunatatire a randamentului de functionare;
- pentru evitarea aparitiei diferentelor mari de presiune in instalatie pe timpul functionarii, instalatiile de racire pot fi in contact permanent cu atmosfera, caz in care apar pierderi mari de lichid pe timpul functionarii, sau pot fi ermetizate, caz in care sunt prevazute cu un vas de expansiune (figura 45). Ultima solutie asigura o functionare sigura in toate anotimpurile si permit o intretinere usoara;
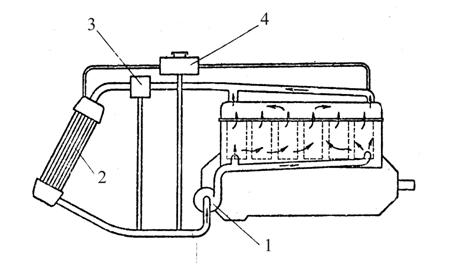
Fig. 45 Instalatie de racire cu lichid capsulata
1-pompa de lichid; 2-radiator; 3-termostat; 4-vas de expansiune
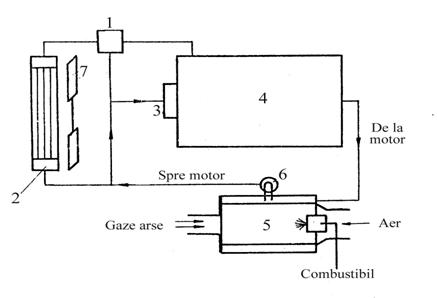
- pentru a se favoriza pornirea motoarelor pe
timp de iarna, la unele tipuri de autovehicule instalatia de racire este
prevazuta cu un preincalzitor de apa si ulei (figura 46). Preincalzitorul este
compus dintr-un cazanel cu pereti dubli, cap de ardere cu arzator si bujie
incandescenta, instalatii de alimentare cu motorina si cu aer, instalatie de
evacuare a gazelor de ardere,etc.
Fig. 46 Instalatie de preincalzire
1-termostat; 2-radiator; 3-pompa; 4-motor; 5-cazanel; 6-pompa de circulatie
- pentru asigurarea unor conditii optime pentru personal, instalatia de racire este utilizata la majoritatea autovehiculelor si pentru incalzirea spatiului destinat pentru acestia. In acest scop, lichidul incalzit de motor trece prin unul sau mai multe schimbatoare de caldura plasate convenabil.
3. Sistemele de racire cu aer se folosesc de regula la motoare de puteri mici, sub 50C.P., dar pentru anumite marci de motoare se folosesc si pentru puteri mai mari (de exemplu motoarele Skoda si Tatra).
Fata de sistemele de racire cu lichid, aceste sisteme prezinta urmatoarele avantaje:
simplitate constructiva;
stabilitate termica la variatiile temperaturii mediului ambiant;
incalzire rapida a motorului;
eliminarea pericolului de inghet a apei;
regim termic mai ridicat;
dimensiuni si mase mai mici ale motorului.
Totusi, utilizarea lor este limitata, datorita urmatoarelor dezavantaje:
solicitari termice ridicate, care limiteaza turatia si raportul de compresie;
pornire nesigura la temperaturi joase;
zgomot provocat de ventilator;
necesitatea unui radiator mare de ulei;
consum mare de putere pentru actionarea compresorului (9.13)% din puterea motorului.
Aceste sisteme, de regula se compun din ventilator, carenaj si deflector. Toate acestea au rolul de a dirija curentii de aer spre zona exterioara a camerelor de ardere si de a mari suprafata totala de schimb de caldura dintre motor si mediul ambiant.
De regula pentru a se mari suprafata de schimb de caldura, motoarele prevazute cu sistem de racire cu aer au cilindrii independenti, prevazuti cu aripioare de racire in zona chiulasei si la partea superioara a cilindrilor.
3 PRINCIPIUL DE FUNCTIONARE AL MOTOARELOR CU ARDERE INTERNA CU PISTON
3.1 Ciclul teoretic al motoarelor cu ardere interna cu piston
In motoarele cu aredere interna fluidul nu evolueaza intr-un circuit inchis, motorul aspirand amestec de aer si combustibil, sau numai aer, fluide de o anumita compozitie si energie potentiala chimica, pentru ca starea fluidului la sfarsitul procesului (gazele arse) sa fie diferita de cea initiala. Pentru producerea continua de lucru mecanic se impune ciclic alimentarea motorului cu incarcatura proaspata si evacuarea gazelor arse.
Fenomenele reale care au loc in timpul functionarii sunt complexe, deoarece depind de foarte multi factori variabili, a caror influenta asupra economicitatii motorului este foarte greu de determinat.
Pentru a putea determina prin calcul acesti factori s-au considerat unele ipoteze simplificatoare privind functionarea motorului si comportarea fluidului de lucru, obtinandu-se cicluri teoretice de referinta care servesc drept termen de comparatie pentru motoarele reale, in scopul aprecierii gradului de perfectiune al proceselor reale de lucru si a evidentierii modalitatilor de imbunatatire a functionarii motoarelor si de crestere a randamentului acestora.
Principalele ipoteze simplificatoare care s-au admis in cazul ciclului teoretic sunt:
- gazul introdus in cilindru este un gaz perfect, care nu-si modifica compozitia chimica pe timpul procesului si are caldura specifica constanta;
- comprimarea si destinderea se considera transformari adiabatice reversibile;
- arderea combustibilului si evacuarea produselor arderii sunt considerate procese reversibile de absorbtie si cedare de caldura;
- se neglijeaza toate pierderile mecanice, hidromecanice si termice, cu exceptia caldurii cedata sursei reci.
Ciclul teoretic generalizat al motoarelor cu ardere interna cu piston este reprezentat in figura 47.
Ciclul teoretic se compune din:
- comprimarea adiabatica reversibila a-c;
- incalzirea izocora c-y;
- incalzirea izobara y-z;
- destinderea adiabatica reversibila z-b;
- cedarea de caldura izocora b-f;
- cedarea de caldura izobara f-a.
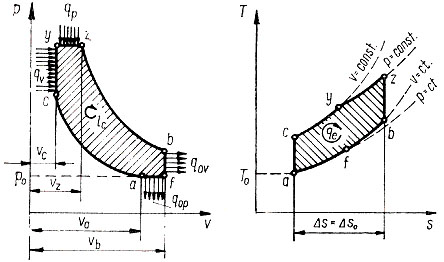
Fig. 47 Ciclul teoretic generalizat al motoareor cu ardere interna cu piston
Principalii parametri ai ciclului teoretic sunt:
- raportul de comprimare e care reprezinta raportul dintre volumul Va de la inceputul compresiei si volumul Vc de la sfarsitul ei:
e Va/Vc (11.1)
raportul de destinderere (de crestere a volumului) pe timpul incalzirii izobare r
r = Vz/Vy (11.2)
- raportul de crestere a presiunii pe timpul incalzirii izocore l:
l = py/pc (11.3)
- raportul de scadere a presiunii pe timpul racirii izocore d
d = pb/pf (11.4)
- randamentul termic al ciclului ht
ht = Lc/DQ = 1- (Qov + Qop)/(Qv + Qp) (11.5)
Ciclul real al motoarelor cu ardere interna cu piston
Ciclul real prezinta deosebiri fata de ciclul teoretic deoarece:
- motorul se incarca de fiecare data cu amestec proaspat iar la sfarsitul ciclului agentul de lucru este evacuat in exterior;
- fluidul motor sufera transformari pe timpul ciclului;
- caldura specifica a gazelor variaza cu temperatura lor;
deschiderea supapelor se face cu avans iar inchiderea lor se face cu intarziere fata de punctele moarte, pentru imbunatatirii proceselor de umplere a cilindrilor cu fluid proaspat, respectiv de evacuare a gazelor arse.
a) Ciclul real al motoarelor in patru timpi
In figura 48 este prezentat ciclul real de functionare al unui motor in patru timpi.
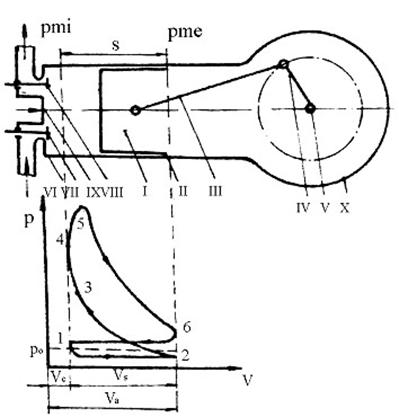
Fig. 48 Schema functionala si ciclul motorului cu ardere interna in patru timpi
1-2 admisia; 2-3-4 compresia; 3-4-5 arderea; 5-6 detenta; 6-1 evacuarea gazelor arse
Ciclul motorului in patru timpi se desfasoara pe timpul a doua rotatii ale arborelui cotit, deci pe 7200. Cei patru timpi care formeaza ciclul sunt:
I - Admisia La deplasarea pistonului dinspre punctul mort interior catre punctul mort exterior, sub influenta depresiunii care apare in cilindru se produce umplerea cu incarcatura proaspata ( in diagrama portiunea de curba 1 - 2 ). Din considerente hidrodinamice, pentru a se evita laminarea fluidului proaspat care intra in cilindru in vecinatatea punctului mort interior, supapa de admisie se deschide cu un avans a = 5.60o R.A.C. (rotatie arbore cotit), inaintea punctului mort. Acest lucru este posibil deoarece in apropierea punctului mort interior gazele arse se destind pana la o presiune pr mai mica decat presiunea po a fluidului proaspat. Pentru a se asigura o umplere cat mai completa a cilindrului, supapa de admisie mai ramane deschisa dupa trecerea pistonului de punctul mort exterior cu un unghi de intarziere a = 30.70o R.A.C.. Aceasta este favorizata de faptul ca presiunea din cilindru devine egala cu cea atmosferica numai la o anumita distanta a pistonului de punctul mort exterior. Admisia fluidului proaspat dupa trecerea pistonului de punctul mort exterior se numeste postumplere.
Admisia poate fi normala sau fortata.
Admisia normala are loc cand fluidul proaspat patrunde in cilindru sub actiunea mediului ambiant, asociata cu efectul de deplasare a pistonului. In aceasta situatie, fluidul care patrunde in cilindru are presiunea po si temperatura To.
Admisia fortata (supraalimentarea) are loc cand fluidul proaspat patrunde in cilindru sub actiunea unei suflante, care il comprima in prealabil, asociata cu deplasarea pistonului. Fluidul care patrunde in cilindru are presiunea ps si temperatura Ts asigurate la iesirea din organul de refulare al suflantei.
II - Compresia, reprezentata pe diagrama prin portiunea 2-3-4, are loc pe timpul deplasarii pistonului de la punctul mort exterior la punctul mort interior. Compresia are urmatoarele roluri:
- sporeste randamentul termic al motoarelor;
- permite aprinderea combustibilului, factor fundamental pentru motoarele cu aprindere prin compresie;
genereaza miscari organizate ale fluidului motor in camera de ardere ceea ce favorizeaza procesul de ardere la motoarele cu turatie mare.
Compresia influenteaza functionarea motorului, indicele de economicitate si indicele de presiune medie.
Pe timpul compresiei, fluidul din cilindru isi mareste temperatura atat datorita cresterii presiunii cat si ca urmare a prelucrarii unei parti din caldura peretilor cilindrului.
In prima faza, camera de ardere cedeaza caldura fluidului proaspat. O data cu inaintarea pistonului se reduce suprafata de racire. Spre sfarsitul cursei de compresie, la m.a.c. se produce injectarea si vaporizarea unei parti a combustibilului, autoaprinderea si arderea partiala a amestecului carburant, iar la m.a.s. se declanseaza scanteia electrica si de asemenea are loc arderea partiala a amestecului carburant. Datorita presiunilor mari care se creeaza, apar scapari de gaze spre carterul inferior.
Din punct de vedere termodinamic, compresia poate fi considerata un proces politropic complex cu coefientul politropic nc, unde acesta ia valori intre 1,30.1,37 pentru m.a.s. si 1,32.1,40 pentru m.a.c..
Parametrul de baza al timpului de compresie il constituie raportul de comprimare e care determina hotarator presiunea la sfarsitul cursei de comprimare pc.
De asemenea raportul de comprimare influenteaza valoarea randamentului termic conform relatiei:
ht e k-1 (**)
In prezent, valoarea raportului de compresie este limitata pentru m.a.s. la 7.12 pentru evitarea aparitiei fenomenului de detonatie, iar pentru m.a.c. la din considerente de rezistenta a pieselor.
III - Arderea si destinderea (detenta) gazelor arse reprezinta timpul cu cel mai complex proces din cadrul ciclului motoarelor cu ardere interna cu piston (portiunea 3-4-5 din reprezentarea ciclului). Procesul arderii combustibilului este o reactie exoterma de oxidare care se desfasoara cu mare viteza. In functie de modul in care se face aprinderea amestecului carburant, aprinderea si arderea au anumite particularitati.
a) La motoarele cu aprindere prin scanteie, aprinderea este provocata de catre o scanteie produsa de o bujie electrica. Aprinderea amestecului este conditionata de temperatura scanteii, care trebuie sa fie mai mare decat temperatura de aprindere a amestecului, dar si de limitele sale de inflamabilitate (valorile lui lmin si lmax ale coeficientului de exces de aer). Timpul scurs de la provocarea scanteii pana la inceperea arderii, necesar transformarilor fizice si chimice care se produc in amestec, se numeste intarziere la aprindere. Pentru a se obtine o putere maxima in timpul arderii, in conditiile unui consum minim de combustibil, este necesar ca declansarea scanteii sa se faca inainte de ajungerea pistonului la punctul mort interior cu un avans unghiular la aprindere de b = 20.400 R.A.C..
Principalele caracteristici ale arderii in m.a.s. constau in caracterul comandat al aprinderii si gradul inalt de omogenitate al amestecului.
1. Arderea normala
Pentru analiza modului in care se desfasoara arderea se utilizeaza mai multe metode de investigatie.
a) Folosirea diagramei indicate desfasurata p - a (figura49).
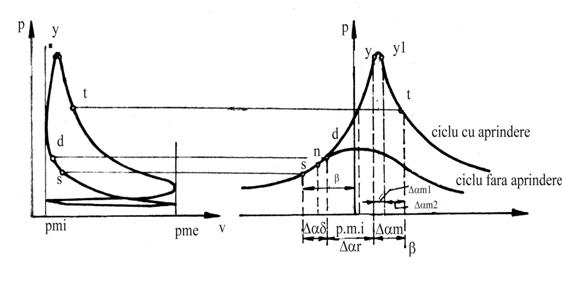
Diagrama consta in
doua curbe, una pentru evolutia fara aprinderea amestecului si cealalta pentru
evolutia in conditiile aprinderii amestecului.
Fig. 49 Dagrama indicata desfasurata pentru studiul arderii in m.a.s.
Fiecare fotografie reprezinta o imagine a camerei de ardere cu pozitia frontului in momentul considerat. Prin suprapuneri de imagine rezulta pozitii succesive ale acestuia, care analizate conduc la urmatoarele concluzii:
Dupa aparitia focarului initial, flacara se propaga in amestec cu viteze variabile: intai crescatoare, apoi se mentin constante dupa care scad brusc;
Dupa trecerea frontului de ardere prin amestec, gazele de ardere pastreaza o luminiscenta accentuata ceea ce demonstreaza ca reactiile chimice de ardere nu se termina in frontul de flacara ci se continua si in spatele acestuia;
Suprafata frontului de flacara este puternic contorsionata de pulsatiile turbulente din amestec.
Se confirma existenta perioadei de intarziere la aprindere Dad
Perioada in care frontul de flacara are o viteza relativ scazuta dar cu gradienti mari tine aproximativ pe 10% din parcursul frontului;
Peroada in care frontul are viteze mari dar aproximativ constante tine aproximativ pe 85% din parcursul frontului. In aceasta perioada are loc stabilizarea vitezei datorita contactului cu peretii camerei de ardere;
Restul parcursului frontului de flacara (aproximativ 5%) se caracterizeaza prin scaderi rapide ale flacarii, pana la anulare.
Mecanismul desfasurarii arderii normale
Procesul se desfasoara in trei faze:
I - faza intiala (Dad)- dupa declansarea scanteii pana la desprinderea curbelor. In aceasta faza are loc intarzierea la aprindere si arderea cu nucleu redus. Intra in reactie numai 3.5% din combustibil.
II - faza de propagare a frontului (d-y) in care amestecul este cuprins treptat dar complet de flacara. In aceasta faza arde cea mai mare parte din combustibil si se degaja 70.80% din caldura.
III - faza arderii intarziate (postarderea) (y-t) in care amestecul combustibil este ars in spatele frontului, in straturile de langa pereti sau in eventualele "pungi". Aceasta faza influenteaza negativ randamentul termic prin prelungirea arderii si mai are ca efect arderea uleiului de pe peretii cilindrului ceea ce accelereaza uzura.
Pentru reducerea procesului duratei de ardere si imbunatatirea randamentului termic exista urmatoarele cai:
reducerea duratei de propagare prin marirea vitezei frontului de flacara sau prin reducerea parcursului sau;
reducerea adancimei zonei de reactie prin marirea caldurii degajate in faza de propagare si micsorarea duratei fazei de ardere intarziata.
Influente asupra arderii normale
Influenta factorilor de stare
Turbulenta este maxima in jurul punctului mort interior la sfarsitul compresiei (pe aproximtiv 30oRAC). Viteza medie de propagare a frontului de flacara este proportionala cu intensitatea turbulentei.
Asupra fazelor arderii, turbulenta are urmatoarele influente:
in faza I la cresterea turbulentei se mareste schimbul de caldura intre nucleul de ardere si amestecul proaspat mai rece din jur.
In faza a doua, cresterea turbulentei conduce la contrarea frontului de flacara ceea ce are ca efect faramitarea flacarii, creearea de pungi cu amestec nears in spatele frontului, si in acelasi timp determina cresterea suprafetei pe care este ars combustibilul.
Dozajul (figura 50).
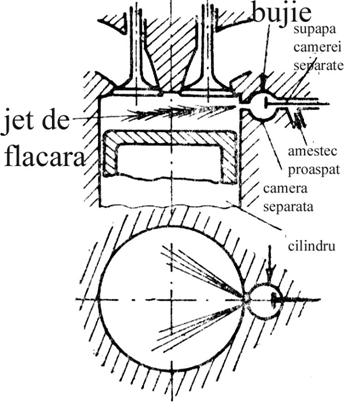
Fig. 50 Influenta dozajului asupra unor indici si marimi caracteristice
Din studiul diagramei seobserva ca exista doua limite de inflamabilitate: limita inferioara de inflamabilitate (LII) si limita superiora de inflamabilitate (LSI). Viteza de ardere este maxima in zona amestecurilor bogate. Cu ajutorul dozajului se poate varia viteza de ardere in limite foarte largi, dar numai intre limitele de inflamabilitate.
La viteza de ardere maxima se obtin puterea si randamentul maxim, ceea ce inseamna ca puterea maxima se realizeaza in regim neeconomic. Deoarece, asa cum rezulta din diagrama, o anumita viteza de ardere se poate obtine cu doua dozaje, este de preferat folosirea zonei hasurate. Trebuie insa remarcat faptul ca la dozaje prea sarace creste postarderea datorita aprinderii amestecului din galeria de admisie.
Temperatura initiala. Viteza de ardere scade cand temperatura initiala creste, datorita cresterii vascozitatii dinamice a gazelor ceea ce conduce la reducerea intensitatii turbulentei.
Presiunea initiala in conditiile in care creste, conduce la reducerea duratei fazelor I ti II, ceea ce determina cresterea vitezei de ardere.
Cantitatea de gaze reziduale influenteaza negativ, in sensul ca o data cu cresterea cantitatii de gaze de ardere scade viteza de ardere. In plus, gazele de ardere sunt inhibatori, molecule inerte care intrerup lanturile de reactie.
Influenta factorilor functionai
Turatia Viteza de ardere creste o data cu turatia. Acest fapt permite functionarea la turatii variabile si marirea turatiei. Pentru viteza de aredere constanta se obtine o crestere a perioadei de ardere. Totodata la cresterea turatiei, creste perioada initiala (faza I) si creste turbulenta, ceea ce conduce la scaderea duratei fazei a doua, fenomen predominant.
Sarcina. O data cu scaderea sarcinii, scade turbulenta si creste proportia de gaze reziduale. Totodata scade viteza de ardere, deoarece se mareste durata tuturor fazelor, ceea ce reprezinta un dezavantaj pentru m.a.s. care functioneaza des la sarcini partiale.
Avansul la producerea scanteii electrice. Intarzierea scanteii (la p.m.i. sau dupa) conduce la continuarea arderii in destindere, scaderea vitezei de ardere si scaderea presiunii. Daca avansul este in exces, faza intai se desfasoara in comprimare, ceea ce conduce la realizarea prsiunii maxime in cursa de comprimare, inainte de p.m.i. si aparitia unor contrapresiuni, fenomen care afecteaza durabilitatea motorului. Totodata caldura degajata in destindere scade ceea ce determina scaderea lucrului mecanic util al motorului.. Avnsul este optim cand faza a II-a se plaseaza simetric fata de p.m.i.. In aceste conditii se obtine presiune maxima cu consum specific minim. Pentru realizarea acestui deziderat se utilizeaza dispozitive automate de avans, de tip centrifugal, sensibile la variatia de turatie. Pentru corelarea avansului la aprindere cu sarcin se mai utilizeaza dispozitive automate de avans cu comanda pneumatica.
Influenta factorilor constructivi
Raportul de compresie e Cand raportul de compresie creste, creste viteza de ardere, cresc presiunea si temperatura la sfarsitul procesului de comprimare si scade proportia de gaze reziduale.
Arhitectura camerei de ardere Daca se scurteaza drumul flacarii, arderea dureaza mai putin. Compactitatea camerei de ardere este data de raportul Cc = Vc/Sc in care Vc reprezinta volumul total al camerei de ardere, iar Sc volumul degajat de piston intr-o cursa. Daca compactitatea camerei de ardere este mare, creste viteza de ardere. In variantele vechi de motoare se utilizau camere in forma de T sau L care asigurau valori mici ale coeficientului de compactitate.
Totodata, o influenta majora o are pozitia bujiei. Pozotia ideala este centrala. Pentru injumatatirea drumului flacarii, se pot utiliza doua bujii opuse.
Turbulenta este influentata prin profilarea camerei. De regula se utilizeaza praguri care expulzeaza incarcatura proaspata la finele comprimarii in zone in care intra in miscare turbulenta. Se utilizeaza camere tip Ricardo sau camere in forma de I profilate.
Fig. 5.51 si 5.53/223 Gr
Fig.4.19/174 Linte
Fig. 51 Forme ale camerelor de ardere la m.a.s.
ARDEREA DETONANTA
Arderea detonanta este caracterizata prin doua aspecte:
a) aspectul chimic, caracterizat de autoaprinderea amestecului initial din fata frontului de flacara;
b) aspectul fizic caracterizat prin propagarea unor puternice oscilatii de presiune.
a) Autoaprinderea se datoreaza unor reactii chimice de oxidare din fata frontului de flacara. In consecinta, apar unele nuclee de flacara rece, care se propaga cu viteze foarte mari (de nivelul zecilor de m/s). Dupa acestea apar nucleele de flacara albastra care se propaga cu viteze si mai mari, iar la sfarsit apar nuclee de flacara calda care se propaga cu viteze de ordinul miilor de m/s.
b) Formarea undelor de soc si detonatia Datorita vitezelor de ardere foarte mari au loc o succesiune de autoaprinderi a unor volume invecinate de amestec ceea ce conduce la un dezechilibru local de presiune, Ca urmare apare o unda de soc care reflectata de pereti determina aprinderea amestecului in front rezultand o unda detonanta.
Datorita arderii cu viteze de ardere foarte mari rezulta o cantitate de caldura degajata foarte mare, cu gradienti de presiune foarte mari. Are loc un dezechilibru local de presiune care determina miscari oscilante ale gazelor care ajunse la peretii cilindrului produc sunete metalice caracteristice datorita oscilarii cilindrului. Arderea continua si in destindere, ceea ce duce la existenta unor particule de carbon nears, materializate prin aparitia unui fum negru la evacuare. Totodata cresc pierderile de caldura prin pereti (fenomenul de convectie), ceea ce conduce la reducerea temperaturii gazelor de ardere. Arderea este incompleta si datorita pierderilor de caldura scad randamentul si puterea motorului. Datorita arderii filmului de ulei de pe cilindii, se accentueaza uzura. Datorita undei de soc si detonatiei, apar gradienti mari de presiune care produc deteriorari mecanice ale organelor motorului.
Cai de combatere a detontiei:
Detonatia pote fi evitata prin micsorarea lungimii frontului de flacara, prin marirea vitezei de ardere datorata intensificarii turbulentei, prin micsorarea gradului de comprimare finala si limitarea incalzirii amestecului in zona finala si prin utilizarea combustibililor cu cifra octanica ridicata.
ARDEREA INITIATA DE APRINDERI SECUNDARE
In cazul aparitiei aprinderilor secundare, motoarele puternic incalzite functioneaza neregulat o perioada scurta de timp, chiar si dupa intreruperea scanteii electrice, ceea ce denota ca in camera de ardere au aparut noi surse de aprindere ((surse secundare). Fenomenul este diferit fata de detonatie, deoarece detonatia inceteaza la intreruperea scanteii.
Aprinderea secundara poate fi preaprindere sau postaprindere, in ambele cazuri se creeaza fronturi secundare care pot fi in paralel cu frontul normal sau inaintea acestuia.
In cazul raporturilor de comprimare mari, rezulta mai multe focare de aprindere secundara care au ca efect cresterea presiunii maxime.
Sursele de aprindere secundara pot fi: calamina ajunsa la incandescenta, suprafetele sau punctele calde de la bujie, supapele de evacuare, piston, etc.
Arderea secundara si detonatia se influenteaza reciproc, fiecare dintre ele favorizand aparitia celuilalt proces.
Arderea initiata de aprinderi secundare are ca efecte negativie reducerea puterii si economicitatii motorului si functionarea brutala a motorului.
B) ARDEREA IN MOTORELE CU APRINDERE PRIN COMPRESIE
Spre deosebire de motorul cu aprindere prin compresie, la motoarele cu aprindere prin compresie amestecul este neomogen. Aprinderea amestecului are loc pentru o gama larga de coeficient de dozaj: l = 1,2.8 si se caracterizeaza prin amestecarea incompleta a combustibilului cu oxigenul din aer. In aceste motoare, timpul disponibil pentru formarea amestecului este de 5.8 ori mai mare decat la m.a.s..Din aceasta cauza, aparitia nucleului de flacara are loc inaintea finalizarii amestecului, ceea ce conduce la scaderea randamentului, solicitari mecanice, aparitia zgomotelor si vibratiilor si scaderea fibilitatii motorului.
inainte ca pistonul sa ajunga la punctul mort interior, cu un avans de 10.200 R.A.C., in cilindru se injecteaza o cantitate de combustibil reprezentand 15.30% din totalul combustibilului utilizat pe timpul unui ciclu intr-un cilindru, care in momentul de presiune maxima se autoaprinde, provocand o crestere brusca a presiunii;
faza arderii treptate, care corespunde unei variatii usoare a presiunii, cand flacara se raspandeste in intregul volum al camerei de ardere; terminarea arderii, pe timpul procesului de destindere.
Investigatia arderii in aceste motoare se face asemanator cu investigatiile de la m.a.s.
a) Folosirea diagramei indicate desfasurata
Fig. 6.1/241 Gr
Digrama indicata servestn la fel ca in cazul m.a.s. cu urmatoarele precizari
i - reprezinta punctul de ridicare a acului injectorului;
b - reprezinta avansul la injectie.
Si in acest caz avem tot trei faze ca si la m.a.s.:
Faza I, i - d este faza initiala (intarziera la declansarea arderii rapide);
Faza II, d - y ; faza arderii rapide cu gradienti de presiune cu cateva ori mai mari decat la m.a.s..
Faza III y - t faza arderii moderate. In cadrul acestei faze pe portiunea y - y` presiunea ramane aproximativ constanta, iar pe portiunea y`-t temperatura ramae constanta si presiunea scade. La motoarele lente faza I tinde catre zero, iar la motoarele rapide zona y-y` tinde catre zero.
b) Fotoinregistrari Se efectueaza cu pelicula color cu 15.000 de cadre pe minut. Se utilizeaza un motor tip Ricardo la care chilasa este inlocuita de o fereastra de cuart.
De remarcat ca injectia de combustibil care se continua o data cu procesul arderii, intr-un timp scurt, nu asigura un amestec omogen de aer si vapori de combustibil, coeficientul de exces de aer l fiind variabil in spatiul camerei si pe durata procesului de ardere.
Din analiza inregistrarilor rezulta ca dupa aparitia primuli nucleu de flacara la periferia unui jet se dezvolta frontul de flacara. Apoi apare un nou nucleu de flacara care conduce la extinderea flacarilor in intregul amestec. Arderea continua si dupa terminarea injectiei, continuand pana la stingerea flacarii in destindere.
Fazele arderii in m.a.c..
a) Faza initiala (intarzierea la declansarea arderii rapide) In aceasta
faza, are loc pulverizarea combustibilului, vaporizarea lui partiala si amestecul cu aerul. Totodata au loc reactiile de oxidare partiala a combustibilului. Are loc vaporizarea combustibilului si scaderea temperaturii datorita consumului de caldura. In aceasta faza apare si primul nucleu de flacara.
b) Faza arderii rapide se caracterizeaza prin viteze de ardere si gradienti de presiune foarte mari. Totusi viteza de ardere este mai mica decat in cazul m.a.s.. In aceasta faza se degaja 2050% din cantitatea totala de caldura disponibila pe ciclu. Are loc o dezvoltare rapida a frontului de flacara in amestecurile preformate, iar in pungile de amestecuri preformate, viteza de ardere atinge valorile de 100.200 m/s (ardere cu flacari reci sau albastre). Datorita caracterului turbulent al propagarii, apar presiuni foarte mari care conduc la functionarea violenta a m.a.c.. Daca aceasta este insotita de zgomote si trepidatii se produce detonarea Diesel, care insa se propaga fara unda de soc.
c) Faza arderii moderate. In aceasta faza viteza de ardere si viteza de degajare a caldurii au valori reduse fata de faza anterioara (aproximativ de 4 ori mai mici). Acum intra in reactie combustibilul nears si cel eventual nou injectat.. Cresc presiunea si temperatura si se ajunge la o viteza de vaporizare a combustibilului ridicata. Procesul de formare a amestecului combustibil-aer este influentat de gazele de ardere rezultate din faza precedenta, astfel incat formarea amestecului are loc concomitent cu arderea.
Influente asupra arderii la motoarele cu aprindere prin compresie
Influentele factorilor de stare
Temperatura si presiunea sunt influentate de supraalimentare, raportul de compresie, gradul de incalzire a aerului admis in cilindri si de momentul de declansare a injectiei.
Cresterea presiunii de admisie determina reducerea fazei I, cresterea presiunii maxime care la randul ei determina cresterea randamentului prin cresterea coeficientului de dozaj si prin asigurarea unei arderi complete. Totodata scad gradientii de presiune. Supraalimentarea motorului asigura o functionare mai linistita, dar cresc solicitarile mecanice.
Miscarea organizata a aerului poate fi influentata prin arhitectura camerei de ardere. La m.a.c. rapide se asigura o miscare organizata a aerului intensa care intensifica transferul de caldura dintre fluid si pereti, creind dificultati la pornirea pe timp rece si scaderea randamentului datorita consumului de lucru mecanic pentru producerea miscarii si transferului unei parti din caldura catre perete.
Calitatea amestecului Pentru arderea amestecurilor neomogene este necsar mai mult aer, ceea ce presupune utilizarea amestecurilor sarace. In general se utilizeaza un coeficient de exces de aer l = 1.05.1,28. Daca acest coeficient este prea mic apare o lipsa locala de oxigen care conduce la aparitia fumului la evacuare datorita carbonului nears, aparitia depozitelor de carbon in camera de ardere, supraincalzirea pistonului, cocsarea segmentilor si existenta unor solicitari mecanice mari. Toate acestea conduc la micsorarea sigurantei in functionare si a durabilitatii motorului.
Coeficientul de exces de aer, din aceste considerente este limitat (limita de fum) la lLF
Influentele factorilor functionali
Avansul la injectie previne deplasarea arderii in detenta. Daca avansul la injectie este prea mare se ajunge la un mers brutal (ca la m.a.s.).
Regimul termic al motorului. Daca regimul termic scade sub temperatura normala, creste durata fazei I, cresc gradientii de presiune si presiunea maxima.
Sarcina O data cu reducerea sarcinii creste durata fazei I, cresc gradientii de presiune, scade temperatura la inceputul injectiei ceea ce conduce la scaderea regimului termic. Totodata scade doza de combustibil asfel incat l = 5.7 ceea ce asigura arderea completa cu randament termic ridicat.
Turatia Cand turatia creste, creste regimul termic si scad pierderile de caldura prin pereti (creste temperatura la inceputul injectiei). Totodata se imbunatateste pulverizarea si se micsoreaza durata fazei I. Totusi cresterea turatiei prezinta urmatoarele neajunsuri: motorul functioneaza mai violent, creste presiunea maxima, arderea se deplaseaza in destindere, se micsoreaza timpul disponibil pentru formarea amestecului si scade randamentul datorita prelungirii postarderii. Din aceste considerente, la m.a.c. turatia este limitata la 2200.2800 rot/min pentru motoarele mari si la 4000.5000 rot/min la motoarele pentru autoturisme.
Influentele factorilor constructivi
Raportul de compresie Daca raportul de compresie creste, acesta conduce la cresterea presiunii si temperaturii de admisie si la scurtarea duratei fazei I. Motorul functioneaza mai linistit deoarece scade presiunea maxima si in acelasi timp pornirea la rece devine mai usoara. In mod curent pentru m.a.c. e
Dimensiunile cilindrilor La cresterea alezajului este necesar un proces complex de injectie pentru utilizare completa a aerului periferic, ceea ce impune o presiune de injectie mare.
Caracteristicile injectiei In cazul maririi orificiului de injectie pulverizarea este grosolana, ceea ce conduce la marirea duratei fazei I.
Arhitectura camerei de ardere
Dupa modul de distributie a combustibilului distingem:
Camera de ardere unitara (cu injectie directa) poate fi:
cu distributia combustibilului in volum (procedeul traditional). Jetul de combustibil se injecteaza in masa de fluid motor fara ca, combustibilul sa ia contact cu peretele camerei de ardere;
cu distributia combustibilului in pelicula, situatie in care combustibilul este injectat pe un perete cald.
Dupa forma capului de piston distingem:
camere de ardere cu capul pistonului plat sau modelat dupa forma jetului;
camere de ardere cu compartiment in capul pistonului (figura 53)
Fig.1.35/56 Basil
Fig. 53 Camere de ardere nedivizate
La aceste camere se ia in calcul raportul dintre deschiderea partii evazate si alezaj (deschiderea relativa d = De/D). Dupa valoarea deschiderii relative distingem:
camere cu deschidere mare d = 0,5.0,7 caracteristica pentru camerele traditionale, cu distributie in volum;
camere cu deschidere medie d = 0,35.0,45 pentru distributia combustibilului in pelicula;
camere cu deschidere mica d = 0,28.0,35 pentru motoarele cu alezaj mediu D = 120.125 mm.
Camera de ardere divizata (impartita) care este compusa din doua compartimente:
compartimentul de volum constant (CVC sau CS - compartiment separat) care este plasat in chiulasa sau in blocul cu cilindri;
compartimentul de volum variabil (CVV) care este limitat de chiulasa, cilindru si piston (camera de ardere propriuzisa).
Cele doua compartimente comunica intre ele prin canale. Combustibilul se injecteaza in CS unde se desfasoara faza I, cu aparitia flacarii initiale si o ardere partiala a combustibilului, ceea ce asigura o crestere a presiunii pana la 30 daN/cm2, care realizeaza deplasarea fluidului din CS in CVV cu viteza mare (150.300 m/s). Arderea continua in cilindru. Procesul are loc cu pierderi gazodinamice mari.
Procedeul prezinta urmatoarele avantaje:
se limiteaza arderea violenta la nivelul CSS
se genereaza o miscare a fluidului motor de mare energie;
se reduce durata de desfasurare a fazei I;
creste viteza de formare a amestecului.
Toate aceste avantaje permit cresterea turatiei la motoarele performante pest 4000 rot/min.
Se intalnesc doua tipuri de camere divizate:
a) camere de ardere cu compartiment separat de preardere (CSP) care are un compartiment separat (CS) plasat central sau lateral si o piesa in care sunt practicate orificiile sau canalele de legatura (2.8) care au diametre intre 3.10mm. In CS temperatura ajunge la 600.800 oC pe timpul functionarii. La trecerea prin canale are loc o a doua pulverizare a combustibilului, ceea ce permite utilizarea injectoarelor cu un singur orificiu si folosirea unei presiuni de injectie redusa, de 100.150 daN/cm2, ceea ce asigura simplitate constructiva.
b) Camera de ardere cu compartiment separat de vartej (CSV) tip Ricardo sau Comet. Compartimentul separat (CS) de forma sferica sau cilindrica este practicat in chiulasa. Exista un singur canal de legatura cu diametru de 15.20 mm care asigura miscarea de vartej care favorizeaza formarea amestecului.
Tab.7
Dependenta indiciilor de perfectiune ai m.a.c de tipul camerei de ardere
|
Indicele de comparatie |
Camra de ardere unitara |
Camera de ardere impartita |
||
|
Cu distrib. combust. in volum |
Cu distrib. combust. in pelicula |
Cu CSV |
Cu CSP |
|
|
Economicitatea |
Foarte mare |
Mare |
Medie |
Redusa |
|
Dependenta de turatie |
Foarte mare |
Medie |
Redusa |
Nesemnifi-cativa |
|
Calitatea functionarii |
Violenta |
Linistita |
Linistita |
Foarte linistita |
|
Puterea litrica |
Mica |
Medie |
Ridicata |
Ridicata |
|
Pornirea |
Usoara |
Medie |
Dificila |
Foarte dificila |
|
Sistemul de injectie |
Complicat |
Simplu |
Simplu |
Foarte simplu |
|
Calitatea combustibilului |
Superioara |
Medie |
Medie |
Inferioara |
|
Durabilitatea |
Redusa |
Ridicata |
Ridicata |
Ridicata |
|
Pretul de cost |
Ridicat |
Mediu |
Mediu |
Mediu |
|
Cheltuieli in exploatare |
Ridicate |
Medii |
Reduse |
Reduse |
Destinderea reprezinta partea din ciclul motor in care se produce cea mai mare parte din lucrul mecanic disponibil, prin cedarea unei parti din energia interna a fluidului motor sub forma de lucru mecanic pistonului. Pe timpul destinderii, compozitia si masa fluidului motor raman practic invariabile. Curba de destindere este o curba politropa, avand exponentul variabil cu valori cuprinse intre 1,1.1,5.
Pe timpul destinderii are loc un proces exoterm de resociere a gazelor datorita scaderii temperaturii, proces in urma caruia se aduce un aport nesemnificativ de caldura de catre fluidul motor.
Totodata are loc un transfer de caldura intre gaz si perete care are ca efect scaderea ranamentului indicat, cresterea temperaturii pieselor din camera de ardere si fortarea sistemului de racire care pe timpul destinderii preia cea mai mare cantitate de caldura.
Turatia La cresterea turatiei creste durata arderii dupa atingerea presiunii maxime si se reduce durata procesului de destindere.
Sarcina Cand scade sarcina la m.a.c., creste coeficientul de dozaj ceea ce favorizeaza scurtarea timpului de ardere. Aceasta mai este favorizata si de intensificarea miscarii fluidului.
IV - Evacuarea gazelor arse reprezinta partea din procesul de schimbare a gazelor in cursul careia gazele de ardere parasesc cilindrul. La motoarele cu admisie fortata, gazele evacuate din cilindru actioneaza turbina din cadrul turbosuflantei.
Deoarece gazele reziduale micsoreaza volumul disponibil pentru fluidul proaspat, deschiderea supapelor de evacuare trebuie sa se produca inainte de ajungerea pistonului in punctul mort exterior pe timpul destinderii si sa se mentina deschise inca o perioada b = 10.720 R.A.C. dupa trecerea pistonului de punctul mort. Intrucat si supapele de admisie se deschid cu un avans a fata de punctul mort exterior, rezulta ca exista un unghi (a1 , b2) numit unghi de acoperire, in care toate supapele sunt deschise. Unghiul de acoperire difera in functie de tipul motorului: la motoarele cu carburatoare (rapide) este de 5.450 ; la motoarele cu autoaprindere normale de 10.600 iar la motoarele supraalimentate variaza intre 100.1500.
La motoarele supraalimentate, fiind indeplinita conditia
ps![]() pg, fluidul proaspat
introdus in cilindru obliga gazele de ardere sa-l paraseasca, ceea ce conduce
la diminuarea procentului de gaze reziduale pana sub 1%, proces cunoscut sub
denumirea de baleiaj.
pg, fluidul proaspat
introdus in cilindru obliga gazele de ardere sa-l paraseasca, ceea ce conduce
la diminuarea procentului de gaze reziduale pana sub 1%, proces cunoscut sub
denumirea de baleiaj.
b) Ciclul real al motoarelor in doi timpi
In cazul motoarelor in doi timpi, utilizate pentru sporirea obtinuta pe cilindru, prin obtinerea unei curse utile la o rotatie a arborelui cotit, ciclul motor are diagrama ca in figura 54
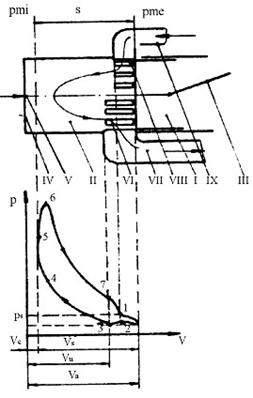
1-deschiderea luminilor de baleiaj; 2-inchiderea luminilor de baleiaj;
3-inchiderea luminilor de evacuare; 3-4 comprimarea; 4-aprinderea amestecului;
4-6 arderea; 6-7 destinderea gazelor de ardere; 7-deschiderea luminilor de evacuare
Acest ciclu se caracterizeaza prin faptul ca procesul evacuarii gazelor din cilindru si umplerea lui cu fluid proaspat se realizeaza concomitent. Baleiajul, in functie de traiectoria curentului in cilindru se poate executa in bucla sau in echicurent. Locul supapelor este luat de luminile de baleiaj pentru admisia fluidului proaspat in cilindru, respectiv luminile de evacuare pentru evacuarea gazelor arse. Aceste lumini sunt fante practicate in peretii cilindrului in legatura cu colectoarele respective, pistonul jucand rol de sertar.
Incarcatura proaspata este initial comprimata intr-o suflanta pana la presiunea ps = 1,3 bar ceea ce asigura evacuarea fortata a gazelor arse din cilindru.
Aprinderea amestecului combustibil se poate face prin scanteie sau prin autoaprindere.
Cei doi timpi ai ciclului sunt:
I - corespunde deplasarii pistonului de la punctul mort interior la punctul mort exterior si cuprinde: terminarea procesuli de ardere, destinderea gazelor, inceputul evacuarii gazelor si inceputul baleiajului
II - corespunde deplasarii pistonului de la punctul mort exterior la punctul mort interior, timp in care au loc urmatoarele procese: terminarea baleiajului si a evacuarii gazelor, umplerea cilindrului cu incarcatura proaspata, comprimarea incarcaturii, aprinderea si inceputul procesului de ardere a amestecului combustibil.
Fata de motoarele in patru timpi, motoarele in doi timpi prezinta urmatoarele avantaje:
sporirea puterii litrice;
uniformitate mai mare in functionare;
simplificarea sistemului de distributie si a constructiei chiulasei.
Dintre dezavantaje se remarca:
necesitatea unei pompe de baleiaj (suflanta);
- solicitare termica mai mare a pieselor;
procesele de umplere a cilindrului cu fluid proaspat si evacuare a gazelor arse sunt mai complexe.
11.4 PRINCIPALII PARAMETRI AI MOTOARELOR CU ARDERE INTERNA CU PISTON
dintre parametrii principali, care dau informatii asupra performantelor motorului si asupra posibilitatilor de imbunatatire ale acestora, prezinta o importanta deosebita urmatorii: lucrul mecanic, presiunea medie, puterea, momentul motor, randamentul si consumul specific de combustibil.
Valorile parametrilor obtinute in interiorul motorului pe timpul desfasurarii unui ciclu se numesc valori ale parametrilor indicati, iar valorile parametrilor rezultate in urma interactiunii motorului cu consumatorul pe parcursul unui ciclu se numesc valori ale parametrilor efectivi.
11.4.1 Parametrii indicati
In figura 55 este prezentata diagrama indicata a unui motor in patru timpi. Aceasta diagrama serveste pentru: determinarea indicilor de perfectiune ai ciclului: presiune, randament, consum specific, etc.; stabilirea dimensiunilor fundamentale ale motorului si pentru calculul solicitarilor mecanice si termice din organele mecanismului motor.
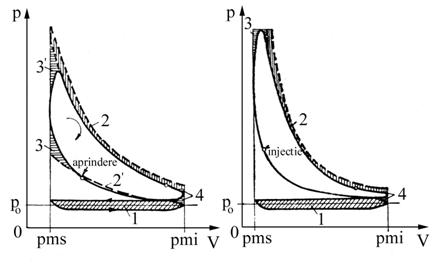
Fig. 50 Diagrama indicata a unui motor in patru timpi
Aceasta diagrama este alcatuita din doua bucle: bucla mica (1-2-2'-1) denumita diagrama indicata de joasa presiune sau diagrama de pompaj si bucla mare (2'-3-4-5-2') denumita diagrama indicata de inalta presiune.
Lucrul mecanic indicat (LI)
Lucrul mecanic corespunzator buclei mici (Lp), la motoarele cu admisie normala este considerat negativ si reprezinta lucrul mecanic de pompaj consumat pe timpul proceselor de admisie si evacuare. Lucrul mecanic corespunzator ariei buclei mari este pozitiv si indica lucrul mecanic produs, numit lucru mecanic indicat (Li). Lucrul mecanic schimbat de gazele din cilindru cu pistonul, pe timpul efectuarii unui ciclu motor, se numeste lucru mecanic indicat rezultant al unui ciclu (Lir).
Lir
= LI![]() Lp [N.m] (11.6 )
Lp [N.m] (11.6 )
Intrucat Lp este inclus in randamentul mecanic, toti parametrii indicati se refera la Li.
Lucrul mecanic indicat este proportional cu cilindreea Vs. In valoare absoluta, el este un indice de performanta al unui motor (arata daca un motor este cantitativ superior altuia prin lucrul mecanic total dezoltat), dar nu este un indice de perfectiune (calitativ).
Presiunea medie indicata (pI) reprezimta un factor fundamental de comparatie a motoarelor. Ea arata cat lucru mecanic indicat se poate obtine dintr-un litru de cilindree.
PI = Li/Vs [N/m2] (11.7)
relatie in care Vs reprezinta cilindreea unitara.
Puterea indicata (PI) se obtine in baza lucrului mecanic indicat:
PI = Li.i.n [Kw] (11.8)
unde: I reprezinta numarul de cilindri ai motorului;
n este turatia motorului.
Inlocuind lucrul mecanic din relatia (11.7) obtinem:
PI = pi.Vs.i,n/30000n [Kw] (11.9)
cu n - numarul de timpi ai motorului.
Randamentul termic indicat (hI este un criteriu de apreciere a eficientei economice a motorului. El reprezinta raportul dintre lucrul mecanic indicat si caldura disponibila prin arderea completa a combustibilului Qdis:
hi = Li/Qdis [%] (11.10)
relatie in care Qdis = Qi.mc
Qi -puterea calorifica inferioara a combustibilului;
mc = cantitatea de combustibil pe ciclu, pentru un cilindru (doza de combustibil).
Consumul specific indicat de combustibil (cI) serveste pentru aprecierea eficientei economice a ciclului. Se bazeaza pe valorile consumului orar de combustibil Ce, valori determinate direct pe stand.
CI = 103.Ce/PI [g/Kw.h] (11.11)
11.4.2 Parametrii efectivi
Motoarele cu ardere interna consuma o parte din lucrul mecanic dezvoltat in cilindri pentru invingerea rezistentelor interioare (consum propriu de lucru mecanic) determinat de antrenarea sistemelor auxiliare si de frecarile din interiorul motorului. Ca urmare, lucrul mecanic disponibil pentru consumator este mai mic decat lucrul mecanic indicat.
Lucrul mecanic efectiv (Le) reprezinta lucrul mecanic cedat consumatorului de catre un cilindru al motorului pe durata unui ciclu. Lucrul mecanic efectiv dezvoltat de toti cilindrii motorului i.Le
Presiunea efectiva (pe) se defineste analog cu pI:
pe Le/Vs [N/m2] (11.12)
Randamentul mecanic (hm arata gradul de perfectiune a proceselor mecanice ale motorului.
hm = Le/LI = pe/pI [%] (11.13)
Substituind pI din relatia (11.9) obtinem puterea efectiva (Pe):
Pe = pe.Vs.i.n/300.n [Kw] (11.14)
cu pe masurata in daN/cm2.
Momentul motor efectiv (Me) este momentul dezvoltat de motor la cuplajul de legatura cu consumatorul:
Me = 9550.Pe/n [N.m] (11.15)
Randamentul efectiv (he se determina in baza relatiei (11.13), substituind LI in relatia (11.10):
he = Le/QI = hi hm
Consumul specific de combustibil efectiv (ce) reprezinta consumul de combustibil necesar pentru producerea unei unitati de lucru mecanic efectiv:
ce = 103.Ce/Pe [g/Kw.h] (11.17)
sau: ce = ci/hm (11.18)
Din ultima relatie se observa ca valorile efective ale consumurilor specifice sunt mai mari decat cele indicate, din cauza consumului propriu de lucru mecanic pentru invingerea rezistentelor interioare.
Tab. 8
Indicii de performanta ai motoarelor
|
Indicele de performanta |
m.a.s. |
m.a.c. |
Masini de curse |
|||||
|
Autot. |
Autoc.si autobuze |
Autot. |
Autoc.si autobuze |
|||||
|
Raportul cursa/alezaj Y | ||||||||
|
Viteza pistonului [m/s] | ||||||||
|
Turatia motorului [rot/min] | ||||||||
|
Puterea litrica [kW/l] | ||||||||
|
Numar de cilindri | ||||||||
|
Puterea pe cilindru [kW/cil] | ||||||||
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 11558
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved