| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Metode de determinare a proprietatilor mecanice ale materialelor metalice
Incercari statice la tractiune
Aprecierea utilitatii unui material metalic in domeniul tehnic, se face in baza cunoasterii proprietatilor sale. Alaturi de cele chimice si fizice, este necesara si cunoasterea proprietatilor mecanice si tehnologice, care ofera indicatii asupra comportamentului acestuia in exploatare precum si asupra posibilitatilor de prelucrare. In cadrul disciplinei studiul materialelor s-a aratat ca aceste proprietati depind de structura interna a materialului, iar in lucrarile ce se efectueaza la disciplina de tehnologia materialelor se arata modul de a determina aceste propeitati si de a le corela, din nou, cu structura lor interna.
Principalul scop al acestor determinari este observarea dependentei proprietatilor mecanice si tehnologice de structura interna a materialului, structura care a fost analizata cu microscopul metalografic.
Pentru fiecare metal sau aliaj metalic (feros sau neferos) proprietatile sale mecanice, determinate prin incercari de natura celor efectuate in aceste lucrari , sunt prescrise in standardul de material (SREN 1002-1; SREN 10045-1.
Aceste proprietati sunt urmatoarele:
Rezistenta la rupere a materialului notata cu Rm, exprimata in N/mm2 sau daN/mm2;
Limita conventionala de curgere notata cu Rpo,2, exprimata in N/mm2 sau daN/mm2;
Alungirea la rupere notata cu A5 si exprimata in %;
Rezistenta la incovoiere prin soc (denumita si rezilienta), notat cu termenul Kcu300/2 sau KV si exprimat in J/cm2 sau J.
Prelevarea probelor pe care se fac incercarile si modul de efectuare al incercarilor pentru stabilirea proprietatilor mecanice sunt prevazute in SREN 1002-1; SREN10045-1.
In Fig. 1 se redau forma si dimensiunile unei epruvete cu sectiunea circulara. Epruveta poate sa aiba si alta forma geometrica. Forma acestora este reglementata de standardele in vigoare.
Semnificatia principalelor cote reprezentate in aceste figuri este urmatoarea :
d0 - diametrul initial al epruvetei rotunde in portiunea calibrata;
Lt - lungimea totala a epruvetei;
Lc - lungimea calibrata (lungimea portiunii de sectiune constanta in limitele tolerantelor prescrise) a epruvetei;
L0 - lungimea initiala intre reperele marcate stabilita astfel incat L0/d0 = 5 pentru epruvetele proprotionale normale, respectiv L0/d0 = 10 pentru epruvete proportionale lungi.
Capetele de prindere ale epruvetelor rotunde pot fi cilindrice, cilindrice filetate sau conice.
Incercarea la tractiune serveste la determinarea curbei forta- deformare (la alta scara efort unitar- alungire specifica).
Curba ridicata in figura 1 permite un studiu al materialului metalic in domeniile elastic, plastic si la rupere.
Incercarea la solicitarea de tractiune statica a epruvetelor se face pe masini speciale, de precizie ridicata.
Aceste masini de tratiune sunt prevazute cu un inregistrator care traseaza dependenta dintre forta axiala si lungimea epruvetelor.
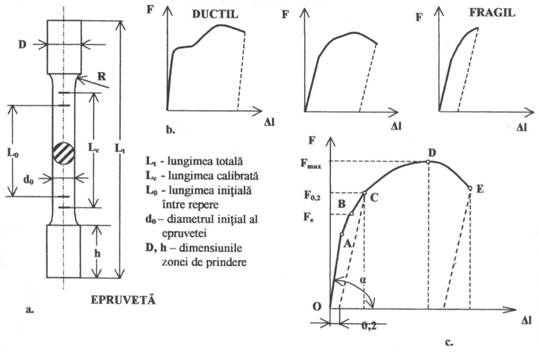
Fig.1. Incercarea la tractiune
Din aceasta figura se observa ca atata timp cat sarcinile sunt relativ mici, lungimea epruvetei este proportionala cu forta aplicata (portiunea OA de pe diagrama - respectiv legea lui Hooke:
![]() = ε .E [1 ]
= ε .E [1 ]
Astfel putem defini limita de proportionalitate conventionala ca fiind tensiunea la care dependenta liniara intre sarcini si deformatii atinge o valoare bine definita precizata prin caietul de sarcini.
Aceasta se noteaza cu Rp si se calculeaza din relatia :
Rp = ![]() [daN/mm2 ] [2 ]
[daN/mm2 ] [2 ]
S0 - aria sectiunii transversale initiale a epruvetei;
S0= ![]() [mm2] []
[mm2] []
Tensiunile inferioare limitei de proprotionalitate nu provoaca decat niste deformatii elastice care dispar daca sarcina tinde la zero.
Limita de elasticitate (Rp 0,01) este tensiunea la care deformatia permanenta atinge o anumita valoare din lungimea initiala a epruvetei (de exemplu: 0,01%; 0,03% sau 0,05% , punctul B de pe diagrama din figura 1.c).
In zona deformatiilor elastice este
valabila legea lui Hooke : ![]() = ε .E. Coeficientul de proprotionalitate E [daN/mm2]
se numeste modul de elasticitate longitudinal care se masoara
prin panta portiunii liniare OA (E = tgα) si caracterizeaza
rigiditatea, respectiv rezistenta la deformare elastica in cursul
tractiunii (E= 2,1 .106 daN/mm2 pentru otel).
= ε .E. Coeficientul de proprotionalitate E [daN/mm2]
se numeste modul de elasticitate longitudinal care se masoara
prin panta portiunii liniare OA (E = tgα) si caracterizeaza
rigiditatea, respectiv rezistenta la deformare elastica in cursul
tractiunii (E= 2,1 .106 daN/mm2 pentru otel).
Modulul de elasticitate longitudinal (E = tgα) depinde intr-o masura mica de structura microscopica a aliajului si de tehnologia de prelucrare, in mare masura fiind data de tipul retelei cristaline.
In sarcini mai mari decat cele corespunzatoare punctului B (Fig. 1.c) se produc deformatii plastice semnificative si portiunea liniara a diagramei se transforma intr-o curba.
Zona deformatiilor plastice pronuntate poate avea aspecte diferite in functie de natura materialului.
La otelurile cu un continut redus de carbon (hipoeutectoide) se constata aparitia unui palier de curgere adica o deformare a materialului fara o crestere a sarcinii.
Majoritatea materialelor metalice nu au palier de curgere evidentiat net si curba lor de tractiune arata ca-n figura 1.b.
In acest caz se defineste limita de curgere (Rp 0,2 )ca fiind tensiunea la care deformatia permanenta atinge 0,2% din lungimea initiala a epruvetei.
Rp 0,2 = ![]() [daN/mm2] [4
]
[daN/mm2] [4
]
Tensiunea corespunzatoare sarcinii maxime inregistrate in cursul incercarii, care precede ruperea epruvetei se numeste rezistenta la rupere.
Rm = ![]() [daN/mm2] [5]
[daN/mm2] [5]
Incercarile de tractiune permit si determinarea caracteristicilor de ductilitate ale unui material si anume alungirea la rupere si gatuirea la rupere.
Alungirea la rupere este raportul dintre cresterea lungimii epruvetei dupa rupere L1 si lungimea initiala L0 :
An = ![]() . 100=
. 100= ![]() .100 [%] [6]
.100 [%] [6]
unde n- factor dimensional care se calculeaza cu relatia :
n = ![]() pentru epruvete
normale n= 5, iar pentru epruvete lungi n=10. [7]
pentru epruvete
normale n= 5, iar pentru epruvete lungi n=10. [7]
Gatuirea la rupere este raportul dintre diminuarea sectiunii epruvetei dupa rupere si sectiunea initiala:
Z = ![]() . 100 =
. 100 = ![]() .100 [%] [8]
.100 [%] [8]
Avand in vedere operatiile ce se executa de la primirea materialului metalic din care urmeaza sa se confectioneze o epruveta si pana la incercarea propriu-zisa, se vor folosi :
un strung normal pentru strunjirea de degrosare si de finisare a epruvetei din material metalic primit pentru incercare la tractiune;
un subler, micrometru pentru masurarea dimensiunilor epruvetelor astfel incat sa corespunda STAS 200-82;
dispozitiv de reperare necesar pentru fixarea reperelor pe epruvete inainte de incercare;
masina specializata de incercat la tractiune formata din trei mari parti: partea de prindere a epruvetei (bacuri de prindere) si de actionare; partea de inregistrare; partea de citire a fortelor de actionare (forte axiale) formata dintr-un cadran de pe care se poate citi forta de rupere, iar pentru otelurile cu un continut redus forta caracteristica palierului de curgere.
Modul de lucru
Epruvetele folosite pentru incercarea la tractiune se detaseaza din semifabricate sau piese finite care in exploatare sunt solicitate predominant la intindere (bare de tractiune, cirlig de tractiune, cirlig de tractiune la locomotive si vagoane s.a.m.d ). Astfel de epruvete vor fi marcate cu ajutorul dispozitivului de reperare dupa care se va masura distanta dintre repere inainte de rupere (L0).
In continuare se vor prinde epruvete in bacurile masinii de incercat si se va solicita; se va urmari comportarea materialului metalic in domeniul elastic, plastic si la rupere.
Cu ajutorul valorilor fortelor citite de pe cadranul masinii specializate se vor calcula urmatoarele caracteristici :
rezistenta la rupere a materialului epruvetei :
Rm = ![]() [daN/mm2] [ 9
]
[daN/mm2] [ 9
]
limita conventionala de curgere :
Rp 0,2 = ![]() = [daN/mm2] [10]
= [daN/mm2] [10]
alungirea la rupere:
An=![]() .100 (%) [11]
.100 (%) [11]
In mod frecvent pentru oteluri An = A5
gatuirea la rupere (denumita si strictiune):
Z= ![]() . 100 (%) [12]
. 100 (%) [12]
Valorile pentru A5 si Z se vor calcula numai dupa masurarea cu ajutorul instrumentelor de masura (subler, micrometru) a lungimii intre repere a epruvetei rupte, precum si a diametrului epruvetei in zona rupta (diametrul minim).
In situatia ca masina de incercare la tractiune dispune de inregistrator grafic forta-deplasare, se va ridica aceasta diagrama care permite o mai buna apreciere a proprietatilor mecanice ale materialului cercetat.
Rezultatele calculelor efectuate cu relatiile (4; 5; 6; 3;8) se vor grupa intr-un tabel de forma celui indicat mai jos.
Tabelul 1
|
Nr. proba |
Dimensiunile epruvetei |
Proprietati mecanice |
|||
|
Rp 0,2 |
Rm |
A5 % |
Z % |
||
|
|
Initiale d0.mm L0mm S0..mm2 Dupa rupere d1..mm L1..mm S1.mm2 | ||||
Diagrama forta - deformatie, ridicata de masina, sau trasata dupa valorile din tabelul 1 permite stabilirea caracterului plastic sau fragil al materialului cercetat.
Plasticitatea este proprietatea unor metale sau aliaje de a prezenta deformatii plastice mari inaintea ruperii.
Aceste materiale vor prezenta un interval cuprins intre alungirea la rupere (corespunzand punctului E- figura 1.c) si limita conventionala de curgere (corespunzatoare punctului C din Fig Fig 1.c).
Fragilitatea este proprietatea unor metale sau aliaje de a nu permite deformatii plastice pana la rupere.
Aceste materiale vor prezenta un interval al domeniului plastic extrem de redus sau chiar nul- Fig.1.b.
Utilizand rezultatele obtinute, prin compararea diagramei forta- deformatie (rezistenta la rupere -deformatie) cu tipul de diagrame, materialul cercetat va fi caracterizat ca fiind plastic sau rigid.
Plasticitatea sau rigiditatea unui material metalic caracterizeaza capacitatea acestuia de a fi utilizat in tehnica. Proprietatile mecanice care influenteaza plasticitatea sunt rezistenta la rupere Rm si alungirea la rupere A5. Cu cat aceste proprietati mecanice au valori mai ridicate, cu atat plasticitatea materialului metalic este mai buna si invers.
2 Incercari de incovoiere prin soc (SREN 10045-1; SREN 10021)
2.1 Generalitati
Incercarile de incovoiere prin soc se efectueaza frecvent la temperatura ambianta. Materialele metalice se comporta diferit la temperaturi scazute la incercarile de incovoiere prin soc, valorile energiei de rupere scazand odata cu scaderea temperaturii.
Un material poate sa se rupa ductil la temperatura ambianta si fragil la o temperatura mai scazuta .
Temperatura care corespunde trecerii materialului de la starea de rupere ductila la cea de rupere fragila poarta numele de punct de tranzitie sau prag de fragilizare la rece.
In general se apreciaza ca daca un material are o energie de rupere (la temperatura de incercare) de 27 j (Charpy V) atunci el are o comportare ductila .
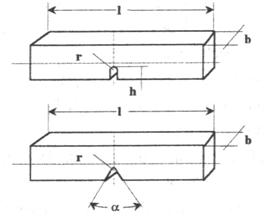
Fig.2.1 Epruvete pentru incercari la incovoiere prin soc
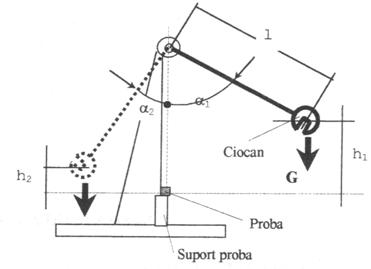
Fig. 2 2. Schema aparatului Charpy
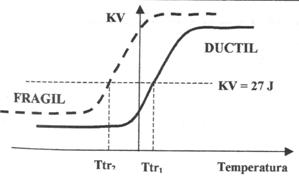
Fig. 2. Tranzitia ductil-fragil
In cazul incercarii la rupere prin tractiune s-a remarcat faptul ca aplicarea fortei asupra epruvetei s-a efectuat cu viteza de incarcare mica, care in conformitate cu prevederile STAS-ului aferent incercarii trebuie sa fie de maxim 10 daN/mm2.sec. Aceasta limitare s-a impus deoarece s-a constat ca o proba de metal care prezinta deformatii mari (Arup.) la incercare statica (viteza de incarcare sub limita maxima prevazuta anterior), deci cu plasticitate ridicata, poate sa reziste la incercare dinamica prin soc, cand viteza de incarcare a probei depaseste 10 daN/mm2.sec. corespunzand unor viteze de lovire de 47 m/sec. Poate sa reziste la o rupere fragila fara deformatii. Astfel de situatii apar la organele de masini cum sunt: osiile pentru vagoane si locomotive, arborii cotiti si bilele motoarelor cu ardere interna, fuzeta sau puntea din fata a autvehiculelor care in timpul functionarii primesc socuri (lovituri), deci sunt supuse unor solicitari diamice.
2.2.Scopul, principiul metodei si utilajul folosit
Cea mai raspandita incercare dinamica prin soc este incercarea de incovoiere efectuata pe epruvete crestate , denumita impropriu rezilienta.
Scopul acestei incercari consta in studiul comportarii tenace sau fragile a metalului, in conditii de deformare mare (solicitare dinamica). Prin aceasta proba se poate controla omogenitatea unor produse obtinute prin turnare, verificarea uniformitatii tratamentelor termice aplicate si examinarea gradului de imbatranire a metalului folosit la cazanele cu aburi, mai nou si pentru anumite organe ale turbinelor cu gaze utilizate in constructia avioanelor cu reactie, etc.
Am mentionat ca unul din scopurile metodei este comportarea tenace a materialului.
Tenacitatea unui material metalic este proprietatea mecanica a acestuia de a absorbi un lucru mecanic de deformatie.
Astfel, cand proba de metal (epruveta) se rupe sub actiunea socului fara semne vizibile de deformatie, metalul este fragil, iar cand ruperea este precedata de deformatii mari, materialul sau aliajul metalic este tenace.
Principiul incercarii de incovoiere prin soc consta in ruperea epruvetei dintr-o singura lovitura a ciocanului pendul, aplicata in dreptul crestaturii de la mijlocul epruvetei simplu rezemata (pe fata opusa in dreptul crestaturii).
Ciocanul pleaca din pozitia caracterizata de inaltimea h1 si de unghiul α1 (fata de o axa verticala ce trece prin centrul de rotatie conform Fig. 2.2) rupe epruveta si apoi ocupa o pozitie determinata de inaltimea h2 si de unghiul α2 (al tijei ciocanului fata de aceeasi axa).
La ruperea epruvetei ciocanul pendul consuma o parte din energia cinetica a pendulului care isi continua miscarea in pozitia mai sus mentionata (h2, α2).
Diferenta dintre energiile potentiale ale pendulului in pozitia initiala si pozitia finala constituie de fapt energia de rupere a epruvetei.
La ciocanul pendul CHARPY este montat un cadran gradat pe care lucrul mecanic consumat, echivalent pozitiei marcate de indicator este dat direct de gradatiile cadranului.
Relatia de definire a acestui lucru mecanic este :
Lm = G1 (cosα1 - cos α2)
si a fost scrisa cu ajutorul notatiilor de pe Fig.2.2 si anume :
G= greutatea ciocanului;
L = distanta dintre centrul de rotatie si centrul de gravitatie;
α1 = unghiul (constant ) dintre ciocan si verticala inainte de incercare;
α2 = unghiul (variabil) dintre ciocan si verticala dupa rupere.
Cunoscand lucrul mecanic absorbit, la epruvetele cu crestatura in U se calculeaza valoarea rezilientei :
KCU = ![]() J/ cm2
J/ cm2
unde SO = sectiunea initiala a epruvetei in dreptul crestaturii.
La epruvetele cu crestatura in V caracteristica de incovoiere prin soc se rezuma la energia consumata pentru rupere, notata cu KV si exprimata in J.
2.Modul de lucru
In cadrul acestei parti :
se schiteaza pendulul tip Charpy pentru determinarea rezistentei la incovoiere prin soc, impreuna cu forma si dimensiunile epruvetei de incercare.
pe epruvetele avand crestatura in U si dimensiunile din schita, se vor determina, rezistentele la incovoiere prin soc pentru urmatoarele tipuri de materiale: a) otel carbon cu un continut scazut de carbon, OL37, OLC10, OLC15, OLC20 (una din aceste marci) care au uncontinut de carbon de pana la 0,20%; si b) otel carbon OLC45 calit avand structura martensitica.
In cazul in care este posibila obtinerea unei temperaturi negative de -50 .-60 sC , pe proba de tip a se va determina rezistenta la incovoiere prin soc, pentru a se pune in evidenta influenta temperaturilor negative asupra tenacitatii sau fragilitatii materialului metalic.
Se va efectua proba de rupere prin incovoiere la soc, iar valorile obtinute se vor trece intr-un tabel conform modelului de mai jos
Tabelul 2 .1
|
Nr. proba |
Calitatea (marca ) otelului |
Starea (natur sau calit ) |
Rezistenta la incovoiere prin soc |
||
|
UM |
+ 20 sC |
-50 sC |
|||
|
| |||||
In baza rezultatelor obtinute ale caror valori sunt trecute in Tabelul 2.1 , se vor stabili urmatoarele :
cum influenteaza structura martensitica (proba calita) tenacitatea dinamica. O mareste sau o micsoreaza comparativ cu starea initiala ferito-perlitica (proba necalita);
este structura martensitica o structura fragila sau tenace;
cum influenteaza temperatura negativa rezistenta la incovoiere prin soc ? Mareste sau micsoreaza tendinta spre fragilitate ; (determinare pe proba de otel necalita).
se vor compara aspectele rupturii epruvetelor si se va stabili, dupa aspect, care din proba efectuata este tenace si care fragila..
.Incercari de duritate Brinell, Rockwell, Vickers (SREN 1003-1; 1043-1; STAS 4921/1-85; STAS 493-91)
1 Metoda Brinell
Incercarea de duritate BRINELL se aplica pieselor, respectiv metalelor si aliajelor feroase si neferoase cu duritati mai mici de 450 HB.
Aceasta metoda consta in determinarea rezistentei pe care o opune materialul la patrunderea unui penetrator (in cazul de fata bila de otel calit) de diametrul D sub actiunea unei sarcini F care actioneaza un timp dat.
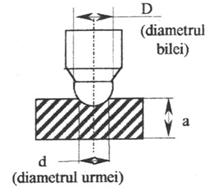
Fig. 1 Determinarea duritatii Brinell
Diametrul bilei D (este standardizat fiind de 10; 5; 2,5; 2; 1,25; 1; 0,625 mm) se alege in functie de grosimea materialului, care trebuie sa fie cel putin de 10 ori mai mare decat adancimea urmei.
Sarcinile folosite pot fi de: 20 D2; 10 D2; 2,5 D2; 1,25D2; 1D2; =,5 D2 [daN] in functie de natura materialului.
Exemplu: pentru otel se foloseste F= 3000 daN, iar pentru aliaje antifrictiune cu baza de SnSb F= 250 daN.
Duritatea BRINELL se noteaza cu HB (H- hardness= duritate in limga engleza; B= Brinell) si reprezinta raportul dintre sarcina aplicata F si aria calotei sferice lasata de bila in materialul de incercat
HB= forta de apasare__ = ![]()
aria calotei sferice
Duritatea Brinell se simbolizeaza prin HB/5/750/15
unde HB= duritate Brinell
5 = diametrul bilei utilizate [mm]
750 =sarcina care actioneaza asupra penetratorului [daN]
15= timpul de aplicare al sarcinii (sec.)
Aparatul pentru masurarea
duritatii Brinell are un
domeniu de sarcina cuprins intre 3000 daN (valoarea maxima) si
187, 5 daN (valoarea minima). De asemenea exista posibilitatea
reglarii duratei de actionare (15s; 30 s).![]()
Aria calotei sferice lasate de bila in materialul analizat se determina cu relatia :
Л .D.h = Л![]()
Si in acest caz duritatea Brinell este :
HB =  =
= ![]()
![]()
Cunoscand sarcina (indicata pe aparatul de duritate) diametrul bilei si diametrul urmei, duritatea poate fi stabilita cu ajutorul relatiei de mai sus,insa pentru a evita aceste calcule, in laborator se utilizeaza tabele speciale din care rezulta direct duritatea in functie de cele trei marimi.
Pentru inceput se va verifica corecta functionare a aparatului dupa care se vor alege regimurile de lucru (forta de actionare, diametrul bilei, timpul sau durata de actionare).
Exemplu: F= 3000 daN ; D= 10 mm; ta= 30 s
Rezultatele obtinute la masuratori in cazul utilizarii metodei de incercare Brinell se vor concentra intr-un tabel de forma :
Tabel 1
|
Metoda de incercare |
Penetrator |
Regim de lucru |
Valori masurate, diametre, urme mm |
Valoarea calculata pentru HB |
Valoarea din STAS 165-83 HB | ||||
|
d1 |
d2 |
d3 |
dmed |
||||||
|
HB |
Bila de otel calit |
D= mm F= daN t= sec. |
HBd1 | ||||||
|
HBd2 |
|||||||||
|
HBd3 |
|||||||||
|
HBmed |
|||||||||
Se vor face aprecieri asupra rezistentei materialului folosind formulele de legatura dintre duritate si rezistenta. Astfel intre valorile duritatii Brinell si rezistenta la rupere prin tractiune statica exista urmatoarele relatii empirice :
Rm≈ 0,33 HB pentru oteluri recoapte;
Rm≈ (0,.0,4) HB pentru oteluri turnate ;
Rm≈ ![]() pentru fontele
cenusii;
pentru fontele
cenusii;
Rm ≈ 0,09 HB pentru aliajele turnate;
Rm≈ 0,38 HB pentru aliajele din aluminiu turnate.
2.Metoda Rockwell
Aceasta metoda foloseste un penetrator format dintr-un con de diamant cu unghiul la varf de 120 s sau o bila din otel calit.Duritatea se determina prin aplicarea unei sarcini initiale F0 sub actiunea careia penetratorul (conul de diamant) patrunde in piesa la adancimea a (Fig.2.2.). Dupa aceasta se aduce reperul zero al cadranului comparatorului in dreptul acului indicator (se face etalonarea aparatului de duritate).
In etapa a doua se adauga la sarcina initiala (F0) si suprasarcina (F1) ajungandu-se la sarcina totala :
F = F0 + F1 [daN]
Penetratorul va patrunde pana la adancimea b.
Viteza de aplicare a suprasarcinii este de aproximativ 1 m/s , iar durata de mentinere de 1015 secunde.
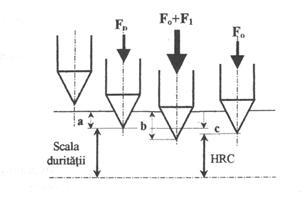
Fig. 2 Determinarea duritatii prin metoda Rockwell
In etapa a treia se indeparteaza suprasarcina F1 si se mentine numai sarcina initiala F0 . Ca urmare a acestui fapt, conul de diamant va reveni la o adancime C astfel incat
a +c < b
Duritatea Rockwell va fi exprimata prin relatia :
HR = ![]()
unde constanta k are valoarea 0,26 pentru bila de otel (HRB) si 0,2 pentru con de diamant (HRC), iar C este marimea in diviziuni a cadranului egala cu 0,02 mm.
Notand ![]() = E si cu
= E si cu ![]() = e (marimea in unitati Rockwell a adancimii reale
de patrundere), relatia de mai sus se va scrie :
= e (marimea in unitati Rockwell a adancimii reale
de patrundere), relatia de mai sus se va scrie :
HR = E-e
unde E = 100 diviziuni Rockwell pentru con si E= 130 diviziuni pentru bila.
Ca urmare relatia devine :
HR= 100 -e pentru con de diamant
HR = 130 -e pentru bila de otel.
Pe scara aparatului de duritate din laborator nu se citeste marimea e ci direct diferenta 100- e (sau 130 -e) , adica duritatea Rockwell.
La metoda Rockwell A se foloseste un con de diamant avand sarcina F0 = 10 daN, suprasarcina F1 = 40 daN si sarcina totala F= 50 daN. La metoda Rockwell B se foloseste o bila de otel calit cu D= 1,58 mm, sarcina initiala F0 = 10 daN, suprasarcina F1 = 90 daN si sarcina totala F= 100 daN.
La metoda C (HRC- care se face practic in laborator) , se utilizeaza un con de diamant cu sarcina F0 = 10 daN, suprasarcina F1= 140 daN si sarcina totala de 150 daN.
Lucrarea de laborator consta in efectuarea incercarilor de duritate prin cele doua metode prezentate pe proba care se pregateste dinainte.
Avand in vedere acest lucru, in cadrul lucrarii se vor folosi utilajele necesare pregatirii probelor pentru incercarile de duritate si aparatele de duritate brinell si Rockwell.
Astfel, pentru desfasurarea lucrarii in conditii normale, aparatele de incercare trebuie sa respecte unele conditii tehnice cum ar fi :
Sa permita aplicarea sarcinii perpendicular pe suprafata plana a probei ;
Sa asigure o crestere lenta si uniforma a sarcinii;
Sa permita mentinerea constanta a sarciniipe durata de timp prescrisa cu o eroare de cel mult 1% (timp prescris : 15' , 30' ).
De asemenea proba de incercat va fi pregatita astfel incat sa nu aiba portiuni oxidate, suprafata ei sa fie plana , gradul de prelucrare sa permita masurarea urmei cu precizia ceruta.
Piesa de incercare trebuie sa fie asezata pe un suport rigid pentru a se evita orice deplasare a ei in cursul incercarilor.
Cu ajutorul aparatelor Rockwell se vor face incercari de duritate pe diferite oteluri calite, rezultatele masuratorilor se vor trece in tabelul 2
Rezultatele obtinute la masuratori prin metoda de incercare Rockwell se concentreaza intr-un tabel de forma :
Tabelul 2
|
Nr.crt. |
Calitatea materialului |
Penetrator |
Regim de lucru |
Valori citite HRC |
Media |
||
|
HRC1 |
HRC2 |
HRC3 |
HRCmed |
||||
|
Otel calit |
Con de diamant virf =120 s |
F0= 10 daN F1= 140 daN F= F0+ F1= | |||||
Metoda Vickers
Aceasta metoda se bazeaza pe folosirea unui penetrator piramidal de diamant cu baza patrata , cu unghiul diedru la varf al fetelor de 136 s, asupra caruia actioneaza o anumita forta (Fig.3 ) Duritatea Vickers se noteaza cu HV si este egala cu raportul dintre sarcina F aplicata si aria urmei piramidei lasata de penetrator in piesa.
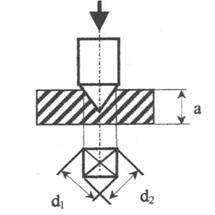
Fig. Determinarea duritatii Vickers
HV = ![]() =
= ![]() = 1,8544
= 1,8544 ![]() [daN/mm2]
[daN/mm2]
Pentru determinarea duritatii constituentilor structurali se utilizeaza sarcina de 0,005 pana la 0,2 daN . In acest caz aparatele (numite microdurimetre) sunt prevazute cu un microscop care asigura posibilitatea identificarii constituentilor structurali. Masurarea diagonalei urmei se face cu ajutorul ocularului prevazut in acest scop cu fire reticulare si cu un surub micrometric. Duritatea va fi :
HV = 1,8544 ![]() ,
,
unde d= diagonala urmei ;
1,5= factor de corectie.
Notarea duritatii Vickers se face folosind simbolul HV urmat de un indice care reprezinta sarcina utilizata daN (daca aceasta difera de 30 daN) respectiv durata de mentinere a sarcinii (daca aceasta difera de 10 secunde). Exemplu: 350 HV5/30 - reprezinta duritatea Vickers 350 cu o sarcina de 5 daN aplicata timp de 30 de secunde.
Intre valorile de duritate masurate prin cele trei metode si valoarea rezistentei la rupere exista o anumita corelatie . Aceste dependente nu sunt valabile la otelurile austenitice si la cele prelucrate prin deformare plastica la rece.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 5582
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved