| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Metode metalografice pentru determinari cantitative
Notiuni generale
Pe langa caracteristicile mecanice la materialele metalice trebuie cunoscute si alte caracteristici, cum ar fi : marimea grauntelui austenitic, cantitatea de incluziuni nemetalice, precum si cantitatea de faze si constituenti.
Pentru stabilirea acestora pe cale experimentala se folosesc mai multe metode care permit observarea (de obicei succesiva) a mai multor zone din material , iar prin metode statice se generalizeaza observatiile.
1. Determinarea marimii grauntelui austenitic
Materialele metalice sunt alcatuite din graunti cristalini, despartiti prin limite de separare numite limite dintre graunti. Numarul grauntilor pe unitatea de volum este influentat de anumiti factori, cum ar fi : compozitia chimica, procesul de dezoxidare , prelucrarea termica anterioara, temperatura si durata de incalzire.
Daca materialul are mai multi graunti se spune ca materialul are o granulatie fina, iar daca are mai putini graunti , se spune ca materialul are o granulatie grosolana (groba).
a) Factorii care influenteaza marimea grauntelui austenitic
Marimea grauntelui nu este o caracteristica a unui material , ci ea este influentata de urmatorii factori :
1) Compozitia chimica - Elementele de aliere din oteluri care formeaza carburi sau cementite aliate au o granulatie fina (graunti multi si mici); deoarece carburile si cementitele aliate impiedica mecanic cresterea grauntilor de austenita.
Exemplu : Otelurile aliate pentru scule (Rp-urile ) au granulatia fina, care este pastrata pana la temperaturi foarte inalte (1250-1300 s C).
2) procedeul de dezoxidare
Otelurile dezoxidate cu Al, V si Ti au o granulatie fina. Aceasta se explica prin faptul ca Al, V, Zi formeaza axe (Al2O3; V2O5; TIO2) care se depun la limitele de graunti impiedicand cresterea grauntilor de austenita.
3) Prelucrarea anterioara
Tratamentul de normalizare sau recoacere la temperaturi joase micsoreaza grauntele austenitic.
La otelurile turnate tendinta de crestere a grauntelui austenitic este mai mica comparativ cu otelurile forjate.
4.Temperatura si durata de incalzire - influenteaza direct, grauntele crescand la valori mai ridicate ale acestora.
5. Aplicarea tratamentelor fizico-mecanice in timpul solidificariI, cum ar fi vibrarea cu ultrasunete duce la obtinerea unei granulatii fine.
b) Influenta marimii grauntilor de austenita asupra proprietatilor otelurilor
Intr-un otel cu granulatie grosolana exista o suprafata mai mica de limite de graunti si in acest caz proprietatile otelului sunt date de proprietatile grauntilor . Daca otelul are o granulatie fina , suprafata de limite de graunti va fi mai mare si aceasta va avea o influenta mai mare asupra proprietatilor otelurilor.
La materialele metalice se urmareste obtinerea unei granulatii in functie de proprietatile mecanice si tehnologice dorite, astfel :
1) o granulatie austenitica fina - asigura valori de rezistenta la rupere ridicate, tenacitate mare, o deformare plastica buna si o tendinta de fragilitate la rece scazuta, o deformare la calire mica, exfoliere mica , tendinta mica de fisurare la calire, tensiuni interne mici la calire, cantitati mici de austenita reziduala.
In schimb, prelucrarea prin aschiere (dupa normalizare ) este slaba , calibilitatea este mica, tendinta de formare a petelor moi, comportare la carburare slaba.
2) o granulatie austenitica groba - asigura o buna prelucrare prin aschiere , valori mari ale calibilitatii si ale rezistentei la fluaj (fluajul fiind proprietatea materialelor de a se deforma in timp lent si continuu sub actiunea unei sarcini constante), tendinta de formare a petelor mai mica , comportare la carburare buna.
Inconveniente : cantitatea de austenita reziduala este mare, deformarea la calire mare, exfoliere la calire puternica ; apar tensiuni interne mari la calire, fragilitate la rece mare, tenacitate mica.
c) Marimea grauntelui de austenita
la oteluri transformarea perlitei in austenita prezinta urmatoarele particularitati:
transformarea este insotita de o micsorare a grauntilor;
grauntii mai omogeni de austenita cresc cu temperatura .
La otelul la care granulatia a fost mare (grauntele real de austenita a fost mare) viteza de crestere in functie de temperatura se realizeaza dupa curba a (cresterea fiind liniara in timp), in schimb la otelul care a avut o granulatie fina , grauntele de austenita are o crestere neinsemnata pana la 900-950 s C, dupa care cresterea fiind exponentiala (curba b) , grauntele poate creste mai mare decat la otelul cu graunti mari.
Observatie : Grauntele real de austenita este grauntele care se obtine in conditiile tehnologice date.
Grauntele ereditar (sau ereditatea) reprezinta viteza de crestere a grauntelui real in timpul incalzirii.
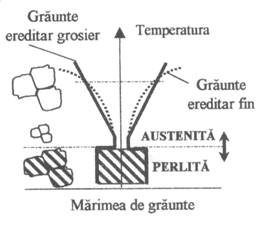
Fig.1.1. Cresterea grauntelui de austenita la incalzire
d) Metode de determinare a marimii grauntelui austenitic
Evidentierea grauntelui austenitic din oteluri se face prin mai multe metode, prin examen metalografic pe probe lustruite si atacate cu reactivi specifici. Astfel, conform STAS 5940-80 punerea in evidenta a marimii grauntelui se face prin incalzirea grauntelui la temperatura de 925 s C in diverse conditii care sa asigure marcarea limitelor grauntelui existent la temperatura respectiva. Se folosesc doua metode :
1) metoda cementarii - se aplica la oteluri cu continut scazut de carbon (<0,25 %) si consta in incalzirea in mediu bogat in carbon urmata de racire lenta.
Grauntele de austenita este evidentiat in stratul superficial printr-o retea de cementita.
Atacul probei se face cu acid picric concentrat.
2) metoda incalzirii - foloseste ca mediu de incalzire span de fonta sau bai de saruri.
Punerea in evidenta a marimii grauntelui se face prin :
la otelurile hipereutectoide (C 0,770,9%) - retea de cementita secundara in reteaua care delimiteaza grauntii (atacul se face cu acid picric sau nital);
La otelurile hiperetectoide cu 0,650,77 % C- reteaua este de troostita pe probe racite in apa numai la un capat si examinate pe sectiunea longitudinala a epruvetei (atacul este cu Nital) . Se mai poate evidentia orientarea acelor de martensita din fostii graunti de cementita.
la otelurile eutcectoide - C 0,77% - printr-o retea de ferita sau cementita (atacul se face cu nital);
la otelurile hipoeutectice cu C ~0,55%- reteaua de ferita cu atac cu Nital.
La otelurile hipoeutectoide cu C 0,250,4 %- reteaua de ferita nu este distincta, evidentierea grauntilor se realizeaza prin racirea otelului la o temperatura sub AC3 cu 15-20 s C. Pentru formarea unei retele de ferita in jurul grauntilor de austenita, se face o calire. Prin atac cu nital care va sesiza reteaua de ferita pe fond de martensita.
la otelurile de scule - prin reteaua de oxizi.
Marimea de graunte se exprima prin punctajul N (care este un numar cuprins uzual intre 1 si 10. Intre punctajul N si numarul de graunti n cuprinsi intr-o suprafata de 1 mm2 exista relatia :
n = 8 x 2N
Dupa pregatirea epruvetelor (esantioanelor) dimensiunea grauntelui se determina conform STAS 5490-80 prin urmatoarele metode:
Metoda etaloanelor - stabileste punctajul prin compararea imaginii observata la microscop ( la marirea de 100 de ori) cu cea corespunzatoare scarilor etalon.
Metoda numararii grauntilor - consta din numararea grauntilor observati la marimea de 100x (corespunzator unei suprafete de 0,5 mm2) pe minim 3 campuri vizuale.
Grauntii neintersectati de circumferinta imaginii se noteaza cu m, iar cei intersectati de circumferinta cu m1.
Se calculeaza :
numarul total de graunti (pe 0,5 mm2) : m100= m + 0,5 m1
numarul de graunti pe un milimetru patrat: M = 2 x m100
numarul mediu de graunti Mmed (media valorilor pentru M obtinute in campurile vizuale analizate)
suprafata medie : Smed= ![]()
diametrul mediu = ![]()
Pe baza valorilor calculate se determina punctajul N. In functie de punctaj otelurile se impart in trei clase de granulatie, astfel:
-pentru N≤ 3 granulatia este groba;
- pentru N = 4-7 granulatia este medie;
- pentru N= 8-10 granulatia este fina.
Modul de lucru
Se va examina la microscop proba prelucrata si se va compara folosind metoda etaloanelor pentru a se determina punctajul N.(Fig.1.2)
2 Determinarea incluziunilor nemetalice in oteluri
Incluziunile nemetalice din oteluri sunt particule care provin din procesele tehnologice de elaborare si turnare. Acestea inrautatesc proprietatile materialelor metalice, exceptie facand MnS care imbunatatesc prelucrarea prin aschiere a otelului.
a) Clasificarea incluziunilor nemetalice
dupa modul de formare deosebim : incluziuni exogene (acestea ajung in topitura din afara : samote, nisip, etc.) si incluziuni endogene (se formeaza in urma unor reactii chimice in aliajul lichid : oxizi, sulfuri, silicati, nitrati, etc.);
dupa natura - oxizi , sulfuri, silicati, nitruri, etc.;
Dupa forma - geometric regulate, neregulate, alungite, sub forma de pelicule;
Dupa comportarea la deformare plastica :
fragile : oxizi, silicati, nitruri- acestea se sfaramiteaza la deformare plastica si sunt distribuite in siruri discontinue;
plastice : sulfuri si silicati - acestea se alungesc la deformare plastica si apar sub forma unor particule alungite filiforme;
dupa marimea si distributia lor - pot fi uniform distribuite sau aglomerate zonal. Cele mai periculoase sunt cele aglomerate zonal.
Clasificarea si natura incluziunilor metalice in oteluri este reglementata de STAS 5949-80.
Tabel 1
|
Incluziuni |
Aspect |
Comportare |
Culoare |
Notare |
|
Oxizi |
Liniari |
Fragili |
Neagra |
OL |
|
Siruri |
||||
|
Punctiformi |
OP |
|||
|
Silicati |
Siruri |
Fragili |
Inchisa |
SF |
|
Alungiti (deformabili) |
Plastici |
SP |
||
|
Globulari(nedeformabili) |
Fragili |
SN |
||
|
Sulfuri |
Alungit |
Plastice |
Deschisa |
S |
|
Nitruri |
Neregulat |
Fragile |
Galbena |
NT |
|
Regulat |
Inchisa |
NA |


Fig. 1 -Tipuri de incluziuni nemetalice
b) Metode de determinare a continutului de incluziuni nemetalice
Cantitatea de incluziuni nemetalice se determina prin analiza metalografica.
Studiul la microscop se face pe probe calite in scopul obtinerii unei suprafete dure in care sa nu se imprime alte incluziuni in timpul operatiei de pregatire.
Studiul la microscop se face pe probe slefuite, lustruite si neatacate.
Metodele pentru determinarea cantitativa a incluziunilor nemetalice sunt :
metoda etaloanelor;
metoda calcului;
metode microscopice de numarare si masurare automata a incluziunilor nemetalice.
Metoda etaloanelor - consta in compararea imaginii suprafetei pregatite observate la microscop la marimea de 100 de ori cu scarile etalon (conform STAS 5949-80) si indicarea atat a punctajului maxim pe tipuri de incluziuni, cat si a punctajului maxim pe cel mai impur camp vizual, indiferent de tipul incluziunii.
Metoda calcului - permite exprimarea continutului de incluziuni in procente de greutate. Probele sunt pregatite metalografic si analizate la microscop la marimi 100: 1.
Se masoara diametrul (sau latimea) incluziunilor cu ajutorul unei scale gradate de pe ocularul microscopului. Masuratorile se fac pe minimum 10 campuri vizuale ale aceleasi probe. Incluziunile sunt grupate in functie de marimea lor.Rezultatele se trec intr-un tabel. Se insumeaza apoi toate incluziunile pe grupa, se multiplica cu suprafata medie corespunzatoare determinandu-se apoi suprafata medie a tuturor incluziunilor ce revin unui camp vizual.
Cantitatea de incluziuni in procente de masa se calculeaza cu relatia:
Q = ![]() . 100%
. 100%
unde
l- suprafata medie a tuturor incluziunilor ce revin unui camp vizual exprimata in unitati patrate ale ocularului micrometric la marimea 100:1.
S- suprafata campului vizual in aceeasi unitati la marimea 100:1.
d- raportul dintre masa specifica a
aliajului si a incluziunilor nemetalice.(![]() = 3).
= 3).
Metode automate de determinare a incluziunilor nemetalice
Exista mai multe tipuri de aparate pentru determinarea automata a incluziunilor nemetalice, ele diferind prin sistemul de explorare a suprafetei.
Observatie : Aparatele de analiza cantitativa automata prin microscopie optica sunt de tipul Equiquant sau Quantimet.
Modul de lucru
Pentru efectuarea lucrarilor de laborator se va folosi metoda etaloanelor.
Se va analiza o proba din otel carbon (C= 0,3 0,55) avand dimensiunile 10x10x30 mm. Proba se va cali si reveni. Se slefuieste si se lustruieste.
Se vor urmari urmatoarele aspecte:
tipul incluziunilor;
punctajul maxim pe tipuri de incluziuni pentru 2-3 campuri vizuale;
punctajul maxim in acelasi camp al tuturor incluziunilor continute in acel camp conform STAS 5949-8.
3 Determinarea cantitatii constituentilor structurali
Proprietatile tehnologice, mecanice si de suprafata sunt determinate de natura si cantitatea constituentilor structurali, precum si de forma, marimea si distributia lor.
Pentru determinarea constituentilor de faze si a constituentlor i structurali, se folosesc urmatoarele metode:
a) metoda grafo-analitica - se determina pornind de la diagramele de echilibru fazic folosind regula orizontalei si regula compusa.
sau
b) examinarea metalografica folosind urmatoarele metode :
- metoda analizei liniare - se bazeaza pe faptul ca intr-un material volumul pe care-l ocupa un anumit constituent structural este proprortional cu dimensiunea lui din imaginea microscopica sau microfotografica.
Va = ![]()
unde Va - volumul fazei a
la - lungimea fazei a
L - lungimea totala a intersectiei in microstructura.
Conform Fig.3.1 marimea la constituentul de culoare inchisa se obtine prin insumarea lungimilor la1.la5.
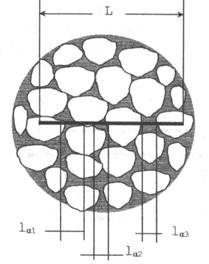
Fig. 3.1.Metoda de analiza liniara
In aceste conditii :
Va = (la1+la2+ la10) L .
Metoda este mai precisa cand se iau mai multe segmente in mai multe campuri vizuale, urmand interpretarea statistica a rezultatelor.
Metoda integrarii suprafetelor
Aceasta metoda consta in selectarea constituentilor structurali pe baza contrastului (alb-negru) si integrarea suprafetei ocupate de ei.
Instalatia folosita consta dintr-un aparat tip VIDIMET , o camera TV, un monitor si un microscop optic metalografic. Imaginea de la microscopul optic este transmisa la monitor, iar Vidimetul permite alegerea unei zone de o anumita dimensiune precum si obtinerea unor pozitii reglabile pe care se doreste efectuarea masuratorii. Aparatul integreaza si afiseaza cantitative constituentul de culoare alba (respectiv neagra) in procente. Eroarea este de 2%.
Desfasurarea lucrarii
Se va stabili cantitatea de faze prin analiza liniara.
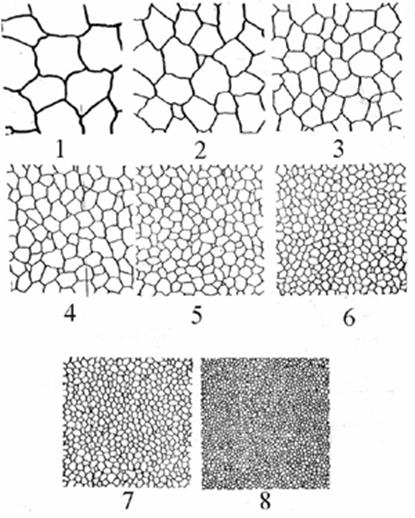
Fig. 1.2 Scara etaloanelor pentru stabilirea punctajului N
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3462
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved