| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
PARAMETRII PROCESULUI DE ASCHIERE Sl AI SCULEI ASCHIETOARE.
1.Generalitati.
Procesul de aschiere consta din indepartarea unui strat de material sub forma de aschii de pe un semifabricat in scopul obtinerii unei suprafete ce trebuie sa indeplineasca anumite conditii impuse, indepartarea materialului este realizata de catre scula aschietoare, care prin intermediul lanturilor cinematice ale masinii-unelte, este apasata pe semifabricat.
Procesul de aschiere (figura 1), este un proces complex de deformare plastica insotit si de alte fenomene. Scula aschietoare deplasandu-se cu viteza v, rupe legatura dintre atomi (prin intermediul muchiei aschietoare ma) si stratul de material de grosime a este deformat pe fata D a sculei sub forma de aschie.
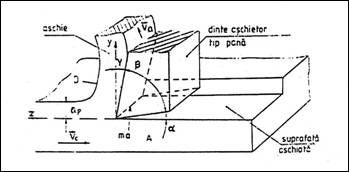
Figura 1 Deformarea plastica ce se produce in procesul de aschiere
Forta necesara desfasurarii procesului de aschiere Fd este formata din trei componente si este data de relatia: Fd = F0 + FN + F [N] (1)
unde: - F0, forta de coeziune dintre atomi;
- FN, foia de deformare plastica;
- F, forta de frecare.
Pentru a intelege mecanismul procesului de aschiere, acesta trebuie analizat pentru situatii simple, elementare, urmand a se deduce concluzii valabile pentru celelalte situatii.
2. Parametrii ce caracterizeaza aschierea ortogonala.
Aschierea ortogonala, este procesul de aschiere simpla, de regula a unei suprafete plane, care indeplineste urmatoarele conditii:
muchia aschietoare a sculei este normala pe directia miscarii relative dintre scula si semifabricat, denumita miscare de aschiere;
- lungimea muchiei aschietoare este mai mare sau cel putin egala cu latimea semifabricatului b;
- dimensiunile a si b ale stratului de material ce urmeaza a fi indepartat de scula sunt constante;
- miscarea de aschiere este realizata cu o viteza de aschiere v constanta.
Pentru a se realiza procesul de aschiere ortogonala, se vor utiliza urmatorii parametri:
parametrii geometrici ce caracterizeaza forma muchiei sculei aschietoare;
- parametrii geometrici ce caracterizeaza stratul de material ce urmeaza a fi indepartat (aschia nedetasata);
- parametrii geometrici ce caracterizeaza aschia detasata.
Definirea parametrilor geometrici ai sculei aschietoare se face utilizand sistemul de referinta constructiv (vezi 3);
g, unghiul de degajare, unghiul dintre planul normal la suprafata aschiata si suprafata sculei pe care se degaja aschia (fata de degajare):
a, unghiul de asezare, pozitiv, unghiul intre suprafata aschiata si suprafata sculei orientata spre suprafata aschiata (fata de asezare}:
b, unghiul de ascutire, intre fata de degajare si fata de asezare;
rn, raza de ascutire (bontire/rotunjire) a muchiei aschietoare;
bs, lungimea muchiei aschietoare.
Parametrii ce definesc aschia nedetasata sunt:
- a, grosimea aschiei nedetasate;
- b, latimea aschiei nedetasate;
l, lungimea aschiei nedetasate.
Parametrii ce definesc aschia detasata sunt:
- a1, grosimea aschiei detasate;
- b1, latimea aschiei detasate;
l , lungimea aschiei detasate.
3. Geometria sculei aschietoare elementare.
Diversitatea procedeelor de prelucrare impun o gama larga de scule aschietoare. Sculele aschietoare sunt caracterizate prin urmatoarele parti componente:
- partea aschietoare (activa);
- partea de pozitionare-fixare pe masina-unealta;
- corpul sculei.
Partea aschietoare a sculei este partea ce formeaza aschia, ca urmare a miscarilor relative intre scula si semifabricat si participa in mod direct la generarea suprafetei prelucrate.
Partea de pozitionare-fixare pe masina-unealta serveste la asezarea sculei fata de semifabricat, este constituita din cozi cilindrice, conice, prismatice sau alezaje cilindrice sau conice.
Corpul sculei, prismatic sau de revolutie are rolul de a reuni intr-un ansamblu unitar si rigid partea activa de partea de pozitionare-fixare.Geometria partii aschietoare a sculei este definita in general prin standarde. Principalele elemente constructiv-geometrice ale partii active a sculei (figura 2), sunt fetele (suprafetele) de asezare, de degajare, muchia aschietoare.
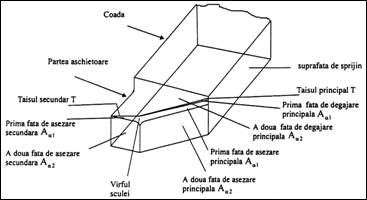
Figura 2 Elemente constructiv-geometrice ale partii active a sculei
Fata de asezare este suprafata partii aschietoare a sculei orientata spre partea prelucrata a semifabricatului. Se deosebesc urmatoarele fete de asezare (figura 3):
- fata de asezare principala Aa suprafata sculei orientata spre suprafata aschiata, la miscarea sculei in directia de avans. Cand fata de asezare se compune din mai multe suprafete, acestea se noteaza cu Aa , Aa ,.. Aaq
- fata de asezare secundara A'a suprafata sculei orientata spre suprafata generata (in urma aschierii). Poate fi formata din mal multe suprafete (fatete) notate cu A'a , A'a . , A'aq. Latimea fatetelor de asezare, masurata in planul fetei de asezare, perpendicular pe tais, se noteaza cu ba , ba . , baq. Fata de degajare Ag este suprafata partii aschietoare pe care aluneca aschiile si poate fi o suprafata plana sau curba (figura 3). Cand fata de degajare se compune din mai multe suprafete, acestea se noteaza diferit, Ag , Ag . , Agq. Latimea fetelor de degajare masurata in planul fetei de degajare, perpendicular pe tais, se noteaza cu bg , bg . , bgq
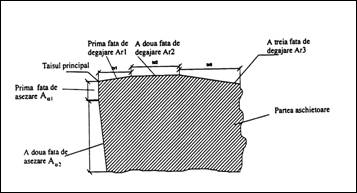
Figura 3 Tipuri de fete de asezare si degajare
Liniile de intersectie ale fetelor de asezare si degajare ale diedrului care formeaza partea aschietoare a sculei, se numesc muchii aschietoare si pot fi drepte, curbe sau linii frante. Muchiile aschietoare impreuna cu suprafetele limita adiacente formeaza taisul. Taisul principal T, este partea din taisul sculei incepand din punctul unde unghiul gr este egal cu zero si care are cel putin o parte destinata formarii suprafetei aschiate. Muchia de aschiere principala, ce are corespondent fizic taisul principal, este formata din intersectia fetei de asezare principala cu fata de degajare. Taisul secundar T', partea care ramane din taisul sculei incepand din punctul unde unghiul cr este egal cu zero, in directia opusa taisului principal.
Varful sculei este partea care leaga doua taisuri consecutive si de orientare diferita (taisul principal de taisul secundar). Poate avea o forma rotunjita sau dreapta. Raza de varf re, a sculei, este marimea rotunjirii varfului taisului si se masoara in planul de baza constructiv. Fateta de varf be, este marimea iesiturii executate la varful taisului si se masoara in planul de baza constructiv. Raza de ascutire/rotunjire a taisului rn, este raza nominala a racordarii la intersectia fetei de asezare cu fata de degajare, masurata in p!anul normal la muchia aschietoare.
3.1. Sistemul de referinta constructiv.
Are rolul de a defini unghiurile constructive ale sculei cand aceasta se executa, se monteaza pe masina-unealta sau cand se masoara.
Este un sistem de axe rectangulare Xf (Pr Pp), Yf (Pp Pf), Zf (Pf Pr), formand un triedru ortogonal drept, de sens pozitiv, avand originea intr-un punct oarecare pe taisul principal.(figura 4).
Axa Xf este in general axa geometrica a sculei si se considera pozitiva in directia ce se indeparteaza de varful sculei. Axa Zf este axa principala constructiva si se considera pozitiva in directia ce se indeparteaza de suprafata aschiata pe piesa. Axa Yf este perpendiculara pe celelalte doua si se considera pozitiva in directia opusa directiei probabile de aschiere.
Sistemului de referinta constructiv este determinat de urmatoarele plane:
- planul de baza constructiv Pr, trece prin punctul considerat pe tais, este paralel cu suprafata de sprijin a sculei si perpendicular pe directia probabila de aschiere;
- planul de lucru Pf, trece prin punctul considerat pe tais, este perpendicular pe planul de baza al sculei, orientat dupa directia miscarii de avans. Este determinat de directia probabila de aschiere si directia probabila de avans;
- planul posterior al sculei Pp, perpendicular pe planul de baza si planul de lucru in punctul considerat pe tais;
- planul muchiei aschietoare PT, este tangent la taisul principal in punctul considerat si perpendicular pe planul de baza;
- planul normal la muchia aschietoare Pn, este perpendicular pe muchia aschietoare in punctul considerat;
- planul de masurare constructiv Po, este perpendicular pe planul de baza si pe planul muchiei aschietoare in punctul considerat.
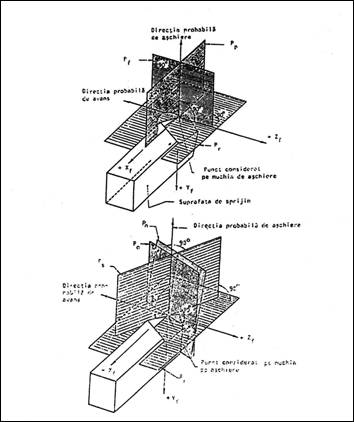
Figura 4 Sistemul de referinta constructiv
3.2. Unghiurile constructive ale sculei elementare.
Unghiurile constructive ale sculei elementare sunt definite in raport cu planele sistemului de referinta constructiv si sunt prezentate in figura 5.
Unghiul de atac cr al taisului principal, este unghiul dintre planul muchiei aschietoare PT si planul de lucru Pf, masurat in planul de baza constructiv Pr. Unghiul de atac c'r al taisului secundar, este unghiul dintre planul taisului secundar P'T si planul de lucru Pf, masurat in planul de baza constructiv Pr. Unghiul complementar de atac al taisului yr, este unghiul dintre planul muchiei aschietoare PT si planul posterior Pp, masurat in planul de baza constructiv Pr. Unghiul de varf al taisului er, este unghiul dintre planul muchiei aschietoare PT si planul taisului secundar P'T, masurat in planul de baza constructiv Pr.
Relatiile matematice intre unghiurile masurate in planul de baza sunt:
cr yr er cr c'r = 180
Unghiul de inclinare al taisului lT, este unghiul dintre muchia taisului si planul de baza Pr, masurat in planul muchiei aschietoare PT.
Unghiul de degajare normal gn, este unghiul dintre fata de degajare Ag si planul de baza al sculei Pr, masurat in planul normal la muchia aschietoare Pn.
Unghiul de degajare lateral gf este unghiul dintre fata de degajare Ag si planul de baza al sculei Pr, masurat in planul de lucru Pf. Unghiul de degajare posterior gp, este unghiul dintre fata de degajare Ag si planul de baza al sculei Pr, masurat in planul posterior al sculei Pp. Unghiul de degajare ortogonal go, este unghiul dintre fata de degajare Ag si planul de baza al sculei Pr, masurat in planul de masurare Po. Unghiul de ascutire normal bn, este unghiul dintre fata de degajare Ag si fata de asezare Aa, masurat in planul normal la muchia aschietoare Pn. Unghiul de ascutire lateral bf, este unghiul dintre fata ele degajare Ag si fata de asezare Aa, masurat in planul de lucru Pf. Unghiul de ascutire posterior bp este unghiul dintre fata de degajare Ag si fata de asezare Aa, masurat in planul posterior Pp. Unghiul de ascutire ortogonal bo, este unghiul dintre fata de degajare Ag si fata de asezare Aa, masurat in planul de masurare Po. Unghiul de asezare normal an, este unghiul dintre fata de asezare Ag si planul muchiei PT, masurat in planul normal Pn. Unghiul de asezare lateral af este unghiul dintre fata de asezare Aa si planul muchiei PT, masurat in planul de lucru Pf. Unghiul de asezare posterior ap , este unghiul dintre fata de asezare Aa si planul muchiei PT, masurat in planul posterior al sculei Pp. Unghiul de asezare ortogonal ao, este unghiul dintre fata de asezare Aa si planul muchiei PT, masurat in planul de masurare Po.
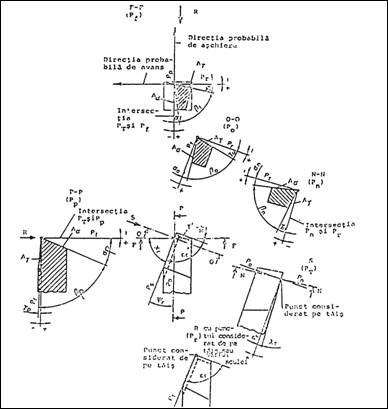
Figura 5 Unghiurile constructive ale sculei aschietoare
Materiale pentru sculele aschietoare.
Otelurile carbon pentru scule. Reprezinta materialul cel mai ieftin, fiind utilizat pentru scule ce lucreaza la viteze mici de aschiere, a sculelor manuale (tarozi, pile, alezoare, filiere). Otelul carbon de scule contine in general 0,71,4% carbon, ceea ce ii asigura in stare recoapta o structura ferito-perlitica sau perlitica cu carburi in exces, iar in stare calita, o structura martensitica dura.
Otelurile aliate pentru scule. Au performante superioare in raport cu otelurile carbon de scule, datorita prezentei in componenta lor a unor elemente de aliere cum sunt cromul, wolframul, vanadiul, manganul, molibdenul, titanul, etc.
Procentajele de wolfram pana la 6%, de mangan pana la 2%, de crom pana la 13%, le asigura otelurilor aliate termostabilitati de pana la 350450 C. Tratamentul termic variaza de la material, functie de compozitia chimica. Se utilizeaza in constructia sculelor nedeformabile, rezistente la uzura la rece, care lucreaza la viteze de aschiere si temperaturi moderate, cum sunt brosele, filierele sau tarozii.
Otelurile rapide si superrapide. Descoperirea in 1898 de catre Taylor si White a temperaturilor de calire foarte inalte, a permis marirea procentajului de wolfram in compozitia otelurilor aliate de scule pana la 20%, aceste oteluri capatand o termostabilitate foarte ridicata si o rezistenta ridicata la uzura la cald. Prezenta carbonului, de max. 1%, determina in cea mai mare masura duritatea, rezistenta mecanica, rezistenta la socuri, rezistenta Ia uzura la rece, etc.
Cromul, determina o ridicare a calibilitatii, cresterea peste 56% duce la scaderea pronuntata a prelucrabilitatii.
Wolframul, ca principalul element de aliere, in proportie de 1820%. se prezinta sub forma de forma carburilor complexe de wolfram si fier, in care se dizolva vanadiul. Aceste carburi asigura calitatea esentiala a fiecarui material pentru constructia sculelor aschietoare si anume termostabilitatea (cea. 600 C), duritatea ridicata (6365 HRC) si rezistenta la uzura la rece si la cald.
Tratamentele termice aplicate otelurilor rapide sunt calirea, revenirea si uneori tratamente cu raciri sub 0 C. Calire otelurilor rapide are drept scop obtinerea structurii martensitice. Dupa calire, otelul rapid este compus din martensita, austenita reziduala si carburi nedizolvate. Sculele a caror parte activa este din otel rapid pot realiza viteze de aschiere de 4050 m/min.
Carburile metalice sinterizate. Punerea la punct de catre Karl Schroter si colaboratorii sai, a procedeului de sinterizare a carburilor dure de wolfram in cobalt, a dus la obtinerea carburilor metalice sinterizate.
Aceste materiale se caracterizeaza prin faptul ca se obtin prin sinterizarea carburilor de wolfram, de titan, de tantal, cementarea realizandu-se prin intermediul unui liant, care de obicei este reprezentat de cobalt.
Continutul ridicat de carburi de wolfram (pana la 9098%) de carburi de titan (560%) greu fuzibile, asigura acestor materiale o termostabilitate foarte ridicata (750900 C) si o rezistenta foarte mare la uzura la rece si la cald. Vitezele de aschiere la care pot fi utilizate aceste materiale de scule sunt de 100300 m/min.
Materiale mineralo-ceramice. Au inceput sa fie folosite pe scara industriala din 1950. Sunt obtinute prin sinterizare, au la baza oxizii de aluminiu Al2O3 si prezinta o serie de avantaje fata de carburile metalice sinterizate: termostabilitate ridicata (11001200 C), rezistenta la uzura sporita. Dezavantajele importante ale acestor materiale sunt: rezistenta mica la incovoiere si intindere, fragilitate ridicata, plasticitate scazuta, prelucrabilitate foarte scazuta. Domeniile de utilizare al materialelor mineralo-ceramice il constituie operatiile de finisare.
Materiale abrazive. Sunt materiale de duritate ridicata sub forma de granule cu muchii ascutite, servind la constructia sculelor abrazive si sub forma de pulbere sau pasta abraziva. Dupa natura lor sunt de doua categorii, naturale si artificiale (sintetice). Din categoria materialelor naturale fac parte cuartul (SiO2), smirghelul (2530% Al2O3 + Fe2O3 + silicati) si corindonul natural (pana la 95% Al2O3). Utilizarea acestor materiale este relativ restransa.
Materialele abrazive artificiale se sinterizeaza in cuptoare electrice la temperaturi de 18002050 C. Din aceasta categorie fac parte electrocorindonul, carborundul, carbura de bor si nitrura cubica de bor.
Diamantele industriale. Principala proprietate a diamantului este duritatea sa, cea mai ridicata dintre toate materialele. De asemenea diamantul are modulul de elasticitate si conductivitate termica ridicate, coeficient de frecare redus. Diamantele industriale si sculele armate cu diamante industriale s-au dezvoltat apreciabil in ultimii ani. Folosirea diamantelor industriale naturale sau sintetice permite marirea productivitatii si calitatii operatiilor de ascutire a placutelor metalo-ceramice si asigura cresterea preciziei prelucrarilor prin strunjire a pieselor fine.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 5167
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved