| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
CATEDRA DE MASINI PENTRU INDUSTRIA LEMNULUI
DISCIPLINA : MASINI UNELTE SI AGREGATE PENTRU INDUSTRIA LEMNULUI
TEMA DE PROIECT
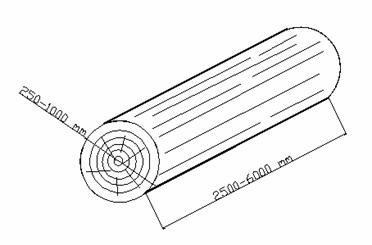
Pe baza analizei masinilor unelte similare si a datelor culese din literatura de specialitate mentionata in bibliografie,se va proiecta un fierastrau panglica de debitat busteni de stejar.Cu urmatoarele caracteristici:
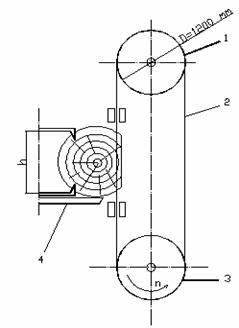
*diametrul volantilor:1200 mm
*viteza de taiere :40 m/s
*viteza de avans :4-40 m/min
Avansul este realizat cu ajutorul unui variator hidraulic.
Cuprins:
I Partea scrisa
1.Analiza stadiului actual al masinilor uneltedin grupa in cauza.
2.Calculul cinematic si dinamic al procesului de taiere la masina in cauza.
3.Intocmirea schemei cinematice si calculul lantului cinematic de baza.
4.Constructia diagramelor de utilizare rationala a masinii.
5.Calculul capacitatii de lucru.
6.Calculul de proiectare pentru un subansamblu al masinii.
II. Partea desenata
7.Schema cinematica a masinii in doua vederi scara 1:5 sau 1:10.
8.Desenul de ansamblu al masinii in doua vederi scara 1:5 sau 1:10.
9.Desenul de subansamblu (sectiune) al subansamblului proiectat scara 1:1 sau 1:2.
10.Schema de organizare a locului de munca la masina,scara 1:10 sau 1:100.
Bibliografie:
1.BUDAU,G.-Cinematica masinilor unelte pentru prelucrarea lemnului,Editia a doua.Editura Lux Libris,Brasov,1998.
2.BUDAU,G.,ISPAS,M.-Comanda numerica a masiilor unelte pentru prelucrarea lemnului.Editura Lux Libris,Brasov,1996.
3.BULARCA,M.-Actionari hidraulice si pneumatice.Reprografia Univeritatii Transilvania din Brasov,1991.
4.COSOROABA,V.-Actionari pneumatice.Editura tehnica, Bucuresti,1971.
5.DOGARU,V.-Aschierea lemnului si scule aschietoare.Editura didactica si pedagogica, Bucuresti,1981.
6.DOGARU,V.-Bazele taierii lemnului si a materialelor lemnoase,Editura tehnica, Bucuresti,1985.
7.ISPAS,M.-Machines and units for wood working.Editura Universitatii Transilvania Brasov, 2004.
8.RADU,A.-Masini pentru prelucrarea lemnului.Editura didactica si pedagogica, Bucuresti,1977.
9.RADU,A.-Masini unelte,curs desenat,vol. I si II ,Litografia Universitatii din Brasov,1973.
10.RADU,A.,s.a.-Masini si instalatii pentru industria lemnului,partea I,Reprografia Universitatii din Brasov,1988.
11.TARAN,N.-Scule si masini moderne penntu frezarea lemnului.,Editura tehnica , Bucuresti,1983.
12.TARAN,N.-Reglarea masinilor unelte pentru prelucrarea lemnului.Editura tehnica, Bucuresti,1985.
13.TARAN,N.-Montarea,intretinerea si folosirea masinilor unelte si utilajelor in industria lemnului.Editura tehnica,Bucuresti,1992.
14.TARAN,N.,BUDAU,G.-Masini unelte pentru prelucrarea lemnului,partea I, Reprografia Universitatii Transilvania din Brasov,1993.
15.***-cataloage ale diferitelor firme,reviste,prospecte,STAS-uri.
1.Analiza stadiului actual al masinilor unelte din grupa in cauza
1.1. Destinatia masinii
Asa cum o deducem din enuntul temei acestui proiect,destinatia masinii este debitarea bustenilor.
1.2. Definirea operatiei din punct de vedere al aschierii lemnului
Din punct de vedere al aschierii lemnului,aschierea se face prin metoda fierastruirii,deci prin eliminare de material sub forma de rumegus.
1.3. Domeniul de utilizare al masinii
Ferastraiele panglica de debitat busteni constituie utilajele de baza in fabricile de cherestea,
fiind folosite la fabricarea cherstelei din busteni de foioase sau de alte specii.
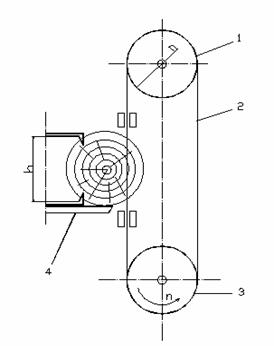
1.4. Schema de lucru cu descrierea functionala a acesteia
Banda 3 ruleaza pe doi volanti,unul motor 2,cu turatia n si unul liber 1,servind la ghidarea si intinderea acesteia.Cand se debiteaza busteni grosi,acestia se aseaza pe carucioare platforma 4 si sunt fixati cu grife.
1.5. Doua sau mai multe schite cu piesa inainte si dupa prelucrare pe masina respectiva.
-piesa inainte de prelucrare
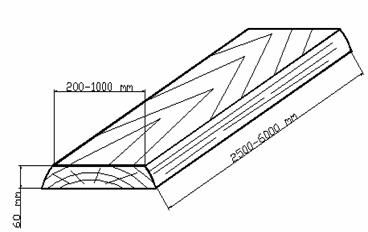
-piesa dupa prelucrare
1.6. Analiza caracterristicilor tehnice ale masinilor similare
*diametrul volantilor : 1400-1600 mm
*latimea panzei : 150-200 mm
*Viteza de avans maxima: 60-90 m/min
*Viteza de recul : 1-120 m/min
* turatia volantilor : 590-620 rot/min
*Puterea motorului de
antrenare a panzei : 60-80 Kw
I.1.7.Tabel centralizator cu caracteristicile tehnice ale masinii ce urmeaza a fi proiectata
|
Caracteristicile tehnice ale masinilor similare |
Caracteristicile tehnice ale masinii ce urmeaza a fi proiectata |
|
|
Diametrul volantilor |
1400-1600 mm |
1200 mm |
|
Viteza de taiere |
40 m/s |
|
|
Viteza de avans |
60-90 m/min |
4-40 m/min |
|
Tipul mecanismului de avans |
Cu variator hidraulic |
I.2.Calculul cinematic si dinamic al procesului de taiere la masina in
cauza
1.Turatia
v = ![]() Þn =
Þn = ![]() =
=![]() =636,62 rot/min
=636,62 rot/min
2.Avansul pe dinte
u![]() =
=![]()
![]() [mm]
[mm]
Pentru panza panglica se ve alege dantura de tip C,cu urmatoarele caracteristici geometrice:
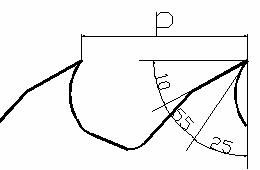
► = 10![]()
►β = 55![]()
►γ =25![]()
► p-pasul danturii,p = 45
► l-latimea panzei,l = 260 mm
►g-grosimea panzei,g =1,1 mm
g =![]() mm
mm
Deci,avansul pe dinte,u![]() =
=![]() mm
mm
3.Lucrul specific de aschiere,K
ci-coeficient ce depinde de felul ceaprazului,astfel pentru ceapraz turtit,ci = 0,012
![]() - lucrul specific suplimentar
generat de frecarile dintre panza ,aschii si peretii taieturii
- lucrul specific suplimentar
generat de frecarile dintre panza ,aschii si peretii taieturii
K![]() =1
=1
K![]() =1,2
=1,2
K![]() =1,40
cu durata de functionare de 3 ore
=1,40
cu durata de functionare de 3 ore
K![]() =1,2
=1,2
K'![]() =6,5
pentru
=6,5
pentru ![]() = + β=10+55=65
= + β=10+55=65![]() ;
;![]() =90
=90![]()
b=g+2c=1,1+2∙0,45=2,3
m=0,33; c=0,45
K = ![]()
![]()

Rezistenta specifica este: k=73,204daN/mm![]()
4.Puterea de aschiere,P
P = ![]() [kw]
[kw]
K-lucrul specific de aschiere,in
daN∙m/cm![]()
b-latimea taieturii,in mm;
h-inaltimea taieturii,in mm;
u-viteza de avans,in m/min;
P = ![]() =
=![]() [kw]
[kw]
5.Puterea de avans,P![]()
F![]() =F∙c
= 280,615∙0,4 = 112,246 [daN]
=F∙c
= 280,615∙0,4 = 112,246 [daN]
c = 0,4 pentru 3 ore de lucru
P![]() =
=![]() =
=![]() [Kw]
[Kw]
6.Grosimea aschiei,a
a = u![]() ∙
sin θ
∙
sin θ![]() u
u![]() [mm]
[mm]
a =
0,085
sin 90![]() = 0,085 [mm]
= 0,085 [mm]
7.Forta de aschiere,F
F=![]() [daN]
[daN]
B.Adoua varianta:Cand viteza de avans
,u = 40 m/min si h![]() =
300mm
=
300mm
1.Turatia
v = ![]() Þn =
Þn = ![]() =
=![]() =636,62 rot/min
=636,62 rot/min
2.Avansul pe dinte
u![]() =
=![]()
![]() [mm]
[mm]
u![]() =
=![]() mm
mm
3.Lucrul specific de aschiere,K
ci-coeficient ce depinde de felul ceaprazului,astfel pentru ceapraz turtit,ci = 0,012
![]() - lucrul specific suplimentar
generat de frecarile dintre panza ,aschii si peretii taieturii
- lucrul specific suplimentar
generat de frecarile dintre panza ,aschii si peretii taieturii
K![]() =1
=1
K![]() =1,2
=1,2
K![]() =1,40
cu durata de functionare de 3 ore
=1,40
cu durata de functionare de 3 ore
K![]() =1,2
=1,2
K'![]() =6,5
pentru
=6,5
pentru ![]() = + β=10+55=65
= + β=10+55=65![]() ;
;![]() =90
=90![]()
b=g+2c=1,1+2∙0,45=2,3
m=0,33; c=0,45
K = ![]()
![]()
4.Puterea de aschiere,P
P = ![]() [kw]
[kw]
K-lucrul specific de aschiere,in
daN∙m/cm![]()
b-latimea taieturii,in mm;
h-inaltimea taieturii,in mm;
u-viteza de avans,in m/min;
P = ![]() =
=![]() [kw]
[kw]
5.Puterea de avans,P![]()
F![]() =F∙c
=399,51∙0,4 = 159,804 [daN]
=F∙c
=399,51∙0,4 = 159,804 [daN]
c = 0,4 pentru 3 ore de lucru
P![]() =
=![]() =
=![]() [Kw]
[Kw]
6.Grosimea aschiei,a
a = u![]() ∙
sin θ
∙
sin θ![]() u
u![]() [mm]
[mm]
a =
0,749
sin 90![]() = 0,749 [mm]
= 0,749 [mm]
7.Forta de aschiere,F
F=![]() [daN]
[daN]
3.Intocmirea schemei cinematice si calculul lantului cinematic de baza
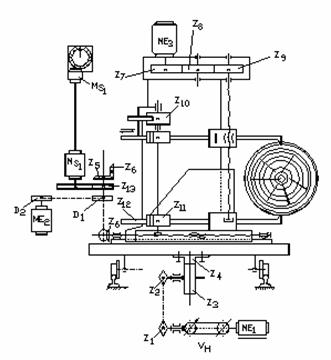
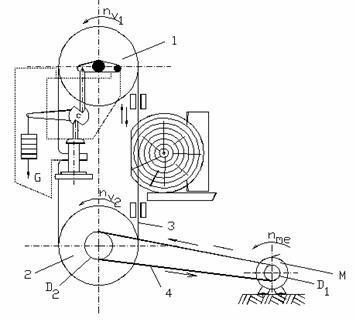
a)Schema cinematica a mecanismului de b)Schema cinematica a ferastraului
avans la fierastraul panglica de panglica de debitat busteni.
debitat busteni.
Are
ca sursa de miscare motorul electric M,cu turatia n![]() ,care
transmite o miscare de rotatie,cu ajutorul unei transmisi cu curea trapezoidala
4, volantului inferior 2, acesta din urma transmitand miscarea de rotatie la
volantul superior 1 prin intermediul panzei panglica 3.
,care
transmite o miscare de rotatie,cu ajutorul unei transmisi cu curea trapezoidala
4, volantului inferior 2, acesta din urma transmitand miscarea de rotatie la
volantul superior 1 prin intermediul panzei panglica 3.
In
continuare,se va alege motorul electric M,cu turatia n![]() ,de
TIP MIB 2 355L-8 cu urmatoarele
caracteristici tehnice:
,de
TIP MIB 2 355L-8 cu urmatoarele
caracteristici tehnice:
● gabarit: 355 L
●
Puterea nominala "P![]() ":
160 Kw
":
160 Kw
● Turatia motorului "n": 741 rot/min
● Masa totala "M": 1650 kg
In
functie de puterea nominala a motorului si a turatiei acestuia,se vor calcula
diametrele D![]() si D
si D![]() (din
figura b),acestea reprezentand diametrele rotilor de curea, a
motorului,respectiv a volantului inferior.
(din
figura b),acestea reprezentand diametrele rotilor de curea, a
motorului,respectiv a volantului inferior.
n![]() =636,62
rot/min
=636,62
rot/min
n![]() =741
rot/min
=741
rot/min
i![]() =
=![]() =
=![]() =0,859
=0,859
D=9001100![]()
Daca D![]() =900
mm,avem:
=900
mm,avem:
D![]() =900
=900![]() =900
=900![]() =569,16
mm
=569,16
mm
Daca D![]() =1100
mm,avem:
=1100
mm,avem:
D![]() =1100
=1100![]() =1100
=1100![]() =694,180
mm
=694,180
mm
Deci, D![]() =569,16694,18
=569,16694,18![]() D
D![]() =630
mm
=630
mm
i![]() =
=![]()
![]() 0,859=
0,859=![]()
![]() D
D![]() =6300,859=541
mm
=6300,859=541
mm
4.Constructia diagramelor de utilizare rationala a masinii
Diagramele se construiesc pe baza puterii motorului,astfel:
P=![]() P
P![]() =
=![]() u=
u=![]()
Se dau cinci valori lui h in intervalul 300-1000 mm.Aceste valori sunt urmatoarele:
h![]() =300
mmm;h
=300
mmm;h![]() =475
mm;h
=475
mm;h![]() =650
mm;h
=650
mm;h![]() =825
mm;h
=825
mm;h![]() =1000
mm.
=1000
mm.
Se disting doua cazuri:
I.Cand
K=73,204 daNmm/cm![]()
h![]() =300
mm;
=300
mm;
u=![]() =
=![]() =19,005
m/min
=19,005
m/min
h![]() =475
mm;
=475
mm;
u=![]() =
=![]() =12,003
m/min
=12,003
m/min
h![]() =650
mm;
=650
mm;
u=![]() =
=![]() =8,772
m/min
=8,772
m/min
h![]() =825
mm;
=825
mm;
u=![]() =
=![]() =6,911
m/min
=6,911
m/min
h![]() =1000
mm;
=1000
mm;
u=![]() =
=![]() =5,701
m/min
=5,701
m/min
II.Cand K=34,740 daNmm/cm![]()
h![]() =300
mmm;
=300
mmm;
u=![]() =
=![]() =40,049
m/min
=40,049
m/min
h![]() =475
mm;
=475
mm;
u=![]() =
=![]() =25,294
m/min
=25,294
m/min
h![]() =650
mm;
=650
mm;
u=![]() =
=![]() =18,484
m/min
=18,484
m/min
h![]() =825
mm;
=825
mm;
u=![]() =
=![]() =14,563 m/min
=14,563 m/min
h![]() =1000
mm;
=1000
mm;
u=![]() =
=![]() =12,014
m/min
=12,014
m/min
 Diagrama de
utilizare rationala a ferastraului panglica de debitat busteni
Diagrama de
utilizare rationala a ferastraului panglica de debitat busteni
Conform diagramei de mai sus,motorul "M" a fost ales corect
5.Calculul capacitatii de lucru(productivitatea)
Productivitatea se exprima prin capacitatea de debitare a ferastraielor panglica.Capacitatea de debitare variaza in functie de caracteristicile masinii,de turatie,de viteza de taiere a panzei,de viteza de avans,de conditile de incarcare,de centrarea si prinderea busteanului pe carucior,in vederea taierii,precum si de diametrul busteanului si de dimensiunile pieselor ce se debiteaza.
*Capacitatea de debitare reala
Q![]() =
=![]() [m
[m![]() /
T ]
/
T ]
t-timpul total necesar pentru debitarea unui bustean ,inclusiv alimentarea cu busteni si evacuarea produselor,in min
q-volumul mediu al busteanului,in m![]()
k-coeficientul de utilizare a timpului de lucru al masinii;k=0,6-0,8
Timpul total t,se calculeaza insumand: t = t![]() +t
+t![]() +t
+t![]() +t
+t![]()
t![]() -timpul
consumat pentru taiere:
-timpul
consumat pentru taiere:
t![]() =
=![]() min/bustean
min/bustean
L-lungimea busteanului,L=6000 mm= 6 m
u-avansul minim sau maxim la cursa activa ;u![]() =
4 m/min;u
=
4 m/min;u![]() =
40 m/min
=
40 m/min
n-numarul de taieturi ce se efectueaza la debitarea unui bustean; n![]() 6
taieturi
6
taieturi
t![]() =
=![]() =
9 min/bustean-pentru u
=
9 min/bustean-pentru u![]() =
4 m/min
=
4 m/min
t![]() =
=![]() =
0,9 min /bustean- pentru u
=
0,9 min /bustean- pentru u![]() =
40 m/min
=
40 m/min
t![]() -timpul
in care caruciorul se retrage pentru a executa o noua taietura
-timpul
in care caruciorul se retrage pentru a executa o noua taietura
t![]() =
=![]() =
=![]() =0,7
min
=0,7
min
u![]() -viteza
medie de recul a caruciorului; u
-viteza
medie de recul a caruciorului; u![]() =60
m/min
=60
m/min
t![]() -timpul
necesar pentru intoarcerea,centrarea si prinderea pentru taiere;
-timpul
necesar pentru intoarcerea,centrarea si prinderea pentru taiere;
t![]() =
15 sec = 0,25 min
=
15 sec = 0,25 min
t![]() -durata
evacuarii laturoiului sau a executarii rotirii pentru o noua taietura;
-durata
evacuarii laturoiului sau a executarii rotirii pentru o noua taietura;
t![]() =20
sec =o,33 min
=20
sec =o,33 min
t = t![]() +t
+t![]() +t
+t![]() +t
+t![]() =9+0,7+0,25+0,33=10,28
min/bustean- pentru u
=9+0,7+0,25+0,33=10,28
min/bustean- pentru u![]() =
4 m/min
=
4 m/min
t = t![]() +t
+t![]() +t
+t![]() +t
+t![]() =0,9+0,7+0,25+0,33=2,18
min/bustean- pentru u
=0,9+0,7+0,25+0,33=2,18
min/bustean- pentru u![]() =
40 m/min
=
40 m/min
q=![]() =
=![]() =1,69
m
=1,69
m![]()
Pentru u![]() =
4 m/min
=
4 m/min
Q![]() =
=![]() =
=![]() =0,131
m
=0,131
m![]() busteni
debitati/min
busteni
debitati/min
Q![]() =
=![]() =
=![]() =7,891m
=7,891m![]() busteni
debitati/ora
busteni
debitati/ora
Q![]() =
=![]() =
=![]() =63,128
m
=63,128
m![]() busteni
debitati/8 ore
busteni
debitati/8 ore
Pentru u![]() =
40 m/min
=
40 m/min
Q![]() =
=![]() =
=![]() =0,620 m
=0,620 m![]() busteni
debitati/min
busteni
debitati/min
Q![]() =
=![]() =
=![]() =37,211m
=37,211m![]() busteni
debitati/ora
busteni
debitati/ora
Q![]() =
=![]() =
=![]() =297,688 m
=297,688 m![]() busteni
debitati/8 ore
busteni
debitati/8 ore
*Capacitatea de productie teoretica
Q![]() =
=![]() m
m![]() busteni
debitati/min
busteni
debitati/min
Pentru u![]() =
4 m/min
=
4 m/min
Q![]() =
=![]() =
= =0,10
m
=0,10
m![]() busteni
debitati/min
busteni
debitati/min
Q![]() =
=![]() =
= =
6 m
=
6 m![]() busteni
debitati/ora
busteni
debitati/ora
Q![]() =
=![]() =
= =
48 m
=
48 m![]() busteni
debitati/8 ore
busteni
debitati/8 ore
Pentru u![]() =
40 m/min
=
40 m/min
Q![]() =
=![]() =
= =0,625
m
=0,625
m![]() busteni
debitati/min
busteni
debitati/min
Q![]() =
=![]() =
= =37,5
m
=37,5
m![]() busteni
debitati/ora
busteni
debitati/ora
Q![]() =
=![]() =
= =300
m
=300
m![]() busteni
debitati/8 ore
busteni
debitati/8 ore
*Capacitatea de productie teoretica
Q![]() =
=![]() m
m![]() busteni
debitati/min
busteni
debitati/min
Pentru u![]() =
4 m/min
=
4 m/min
Q![]() =
=![]() =
=![]() =0,111
m
=0,111
m![]() busteni
debitati/min
busteni
debitati/min
Q![]() =
=![]() =
=![]() =6,666
m
=6,666
m![]() busteni
debitati/ora
busteni
debitati/ora
Q![]() =
=![]() =
=![]() =6,666
m
=6,666
m![]() busteni
debitati/ora
busteni
debitati/ora
Pentru u![]() =
40 m/min
=
40 m/min
Q![]() =
=![]() =
=![]() =1,111
m
=1,111
m![]() busteni
debitati/min
busteni
debitati/min
Q![]() =
=![]() =
=![]() =66,666
m
=66,666
m![]() busteni
debitati/min
busteni
debitati/min
Q![]() =
=![]() =
=![]() =533,333
m
=533,333
m![]() busteni
debitati/min
busteni
debitati/min
6.Calculul de proiectare pentru un subansamblu al masinii
Pentru calculul de proiectare pentru un subansamblu al masinii,se alege lantul cinematic de taiere
6.1.Parametrii transmisiei
*Distanta dintre axele rotilor de curea lata:
0,75(D![]() +D
+D![]() )
)![]() A
A![]() 2(D
2(D![]() +D
+D![]() )
)
D![]() ,D
,D![]() -diametrul
rotii mici D
-diametrul
rotii mici D![]() ,respectiv
diametrul rotii mari D
,respectiv
diametrul rotii mari D![]()
0,75(541+630)![]() A
A![]() 2(541+630)
2(541+630)
878,25)![]() A
A![]() 2342
2342
Se adopta A=1610 mm
*Diametrul mediu al rotilor de curea:
D![]() =
=![]() =
=![]() =585,5
mm
=585,5
mm![]()
*Lungimea curelei:
L=2A+![]() D
D![]() +
+![]() =21610+
=21610+![]() 585,5+
585,5+![]() =5040
=5040
L![]() =5000
mm
=5000
mm
*Unghiul de infasurare la roata mica de curea si roata mare de curea
β![]() =
=![]() -2
arcsin
-2
arcsin![]() β
β![]()
β![]() =
=![]() -2
arcsin
-2
arcsin![]() =165ْ
=165ْ
![]() 160ْ
160ْ
*Viteza curelei:
v=![]() =
=![]() =20
m/s
=20
m/s![]() 30
m/s
30
m/s
*Coeficientul de corectie "c"
c= c![]() ·c
·c![]() ·c
·c![]() ·c
·c![]() =1·0,8·0,94·0,88=0,661
=1·0,8·0,94·0,88=0,661
*Coeficientul optim de
tractiune φ![]()
φ![]() =K
=K![]() -K
-K![]() (
(![]() )
)![]() =0,81-8,35 ·
=0,81-8,35 ·![]() =0,531
=0,531
*Rezistenta utila admisibila τ![]()
τ![]() =2·c· φ
=2·c· φ![]() τ
τ![]() =2·0,661· 18 =12,651daN/cm
=2·0,661· 18 =12,651daN/cm![]()
*Forta periferica transmisa F
F=10![]() ·
·![]() =10
=10![]() ·
·![]() =840
daN
=840
daN
*Puterea de calcul,P![]()
P![]() =P·
=P·![]() =160·
=160· ![]() =168,421 kw
=168,421 kw
*Forta maxima din ramura conducatoare,S![]()
S![]() =1,25·F·
=1,25·F·![]() =1,25·160·
=1,25·160·![]() =1050
daN
=1050
daN![]()
![]() =0,33+0,02·v=0,33+0,02·20=0,73
=0,33+0,02·v=0,33+0,02·20=0,73
*Sectiunea
necesara a curelei,A![]()
A![]() =
=![]() =
=![]() =82,99
mm
=82,99
mm![]()
*Latimea curelei ,b
b = =
= =4,60
=4,60
![]() 5cm..Se
adopta b=110 mm
5cm..Se
adopta b=110 mm
*Grosimea curelei,h
h=![]() =
=![]() =7,5
mm
=7,5
mm
*Frecventa incovoierilor curelei,f
f=2·10![]() ·
·![]() =2·10
=2·10![]() ·
·![]() =7
Hz
=7
Hz
*Forta
din ramura condusa S![]()
S![]() =
=![]() =
=![]() =443,82
daN
=443,82
daN
*Forta initiala (la montaj)din curea,S![]()
S![]() =A
=A![]() · τ
· τ![]() =82,99·18=1493,82
daN
=82,99·18=1493,82
daN
6.2.Proiectarea arborborelui
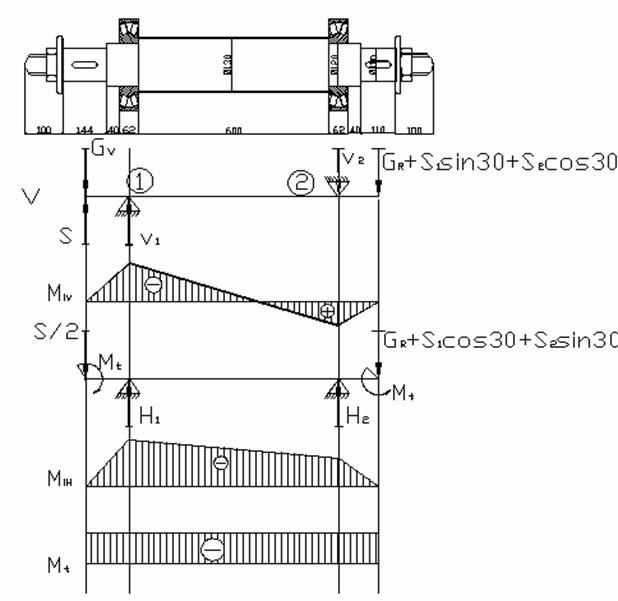
M![]() =95500·
=95500·![]() =95500·
=95500·![]() =23994,221
daN·cm
=23994,221
daN·cm
Se predimensioneaza arborele la solicitarea de torsiune:
W![]() =
=![]() =
=![]() =
=![]() =119,971
cm
=119,971
cm![]()
d=![]() =
= =8,48
cm..Se adopta d=110 mm=11 cm..
=8,48
cm..Se adopta d=110 mm=11 cm..
Arborele este executat din
OLC 50.Rulmentul are urmat caracteristici: B=62 mm,D![]() =200
mm,d=120 mm.
=200
mm,d=120 mm.
Calcule de rezistenta pentru verificarea arborelui
In plan vertical
Σvi=0; G![]() -S-V
-S-V![]() -
V
-
V![]() +(G
+(G![]() +S
+S![]() sin 30+S
sin 30+S![]() cos 30)=
cos 30)=
200-3432- V![]() -
V
-
V![]() +1009,35
+1009,35![]() V
V![]() +V
+V![]() =2222,39
daN
=2222,39
daN
Σ
M![]() =0; G
=0; G![]() ·14,3-S·14,3-V
·14,3-S·14,3-V![]() ·66,2+(G
·66,2+(G![]() +S
+S![]() sin 30+S
sin 30+S![]() cos 30)·12,6=
cos 30)·12,6=
200·14,3-3432·14,3- V![]() ·66,2-(100+1050·sin30+443,82cos30)·78,8
·66,2-(100+1050·sin30+443,82cos30)·78,8![]()
![]() V
V![]() =
-1899,61 daN
=
-1899,61 daN
Σ M![]() =0; G
=0; G![]() ·80,5-S·80,5-V
·80,5-S·80,5-V![]() ·66,2-(G
·66,2-(G![]() +S
+S![]() sin 30+S
sin 30+S![]() cos 30)·12,6=
cos 30)·12,6=
200·80,5-3432·80,5-
V![]() ·66,2-(100+1050·sin30+443,82cos30)·12,6
·66,2-(100+1050·sin30+443,82cos30)·12,6![]()
![]() V
V![]() =
4122,26 daN
=
4122,26 daN
In plan orizontal
Σ Hi=0; S/2-H![]() -
H
-
H![]() +(G
+(G![]() +S
+S![]() cos30+S
cos30+S![]() sin30)=
sin30)=
1716-H![]() -
H
-
H![]() +(
1050 sin 30+443,82 cos 30)
+(
1050 sin 30+443,82 cos 30) ![]() H
H![]() +H
+H![]() =2847,23
daN
=2847,23
daN
Σ M![]() =0; S/2·14,3+ H
=0; S/2·14,3+ H![]() ·66,2+(S
·66,2+(S![]() cos30+S
cos30+S![]() sin30)·78,8=
sin30)·78,8=
1716·14,3+ H![]() ·66,2-1131,23·78,8
·66,2-1131,23·78,8![]() H
H![]() =968,086
daN
=968,086
daN
Σ M![]() =0; S/2·80,5- H
=0; S/2·80,5- H![]() ·66,2-(S
·66,2-(S![]() cos30+S
cos30+S![]() sin30)·12,6=
sin30)·12,6=
1716·80,5- H![]() ·66,2-1131,23·12,6
·66,2-1131,23·12,6![]() H
H![]() =1871,36
daN
=1871,36
daN
Momentul incovoietor maxim apare in sectiunea 1,atat in plan vertical V,cat si in plan orizontal H.
Mi![]() =3232·14,3=46217,6
daN·cm
=3232·14,3=46217,6
daN·cm
Mi![]() =1716·14,3=24538,6
daN·cm
=1716·14,3=24538,6
daN·cm
Mi![]() =
=![]() =
=![]() =52327,99
daN·cm
=52327,99
daN·cm
Verificarea rezistentei arborelui la solicitari compuse
![]() =
=![]() =
=![]() =0,590
=0,590
![]() =
=![]()
![]() =
=![]()
![]() =319
daN/cm
=319
daN/cm![]()
319 daN/cm![]()
![]()
![]() ,unde
,unde
![]() =650
daN/cm
=650
daN/cm![]()
Verificarea arborelui la oboseala
Efortul unitar la incovoiere in sectiunea 1:
![]() =
=![]() =
=![]() =308,45
daN/cm
=308,45
daN/cm
Efortul unitar la torsiune in sectiunea 1:
![]() =
=![]() =
=![]() =70,7
daN/cm
=70,7
daN/cm
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 6527
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved