| CATEGORII DOCUMENTE | ||
|
||
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Proba de scanteie
Scopul incercarii
Stabilirea calitativa a clasei si marcii unui otel.
Principii teoretice
Daca o bucata de otel sau fonta sunt apasate pe o piatra de polizor in miscare, din ele se desprind mici particule, care zboara in aer cu viteze foarte mari. In urma frecarii de piatra si in contact cu aerul aceste particule se aprind, descriind traiectorii luminoase. In acelasi timp, carbonul continut in aceste particule arde cu formare de CO2, deci cu o crestere brusca de volum, sub forma de "explozie" sau scanteie. Apare in acest fel, un fascicul luminos, format din linii luminoase si scantei, care este caracteristic pentru anumite clase de oteluri si fonte.
Fasciculul luminos poate fi caracterizat prin urmatoarele elemente componente:
- lungimea, culoarea si forma liniilor luminoase;
- forma si numarul relativ al scanteilor;
- unghiul de deschidere al fasciculului.
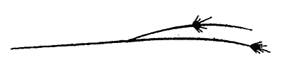
Liniile fascicolului pot fi (fig.1): pline sau intrerupte , cu ramificatii sau bifurcatii, cu descompunere la capat sau cu descompunere si continuare. Culoarea liniilor poate ajunge de la rosu-caramiziu pana la alb-luminos (viu).
|
|
|
|
|
Linie incandescenta |
Linie incandescenta intrerupta |
|
|
|
|
|
|
Fragmentari ale razelor |
Fascicule de scantei |
|
|
|
|
|
|
Lanci |
Smoc de tepi |
Smoc de tepi lungi |
Rozeta (egreta) |
|
|
|
|
|
Ramificatii |
Stropi |
Baghete incandescente |
Fig.1 Aspecte ale stelutelor, razelor si exploziilor in scanteia formata la polizarea otelurilor de scule.
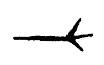
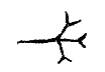
Scanteile pot avea si ele forme diferite(figura 2): lance, sabie, maciuca, pamatuf sau simple picaturi.
|
|
|
|
|
Ramificatie la unghi mic (sub 0,05%C) |
Ramificatie la unghi mare, in doua ramuri (≈0,05%C) |
Ramificatie la unghi mare, in trei ramuri (0,1%C) |
|
|
|
|
|
Ramificatie la unghi mare, in patru ramuri (0,15%C) |
Ramificatie la unghi mare, in ramuri multiple (aprox 0,2%C) |
Ramificatie in stea |
|
|
|
|
|
Trei deschideri in doua trepte (aprox 0,25%C) |
Deschideri multiple in doua trepte (aprox 0,3%C) |
Deschideri multiple in trei trepte (aprox 0,40%C) |
|
|
|
|
|
Deschideri multiple in trei trepte cu caracter pufos (aprox 0,5%C) |
Scanteie cu caracter arborescent (otel necalmat) |
Fig.2 Aspectul scanteii la otelurile carbon
Aspectul fasciculului luminos este influentat in cea mai mare masura de continutul de C : cu cat otelul are mai mult C, cu atat scanteile sunt mai ramificate (mergand de la liniile izolate pana la pamatuf) si fasciculul este mai bogat in scantei.
In functie de aspectul fascicolului luminos, otelurile carbon pot fi usor incadrate in 3 grupe principale :
a) oteluri moi sau pentru cementare (C 0,2%), fig.3. a ;
b) oteluri semidure sau pentru imbunatatire (C=0,3-0,6%), fig.3. b ;
c) oteluri dure si extradure sau pentru scule (C=0,7-1,2%), fig.3. c .
Fig.3 Aspecte ale scanteilor corespunzatoare diferitelor marci de oteluri.
a - otel nealiat cu putin carbon; b - otel nealiat cu 0,4-0,6 %C;
c - otel nealiat cu 0,7-1,2 %C; d - otel cu 1%C; e -otel rapid.
Elementele de aliere intarzie de regula arderea carbonului si lungesc sau ingroasa liniile fasciculului luminos.
Influente caracteristice au urmatoarele elemente :
a) Mo si Ni ingroasa liniile si dau o "rupere" a capatului liniilor, sub forma de picatura prelungita, in urma descompunerii finale (fig.4);
b) Siliciul suprima aproape complet formarea de scanteie si da un fascicul bogat si luminos (fig.4). El ingroasa oarecum liniile si da unele picaturi prelungi, inainte de descompunerea finala. Fasciculul caracteristic dat de prezenta siliciului permite identificarea rapida a otelurilor de arc, care contin acest element in proportie de 1-2% [60Si15A(ARC3); 56Si17A(ARC4); 51Si17A(ARC5)];
c) Manganul accelereaza procesul de formare a scanteilor, care la continuturi de peste 1 % Mn sunt ramificate si puternic luminoase pe fondul de culoare mai inchisa a liniilor. Otelul austenitic manganos are un fascicul bogat, de culoare portocalie (fig.4);
d) Cromul la continuturi mai mare de 1%, da scantei de culoarea galben-roscata cu unele "desprinderi" secundare (stelute) de culoare deschise. La continuturi foarte ridicate (peste 8-10%) acest element atenueaza mult formarea scanteilor reducand si scurtand considerabil si fasciculul de linii luminoase. Astfel otelurile inoxidabile cu carbon scazut (12Cr30, 20Cr30, 30Cr30, oteluri austenice Cr-Ni etc.) au fasciculul format din cateva linii scurte, galben deschis cu o descompunere la capat (fig.4), in schimb otelurile inoxidabile cu carbon ridicat (90Cr80) austenic (14-14) sau la cele pentru scule cu crom (Cr20), fasciculul este de culoare rosie-caramiziu si este lipsit total de scanteie;
e) Wolframul are o influenta asemanatoare cromului, dand linii de culoare inchisa, intrerupte, cu picaturi luminoase la capat. Cand este impreuna cu cromul (de exemplu in oteluri rapide de scule), fasciculul este format din cateva linii de culoare caramizii, intrerupte, care "se iau" pe piatra de polizor (fig.4).
|
|
|
| |
|
Model de floare (Cr) |
Varf de sulita |
Fulger de ingrosare (Ni) | |
|
|
|
|
|
|
Smoc (W) |
Varf de sulita cu pana (W) |
Margea alba (Si) |
Varf de sulita despicat (Ni) |
|
|
|
|
|
|
Picatura (W) |
Floare despicata (W, Cr) |
Linie de flux in valuri (W, Cr) |
Linie de flux intermitenta (W, Cr) |
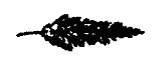
Fig.4 Particularitatile elementelor de aliere la descompunerea scanteii
Materiale aparatura
Polizor, un set de etaloane adecvate, probe.
Mod de lucru
Pentru efectuare corecta a probei de scanteie este necesar sa se indeplineasca urmatoarele conditii :
a)In dotarea atelierului de tratamente termice sa existe un set de etalone cu dimensiuni de 15-30 mm x 100-120 mm din toate clasele de oteluri folosite;
b)Probele trebuie sa aiba dimensiuni apropiate de cele ale etaloanelor si sa fi fost tratate termic in aceleasi conditii cu etaloanele (recopt, calit), deoarece scanteile se desprind mai usor si sunt mai luminoase la otelul calit. De asemenea probele nu trebuie sa fie cementate sau decarburate deoarece au alt continut de carbon decat miezul lor si dau rezultate eronate;
c)Sa se lucreze la un polizor cu o turatie de circa 1200-1300 rot/min;
d)Apasarea pe piatra de polizor sa se faca cu aproximativ aceeasi presiune in asa fel incat fasciculul sa aiba o lungime suficienta spre a putea fi analizat (cca. 150-250mm);
e)Camera in care e montat polizorul sa fie slab iluminata pentru a se putea aprecia culoarea fasciculului;
f)Operatorul trebuie sa observe fasciculul dintr-o parte la un unghi de 90 grade fata de directia liniilor din fasciculul luminos;
Examinarea trebuie facuta intotdeauna in comparatie cu probele etalon, pentru a se elimina erorile subiective foarte frecvente, in special la operatorii neexperimentati. Numai in momentul in care fasciculul luminos al probei cercetate are acelasi aspect cu al unei probe etalon, determinarea se poate considera terminata in mod satisfacator.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3301
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved