| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Proiectarea primei variante de proces tehnologic
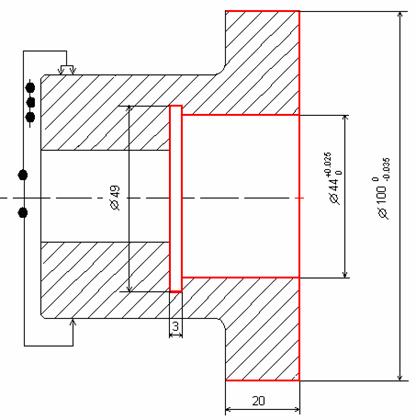
1. Stabilirea adaosurilor de prelucrare si a dimensiunilor intermediare
Obiectivul acestei etape este de a stabili adaosurile necesare prelucrarilor suprafetelor piesei si calculul dimensiunilor intermediare ale acestor suprafete.
Adaosul de prelucrare reprezinta grosimea stratului de material indepartat la prelucrarea unei suprafete in vederea obtinerii caracteristicilor geometrice prescrise acesteia.
In legatura cu o suprafata de prelucrat, adaosul de prelucrare poate fi:
- intermediar, Ai : atunci cand suprafatase prelucreaza in cel putin 2 etape;
- total, At : reprezintastratul de material care se indeparteaza prin efectuarea tuturor prelucrarilor (etapelor) suprafetei.
Dimensiunile intermediare sunt dimensiunile pe care le capata o suprafata a piesei dupa aplicarea etapelor de prelucrare, incepand de la semifabricat pana la piesa finita.
In legatura cu evolutia dimensiunilor unei suprafete a piesei, se disting urmatoarele trei situatii:
Se recomanda ca stabilirea adaosurilor de prelucrare si a dimensiunilor intermediare sa se faca, pentru fiecare suprafata a piesei, dupa urmatorul algoritm, iar datele obtinute sa se noteze intr-un tabel de forma celui ce urmeaza:
- se precizeaza etapele de prelucrare a suprafetei, cu indicarea tolerantelor tehnologice si a rugozitatii realizate de fiecare procedeu in parte ;
- se specifica modul de presciere a pozitiei campului de toleranta al dimensiunilor intermediare;
- se precizeaza adaosul total de prelucrare, At, si abaterile limita ale dimensiunii semifabricatului;
- se adopta din tabele normative sau se calculeaza adaosurile de prelucrare intermediare, Ai, in functie de procedeul utilizat si materialul prelucrat ;
- se va specifica relatia de calcul al dimensiunilor intermediare si se va aplica. Calculul se ca face de la dimensiunea finala a suprafetei spre dimensiunea semifabricatului.
|
Etapele de prelucrare a suprafetei S1 |
Adaos total / intermediar [mm] |
Dimensiunea nominala Dknom [mm] |
Dimensiunea prescrisa [mm] |
||
|
Denumirea etapei |
T [mm] |
Ai / As [mm] |
|||
|
Matritare (semifabricare) |
105.5 |
||||
|
Strunjire degrosare | |||||
|
Etapele de prelucrare a suprafetei S2 |
Adaos total / intermediar [mm] |
Dimensiunea nominala Dknom [mm] |
Dimensiunea prescrisa [mm] |
||
|
Denumirea etapei |
T [mm] |
Ai / As [mm] |
|||
|
Matritare (semifabricare) |
13.5 |
||||
|
Strunjire degrosare | |||||
|
Etapele de prelucrare a suprafetei S13 |
Adaos total / intermediar [mm] |
Dimensiunea nominala Dknom [mm] |
Dimensiunea prescrisa [mm] |
||
|
Denumirea etapei |
T [mm] |
Ai / As [mm] |
|||
|
Matritare (semifabricare) |
105.5 |
||||
|
Strunjire degrosare | |||||
|
Etapele de prelucrare a suprafetei S18 |
Adaos total / intermediar [mm] |
Dimensiunea nominala Dknom [mm] |
Dimensiunea prescrisa [mm] |
||
|
Denumirea etapei |
T [mm] |
Ai / As [mm] |
|||
|
Matritare (semifabricare) |
19.5 |
||||
|
Strunjire degrosare | |||||
|
Finisare |
11 |
||||
|
Etapele de prelucrare a suprafetei S9 |
Adaos total / intermediar [mm] |
Dimensiunea nominala Dknom [mm] |
Dimensiunea prescrisa [mm] |
||
|
Denumirea etapei |
T [mm] |
Ai / As [mm] |
|||
|
Matritare (semifabricare) |
19.5 |
||||
|
Strunjire degrosare | |||||
|
Etapele de prelucrare a suprafetei S7 |
Adaos total / intermediar [mm] |
Dimensiunea nominala Dknom [mm] |
Dimensiunea prescrisa [mm] |
||
|
Denumirea etapei |
T [mm] |
Ai / As [mm] |
|||
|
Matritare (semifabricare) |
Ø 180.5 |
Ø 180.5 1.6 |
|||
|
Strunjire degrosare |
Ø175 |
Ø 175
|
|||
|
Etapele de prelucrare a suprafetei S8 |
Adaos total / intermediar [mm] |
Dimensiunea nominala Dknom [mm] |
Dimensiunea prescrisa [mm] |
||
|
Denumirea etapei |
T [mm] |
Ai / As [mm] |
|||
|
Matritare (semifabricare) |
Ø 78.5 |
Ø 78.5 1.4 |
|||
|
Strunjire degrosare |
Ø 74 |
Ø 74
|
|||
|
Etapele de prelucrare a suprafetei S19 |
Adaos total / intermediar [mm] |
Dimensiunea nominala Dknom [mm] |
Dimensiunea prescrisa [mm] |
||
|
Denumirea etapei |
T [mm] |
Ai / As [mm] |
|||
|
Matritare (semifabricare) |
Ø 180.5 |
Ø 180.5 1.6 |
|||
|
Strunjire degrosare |
Ø 128 |
Ø 128
|
|||
|
Etapele de prelucrare a suprafetei S11 |
Adaos total / intermediar [mm] |
Dimensiunea nominala Dknom [mm] |
Dimensiunea prescrisa [mm] |
||
|
Denumirea etapei |
T [mm] |
Ai / As [mm] |
|||
|
Matritare (semifabricare) |
Ø 78.5 |
Ø 78.5 1.4 |
|||
|
Strunjire degrosare |
Ø 68.5 |
Ø 68.5
|
|||
|
Finisare |
Ø 66 |
Ø 66
|
|||
|
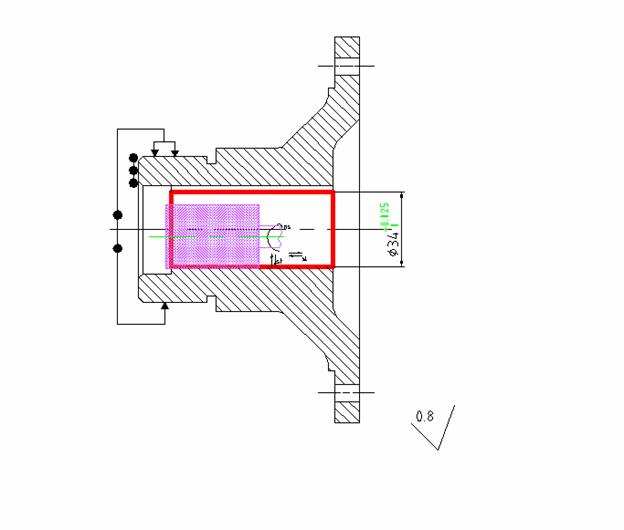
Etapele de prelucrare a suprafetei S15 |
Adaos total / intermediar [mm] |
Dimensiunea nominala Dknom [mm] |
Dimensiunea prescrisa [mm] |
||
|
Denumirea etapei |
T [mm] |
Ai / As [mm] |
|||
|
Matritare (semifabricare) |
Ø 30 |
Ø 30 0.1 |
|||
|
Strunjire degrosare |
Ø 31.76 |
Ø
31.76 |
|||
|
Finisare |
Ø 33.2 |
Ø
33.2 |
|||
|
Rectificare |
Ø 34 |
Ø
34 |
|||
|
Etapele de prelucrare a suprafetei S16 |
Adaos total / intermediar [mm] |
Dimensiunea nominala Dknom [mm] |
Dimensiunea prescrisa [mm] |
||
|
Denumirea etapei |
T [mm] |
Ai / As [mm] |
|||
|
Matritare (semifabricare) |
Ø 30 |
Ø 30 1.1 |
|||
|
Strunjire degrosare |
Ø 40 |
Ø 40
|
|||
2 Proiectarea operatiilor procesului tehnologic
Obiectivul acestei etape este de a proiecta in detaliu fiecare operatie a procesului tehnologic considerat.
Elementele de plecare in atingerea acestui obiectiv sunt:
Operatiile procesului tehnologic vor fi analizate si proiectate in ordinea din procesul tehnologic. Proiectarea detaliata a unei operatii consta in parcurgerea succesiva a urmatorilor pasi :
A. intocmirea schitei operatiei
B. Precizarea fazlor de lucru ale operatiei
C. Stabilirea principalelor caracteristici ale elementelor sistemului tehnologic
D. Stabilirea metodei de reglare la dimensiune a sistemului tehnologic
E. Determinarea valorilor parametrilor regimului de lucru
F. Stabilrea componentelor ciclului de munca si determinarea normei de timp
G. Elaborarea programului de comanda numerica
Operatia 10 - Stunjire I
A. Intocmirea schitei operatiei
B. Precizarea fazelor de lucru ale operatiei
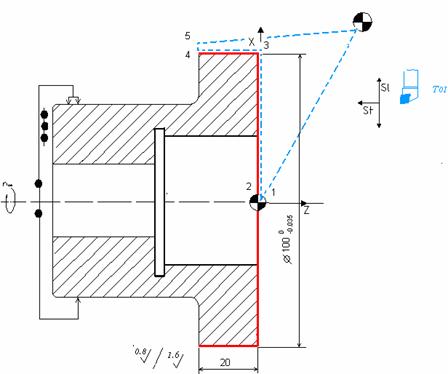
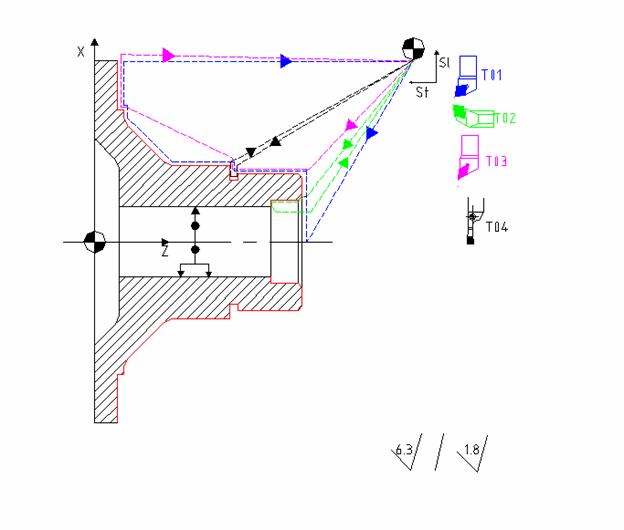
1. Ciclul 1 - Strunjire de degrosare exterioara:
Strunjire frontala de degrosare la cota 102.75 mm;
Strunjire cilindrica exterioara de degrosare la cota Ø100 mm;
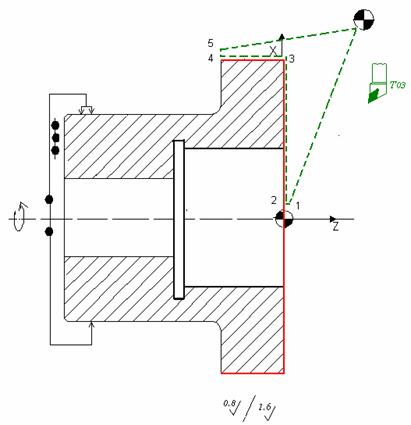
2. Ciclul 2 - Strunjire de degrosare interioara
Strunjire conica interioara de degrosare de la cota Ø100 mm la cota Ø76 mm ;
Strunjire cilindrica interioara de degrosare la cota Ø 31.78 x 80 mm;
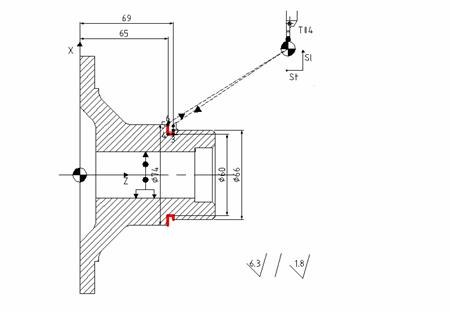
3. Ciclul 3 - Strunjire de finisare interioara
Strunjire cilindrica interioara de finisare la cota Ø33.2 mm
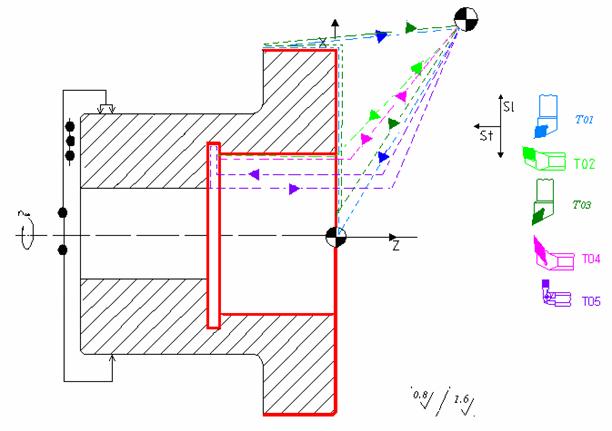
Etapele de prelucrare enumerate mai sus pentru operatia strunjire I, sunt prezentate in tabelul urmator detaliat, printr-o schita in care sunt evidentiate traseul sculei, suprafetele care sunt prelucrate si de asemenea elementele ale programului cu comanda numerica (originea programului, originea sculei, punctele in care scula isi schimba parametri).
|
Schita ciclului |
Pct. |
X |
Z |
||
|
|
1 2 3 4 5 |
0 0 87.5 87.5 92.5 |
5 0 0 -15.4 -15.4 |
||
|
% N20 G00 G27 G96 X180.5 Z105.5 F0.4 S200 N30 X0 Z5 N40 G01 Z0 N50 X87.5 N60 Z-15.4 N70 X92.5 Z-15.4 N80 X100 |
|||||
|
|
Pct. 1 2 3 4 5 6 |
X 50 38 15.88 15.88 10.88 10.88 |
Z 0 -12 -12 -102.75 -102.75 -12 |
||
|
N90 G36XZ T0202 M06 N100 G00 G96 X180.5 Z-105.5 F0.4 S120 N110 G01 X100 Z0 N120 X76 Z-12 N130 G03 X64 Z-12 I64 K6 N140 G01 X31.76 Z-12 N150 Z102.75 N160 X30 |
|||||
|
|
Pct. 1 2 3 4 |
X 17 17 12 12 |
Z -12 -102.75 -102.75 -12 |
||
|
N170 G36XZ T0303 M06 N180 G00 G96 X0 Z102.75 F0.2 S200 N190 G01 X34 Z-12 N200 Z-102.75 N210 X30 N220 G36XZ N230 M02 T0101 T0202 T0303 |
|||||
C. Stabilirea principalelor caracteristici ale elementelor sistemului tehnologic
Masina-unealta: GT 400 Strung cu comanda numerica
Caracteristicile tehnologice:
Zona de lucru:
diametrul de trecere pe deasupra batiului.......mm...470
diamtrul de trecere pe deasupra saniei transversale...mm..310
distanta intre varfuri...............mm..755
cursa pe axa X-Z...............mm.230-650
Antrenarea principala:
Conul arborelui principal ..........DIN 55026...A2-6''
Diametrul interior de rulare .........mm.......110
Puterea motorului 100% ED ........kw.....15
Cuplajul maxim.............Nm.....293
Plaja de viteze...............m/min...20-4000
Papusa mobila:
Diametrul arborelui ............mm....95-135
Conul arborelui .............mm.....5
Forta de impingere a arborelui........N.......9200
Turela:
Nr. de scule fixe/rotative .................12/12
Diametrul cozii sculei VDI .........mm......40
Puterea sculei rotative ...........kw......4
Caracteristicile generale:
Greutatea .................kg......5000
Puterea .................KVA.......3
Dispozitiv de orientare si fixare a piesei: universal cu trei bacuri;
Sculele de prelucrare sunt: cutite normale de prelucrare prin aschiere, formate din suport si placute schimbabile din carburi metalice, specifice prelucrarilor ce se executa (degrosare/finisare suprafete exterioare si interioare);
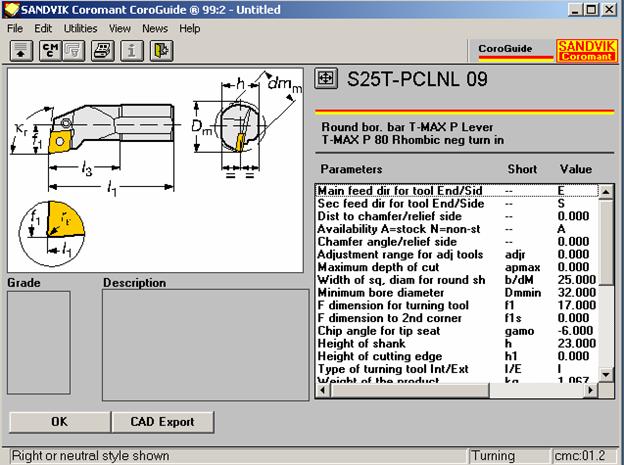
Se va utilize pentru alegerea sculelor de strunjit, catalogul firmei SANDVIK COROMANT.
Cutitul T01 - cutit degrosare exterior
Placuta : CNMN 12 04 08-PR
Suport : PCLNL 16 16 H 09
Nuanta de carbura a placutei: GC 4025.
Sistemul de prindere: T-MAX P levier.

Cutitul T02 - cutit degrosare interior
Placuta: CNMN 12 04 08-PR
Suport: PCLNL 16 16 H 09
Nuanta de carbura a placutei: GC 4025.
Sistemul de prindere: T-MAX P levier.
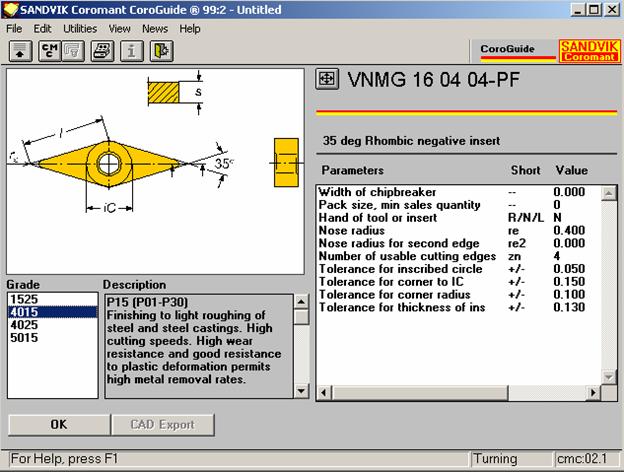
Cutitul T03 - cutit finisare interior
Placuta: VNMG 16 04 04-PF
Suport: S25T - PCLNL 09
Nuanta de carbura a placutei: GC 4015.
Sistemul de prindere: T-MAX P levier.
Verificatoare: subler cu valoarea diviziunii de 0.02 iar pentru diametre cu calibre potcoava.
D. Stabilirea metodei de reglare la dimensiune a sistemului tehnologic
Reglarea la dimensiuni a sistemului tehnologic se va face cu piese de proba.
E. Determinarea valorilor parametrilor regimului de lucru
Prin utilizarea softului oferit la dispozitie de firma Sandvik Coromant, si anume Coroguid, au fost calculati parametri regimului de aschiere a operatiei, tinandu-se cont pe rand de dimensiunile suprafetei, materialul piesei si de sculele folosite.
|
Etapa |
Caracteristicile sculei Sistemul de prindere |
Suprafata |
D [mm] |
T [mm] |
L [mm] |
Ra [μm] |
Tb [min] |
S [mm/rot] |
Vc m/min |
n [rot/min] |
P [kW] |
|
I |
CNMN120408-PR PCNL1616H09 GC4025 T-Max P levier |
S1 |
175 |
5.5 |
75 |
6.3 |
0.42 |
0.413 |
235 |
428 |
20.7 |
|
S7 |
175 |
5.5 |
15.4 |
6.3 |
0.09 |
0.413 |
235 |
428 |
20.7 |
||
|
II |
CNMN120408-PR PCNL1616H09 GC4025 T-Max P levier |
S3 |
100 |
5.5 |
24 |
6.3 | |||||
|
S2 |
76 |
5.5 |
424 |
6.3 |
0.08 |
0.413 |
235 |
749 |
20.7 |
||
|
S15 |
31.76 |
1.76 |
102.75 |
6.3 |
0.11 |
0.411 |
236 |
2366 |
7.2 |
||
|
III |
VNMG160404-PF S25T-PCLNL09 GC4015 T-Max P levier |
S15 |
33.2 |
1.44 |
102.75 |
3.2 |
0.15 |
0.219 |
317 |
3038 |
6 |
F. Stabilirea componentelor ciclului de munca si determinarea normei de timp
Stabilirea componentelor ciclului de munca consta in definirea exacta a activitatilor pe care operatorul si sistemul tehnologic le au de realizat in vederea executarii operatiei (definirea elementelor procesului de munca). In acest scop trebuie cunoscute :
schita operatiei;
fazele operatiei si schitele ciclurilor de lucru (in cazul prelucrarii pe sisteme tehnologice comandate numeric);
caracteristicile elementelor sistemului tehnologic (masina-unealta, dispozitivul de orientare si fixare a piesei, sculele de prelucrare, verificatoarele utilizate);
metoda de reglare la dimensiune a sistemului tehnologic;
valorile parametrilor regimului de aschiere pentru fiecare faza/ciclu de lucru.
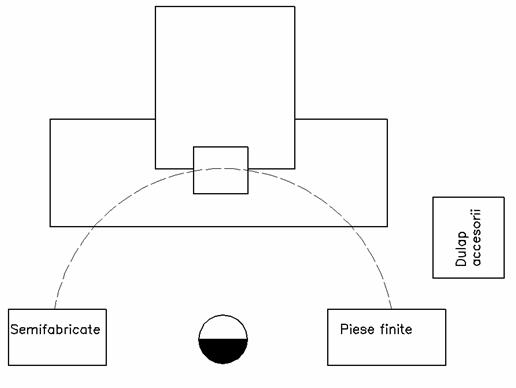
Pentru stabilirea elementelor componenete ale procesului de munca se intocmeste, mai intai, o schita a amenajarii locului de munca.
Precizarea elementelor ciclului de munca si a elementelor din componenta normei de timp se concretizeaza in completarea unui formular specific:
|
Denumire piesa |
Bucsa |
Nr. si denumire operatie |
10, Strunjire contur | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Material piesa |
OLC 45 |
Masina-unealta |
Strung cu comanda numeriaa-GT400 |
Denumirea activitatii |
S.D.V. - urile utilizate |
Regim de aschiere |
Timpi [ cmin] | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
V |
f(s) |
n |
a(t) |
i |
vf |
L |
tb |
tam |
ta |
tma |
tf |
Apucare SF (din container) |
Dispozitiv: Universal cu trei bacuri Cutite de strung cu placuta- T-MAX P-lever Subler cu vdiv
= | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Orientare SF in dispozitiv | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Inchidere capac de protectie | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Pornire (apasare pe buton) |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Deplasare cu avans rapid a sculei | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Strunjire de degrosare contur ext. |
X |
X |
X |
X |
X |
X | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Revenire scula (avans rapid) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Indexare turela | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Deplasare cu avans rapid a sculei | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Strunjire de degrosare contur int. |
X |
X |
X |
X |
X |
X | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Revenire scula (avans rapid) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Indexare turela | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Deplasare cu avans rapid a sculei | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Strunjire de finisare int. |
X |
X |
X |
X |
X |
X | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Revenire scula (avans rapid) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ridicare capac de protectie | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Desprindere piesa din universal | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Curatare dispozitiv de aschii | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Depozitare piesa in container | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Control piesa (F=1/10) |
Total categorii de timp [cmin] | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
tf | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
tma |
Timp de pregatire-incheiere, Tpi [min/lot] | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
ta | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
tam | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
tb |
Timp unitar, Tu [min/buc] | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
54 139 182/197 Scara timpului, [cmin] | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Norma de timp, TN [min/buc] | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Numar de piese pe lot [buc] |
Durata executiei lotului de piese, [min/lot] | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Elemetele normei de timp pe operatie sunt:
Se obtine Tu =197[cmin/buc] =1.97 [min/buc].
TN = Tu + Tpi / N = 197 + 1700/100 = 214 [cmin/buc] = 2.14 [min/buc]
in care N reprezinta numarul de piesa din lot.
DN = Tpi + N · Tu = 17 + 100 · 1.97 = 214 [min/lot]
%
N10 G90 G18 G36XZ S400 T01 M03 M06
N20 G00 G27 G96 X180.5 Z105.5 F0.4 S200
N30 X0 Z5
N40 G01 Z0
N50 X87.5
N60 Z-15.4
N70 X92.5 Z-15.4
N80 X100
N90 G36XZ T0202 M06
N100 G00 G96 X180.5 Z-105.5 F0.4 S120
N110 G01 X100 Z0
N120 X76 Z-12
N130 G03 X64 Z-12 I64 K6
N140 G01 X31.76 Z-12
N150 Z102.75
N160 X30
N170 G36XZ T0303 M06
N180 G00 G96 X0 Z102.75 F0.2 S200
N190 G01 X34 Z-12
N200 Z-102.75
N210 X30
N220 G36XZ
N230 M02
T0101
T0202
T0303
Operatia 20 - Stunjire II

B. Precizarea fazelor de lucru ale operatiei
1. Ciclul 1 - Strunjire de degrosare exterioara:
Strunjire frontala de degrosare la cota Ø40 x 18.5 mm;
Strunjire cilindrica exterioara de degrosare la cota Ø66 x 35 mm;
Strunjire cilindrica exterioara de degrosare la cota Ø74 x 30 mm ;
Strunjire conica de la cota Ø74 la cota Ø128 ;
Strunjire cilindrica exterioara la cota Ø128 ;
Strunjire frontala de degrosare la Ø128 x 47 mm ;
2. Ciclul 2 - Strunjire de degrosare interioara
Tesire 2x45º ;
Strunjire cilindrica interioara de degrosare la cota Ø 40 x 15 mm;
3. Ciclul 3 - Strunjire de finisare exterioara
Strunjire cilindrica exterioara de finisare la cota Ø66 x 35 mm ;
Strunjire frontala de finisare de la Ø128 x 47 mm ;
D. Indexare turela
Ciclul 4 - Degajare exterioara
E. Desprindere piesa din dispozi
|
Schita ciclului |
PCT. |
X |
Z |
||
|
|
0 0 62 66 66 74 74 128 128 175 |
105 100 100 -98 -65 -65 -35 -14 -11 -11 |
|||
|
N10 G90 G18 G36XZ S800 T01 M03 M06 N20 G00 G96 X180.5 Z105.5 F0.4 S150 N30 X0 Z105 N40 Z100 N50 X62 N60 X66 Z-98 N70 Z-65 N80 X74 N90 Z-35 N100 X128 Z-14 N110 Z-11 N120 X175 N130 X180 |
|||||
|
|
PCT. 1 2 3 4 5 6 |
X 44 44 40 40 34 30 |
Z 103 100 -98 -85 -85 -85 |
||
|
N140 G36XZ T0202 M06 N150 G00 G96 X180.5 Z105.5 F0.4 S120 N160 X44 Z 103 N170 G01 Z100 N180 X40 Z-98 N190 Z-85 N200 X34 N210 X30 |
|||||
|
|
PCT. 1 2 3 4 5 |
X 66 66 66 128 175 |
Z 103 -98 -69 -11 -11 |
||
|
N220 G36XZ T0303 M06 N230 G00 G96 X66 Z103 S1-5.5 F0.4 S120 N240 G01 X66 Z-93 N250 Z-69 N260 X128 Z-11 N270 X175 N280 X180 |
|||||
|
|
PCT. 1 2 |
X 68 66 |
Z 69 69 |
||
|
N290 G36XZ T0404 M06 N300 G00 G96 X68 Z69 S105.5 F0.4 N310 G01 X66 Z-69 N320 X76 Z-69 N220 G36XZ N230 M02 T0101 T0202 T0303 |
|||||
C. Stabilirea principalelor caracteristici ale elementelor sistemului tehnologic
Masina-unealta: GT 400 Strung cu comanda numerica
Caracteristicile tehnologice:
Zona de lucru:
diametrul de trecere pe deasupra batiului.......mm...470
diamtrul de trecere pe deasupra saniei transversale...mm..310
distanta intre varfuri...............mm..755
cursa pe axa X-Z...............mm.230-650
Antrenarea principala:
Conul arborelui principal ..........DIN 55026...A2-6''
Diametrul interior de rulare .........mm.......110
Puterea motorului 100% ED ........kw.....15
Cuplajul maxim.............Nm.....293
Plaja de viteze...............m/min...20-4000
Papusa mobila:
Diametrul arborelui ............mm....95-135
Conul arborelui .............mm.....5
Forta de impingere a arborelui........N.......9200
Turela:
Nr. de scule fixe/rotative .................12/12
Diametrul cozii sculei VDI .........mm......40
Puterea sculei rotative ...........kw......4
Caracteristicile generale:
Greutatea .................kg......5000
Puterea .................KVA.......3
Dispozitiv de orientare si fixare a piesei: universal cu trei bacuri;
Sculele de prelucrare sunt: cutite normale de prelucrare prin aschiere, formate din suport si placute schimbabile din carburi metalice, specifice prelucrarilor ce se executa (degrosare/finisare suprafete exterioare si interioare);
Se va utilize pentru alegerea sculelor de strunjit, catalogul firmei SANDVIK COROMANT.
Cutitul T01 - cutit degrosare exterior
Placuta : CNMN 12 04 08-PR
Suport : PCLNL 16 16 H 09
Nuanta de carbura a placutei: GC 4025.
Sistemul de prindere: T-MAX P levier.
Cutitul T02 - cutit degrosare interior
Placuta: CNMN 12 04 08-PR
Suport: PCLNL 16 16 H 09
Nuanta de carbura a placutei: GC 4025.
Sistemul de prindere: T-MAX P levier.
Cutitul T03 - cutit finisare exterior
Placuta: VNMG 16 04 04-PF
Suport: S25T - PCLNL 09
Nuanta de carbura a placutei: GC 4015.
Sistemul de prindere: T-MAX P levier.
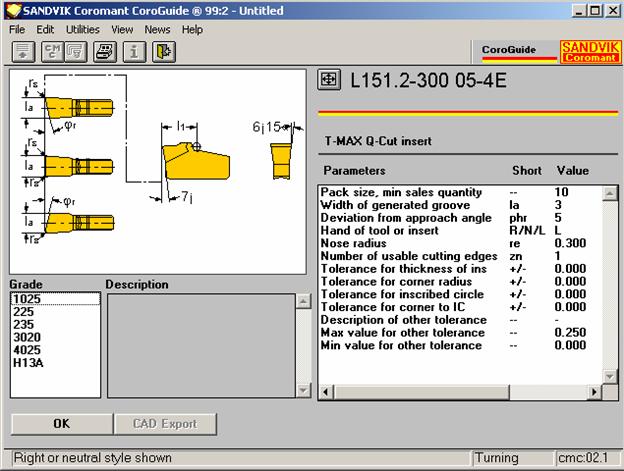
Cutitul T04 - cutit degajare exterior
Placuta : L151.2-300 05-4 E
Suport : LF 151.22-2525-25
Nuanta carbura : CG 4025
Sistemul de prindere : T- MAX Q - Cut insert
Verificatoare: subler cu valoarea diviziunii de 0.02 iar pentru diametre cu calibre potcoava.
D. Stabilirea metodei de reglare la dimensiune a sistemului tehnologic
Reglarea la dimensiuni a sistemului tehnologic se va face cu piese de proba.
E. Determinarea valorilor parametrilor regimului de lucru
Prin utilizarea softului oferit la dispozitie de firma Sandvik Coromant, si anume Coroguid, au fost calculati parametri regimului de aschiere a operatiei, tinandu-se cont pe rand de dimensiunile suprafetei, materialul piesei si de sculele folosite.
|
Etapa |
Caracteristicile sculei Sistemul de prindere |
Suprafata |
D [mm] |
t [mm] |
L [mm] |
Ra [μm] |
Tb [min] |
S [mm/rot] |
Vc m/min |
n [rot/min] |
P [kW] |
|
I |
CNMN120408-PR PCNL1616H09 GC4025 T-Max P levier |
S13 |
66 |
5.5 |
24 |
6.3 |
0.05 |
0.411 |
236 |
1139 |
21.4 |
|
S11 |
68.5 |
10 |
31 |
6.3 |
0.07*2 |
0.413 |
235 |
1094 |
19.5 |
||
|
S8 |
74 |
5 |
30 |
6.3 |
0.07 |
0.413 |
235 |
1094 |
19.5 |
||
|
S4 |
128 | ||||||||||
|
S9 |
128 |
5.5 |
3 |
6.3 |
0.01 |
0.411 |
236 |
587 |
21.4 |
||
|
S19 |
128 |
52.5 |
3 |
6.3 |
0.01*10 |
0.411 |
236 |
587 |
19.9 |
||
|
S18 |
175 |
5.1 |
47 |
6.3 |
0.27 |
0.411 |
236 |
429 |
19.9 |
||
|
II |
CNMN120408-PR PCNL1616H09 GC4025 T-Max P levier |
S16 |
40 |
10 |
15 |
6.3 |
0.02*2 |
0.411 |
236 |
1879 |
19.9 |
|
III |
VNMG160404-PF S25T-PCLNL09 GC4015 T-Max P levier |
S11 |
66 |
2.5 |
31 |
1.6 |
0.12*2 |
0.149 |
345 |
1664 |
3.2 |
|
S18 |
175 |
3.4 |
47 |
1.6 |
0.5*2 |
0.151 |
344 |
626 |
1 |
||
|
IV |
L151.2-300 05-4 E LF 151.22-2525-25 CG 4025 T-MAX Q-Cut insert |
S10 |
F. Stabilirea componentelor ciclului de munca si determinarea normei de timp
Timpul de baza :
Tb = (tb + ti) · 1.1 = [(5+14+7+1+10+27+4+24+10) + 4·3] · 1.1 = 125.4 cmin
tb -timpi de baza pentru fiecare faza a operatiei;
ti - timpul de indexare.
Timpul auxiliar-manual:
Ta = 97 cmin ( conform tabelului 2.5 de la operatia 10);
Timpul de pregatire-incheiere:
Tpi = 17 min/lot
Timpul unitar (care se consuma identic pentru realizarea unei piese):
Tu = Tb + Ta = 125.4 + 97 = 222.4 cmin/buc = 2.22 min/buc
Norma de timp pe operttie:
TN = Tu + Tpi/N = 2.22 + 17/100 = 2.39 min/buc
Durata necesara execuaarii lotului de piese, DN:
DN = Tpi + N · Tu = 17 + 100·2.22 = 239 min/lot
G. Elaborarea programului de comanda numerica
N10 G90 G18 G36XZ S800 T01 M03 M06
N20 G00 G96 X180.5 Z105.5 F0.4 S150
N30 X0 Z105
N40 Z100
N50 X62
N60 X66 Z-98
N70 Z-65
N80 X74
N90 Z-35
N100 X128 Z-14
N110 Z-11
N120 X175
N130 X180
N140 G36XZ T0202 M06
N150 G00 G96 X180.5 Z105.5 F0.4 S120
N160 X44 Z 103
N170 G01 Z100
N180 X40 Z-98
N190 Z-85
N200 X34
N210 X30
N220 G36XZ T0303 M06
N230 G00 G96 X66 Z103 S1-5.5 F0.4 S120
N240 G01 X66 Z-93
N250 Z-69
N260 X128 Z-11
N270 X175
N280 X180
N290 G36XZ T0404 M06
N300 G00 G96 X68 Z69 S105.5 F0.4
N310 G01 X66 Z-69
N320 X76 Z-69
N220 G36XZ
N230 M02
T0101
T0202
T0303
Operatia 30 - Gaurire
A. Intocmirea schitei operatilor
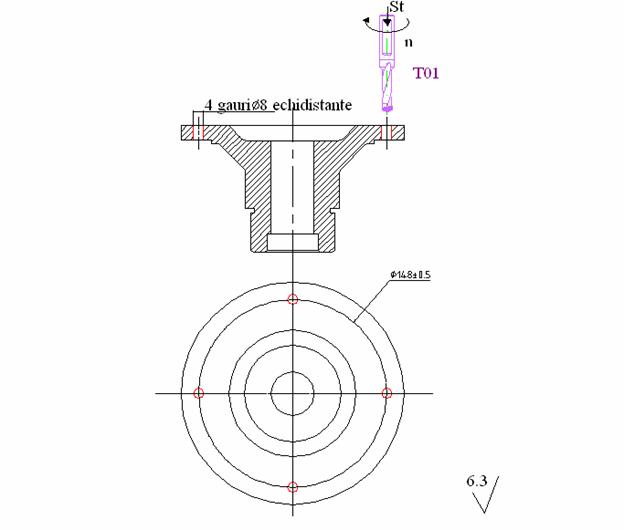
B.Precizarea fazelor de lucru ale operatiei
A. Orientarea si fixarea piesei iin dispozitiv
1. Gaurire la Ø8
B. Indexare turela
2. Gaurire la Ø8
C. Indexare turela
3. Gaurire la Ø8
D. Indexare turela
Gaurire la Ø8
E. Desprindere piesa din dispozitiv
C. Stabilirea principalelor caracteristici ale elementelor sistemului tehnologic
Masina-unealta
Masina de gaurit G 25 cu urmatoarele caracteristici:
|
Diametrul maxim de gaurire |
mm | |
|
Adancimea maxima de gaurire |
mm | |
|
Cursa maxima a carcasei pe coloana |
mm | |
|
Conul axului principal |
Morse | |
|
Distanta dintre axul arborelui principal si coloana |
mm | |
|
Distanta maxima dintre capatul arborelui principal si suprafata de lucru a mesei |
mm | |
|
Suprafata utila a mesei |
mm |
425 x 530 |
|
Numarul canalelor T din masa | ||
|
Numarul treptelor de turatii | ||
|
Domeniul de turatii |
rot/min | |
|
Numarul treptelor de avans | ||
|
Domeniul de avansuri |
mm/rot | |
|
Puterea motorului principal |
kW | |
|
Masa masinii |
kg | |
|
Dimensiunile de gabarit : | ||
|
- lungimea |
mm | |
|
- latimea |
mm | |
|
- inaltimea |
mm |
Dispozitivul de orientare si fixare a piesei : dispozitiv de gaurit indexabil
Scula utilizata
Pentru prelucrarea ceruta se poate utilize un burghiu elicoidal cu coada conica STAS 575:80 cu urmatoarele caracteristici si parametrii geometrici:
-diametrul burghiului : d=Ø8
-lungimea partii active : l=75mm
-lungimea totala : L=156mm
-realizat din otel rapid Rp3
-unghiul la varf : 2χ=120º
-unghiul de asezare : α=14º
-unghiul de degajare : γ=20º
-durabilitatae recomandata : Tr=20min
-durabilitate economica : Te=12min
Verificator : calibru tampon T -NT
D. Stabilirea metodei de reglare la dimensiunile sistemului tehnologic
Reglarea la dimensiunile sistemului tehnologic se va face cu piese de proba.
E. Determinarea valorilor parametrilor regimului de lucru
Pentru burghiul T01, Ø8:
|
Adancimea de aschiere t mm |
Avansul de aschiere s Mm/rot |
Viteza de aschiere v m/min |
Durabilitatea T Mm |
Turatia n rot/min |
Forta axiala Fax daN |
Nr. de treceri i |
Momentul Mas daNmm |
Puterea kw |
F. Stabilirea componentelor ciclului de munca si determinarea normei de timp
Stabilirea componentelor ciclului de munca consta in definirea exacta a activitatilor pe care operatorul si sistemul tehnologic le au de realizat in vederea executarii operatiei (definirea elementelor procesului de munca). In acest scop trebuie cunoscute :
schita operatiei;
fazele operatiei si schitele ciclurilor de lucru (in cazul prelucrarii pe sisteme tehnologice comandate numeric);
caracteristicile elementelor sistemului tehnologic (masina-unealta, dispozitivul de orientare si fixare a piesei, sculele de prelucre, verificatoarele utilizate);
metoda de reglare la dimensiune a sistemului tehnologic;
valorile parametrilor regimului de aschiere pentru fiecare faza/ciclu de lucru.
Pentru stabilirea elementelor componenete ale procesului de munca se intocmeste, mai intai, o schita a amenajarii locului de munca.
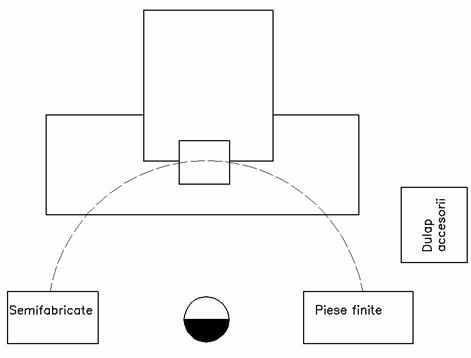
Precizarea elementelor ciclului de munca si a elementelor din componenta normei de timp se concretizeaza in completarea unui formular specific.
|
Denumire piesa |
Bucsa |
Nr. si denumire operatie |
30,Gaurire 4 gauri Ø 8x 11 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Material piesa |
OLC 45 |
Masina-unealta |
Masina de gaurit G25 |
Denumirea activitatii |
S.D.V. - urile Utilizate |
Regim de aschiere |
Timpi [ cmin] | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
v |
f(s) |
N |
a(t) |
i |
vf |
L |
tb |
tam |
ta |
tma |
tf | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Apucare SF (din container) |
Dispozitiv indexabil cu actionare manuala Burghiu STAS 575-80, Ø8 Calibru tampon pentru verificarea diametrelor gaurilor Subler cu v div = 0.1 mm pentru verificarea distantei dintre gauri | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Orientare-fixare SF in dispozitiv | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Pornire rotatie arbore principal | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Coborare arbore principal 60 mm | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Cuplare avans de lucru | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Gaurire prima gaura | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Retragere automata scula | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Indexare dispozitiv | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Cuplare avans scula | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Gaurire a 2-a gaura | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Retragere automata scula | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Indexare dispozitiv | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Cuplare avans de lucru | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Gaurire a 3-a gaura | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Retragere automata scula | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Indexare dispozitiv | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Cuplare avans de lucru | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Gaurire a 4-a gaura | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Retragere automata scula | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Oprire rotatie arbore principal | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ridicare arbore principal | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Desprindere piesa | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Depozitare piesa in container | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Curatare dispozitiv de aschii | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Control piesa (F = 1 /10 piese) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ciclograma operatiei |
Total categorii de timp [cmin] | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Tf | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Tma |
Timp pregatire-incheiere [min/lot] | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Tb | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Tam |
Timp unitar [min/buc] | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Ta | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
93 125 138 170 183 215 228 260 363 378 |
Norma de timp [min/buc] | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Scara timpului, [cmin] | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Numar de piese pe lot [buc] |
Durata executiei lotului de piese, [min] | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Elemetele normei de timp pe operatie sunt:
se obtine Tu =378 cmin/buc =3.78 min/buc.
TN = Tu + Tpi / N = 3.78 + 27.3/100 = 05 min/buc
in care N reprezinta numarul de piesa din lot.
DN = Tpi + N · Tu = 27.3+ 100·3.78 = 405.3 min/lot
Operatia 40 - Brosare
A. Intocmirea schitei operatiei

B. Precizarea fazelor de lucru ale operatiei
A. Orientare si fixare piesa in dispozitiv;
1. Brosare canal pana ;
B. Desprindere piesa din dispozitiv.
C. Stabilirea principalelor caracteristici ale elementelor sistemului tehnologic
Masina - unealta : Masina universala de brosat MB 15 - 1.5 A
Caracteristici :
|
Cursa reglabila maxima |
mm | |
|
Forta maxima de tractiune |
daN | |
|
Viteza maxima de brosare |
m/min | |
|
Viteza de retragere a brosei |
m/min | |
|
Puterea motorului principal |
kW | |
|
Masa masinii |
kg | |
|
Dimensiuni de gabarit: | ||
|
- lungime |
mm | |
|
- inaltime |
mm | |
|
- latime |
mm |
D. Stabilirea metodei de reglare la dimensiune a sistemului tehnologic
Reglarea la dimensiuni a sistemului tehnologic se va face cu piese de proba.
E. Determinarea valorilor parametrilor regimului de lucru
Parametrii regimului de aschiere au fost adoptati din tabele [4] :
|
Adancimea de aschiere t mm |
Avansul de aschiere pe dinte s mm/rot |
Viteza de aschiere v m/min |
Durabilitatea T Mm |
Coeficientii de corectie a vitezei
|
Nr. de treceri I |
F. Stabilirea componentelor ciclului de munca si determinarea normei de timp
- include timpul de apucare a semifabricatului,de pornire/oprire a masinii,de orientare/desprindere a semifabricatului, depozitare a semifabricatului, de curatare);
Tu = Tb + Ta + Tf = 7.4+ 38.8 + 16 = 62.2 cmin/buc = 0.622 min/buc
TN = Tu + Tpi/N = 0.622 + 12.5/100 = 0.747 min/buc
DN = Tpi + N · Tu = 12.5 + 100·0.622 = 77 min/lot
Operatia 70 - Rectificare
A. Intocmirea schitei operatiei
B. Precizarea fazelor de lucru ale operatiei
A. Orientare si fixare piesa in dispozitiv;
1. Rectificare interioara la Ø34x 73mm ;
B. Desprindere piesa din dispozitiv.
C. Stabilirea principalelor caracteristici ale elementelor sistemului tehnologic
Masina - unealta
Masina de rectificat interior si frontal RIF 10 / 100
Caracteristici :
|
Diametrul minim de rectificare |
mm | |
|
Diametrul maxim de rectificare |
mm | |
|
Lungimea de rectificare |
mm | |
|
Lungimea maxima de rectificare, fara cursa de retragere rapida a mesei |
mm | |
|
Diametrul maxim de rotatie al piesei, cu aparatoare |
mm | |
|
Diametrul maxim de rotatie al piesei, fara aparatoare |
mm | |
|
Numarul de trepte de avans | ||
|
Domeniul avansurilor automate |
mm/cursa dubla | |
|
Domeniul de turatii a arborelui principal |
rot/min | |
|
Cursa maxima a mesei |
mm | |
|
Unghiul de inclinare maxim al arborelui principal |
grade | |
|
Viteza de deplasare a mesei (hidraulic) |
m/min | |
|
Cursa maxima a dispozitivului de rectificare frontala |
mm | |
|
Puterea totala instalata |
kW | |
|
Masa masinii |
kg | |
|
Dimensiuni de gabarit: | ||
|
- lungimea |
mm | |
|
- latimea |
mm | |
|
- inaltimea |
mm |
Scula
Caracteristicile discului abraziv cilindric pentru prelucrarea suprafetei cilindrice interioare Ø 34 sunt prezentate in tabelul urmator:
|
Diametrul discului |
|
|
Latimea , H |
|
|
STAS 601/1-84 |
STAS forma si dimensiuni |
|
E |
Material abraziv |
|
Granulatia |
|
|
J |
Duritatea - grupa de duritate moale |
|
C |
Liant ceramic |
Verificatoare: micrometru de interior cu valoarea diviziunii vernierului de 0.002 si rugozimetru.
D. Stabilirea metodei de reglare la dimensiune a sistemului tehnologic
Reglarea la dimensiuni a sistemului tehnologic se va face cu piese de proba.
E. Determinarea valorilor parametrilor regimului de lucru
Corpul abraziv cilindric de rectificat suprafata interioara:
Durabilitatea : Tec = 7 min;
Parametrii regimului de aschiere sunt trecuti in tabelul urmator :
|
Adancimea de aschiere (avansul de patrundere) t [mm/trecere] |
Nr. de treceri i [mm] |
Avansul longitudinal Sl [mm/rot] |
Viteza de aschiere a discului abraziv vr [m/s] |
Turatia discului abraziv nd [rot/min] |
Viteza de avans vs [m/min] |
Turatia piesei np [rot/min] |
Puterea efectiva [kw] |
- include timpul de apucare a semifabricatului,de pornire/oprire a masinii,de orientare/desprindere a semifabricatului, depozitare a semifabricatului, de curatare);
Tu = Tb + Ta + Tf = 570+ 163 + 48 = 781 cmin/buc = 7.81 min/buc
TN = Tu + Tpi/N = 7.81 + 8/100 = 7.89 min/buc
DN = Tpi + N · Tu = 8 + 100·7.81 = 789 min/lot
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 1608
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved