| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Dupa un anumit numar de ore de functionare pentru un subasnsamblu, unele piese, mai greu solicitate, prezinta o stare avansata de uzura, ceea ce face imposibila functionarea in continuare a ansamblului respectiv.
Exista si defectari accidentale din cauza carora masinile pot iesi din functiune. Cateva dintre aceste motive ar putea fi: suprasolicitari, loviri, montari gresite, defecte de material, etc.
S-a vazut ca, dupa demontare, se stabileste GRADUL DE UZURA (analiza pieselor, masurari, comparari, verificari de unde ne rezulta natura si marimea uzurii). Acest grad de uzura este factorul care influenteaza in mod direct costul reconditionarii, ne ajuta sa apreciem corect daca este sau nu cazul sa recurgem la reconditionare.
Costul unei reconditionari se poate determina cu relatia:
CREC = COP + CMAN + CMAT + CR unde,
COP
![]() costul
operatiilor pregatitoare;
costul
operatiilor pregatitoare;
CMAN
![]() costul manoperei
aferente;
costul manoperei
aferente;
CMAT
![]() costurile materialelor
utilizate;
costurile materialelor
utilizate;
CR
![]() regia atelierului
respectiv.
regia atelierului
respectiv.
Costul total al reconditionarii este indicat sa nu urce mai mult de 70-80% din pretul unei piese noi, bineinteles cu conditia obtinerii unei calitati a piesei reconditionate sensibil egala cu cea a piesei initiale.
De cele mai multe ori, chiar daca pretul reconditionarii sa zicem este egal cu al unei piese noi, reconditionarea asigura economii insemnate fata de situatia inlocuirii:
Materialul de baza, piesa de baza se pastreaza ( raportul dintre masa piesei finite si a semifabricatului sa fie cat mai apropiat de "1")
Posibilitatea efectuarii operatiilor in atelierele proprii;
Manopera se executa de oameni care exploateaza apoi utilajul (sau se face in preajma lor de catre colegi) - acest motiv nu aduce intotdeauna calitate optima.
Uneori piesa refacuta sau reconditionata se finiseaza la cote compatibile cu uzura pieselor cu care este in contact direct.
1. Reconditionarea pieselor prin prelucrari pe masini-unelte
Acest proces se desfasoara in cadru organizat, dupa intocmirea unui proces tehnologic economic, care se exprima prin documentatia tehnologica de prelucrare, unde se prescriu toate operatiile tehnologice necesare. Desfasurarea procesului tehnologic se face urmarind fisa tehnologica si planul de operatii.
FISA TEHNOLOGICA - formular tipizat in care putem citi toate datele procesului tehnologic.
PLAN DE OPERATII - stabileste succesiunea operatiilor si a fazelor de lucru (fiecare operatie pe o fila).
Foarte multe ansambluri, in practica lucreaza impreuna, trebuind sa existe un anumit joc intre piese (fus-lagar, piston-cilindru, etc). Dupa un numar de ore de functionare, prin uzura, apare un joc mai mare decat cel maxim admisibil.
In aceste cazuri, uzurile pot fi compensate prin executia si introducerea unor bucse, cu strangere, ori fixate prin alte procedee ca filetare, mici suduri de fixare, stifturi filetate, etc, cum se poate vedea in exemplele din figura 1.
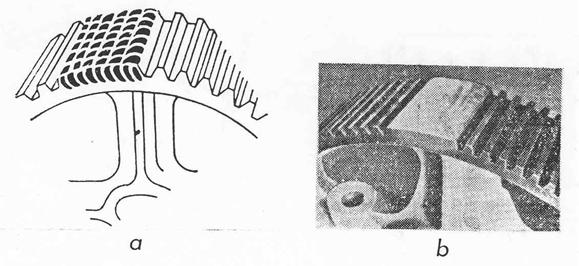
De cele mai multe ori insa, este necesara combinarea a doua sau trei metode pentru efecte diferite. Spre exemplu, in figura 2. este vorba in principal de o reconditionare prin sudare manuala cu arc electric cu electrozi metalici inveliti, urmata de prelucrarea mecanica.
Analizand putin tehnologia reconditionarii dintilor acestei roti ( nu intreaga roata, cu batai radiale, uzura la butuc etc) pentru reusita suntem nevoiti sa facem:
Spalare, degrosare, masurare.
Inlaturarea completa a partii defecte, pana cand materialul ramas nu mai prezinta nici un defect.
Tesirea marginilor rupturii, fisurii, imbinarii.
Functie de sudabilitatea otelului, de cantitatea de metal ce urmeaza a fi depusa si de tipul electrozilor, este de obicei necesara o preincalzire (100-350oC functie de otelul din care este fabricata roata).
Incarcarea suprafetei uzate prin depunere succesiva de straturi de metal (electrod ales in functie de compozitia chimica a materialului piesei).
Prelucrare mecanica finala, prin care se asigura dimensiunile cerute in desen si calitatea suprafetelor.
Deci la mansonarea unui fus, la bucsarea unui alezaj, pentru fixare, fie ca utilizam stifturi, suruburi, fie putem utiliza sudarea prin puncte, cordon de sudura, fie fretajul, respectiv asamblarea cu strangere a doua piese conjugate. Presarea celor doua piese (manson-fus, bucsa in alezaj, etc) se poate face la rece sau la cald.

In cazul presarii la rece, figura 3, forta necesara presarii se poate calcula dupa expresia:
F
= ![]() [daN] unde,
[daN] unde,
![]() = coeficientul de
frecare la presare
= coeficientul de
frecare la presare
d = diametrul suprafetei de contact [cm]
l = lungimea de contact [cm]
p = presiunea specifica de strangere pe suprafata de contact [daN/cm2]
Presele hidraulice sunt echipate cu manometre de control, cu care putem regla forta F de realizare a presarii, pentru a evita distrugerea pieselor, spre exemplu.
Pentru suprafetele plane, se pot utiliza compensatori de uzura atat pentru a reduce suprafata respectiva la cotele proiectate, cat si pentru a proteja o anumita suprafata, ai conferi o duritate marita, un coeficient de frecare redus, etc.
Atunci cand piesele au uzuri mari (spre exemplu o cremaliera) sau au fost reconditionate de mai multe ori (spre exemplu prin incarcare cu sudura si apoi prelucrare), se pot remedia prin indepartarea zonei uzate pe cale mecanica (prin aschiere sau termic) si aplicarea in locul respectiv a unei piese suplimentare. De exemplu, unele cremaliere, din proiectare sunt confectionate din mai multe bucati, fiind foarte lungi. Ele se uzeaza neuniform, mai mult pe anumite portiuni, deci nu se justifica inlocuirea totala.
|
 |
Prin acest gen de reconditionare, volumul materialului piesei nu se schimba. Are loc o redistribuire a materialului in volumul piesei, astfel ca sa fie compensata uzura.
REFULAREA
- se utilizeaza la marirea dimensiunii exterioare la piese pline sau
micsorarea dimensiunii interioare la piese tubulare, ca in figura 6.
Deformarea se executa pe o presa hidraulica cu ajutorul a
doua cepuri 2 si 3 ale caror diametre sunt egale cu dimensiunea
interioara dorita dupa presare. Umerii cepurilor asigura
deformarea.
![]()
MANDRINAREA - se foloseste in special pentru marirea diametrului exterior al pieselor tubulare (fara modificarea lungimii lor). Se executa la cald sau la rece prin introducerea in alezaj a mandrinelor sferice sau conice.
MOLETAREA (RANDALINAREA) - se utilizeaza pentru modificarea dimensiunilor exterioare sau interioare la piese cilindrice prin deplasarea locala a materialului de suprafata. Dupa cum se vede in figura 7, se poate utiliza, de exemplu, pentru marirea diametrului exterior al fusului pentru montajul rulmentului. Se executa pe strung, dupa care, pentru asigurarea preciziei la montaj se poate face o rectificare.
Procedeele de reconditionare prin compensatori de uzura prezinta unele avantaje ca:
![]() posibilitatea repararii
pieselor la cotele initiale;
posibilitatea repararii
pieselor la cotele initiale;
![]() cost mai redus decat
la o piesa noua;
cost mai redus decat
la o piesa noua;
![]() economie de materiale,
in special la piesele noi;
economie de materiale,
in special la piesele noi;
![]() calitate buna a
reparatiei.
calitate buna a
reparatiei.
Dar prezinta si dezavantaje ca:
![]() reducerea
rezistentei mecanice a piesei;
reducerea
rezistentei mecanice a piesei;
![]() modificarea
rigiditatii initiale;
modificarea
rigiditatii initiale;
![]() modificarea
eforturilor, a tensiunilor interne in materialul piesei.
modificarea
eforturilor, a tensiunilor interne in materialul piesei.
Exemple ce se aplica practic:
![]() la roti melcate mai mari se poate inlocui complet
coroana melcata.
la roti melcate mai mari se poate inlocui complet
coroana melcata.
![]() rotile de rulare ale locomotivei se
reconditioneaza prin inlocuirea bandajelor.
rotile de rulare ale locomotivei se
reconditioneaza prin inlocuirea bandajelor.
![]() la rotile unei macarale (pod rulant) se inlocuieste
bandajul usor, fiind concepute in acest sens (suruburi de prindere
sau sudare).
la rotile unei macarale (pod rulant) se inlocuieste
bandajul usor, fiind concepute in acest sens (suruburi de prindere
sau sudare).
Sudarea constituie unul dintre cele mai utilizate procedee de reconditionare. Pe langa faptul ca avem la dispozitie numeroase procedee de sudare, se poate asigura un spectru larg de reparatii:
![]() compensarea uzurilor
prin depuneri de metal;
compensarea uzurilor
prin depuneri de metal;
![]() reconditionarea
unor fisuri, crapaturi sau sparturi;
reconditionarea
unor fisuri, crapaturi sau sparturi;
![]() imbinarea unor piese
rupte;
imbinarea unor piese
rupte;
![]() imbinarea pieselor
componente la un dispozitiv sau constructie sudata.
imbinarea pieselor
componente la un dispozitiv sau constructie sudata.
O reparatie ce utilizeaza un procedeu specific sudarii este indicat sa indeplineasca urmatoarele conditii:
![]() rezistenta piesei
in zona sudurii sa se apropie de cea a materialului de baza;
rezistenta piesei
in zona sudurii sa se apropie de cea a materialului de baza;
![]() metalul de adaos
sa fie apropiat ca si compozitie chimica si
proprietati mecanice cu cel al piesei;
metalul de adaos
sa fie apropiat ca si compozitie chimica si
proprietati mecanice cu cel al piesei;
![]() stratul sau cordonul
depus sa permita apoi prelucrarea prin aschiere pentru
corectarea formei si dimensiunii.
stratul sau cordonul
depus sa permita apoi prelucrarea prin aschiere pentru
corectarea formei si dimensiunii.
AVANTAJE:
![]() permite
reconditionarea unor piese ce au inglobata foarte multa
manopera;
permite
reconditionarea unor piese ce au inglobata foarte multa
manopera;
![]() economie de material;
economie de material;
![]() cost scazut;
cost scazut;
![]() se realizeaza
reparatii care nu pot fi facute prin alte procedee;
se realizeaza
reparatii care nu pot fi facute prin alte procedee;
![]() utilajul folosit la
sudura este simplu, ieftin, cu posibilitate mare de diversificare;
utilajul folosit la
sudura este simplu, ieftin, cu posibilitate mare de diversificare;
![]() sudarea este usor
pretabila mecanizarii si automatizarii.
sudarea este usor
pretabila mecanizarii si automatizarii.
DEZAVANTAJE:
![]() structura
imbinarii de regula difera de cea a materialului de baza;
structura
imbinarii de regula difera de cea a materialului de baza;
![]() tensiuni remanente
care pot cauza deformatii sau chiar ruperi in functionare.
tensiuni remanente
care pot cauza deformatii sau chiar ruperi in functionare.
3.1. Sudarea manuala cu arc electric (cu electrozi metalici inveliti)
Cele mai multe lucrari sunt reconditionate prin acest procedeu, deoarece este cel mai la indemana, cel mai usor accesibil in zone chiar inchise, se pot executa incarcari de suprafete uzate prin frecare sau executarea unor reparatii de piese fisurate, sparte.
Suprafetele uzate se incarca prin depuneri de straturi succesive, folosind un electrod ales functie de compozitia chimica a materialului piesei. Dupa atingerea (depasirea) grosimii dorite, suprafetele se prelucreaza mecanic.
Piesele trebuie pregatite inainte de sudare prin tesirea marginilor rupturii, curatirea, spalarea si/sau degresarea zonei de lucru. In figura 8. se poate distinge electrodul metalic 5, invelisul cu strat de flux 6, arcul electric format intre electrod si piesa 1 ce se sudeaza 7 si un strat de zgura 3 ce protejeaza baia de metal din timpul operatiei impotriva oxidarii.
Functie de sudabilitatea
otelului, de cantitatea de metal ce se depune, de electrozii de care se
dispune, piesa reconditionata poate fi preincalzita,
rezultand micsorarea tensiunilor interne si deci inlaturarea
pericolului fisurarii sau al deformarii piesei.
 Piesele de fonta se
reconditioneaza prin sudare mai greu fata de cele de
otel. Totusi, cu o tehnologie ingrijita si corecta, cu
electrozi ce au in compozitia lor Cu-Ni sau Ni-Fe se poate suda fonta.
Piesele de fonta se
reconditioneaza prin sudare mai greu fata de cele de
otel. Totusi, cu o tehnologie ingrijita si corecta, cu
electrozi ce au in compozitia lor Cu-Ni sau Ni-Fe se poate suda fonta.
Cand trebuie asigurata o rezistenta sporita, sau se reconditioneaza piese cu peretii mai grosi de 10mm, se pot utiliza suruburi filetate, montate in diferite planuri, sau ancore, care prin sudarea lor in rostul pregatit pentru sudura asigura o rezistenta sporita a imbinarii, cateva exemple fiind reprezentate in figura 9.
3.2. Sudarea electrica sub strat de flux
Procesul sudarii electrice sub strat de flux in general este automatizat, caracterizat printr-o mare productivitate. Fluxul protejeaza metalul topit contra oxidarii si patrunderii azotului din atmosfera.
Racirea metalului supraincalzit in zona arcului electric este incetinita de prezenta fluxului 6 ce acopera suprafata piesei 1, influentand structura zonei sudate 2 prin introducerea de tensiuni, deformatii mai mici, cum se poate distinge din figura 10.
Procedeul se foloseste de regula la incarcarea unor piese cu suprafete uzate de intindere mare cum ar fi:
cilindrii de laminor;
mori din industria alimentara sau a materialelor de constructii;
rotile vagoanelor de cale ferata sau tramvaie.
Dar si la piese nu foarte mari, cum ar
fi:
reconditionarea fusurilor pe care vin montati rulmentii;
arbori planetari;
arbori canelati.

( Prin vibrocontact )
Incarcarea pieselor se realizeaza prin topirea electrodului din sarma neacoperita, datorita unui ac electric vibrator, format intre suprafata piesei de reconditionat si acest electrod.
Frecventa acestor vibratii (uniforme) este de 50-100 oscilatii/secunda.
In timpul vibratiei, electrodul atinge piesa, rezultand un scurt circuit, datorita caruia electodul se sudeaza de piesa. In momentul urmator, electodul tinzand sa se indeparteze de piesa, de punctul de contact, se rupe, lasand pe suprafata piesei o particula de metal. Dupa rupere, sarma-electrod se indeparteaza, dand nastere unui arc electric de scurta durata (milisecunde), care topeste si intinde particula de metal depusa.
Procesul repetandu-se, pe suprafata piesei ce se reconditioneaza, metalul-electrod de adaos este depus sub forma unor straturi continue.
Procedeul are numeroase avantaje, printre care cele mai importante ar fi o productivitate ridicata si incalzire redusa pentru piese.
Instalatia folosita este destul de simpla, reprezentata in figura 11, putand fi usor montata pe un strung obisnuit. Piesa 1 se prinde in universalul strungului. Dispozitivul propriu-zis se monteaza pe sania transversala a caruciorului si se compune din sarma-electrod 2, ce trece prin ghidajul 3, vibrat prin intermediul unei tije si a excentricului 4, ce este actionat de un motor electric M. Datorita legarii electrodului 3 si piesei prin intermediul unei patine de contact 5, la sursa de sudare S, se va facilita producerea fenomenelor descrise mai sus.
Pentru incarcarea intregii suprafete a piesei, se poate utiliza mecanismul de avans longitudinal al saniei strungului, pentru deplasarea dispozitivului in lungul generatoarei piesei.
In prectica se poate utiliza in locul vibratorului mecanic (motor-excentric), unul electromagnetic, ca in figura 11, in partea dreapta.
4. Reconditionarea pieselor prin lipire
Metoda de reconditionare a pieselor prin lipire se aplica in cazul in care se constata rupturi, fisuri, crapaturi sau este necesara inlocuirea unei parti din piesa uzata.
Pentru lipire se foloseste un aliaj de adaos topit, diferit de acela al pieselor de imbinat, temperatura de topire a materialului de adaos fiind mai mica decat temperaturile de topire ale materialelor de baza.
Procedeul se utilizeaza pentru imbinari de piese care nu sunt supuse la solicitari mari. Se realizeaza o difuzie reciproca la suprafetele metalului de baza (piesele de lipit) si aliajul pentru lipit, are loc un schimb de atomi intre cele doua materiale rezultand un aliaj de legatura sub forma unui strat intermediar.
Este necesara o pregatire a pieselor inaintea operatiei de lipire, pentru ca locul de imbinare sa fie bine curatat de grasimi, murdarii, oxizi, etc. Principalele operatii ce se fac inaintea lipirii sunt:
![]() Curatare
mecanica - (perie de sarma, pilire, sablare, polizare,
razuire, etc.)
Curatare
mecanica - (perie de sarma, pilire, sablare, polizare,
razuire, etc.)
![]() Degresare -
(benzina, petrol, hidroxid de sodiu, carbonat de sodiu, silicat de sodiu)
Degresare -
(benzina, petrol, hidroxid de sodiu, carbonat de sodiu, silicat de sodiu)
![]() Decapare -
(solutii de acid sulfuric, clorhidric sau fosforic).
Decapare -
(solutii de acid sulfuric, clorhidric sau fosforic).
In functie de temperatura de topire a aliajelor de lipit, se poate aplica lipirea moale (cu aliaje ce au temperatura de topire sub 500oC, cum sunt cele din tabelul 1.), si lipirea tare (cu aliajele ce au temperaturi de topire peste 500oC, cum sunt aliajele AmSiLp si AmSnLp)
Tabelul 1. Aliaje folosite pentru lipirea moale
Simbolulaliajului |
Utilizare |
|
LP 20 SB |
Lipituri la flacara. Lipirea tevilor de plumb, alama, cupru si otel, precum si pentru metalizare in vederea asigurarii aderentei metalelor antifrictiune |
|
LP 30 |
Lipirea articolelor de tinichigerie din tabla de otel, tabla cositorita, tabla sau sarma zincata, alama, cupru, precum si la cositorirea conductelor electrice, cositorirea cuzinetilor etc. |
|
LP 30 SB |
Lipituri pentru lucrari de tinichigerie. Lipituri la flacara. |
|
LP 37 |
Lipirea mansoanelor de plumb pentru cabluri electrice si de telecomunicatii |
|
LP 40 |
Lipituri la aparatajul electric, casnic, de laborator, lipirea tablei cositorite, a tablei de alama. |
|
LP 40 SB |
Lipirea radiatoarelor auto, a pieselor din aparatele electrice si radio. |
|
LP 50 |
Lipituri la aparatajul electric de putere. |
|
LP 60 LP 63 |
Lipituri fine in electricitate si radiofonie, lipituri unde trebuie evitata supraincalzirea. |
|
LP 65 |
Lipituri de circuite imprimate. |
|
LP 90 |
Lipituri speciale la vase alimentare, la aparataj medical. |
Aliaje folosite pentru lipirea tare: (STAS 12113 - 92)
Al + Si
Mg + 2%Al + 2%Zn ![]() temperatura de topire 873oC.
temperatura de topire 873oC.
Cu + (5 ![]() 7)% P
7)% P ![]() temperatura de topire 981oC
temperatura de topire 981oC
Cu + (37 ![]() 80)% Au
80)% Au ![]() temperatura de topire 1173oC
temperatura de topire 1173oC
Ag + Cu
Cu + Sn
Ni + Cr
Si + Br
Pentru a impiedica oxidarea metalelor in timpul lipirii si pentru a imbunatati difuzia si fluiditatea aliajului de lipit, se folosesc materiale protectoare numite fluxuri, sub forma de lichid, paste, prafuri care se intind pe toata suprafata de imbinare.
![]() Fluxuri dezoxidante
(dizolva chimic straturile de oxizi de pe metale)
Fluxuri dezoxidante
(dizolva chimic straturile de oxizi de pe metale)
acid clorhidric
clorura de amoniu
acidul boric
clorura de zinc
boraxul
![]() fluxuri de acoperire
(nu produc nici o actiune chimica dar protejeaza de oxidare
suprafetele)
fluxuri de acoperire
(nu produc nici o actiune chimica dar protejeaza de oxidare
suprafetele)
colofoniul
ceara
rasina
Cele mai uzuale imbinari prin lipire sunt prezentate in figura 12.
![]()
a) b) c)
Prin suprapunerea pieselor Asezare cap la cap Tesire la unghi de 30o

d) e) f)
Asezare cap la cap si Prin suprapunere si rasfrangere
suprapunerea unui adaos
![]()
Alte metode si forme de lipire:
![]() Lipirea cu
arzatoare cu gaz, cu flacara;
Lipirea cu
arzatoare cu gaz, cu flacara;
![]() Lipirea prin
rezistenta de contact, prin inductie;
Lipirea prin
rezistenta de contact, prin inductie;
![]() Lipirea prin cufundare
in aliaj de lipit in stare topita;
Lipirea prin cufundare
in aliaj de lipit in stare topita;
![]() Lipirea in bai de
saruri;
Lipirea in bai de
saruri;
![]() Lipirea in cuptoare cu
atmosfera controlata;
Lipirea in cuptoare cu
atmosfera controlata;
![]() Lipire cu adezivi;
Lipire cu adezivi;
![]() Lipirea capilara;
Lipirea capilara;
![]() Lipirea cu
ultrasunete.
Lipirea cu
ultrasunete.
Depuneri si utilizari in reparatii a maselor plastice
Materialele plastice mai larg raspandite in operatiile industriale sunt:
rasini poliamidice;
polietilena;
fibre de sticla;
rasini epoxidice;
aditivi.
Acestea ocupa un rol important printre materialele noi care se utilizeaza in constructiile de masini, datorita caracteristicilor tehnice si calitative pe care le ofera, dintre care se pot aminti:
greutate specifica redusa;
rezistenta la uzura si coroziune ridicata;
prelucrabilitate usoara;
sunt rele conducatoare de electricitate si caldura etc.
Aceste materiale si tehnologiile moderne de utilizare a lor, tind din ce in ce mai mult sa inlocuiasca metalele (feroase si neferoase), lemnul, sticla, portelanul.
Cateva exemple de materiale de acest fel se pot vedea in tabelul 2.
Tabelul 2.
A. Materiale termoreactive de presare
|
Bachelita de uz general |
Suruburi, piulite, garnituri, capace, manere. |
|
Bachelita cu suport textil |
Bucse, lagare de alunecare, suruburi, piulite, cuzineti, ghidaje, duze, rotoare de pompe. |
|
Poliuretan |
Cuzineti, lagare de alunecare, bucse, ghidaje, racleti, curele, benzi transportoare. |
B. Materiale termoplastice stratificate
|
Textolit |
Cuzineti, lagare de alunecare, roti dintate fara zgomot utilizate la viteze mari, semifabricate de diferite profiluri, bucse, ghidaje. |
|
Lignomet |
Bucse, ghidaje, colivii si bile pentru rulmenti, cuzineti, lagare de alunecare, semifabricate de diferite profiluri. |
|
Pertinax |
Semifabricate de diferite profiluri, bucse, piese izolatoare. |
|
Poliesteri armati cu fibre de sticla |
Aparatoare, carcase, caroserii, ventilatoare, rotoare de pompe. |
C. Materiale termoplastice de injectare, de extrudere
Policarbonati |
Conducte, racorduri, fitinguri. |
|
Poliamide |
Cuzineti, bucse, suruburi, piulite, garnituri, ghidaje, roti dintate, role de ghidare si pentru intinderea curelelor, aspersoare, duze, curele, racleti, semifabricate, rotoare de pompe, cuplaje, inele de uzura, manere, capace. |
Polietilena |
Conducte, carcase, aparatoare, racorduri, fitinguri, caroserii, recipienti. |
Policlorura de vinil |
Racorduri, fitinguri, aspersoare, conducte, recipienti, curele, duze, benzi transportoare, racleti, aparatoare, caroserii, carcase, robinete. |
Politetrafluoretilena |
Cuzineti, bucse, lagare de alunecare, ghidaje, robineti. |
Poliformaldehide |
Ghidaje, cuzineti, lagare de alunecare, bucse. |
Depunerile de materiale plastice pe suprafetele metalice sunt foarte raspandite (feronerie, rame, suporti rigizi ce vin in contact cu mana omului - barele de sustinere din interiorul autobuzelor, etc).
In cele ce urmeaza se vor aminti cateva din metodele, tehnologiile de aplicare a maselor plastice pe diferite suprafete.
Depunere in strat fluidizat
Materialul plastic se prezinta sub forma
pulverulenta, intr-un recipient conceput astfel incat pe la baza lui se
poate introduce aer filtrat, ce face ca pulberea de poliamida, cu
marimea particulelor de 0,15![]() 0,25mm sa miste continuu, ca si cum ar
"fierbe". Piesele metalice se introduc incalzite, avand o temperatura
ce depaseste cu putin temperatura de topire a poliamidei
(250-2800C), se imerseaza scurt in aceasta pulbere, dupa care se racesc in apa.
Suprafetele astfel protejate sunt rezistente si au un aspect foarte
placut. Orice metal ce are punctul de topire peste cel de incalzire
necesar acestei operatii, poate fi acoperit prin acest procedeu.
0,25mm sa miste continuu, ca si cum ar
"fierbe". Piesele metalice se introduc incalzite, avand o temperatura
ce depaseste cu putin temperatura de topire a poliamidei
(250-2800C), se imerseaza scurt in aceasta pulbere, dupa care se racesc in apa.
Suprafetele astfel protejate sunt rezistente si au un aspect foarte
placut. Orice metal ce are punctul de topire peste cel de incalzire
necesar acestei operatii, poate fi acoperit prin acest procedeu.
Depuneri prin pulverizare
Pulberile de mase plastice, la o anumita temperatura, se sufla cu ajutorul unei instalatii cu aer comprimat pe suprafetele respective.
Depuneri prin centrifugare
Depunerile se pot realiza pe suprafetele interioare, putandu-se adapta acestei operatii spre exemplu un strung si, in plus, fiind necesara incalzirea piesei (cu flacara).
Depuneri prin vibratii
Se face cufundarea piesei incalzite in strat vibrant de
polimeri (f = 50![]() 100Hz).
100Hz).
Turnarea sub presiune a materialelor plastice
Pentru obtinerea unor piese in matrite, materialul sub
forma de granule are in compozitia sa rasini,
coloranti si diferite adaosuri, este dozat, incalzit si
topit. Presiunea de lucru este de 6![]() 20 daN/cm2, functie de polimerul utilizat.
20 daN/cm2, functie de polimerul utilizat.
Depuneri pe suprafete incalzite a solutiilor de material plastic
Dupa depunere se lasa 24-48 ore pentru incalzirea materialului, dupa care urmeaza un tratament termic la aproximativ 370-420oC si apoi o racire foarte lenta, ce asigura proprietati deosebite materialului si rezistenta la uzura.
Rasini epoxidice
Se utilizeaza la reconditionarea unor fisuri, defecte de
suprafata ale carcaselor turnate, refacerea unor ajustaje fixe,
imobilizarea unor asamblari. Piesele in cauza se degreseaza in
prealabil, se prepara amestecul, se da pe piesele care se imbina
si se lasa 24![]() 72 ore la temperatura ambianta, dupa care se face o
polimerizare la 100oC, timp de 2 ore.
72 ore la temperatura ambianta, dupa care se face o
polimerizare la 100oC, timp de 2 ore.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 10540
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved