| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
STRUNGUL
1. Prezentare generala
Strunjirea este operatia tehnologica de prelucrare prin aschiere aschiere pe masini unelete numite strunguri, cu ajutorul unor scule numite cutite de strung.
Miscarea principal de aschiere executata de piesa este miscarea de rotatie.Miscarea de avans executata de cutit si este o miscare cu traectorie rectilinie.
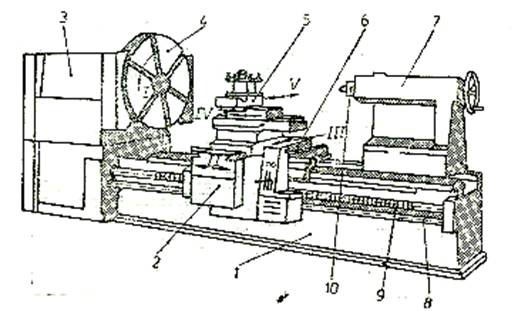
Fig.2. Strungul normal
Partile componente ale unui strung normal sunt (fig.2):
1.batiul
2.papusa fixa care contine macanismele miscarii principale
3.arborele principal
universalul
5.suportul portcutit
6.sania longitudinala
7.sania transversala
8.caruciorul
9.papusa mobila
10.cutia lirei rotilorde schimb
11.cutia de filet si avansuri care contine partial mecanismele miscarii de avans
12.bara de legatura a manetelor de pornire-oprire
13.bara de avans
1surubul conducator
15.teava de colectare a aschiilor si lichidului de racire si motorul electric de antrenare.
Cu I s-a notat miscarea principala de aschiere pe care o executa semifabricatul, cu II miscarea de avans longitudinala executata de carucior, prin comanda manuala sau mecanica , cu III avansul transversal executat de sania transversala, mecanic sau manual, cu IV miscarea de avans manual executata prin deplasarea saniei longitudinale, cu V miscarea de apropiere a papusii mobile in vederea prinderii pieselor intre varfuri sau in vederea executarii de operatii de prelucrare cu scule montate in pinola, cu VI miscarea de avans imprimata sculelor fixate in pinola, iar cu VII deplasarea transversala a papusii mobile pentru prelucrarea pe strung a suprafetelor conice exterioare la piesele care necesita fixarea intre varfuri.
In afara partilor principale evidentiate strungul mai are o serie de organe de comanda, roti da mana, manete, butoane pentru comanda functiunii masinii.
2. Schema cinematica a unui strung normal
In fig.3 de mai jos este prezentata schema cinematica structurata a unui strung normal.Lantul cinematic principal este format din motorul sincron M, inversorul I1 si mecanismul de reglare MR1 ce realizeaza turatiile n1...nn ale axului principal. Lantul cinematic de avans, legat rigit de lantul cinematic principal este la randul sau format din inversorul I2, mecanismul de reglare MR2 care, prin intermediul cuplajului C1 transmite miscarea la surubul conducator S1 sau la axul avansurilor AA.Surubul conducator si piulita sa solidara cu caruciorul, transforma miscarea de rotatie intr-o miscare de translatie corelata cu miscarea axului principal, in vederea filetarii cu cititul. Miscarea de rotatie a axului avansurilor, prin inversorul I3, este transmisa mecanismului de reglare MR3 si de aici, prin cuplajul C2, fie la mecanismul cremaliera-roata dintata, pentru realizarea avansului longitudinal, fie surubului S2 pentru realizarea avansului transversal.
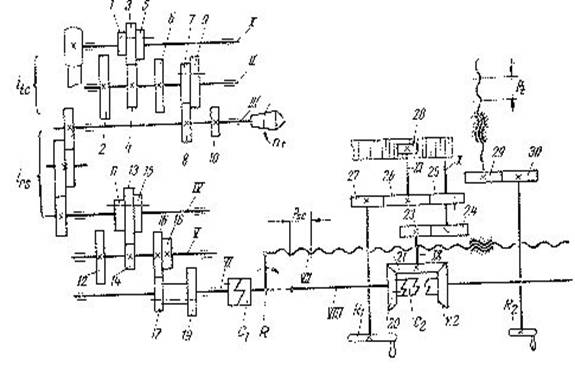
Fig.3.Schema cinematica a unui strung normal
3.Dispozitive
Prinderea cutitelor pentru operatia de strunjire se realizeaza cu dispozitive de pridere mecanica (universal, platou cu falci, intre varfuri si inima de antrenare), electromagnetic, pleumatic, hidraulic.
Prinderea sculelor se face prin fixarea si orietarea lor in port-cutit fixate prin strangere cu suruburi; cutitele profilate necesita portscule necesare.In figura 4 de mai jos sunt prezentate doua dispozitive pentru prinderea sculelor.
Fig.Dispozitive pentru prinderea sculelor
Scule utilizate la strunjire
Sculele utilizate la strunjire pe strung se numesc cutite de strung. Datorita varietatii prelucrarilor executate prin strunjire, cutitele difera in functie de constructia lor. In figura 6 de mai jos sunt prezentate forma corpului si capul cutitelor utilizate la strunjire.
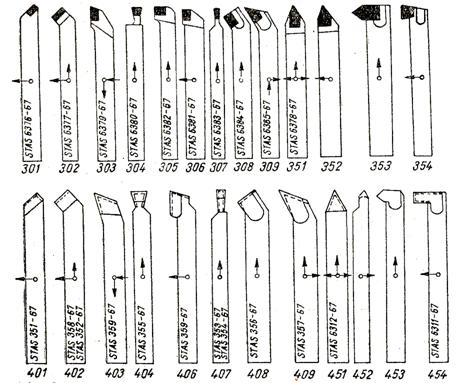
Fig.5.Forma corpului si capului cutitelor codificate conform normelor international ISO
Cutitele folosite la strunjit se clasifica:
I Dupa constructia capului:
1.cu cap drept
2.cu cap cotit
II Dupa pozitia taisului principal:
1.cutite pe stanga
2.cutite pe dreapta
III Dupa operatia la care sunt utilizate:
1.cutite drepte pt degrosare
2.cutite incovoiate pentru degrosare
3.cutite lama pentru retezat
cutite de colt
5.cutite late pentru finisare
6.cutite pentru interior
7.cutite profilate
IV Dupa modul de constructie:
1.cutite monobloc (simple)
2.cutite armate.
In figura 7 de mai jos sunt prezentate cutite de strung folosite la degrosare, finisare, finisare plana, filetare si degroasare plana.
Fig.6.Cutitele de strung
Cutitele de strung se compun din 3 parti:
1) partea activa
2) partea de fixare
3) corpul cutitului
Pentru a avea loc despartirea materialului de pe semifabricat, partea activa trebuie sa aiba o geometrie adecvata, respectiv suprafete, muchii si unghiuri.
5.Uzura si durabilitatea sculelor aschietoare
In timpul utilizarii sculelor aschietoare configuratia acestora se modifica, datorita solicitarilor la care sunt supuse de fortele de aschiere.in condiitile unui camp de temperatura ridicata. Aceste modificari au drept consecinte pierderea partiala sau totala a capacitatii de aschiere a sculei deci iesirea lor din functiune.Cauzele scoaterii din functiune a sculelor aschietoare sunt fie uzarea taisurilor aschietoare fie deterioarari sau distrugeri accidentale ale partii active.In figura 8 de mai jos sunt prezentate formele de uzura a cutitelor de strung.
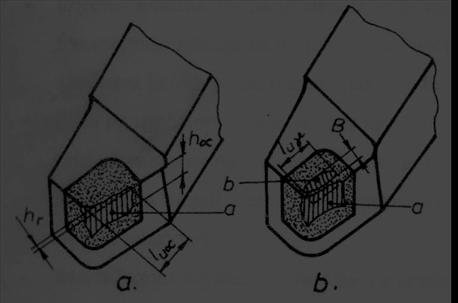
Fig.7. Forme de manifestare a uzuri sculelor
Efectele uzurii sculelor
Indiferent de tipul si destinatia lor sculele utilizate in limitele regimurilor de aschiere normale se uzeaza numai pe fata de asezare sau simultan pe fata de asezare si de degajare.
Uzura pe fata de asezare se manifesta sub forma unei tesiri de inaltime in general in lungul muchiei active a taisului aceasta inaltime este variabila, avand valoarea cea mai mare in locul de intersectie a muchiei principale cu cea secundara.
Uzura pe fata de degajare apare sub actiunea abraziva a aschilor de curgere si se manifesta sub forma unei scobituri, fiind plasata aproximativ paralel cu muchia principala de aschiere, lungimea acestei scobituri este egala cu lungimea active a taisului.In functie de viteza de aschiere cu care se lucreaza poate exista o distanta intre muchia taisului si scobitura formata de forta de degajare .
Forma sub care se manifesta uzura unei scule este influentata de natura materialului prelucrat, de marimea avansului, si a vitezei de aschiere, astfel la prelucrarea materialelor casante apare numai uzura pe fata de asezare deoarece aschiile fragmentate erodeaza fata de degajare.
Gradul de uzura al unei scule poate fi exprimata prin parametrii liniari sau de masa.
Variatia uzurii in timp poate fi reprezentata prin asa numita curba caracteristica de uzura care se obtine prin masurarea parametrilor uzurii la diferite intervale de timp.
Verificatoare utilizate la strunjire
Instrumentele de masurare, folosite la operatia de strunjire corespunzatoare cu clasa de precizie de prelucrare a piesei sunt: subler si micrometru.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 15166
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved