| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
STUDIUL ASAMBLARILOR PRIN SUDARE
In constructiile metalice se deosebesc doua procedee de sudare:
sudarea prin topire;
sudarea prin presiune.
Sudarea prin topire este procedeul de imbinare a doua sau mai multe piese prin topirea locala a acestora, cu sau fara material de adaos. Metoda se poate realiza ce gaze ( sudura oxiacetilenica ), cu arc electric, cu hidrogen atomic, si aluminotermic.
Sudarea prin presiune este metoda de sudare realizata fara adaos de material, cand materialele ce urmeaza a fi imbinate se aduc in stare plastica si apoi sunt presate prin procedee mecanice.
Sudarea constituie unul din cele mai sigure si expeditive procedee de asamblare, fiind aplicata pe larg la realizarea ansamblurilor din tabla groasa sau subtire, profile, bare, sarma etc. Raspandirea acestui procedeu de asamblare se explica si prin faptul ca pretul de cost al imbinarii este sensibil mai scazut decat cel al imbinarilor obtinute pe alte cai.
Mai departe sunt prezentate principalele procedee de sudare
sudarea manuala cu electrozi metalici inveliti;
sudarea electrica prin rezistenta, prin puncte,
sudarea manuala prin topire cu arc electric,
sudarea automata sub strat de flux,
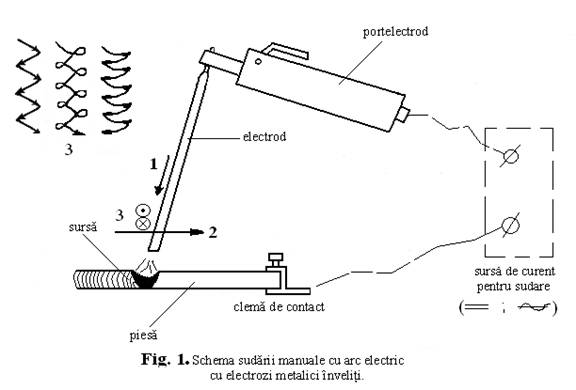
1. Sudarea manuala cu electrozi metalici inveliti reprezinta unul dintre cele mai raspandite procedee de asamblare prin sudare, datorita simplitatii sale si raspandirii utilajelor de sudare.
Electrozii metalici inveliti sunt vergele metalice, confectionate din materiale cu compozitia chimica identica sau apropiata de cea a metalului de baza ( materialul pieselor ce se sudeaza ). Vergelele metalice sunt acoperite cu un invelis alcatuit din pulberi care au rolul de a usura amorsarea si intretinerea arcului electric, precum si protectia baii de sudura impotriva oxigenului din atmosfera.
Conducerea electrodului in timpul sudarii ( Fig.1) se realizeaza prin imprimarea simultana a trei miscari
o miscare de deplasare axiala 1, pe masura ce electrodul se consuma, astfel incit lungimea arcului sa se mentina constanta ( variatiile lungimii arcului electric conduc la variatii de tensiune, variatii de intensitate si, deci, la depuneri neuniforme );
o miscare de deplasare in lungul cusaturii, 2
o miscare de deplasare transversala 3 in vederea obtinerii latimii cusaturii si depunerii uniforme a metalului ( formarii "solzilor" cusaturilor )
Imbinarile se pot obtine prin cusaturi continue, fragmentate sau prin puncte de sudura. Ansamblurile obtinute cu cusaturi continue pot rezista unor solicitari importante si au asigurata etanseitatea.
Un mare dezavantaj al sudarii cu electrozi metalici inveliti il constituie faptul ca oxigenul din spatiul inconjurator patrunde in baia de metal topit si provoaca oxidarea acesteia. Acest neajuns este deosebit de accentuat in cazul sudarii unor materiale deosebite cum sunt otelurile aliate si metalele, aliajele ne feroase. Pentru a se inlatura acest neajuns au fost puse la punct procedee de sudare la care arcul electric arde protejat de un gaz protector. Aceste procedee sunt cunoscute sub denumirea generala de sudare cu arc electric in mediul protector de gaze. Gazele folosite in acest scop sunt de obicei argonul, bioxidul de carbon sau amestecul lor.
2. Sudarea electrica prin rezistenta, prin puncte constituie unul dintre cele mai raspandite procedee de sudare in lucrarile de asamblare. Acest procedeu este folosit frecvent la imbinarea tablelor, profilului si sarmelor subtiri.
Sudarea se realizeaza prin strangerea pieselor intre doi electrozi din cupru si trimiterea in circuit a unui curent electric cu intensitate foarte mare.
Datorita rezistentei electrice de contact dintre piesele sudate, se dezvolta o mare cantitate de caldura care produce topirea locala a materialului pieselor si prin solidificarea nucleului topit astfel format se obtine un punct de sudura ( Fig.2 ).
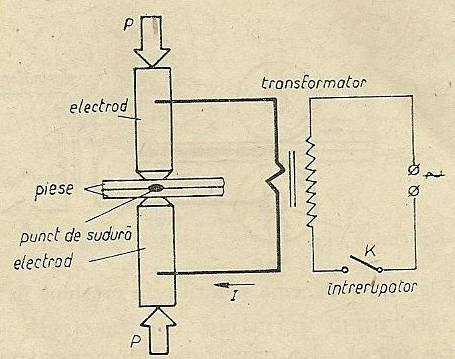
Fig.2. Schema sudarii electrice prin rezistenta, prin puncte
Sudarea prin puncte se utilizeaza pentru table subtiri pana la 10mm si se folosesc electrozi metalici fixati in clestii masinii de sudat prin puncte. Productivitatea este destul de buna, prin acest procedeu putandu-se realiza in jur de 2000 de puncte/minut.
Metoda se foloseste in general pentru sudarea platbandelor sau a profilurilor matritate si a casetelor de protectie a mecanismelor podurilor rulante.
Sudarea se executa cu ajutorul unor masini stabile sau cu dispozitive de sudat (clesti, pistolete) portative. Acestea din urma permit sudarea in pozitii dificile, ca de exemplu, direct pe piesele asamblate de dimensiuni mari cum sunt sasiurile autovehiculelor. Prin alegerea corespunzatoare a formei electrozilor si a bratelor care ii sustin, se pot realiza cele mai variate lucrari de asamblare ( Fig.3).
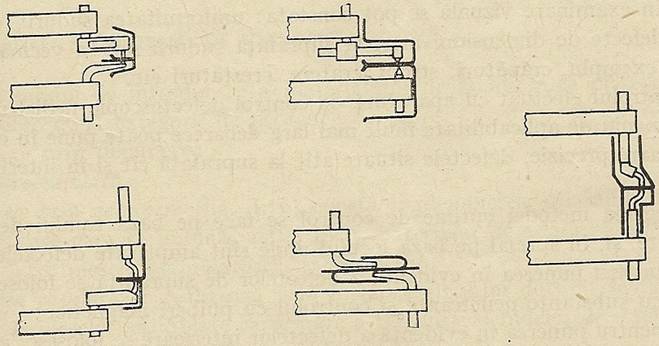
Fig.3. Exemple de realizare a diverselor imbinari sudate prin puncte
3. Sudarea manuala prin topire cu arc electric (Fig. 4)
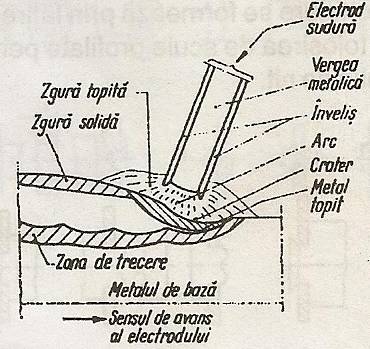
Fig.4. Sudarea cu arc electric
In acest caz, calitatea sudurii este influentata de pregatirea si de disponibilitatea sudorului. Productivitatea este scazuta. Metoda se aplica pentru toate tipurile de cusaturi, indiferent de pozitia acestora.
4. Sudarea automata sub strat de flux (Fig.5)
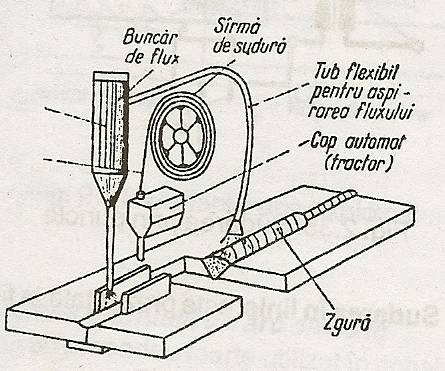
Fig.5. Sudura automata sub strat de flux
La acest tip de sudare calitatea sudarii este mult superioara sudarii manuale, consumul de energie electrica este mult redus, iar productivitatea este superioara. In cazul sudurilor scurte sau pe contururi curbate si greu accesibile se utilizeaza sudura semiautomata. Sub flux cu tub flexibil, caz in care conducerea arcului electric se face manual.
Prin acest procedeu de sudare se realizeaza cusaturi drepte, de lungime relativ mare, sau cusaturi circulare, orizontale, putin inclinate.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3306
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved