| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
STUDIUL GENERAL DESPRE PRESE DE MIC GABARIT
Presele hidraulice sunt masini cu larga utilizare la prelucrarea metalelor prin
deformare plastica atat la rece cat si la cald. Raspandirea lor se datoreste
avantajelor pe care le au. Presele
hidraulice se caracterizeaza prin aceea ca asigura deformarea materialului la
viteze de lucru relativ constante, chiar daca fortele au variatie mare. In
consecinta, in conditiile unor viteze de lucru mici, se poate aprecia ca
procesul de prelucrare pe aceste masini se realizeaza prin redristribuirea
materialului semifabricatului sub actiunea unor forte aplicate static. Presele hidraulice
dezvolta forte mari (pina 1000 MN si mai mult). Cursa de lucru poate fi
realizata in orice pozitie a organului de lucru. Totodata pot asigura un domeniu de viteze destul de larg (10-15102
mm/s) precum si posibilitatea reglarii
acestui parametru. Nu necesita fundatii
speciale, intrucat au mersul linistit. Forta de presare si viteza prescrisa
pot fi atinse fara dificultate in timp scurt. Presele
hidraulice beneficiaza de asemenea de toate avantajele sistemelor hidraulice si
in primul rand de siguranta in exploatare, conditii de mecanizare si
automatizare optima, simplitate constructiva si dimensiuni de gabarit mai
reduse in conditiile acelorasi caracteristici tehnice, etc. Dar
prezinta si unele dezavantaje ca: -au
pret de cost ridicat (2030%) fata de alte masini, care realizeaza operatii
similare -au
constructie complicata a actionarii -nu
pot fi utilizate la operatii de deformare a pieselor care necesita viteze mari
de lucru (>0,50m/s) -
in unele cazuri au instalatii auxiliare voluminoase. Presele
hidraulice de mic gabarit sunt utilaje de presare cu posibilitati tehnologicevariate
avandin vedere forta de presare mare pe care o poate dezvolta in timpul
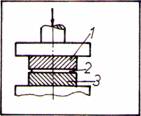
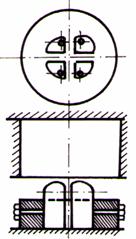
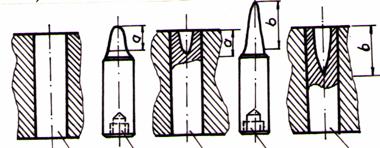
procesului de lucru. Presale
hidraulice cu gabarit redus sunt realizate in doua variante constructive asa
cum se vede in fig.1 a.Cu pretensionare la
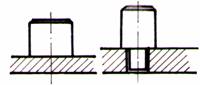
asamblare b.Cu pretensionare dupa asamblare Elementele
lor principale: 1.-traverse
semicilindrice 2.-montanti 3.-bandajul
de pretensionare 4.-cilindru
hidraulic 5.-placa
calibrata  Deosebitea dintre cele doua prese
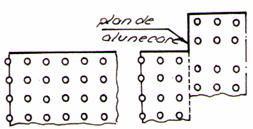
consta in modul in care se realizeaza pretensionarea. In fig.. .b se prezinta un tip de presa la care bandajul este
executat din banda, tot in multe straturi, care la infatisare
este foarte slab tensionata, a.i. intre traverse si montanti ramane un joc.
Rigidizarea elementelor presei se realizeaza ulterior prin aplicarea unei forte
mai mari decit cea nominala a presei si introducerea in spatiul creat intre
traverse si montanti a unor placi colibre. Grosimea acestor placi este aleasa
in asa fel incat prin aplicarea ulterioara a fortei nominale a presei,
legaturaintre montant si traversa sa se mentina fara joc. Bandajul
este executat din benzi (1,5 6mm)cu o rezistenta (
Deosebitea dintre cele doua prese
consta in modul in care se realizeaza pretensionarea. In fig.. .b se prezinta un tip de presa la care bandajul este
executat din banda, tot in multe straturi, care la infatisare
este foarte slab tensionata, a.i. intre traverse si montanti ramane un joc.
Rigidizarea elementelor presei se realizeaza ulterior prin aplicarea unei forte
mai mari decit cea nominala a presei si introducerea in spatiul creat intre
traverse si montanti a unor placi colibre. Grosimea acestor placi este aleasa
in asa fel incat prin aplicarea ulterioara a fortei nominale a presei,
legaturaintre montant si traversa sa se mentina fara joc. Bandajul
este executat din benzi (1,5 6mm)cu o rezistenta (![]() =
200300daN/mm ), iar coloanele si traversele din otel turnat cu limita de
curgere (
=
200300daN/mm ), iar coloanele si traversele din otel turnat cu limita de
curgere (![]() 30.50daN/mm
). Asemenea prese pot
dezvolta forta de presare pana la
350 MN , si chiar mai mult.In acest scop in cilindrii preselor se dezvolta
presiuni de la 800-1000daN/cm .* Presele
din varianta prezentata in fig.1a au dezavantajul ca dupa infasurarea
bandajului nu pot fi demontate, ceea ce
la dimensiuni mari ridica probleme de transport, tot ca un dezavantaj ar fi si
faptul ca pentru infasurarea si pretensionarea bandajului este necesara o
instalatie speciala foarte complicata din punct de vedere constructiv. Aceste dezavantaje lipsesc
la varianta 1.b. Deci presele hidraulice de mic
gabarit sunt masini cu botiul pretensionat prin infasurare cu sarma sau banda
din otel cu rezistenta ridicata. Insa
literatuta de specialitate este insa saraca in privinta calculului acestor
prese.In majoritatea cazurilor se introduc simplificatoare sau nu se tin cont de
unii factori importanti, ca de exp. frecarea intre fire sau frecarea intre
acestea si piesele presei. De asemenea in unele lucrari se fac aprecieri ca
toate straturile trebuiesc tensionate uniform si ca traversele sunt absolut
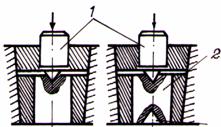
rigide, etc. In
fig.2 este reprezentata o diagrama experimentala din care rezulta ca pe
straturi forta rezultata este diferita.pretensionarea diferita este facuta
avand in vedere faptul ca in exploatare aplicarea fortei Fn, straturile nu sunt
incarcate uniform, cele din interior fiind mai puternic solicitate decat cele
exterioare.In ipoteza de calcul prezentata se tine cont de modul de realizare a
infasurarii Astfel
in straturile A si F tensiunea este redusa,
iar in celelalte conform fig.2. Tensiunea in
banda se realizeaza la infa- -surare, cu un dispozitiv adecvat,
care permite
cunoasterea marimii acesteia. Tensiunile pe straturi, insumate
realizeaza o forta rezultata de pretensionare Fs conform fig.3. Fig.3
30.50daN/mm
). Asemenea prese pot
dezvolta forta de presare pana la
350 MN , si chiar mai mult.In acest scop in cilindrii preselor se dezvolta
presiuni de la 800-1000daN/cm .* Presele
din varianta prezentata in fig.1a au dezavantajul ca dupa infasurarea
bandajului nu pot fi demontate, ceea ce
la dimensiuni mari ridica probleme de transport, tot ca un dezavantaj ar fi si
faptul ca pentru infasurarea si pretensionarea bandajului este necesara o
instalatie speciala foarte complicata din punct de vedere constructiv. Aceste dezavantaje lipsesc
la varianta 1.b. Deci presele hidraulice de mic
gabarit sunt masini cu botiul pretensionat prin infasurare cu sarma sau banda
din otel cu rezistenta ridicata. Insa
literatuta de specialitate este insa saraca in privinta calculului acestor
prese.In majoritatea cazurilor se introduc simplificatoare sau nu se tin cont de
unii factori importanti, ca de exp. frecarea intre fire sau frecarea intre
acestea si piesele presei. De asemenea in unele lucrari se fac aprecieri ca
toate straturile trebuiesc tensionate uniform si ca traversele sunt absolut
rigide, etc. In
fig.2 este reprezentata o diagrama experimentala din care rezulta ca pe
straturi forta rezultata este diferita.pretensionarea diferita este facuta
avand in vedere faptul ca in exploatare aplicarea fortei Fn, straturile nu sunt
incarcate uniform, cele din interior fiind mai puternic solicitate decat cele
exterioare.In ipoteza de calcul prezentata se tine cont de modul de realizare a
infasurarii Astfel
in straturile A si F tensiunea este redusa,
iar in celelalte conform fig.2. Tensiunea in
banda se realizeaza la infa- -surare, cu un dispozitiv adecvat,
care permite
cunoasterea marimii acesteia. Tensiunile pe straturi, insumate
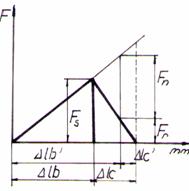
realizeaza o forta rezultata de pretensionare Fs conform fig.3. Fig.3 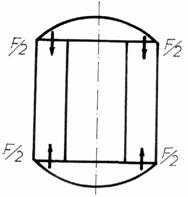 . Forta Fs va
produce deformatii elastice de intindere Δlc, in fascicolul de benzi si de
compresiune Dlc, in cadru. Acest
lucru este prezent in fig.4. Fs=φFn (1.11) Fs-forta de pretensionsre φ-
coeficient de pretensionareφ=1,11,3
. Forta Fs va
produce deformatii elastice de intindere Δlc, in fascicolul de benzi si de
compresiune Dlc, in cadru. Acest
lucru este prezent in fig.4. Fs=φFn (1.11) Fs-forta de pretensionsre φ-
coeficient de pretensionareφ=1,11,3
Fn-forta nominala a presei hidraulice
Valorile deformatiilor se calculeaza cu expresiile
Fs
Δlb=―
In care cu l, S siE s-au notat lungimea, sectiunea respectiv modul de plasticitate al materialului (b banda, c cadru). Pentru trasarea cu precizie mai buna a diagramei de pretensionare, deformatiile mentionate se pot calcula cu metoda elementului finit. La aplicarea fortei nomonale Fnpe presa, din diagrama rezulta deformatiile elastice Δlb si Δlc existente in cadru si banda si care arata ca presa ramane cu forta Fr evident la o valoare inferioara Fs. In cele de mai sus s-a constatat fascicolul de benzi ca fiindcompact si actionand similar unor tiranti de pretensionare cu forta rezultanta Fs. Straturile A si B din diagrama slab tensionat, serveste la mentinerea straturilor puternic tensionate in aceasta stare. Aici infasurarea se face cu tensiune redusa, iar mentinerea lor in starea respectiva se face prin frecare intre fire. Numarul de fire se calculeaza pornind de la relatia lui Euler. In acest caz se aplica principiul din fig 5. de unde rezulta ca:
La calculul fortelor N1 se porneste invers si anume de la forta maxima de tensionare corespunzatoare respectiv straturile B si E iar tensionarea infatisarii straturilor se face pana cand N1 este foarte mic. Straturile de benzi netensionate realizeaza fixarea capetelor benzii numai prin frecare, fara a mai fi necesara fixarea lor sub tensiune. Numarul de fire in straturile tensionate se calculeaza pentru a realiza in aceasta o tensiune admisibila astfel incat la incarcarea presei la forta Fn, adaugand un plustensiune, firul sa se afle in domeniul elastic de deformare. Prin adaptarea noii constructii aceste nou tip de prese acopera o gama tot mai larga de utilizari practice, permitand pe o parte inlocuirea unor utilaje de constructie clasica si pe de alta parte obtinerea si mai usoara si mai ieftina de produse de performanta, de calitate ridicata , nerealzabile sau greu realizabile cu utilaje clasice. Domeniile in care s-au impus pana in prezent noile constructii sunt urmatoarele: 1. Matritarea pe piese din oteluri inalt aliate, cu configuratii simple si foarte complicate, etc. 2. Ambutisari obisnuitesi de adancime a unor piese inalt aliate. 3. Procedeu de obtinere a unor piese si profile din otel si alte materiale prin extruziune hidrostatica si izostatica. 4. Obtinerea de diamante sintetice si produse ceramice. 5. Fabricatia produselor de pulberi metalice si ceramice. 6. Deformarea plastica a metalelor din care se mentioneaza: - formarea placilor de tot felul pentru vase de revolutie sub presiune - formarea placilor mari si groase pentru constructii navale - formarea de inele intregi sau parti de inele - formarea de elemente pentru constructii aeronautice si speciale - indoiri si indreptari de orice natura - presarea la rece a sculelor - calibre - formarea foilor de tabla subtire. Avand in vedere fortele mari pe care le dezvolta cat si dimensiunile foarte mici in comparatie cutipurile similare de prese se cuprind urmatoarele avantaje: - economi importante de metel, fiind mai usoare de 5-10 ori fata de alte tipuri de prese hidraulice - prin dimensiunile reduse conduce la hale industriale mici reducand astfel consumul de materii prime si maetriale - functionare silentioasa de asemeni fundatii de dimensiuni mici - prt de cost in general mai redus - obtinerea unor piese complicate si cu precizie mare in executie Dezavantaje:
- cadente mai mici decat a unor prese similare
- in timpul functionarii admit excentritati mici
- folosesc oteluri inalt aliate la realizarea principalelor organe ale presei si o instalatie speciala de pretensionare - lucreaza cu presiuni de lucu foarte mari, peste 1000 daN/cm², ceea ce impune masuri de protectia muncii mai deosebite. Presele hidraulice de mic gabarit sunt functie de pozitia cilindrului de lucru verticale sau orizontale. Din analiza mai multor prese rezulta ca raportul dintre grutatea preselor si forta nominala a lor variaza intre limitele 0,003 la 0,095 la presele pretensionate, pe cand la cele cu coloane clasice este de 0,05..1, iar la cele cu batiu in forma de rama 0,030,04. Se aprecieaza ca acest tip de prese, urmare a analizei posibilitatilor tehnologice, a avantajelor si dezavantajelor prezentate, constitue o directie noua in constructia de prese, cu largi posibilitati de dezvoltare.
3. STUDIUL TEHNOLOGIEI IMPRIMARII LA RECE
1. INTRODUCERE
Pentru a prelucra mai economic o mare varietate de piese, s-a studiat in permanenta metodele de reducere al pretului de cost al sculelor si obtinerea unor economi importante in legatura cu sculele necesare pentru prelucrare la cald. Matrtele destinate prelucrarii la cald pot fi fabricate prin mai multe metode dintre care cele mai frecvent utilizate la executia gravurii sunt:
executie prin aschiere pe masini universale si masini de copiat
executia prin electroziune
executia prin prelucrare electrochimica
executia prin imprimare la rece sau la cald Pentru dezvoltarea modului de fabricare a sculelor este caracteristic ca in masura crescandalocul prelucrarilor aschietoare a profilului sculelor este luata de prelucrari neaschietoar.In special la fabricarea sculelor pentru productia de masa a pieselor de forma, pentru care necesita o cantitate mare de scule identice, si-a dovedit utilitatea imprimarea sau stamparea formei. Acest procedeu care se poate aplica atat la fabricarea poansoanelor de refulare cat si a cavitatii matritelor, si la care imprimarea formelor in scule se realizeaza fie la cald, fie la rece, are nu numai avantaje economice, deoarece in acest mod se economiseste o mare parte a prelucrarilor mecanice pe scula, dar i se si atribuie avantaje de natura tehnica, deoarece sculele formate neaschietor cu un parcurs al fibrei mai avantajos, o structura mai densa fata de acelea prelucrat prin aschiere. Dupa acest procedeu pot fi realizate si forme de scule mai complicate mai ales ca in multe cazuri poansonul de imprimare poate fi confectionat mai usor decat profilul, respectiv gravura din poansoane sau matrite. Poansonul pentru presat la rece se executa pe masini de frezat prin copiere cu profil corespunzator imprimarii necesare. Un asemenea poanson poate sa fie executat aproape intotdeauna mai ieftin, mai precis, si cu o finisare a suprsfetelor mai buna decat o cavitate prelucrata prin aschiere. Rezulta de altfel, ca atunci cand se prelucreaza o serie de cavitati cu un singur poanson, eletoate sunt perfect identice, in timp ce la imprimari repetate prin frezare sau gravare, mici variatiiale dimensiunilor sunt inevitabile. Din punct de vedere economic ne intereseaza mai mult imprimarea la rece pentru avantajele deosebite pe care le ofera si anume: - tehnologie simpla
- productivitate deosebita
- pierderi de material minime
- precizia dimensionala mare
- calitate excelenta a suprafetei gravurii
- duritate sporita a matritelor ca urmare a calitatii asupra fetelor active si a continuitatii fibrajului. Dezavantajele: - aparitia ecruisarii materialului
- este limitata adancimea realizabila a cavitatii
- sculele cu suprafata mare nu pot fi confectionate aconomic, deoarece matrtarea la rece cere forte de procesare foarte mari
- procedeul nu permite retezari la forme cave
- este greu de a produce forme cave cu pereti precis paraleli, mai ales de aceea ca tratamentul termic ce urmeaza duce la schimbarea mica a dimensiunilor
- se utilizeaza oteluri reletiv scumpe
Insa toate avantajele prezentate au determinat axtinderea metodei la executia unor scule ca: matrite pentru piese forjate pe ciocane, prese sau AMP-uri, matrite pentru turnare sub presiune, matrite pentru imprimarea in relief, etc. Metoda se poate extinde si in alte domenii, limitarea iei fiind determinata mai ales de capacitatea de ecruisare a materialului in timpul imprimarii, de forma si marimea gravurii, de capacitate de incarcare a poansonului si de puterea utilajului avut la dispozitie.
2. DEFINITIE CLASIFICARE
Imprimarea, alaturi de laminare, deformare in
matrita si extrudare, face parte din grupa de procedee de modificare a formei
sub presiune. Aceasta este definita ca
fiind procedeul de modificare a formei co o scula care patrunde local intr-un semifabricat.
Imprimarea cu miscarea liniara este procedeul de imprimare cu o
scula care executa o miscare liniara, perpendiculara sau aproape perpendiculara
pe suprsfata piesei.  Imprimarea cu miscare liniara fara
alunecare este imprimarea definita anterior, dar la care sculabnu are o
miscare relativa de alunecare fata de piesa.
Imprimarea cu miscare liniara fara
alunecare este imprimarea definita anterior, dar la care sculabnu are o
miscare relativa de alunecare fata de piesa.
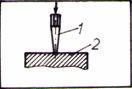
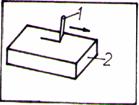
Cherneruirea (punctarea) este imprimarea unei scule de forma unei scule ascutite (punctator) in suprafata unui semifabricat.
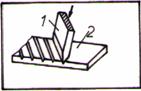
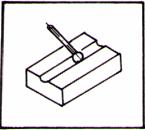
Strierea (crestarea) este imprimarea unei scule de forma unei pene in suprafata semifabricatului.
Imprimarea in relief, este imprimarea unei scule prevazuta cu rondele, in suprafata unui semifabricat.
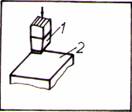
Adancirea, este imprimarea unei scule de un anumit profil, intr-un semifabricat, pentru a produce o cavitate interioara, cu profilul respectiv.
Mandrinarea, este imprimarea unui poanson rotunjit intr-un semifabricat, pentru producerea unei cavitati. Prin mandrinare din doua parti se produce o gaura patrunsa, aproape fara resturi de material.
Mandrinarea tubulara, este imprimare unui poanson gol, rotunjit, intr-un semifabricat pentru producerea unei gauri patrunse.
Crestarea, este imprimarea unei scule cu crestaturi pe suprafata activa, in suprafata unui semifabricat subtire.
Trasarea, este imprimarea unei scule ascutite sub forma de pana, intr-un semifabricat, printr-o miscare relativa fata de suprafata semifabricatului.
Netezirea (cu miscare liniara, cu alunecare) este imprimarea unei scule rotunjite, lustruite, intr-un semifabricat, pentu micsorarea rugozitatii suprafetei, printr-o miscare liniara a sculei.
Imprimarea cu miscare rotativa, este imprimarea cu ajutorul unei scule care se rotestefata de suprafata semifabricatului.
Imprimarea cu miscsre rotativa fara alunecare, este imprimarea cu miscarea de rotatie a sculei, dar la care in timpul miscarii nu are si o miscare de alunecare fata de semifabricat. Imprimarea prin laminare, este imprimarea unei scule ce prezinta diferite forme in relief in suprafata unui semifabricat.
Zimtarea, este imprimarea unei scule prevazute cu zimti, scula care se roteste pe suprefata piesei.
Moletarea, este imprimarea unei scule prevazuta cu malete, prin rotirea ei pe suprafata unui semifabricat.
Rularea, este imprimarea unui filet intr-un semifabricat.
Netezirea, este imprimarea unei scule rotunde, lustruite, intr-un semifabricat, pentru a-i micsora rugozitatea.
3 PROCESE TEHNOLOGICE DE IMPRIMARE LA RECE A GRAVURILOR DE MATRITE
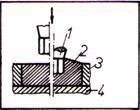
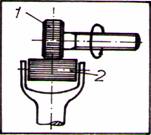
a. imprimarea in locas conic se foloseste la imprimarea matritelor de dimensiuni mari si cu fabricareunica a gravurii. Conicitatea inel-matrita trebuie sa aiba 3-5 pentru a asigura o extragere usoara a matritei dupa imprimare.
1. poanson
2. carcasa
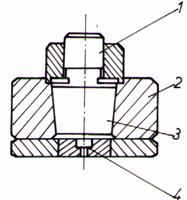 3. semifabricat
3. semifabricat
4. inel de sustinere
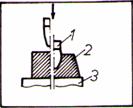
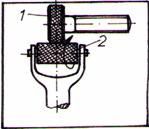
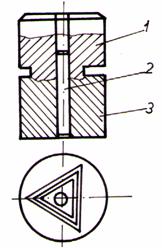
b. imprimarea in matrita dreptunghiulara ( fig 2.2) se foloseste la imprimarea matritelor de forma dreptunghiulara,cu raportul dimensiunilor Ue>1,5. Conicitatea carcasei este 5-8 . In figura este aratata imprimarea unei matrite cu multe forme, cu un singur poanson.
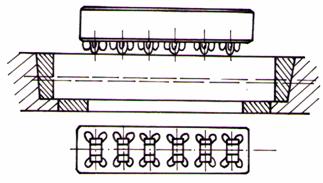
Fig.2.2. Imprimarea in matrita dreptunghiulara cu mai multe locasuri identice
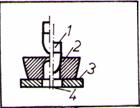
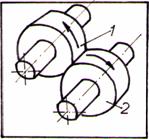
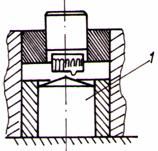
c. imprimarea matritelor care au elemente cu axa inlinata, de tip roti dintate ( fig2.3). Poansonul, in procesul de imprimare, se roteste, concomitent cu inaintarea in semifsbricat, cu un unghi oarecare. Partea de lucru a poansonului are forma de roata dintata, cu dimensionarea necesara in functie de ungiul de inclinare a danturii.
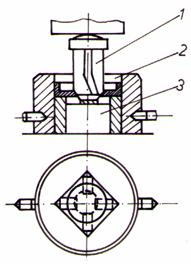 1.
poanson
1.
poanson
2. sistem de ghidare
3.
matrita
Fig 2.3. Imprimarea locasurilor de roti dintate.
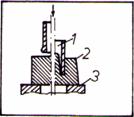
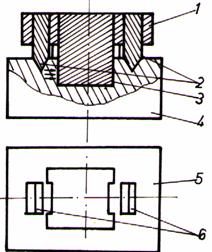
Blocul matritei este format din carcasa si inelul de ghidare, in care sunt prevazute patru deschideri pentru bolturile de ghidare demontabile, coloanele efectuate in partea din spate a poansonului si bolturile de ghidare care intra in aceste console asigura deplasarea poansonului in matrita pe linie elicoidala. In acest fel unghiul de rotire a poansonului corespunde unghiului necesar de inclinare a dintilor in matrita. d. Imprimarea bilaterala a formelor. ( fig 2.4). Prin acest procedeu se asigura cooxialitatea, concentricitatea si corectitudinea amplasarii gravurilor, respectiv a matritelor de presare.
1. poanson
2. poanson
3 sablon
4.semifabricat
e. Imprimarea concomitenta a mai multor forme intr-o matrita. (fig 2.5). Acset procedeu se utilizeaza la matrite pentru injectat mase plastice, imprimandu-se intr-un semifabricat mai multe poansoane centrate cu un inel de ghidare.
f. Imprimarea succesiva a grosimii matritei in ambele capete ale semifabricatului. (fig 2.6). Acest procedeu se realizeaza cu ajutorul unor garnituri calite. Dupa imrimarea unei gravuri cu poansonul 1, semifabricatul se rastoarna si in scopul feririi gravurii de degradare, se monteaza in aceasta o garnitura calita, apoi se executa imprimarea a doua.
 1.
poanson
1.
poanson
2. semifabricat
3. garnitura calita
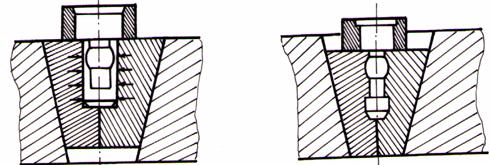
g. Imprimarea semifabricatelor bilateral refulate (fig 2.7). Aici se folosesc dispozitive csre dau posibilittea ca printr-o singura cursa a presei sa se obtina concomitent, pe capetele semifabricatului refulat, doua amprente de lucru egale cu adancimea. Prin aceasta metoda se pot obtine matrite pentru modificarea capetelor haxagonale ale suruburilor obtinerea concomitenta a suruburilor cu lant drept si incrucisat, pentru matritarea bilelor, etc.
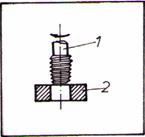
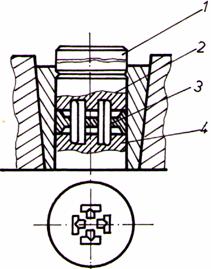
h. Imprimarea matritelor cu poanson montabil (fig 2.8). Poansonul are forma conica cu oarecare adancime pe sectiune mica. Pentru marirea rezistentei sculei se folosesc poansoane montabile.
 1.
semifabricat
1.
semifabricat
2.poanson
3. capac calit cu filet
4. impingator
5.
inel de strangere
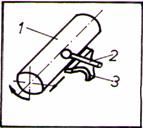
i. Imprimarea cu poanson cu tija filetata ( fig 2.9). Procedeul poate fi aplicat la imprimarea formei cu raport mare intre adancime si diametru. Inaintea imprimarii pe poansonul 3 se insurubeaza o piulita cilindrica 2 de ghidare si in aceasta se isurubeaza un prezon calit 1. Scoaterea poansonului din semifabricat (4) se realizeaza cu ajutorul boltului 5 si scoabei 6.
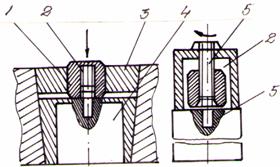
Fig 2.9. Imprimareacu poanson cu tij[ filetata.
j. Imprimarea gravurii in semifabricat cu gaura continua (fig 3.0). Poansonul patrunde in semifabricat si metalul nu mai are posibilitatea sa corga in orificiu, deoarece pe masura introducerii in semifabricat, capatul lui impiedica curgerea metalului. In acest mod se permite obtinerea, cu eforturi mici de imprimare, a matritelor de cavitate inalta.
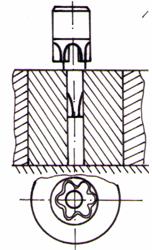
Fig.3.0. Imprimarea cu gaura continua. k. Imprimarea prin folosirea prezonului de ghidare (fig.3.1). procedeul se foloseste in scopul respectarii stricte a coaxilitatii matritei obtinute si a orificiului tehnologic strunjit in prealabil. Poansonul 1 si semifabricatul 3 sunt imbinate prin prezonul 2, dupa care se realizeza imprimarea.
l. Imprimarea in semifabricat cu partea de lucru in forma conica (fig.3.2). In cazul suprafetelor sferice, marci, gravuri, etc., este recomandata utilizarea semifabricatelor cu suprafata de lucru conica, deoarece aceasta asigura un relief cu forma corespunzatoare cu consum minim de eforturi.
m. Imprimarea cu ajutorul penelor auxiliare (fig.3.3)
Pentru formare a reliefurilor laterale in matrita 5, se imprima forme auxiliare 6.Pentru aceasta, in semifabricatul 4 se executa imprimarea cu poansonul de baza 3 si cu poansoane suplimentare sub forma de perie 2, fixate si centrate in poansonul 1.
n. Imprimarea pe operatii a gravurilor asimetrice din matrite (fig 3.4). Imprimarea formei complete a matritei 5 intr-o singura operatie este imposibila din cauza deteriorarii poansoanului 4. Astfel imprimarea se realizeaza in doua operatii succesive, prin presarea cu doua poansoane. Imprimarea se realizeaza in matrita inchisa, cu stricta centrare a poansoanului.
o. Imprimarea gravurii intr-un semifabricat dreptunghiular in trepte (fig 3.5). Se foloseste poansonul in trepte 1 si semifabricatul in trepte 2, ceea ce duce la cresterea considerabila a inaltimii poansoanului fata de inaltimea partii active si reducerea efortului de presare.
p. Imprimarea matritelor prin metoda degrosarii complete a semifabricatului (fig 3.6).Obtinerea unor reliefe adanci prin degrosare completa este recomandata atunci cand adancimea reliefului in matrita este de cateva ori mi mare decat sectiunea transversala. Poansoanul 1 se introduce in semifabricatul 2, care se afla in bucsa de ghidare 3, centrata de carcasa4.
4.STAREA DE TENSIUNE Fortele aplicate asupra unui corp metalic produc deformarea acestuia.Aceasta deformatie poate sa fie elastica, daca se anuleaza la disparitia fortelor de deformare, sau plastica (remanenta) daca se mentine dupa incetarea actiunii fortelor.In procesul deformarii corpului deformatia elastica coexista laolalta cu cea plastica. In procesul deformarii actiunea fortelor de deformare sunt aplicate prin intermediul sculelor de lucru.In corp se acumuleza o cantitate de energie potentiala care produce la inceput un efect de tensionare a retelei cristaline urmata de deformarea acesteia,cu deplasarea atomilor dintr-o pozitie de echilibru stabila in pozitii intermediare. Fortele de coeziune ale materialului corpului constituie rezistente la actiunea fortelor de deformare si tind sa reduca atomii deplasati in pozitii initiale, corespunzatoare unei energii potentiale minime.Deformatia plastica se realizeaza prin deplasarea atomilor pe distante mult mai mari decat distanta dintre doi atomi vecini din reteaua cristalina. Deformarea plastica la rece a metalelor se poate realiza prin alunecare si prin maclare. Deformatia prin alunecare reprezinta modul principal de deformare a metelelor si consta in deplasarea relativa de alunecare a unei parti din cristal in raport cu alta de-a lungul unor plane cristalografice, numite plane de alunecare.Aceste plane sunt caracterizate de o densitate maxima de atomi.Alunecarea se produce atunci cand eforturile tangentiale pe plane de alunecare ating o valoare critica. Cercetarile au aratat ca de fapt alunecarea se produce simultan pe mai multe plane sau benzi de alunecare.
Deformarea prin maclare consta in rotirea cu un unghi α a unei parti din cristal in raport cu cealalta, fata de un plan, numit plan de maclare.
Maclarea se produce in cazul solicitarilor prin soc si insoteste deformarea prin alunecare, influentand procesul de deformare in ansamblu. Starea de eforturi unitare si de deformare se poate studia aplicand metoda liniilor de alunecare, metoda des utilizata in cazul unor probleme plane de tensiune. Primul care a descris patrunderea unui poanson rigid intr-un semifrabicat a fost Prandtl. S-a presupus ca procesul se va desfasura in conditiile starii de deformatie plana si fara frecare.
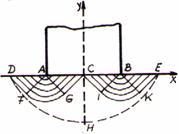
Linia CGFD desparte zona plastica ce se formeaza in partea stanga de zona in care materialului ramane rigid. Din conditiile: σy = τxy =0 intre punctele A si D τxy=o intre punctele A si C rezulta (conform teoriei liniilor de alunecare) ca grupa primelor linii de alunecare este constituita din drepte in zonele ADF si ACG, care taie axa X la 45.Rezulta ca in ambele cazuri este vorba de zone ale starilor de tensiune constante.Tranzactia intre ambele regiuni de stare de tensiune formeaza un evantaai centrat din primele linii de alunecare cu centrul A. Pe langa aceasta solutie mai exista si alte posibilitati de distributie a tensiunilor.Toate solutiile dau conform teoriei liniilor de alunecare cu σy= -(2+ π)k, aceeasi valoare pentru tensiunea de compresiune pe care o exercita ponsonul uns,in timpul inceperii curgerii plastice. Dupa HILL se poate atasa campului de tensiune descris un camp de viteze, care indeplineste toate conditile marginale. Daca se considera viteza poansonului Vy= -1 (egala cu unitatea) in lungul dreptei AC, atunci egalitatea Geiringer va da urmatoarele indicatii despre distributia de viteze: - in intreaga zona plastica dispare componenta vitezei in prima directie de alunecare - liniile de curent ale curgerii plastice sunt liniile de alunecare || cu CGFD, careeste si ea 0 adoua linie de alunecare
- zona ACG se misca asemanator unui corp rigid cu viteza v=rad 2, in directia lui CG. - in zona evantaiului centrat, viteza are valoarea constanta RADICAL, de-a lungul fiecarei linii de alunecare circulare din aceasta zona. O discutie detaliata a distributiei tensiunilor ale campului de vitezeatat descrise dupa HILL, se gaseste la Prager Hodge.
In cadrul acestor considerente acolo este aratata urmatoarea situatie: faptul ca curgerea plastica conform campului de viteza este limita la regiunea deasupra DFGCIKE, nu inseamna ca materialul sub aceasta linie se afla in regiunea de tensiuni elastica, ir deasupra acestuia se afla in regiunea de plastica tensiuni. Mai curand trebuie presupus ca limita elastica-plastica are forma curbei trasate cu linii intrerupte; adica materialul intre ambele linii in timpul curgerii elastice incipiente ramane in repaus, cu toate ca el se afla sub tensiuni la limita de curgere.
Ecruisarea
In timpul prelucrarii metalelor prin deformare plastica la rece apar o serie de modificari ale proprietatilor fizico-mecanice. Astfel cu cresterea gradului de deformare cresc proprietatile de rezistenta, limita de curgere, rupere, etc. Duritatea creste de asemenea cu cresterea gradului de deformare realizat. Proprietatile plastice sufera in aceste conditii o scadere Modificarile care se produc in urma deformarii plastice a corpului poarta denumirea de ecruisare. Avand in vedere modificarile esentiale ale rezistentei materialelor in urma procesului deformarii plastice la rece, fenomenul de ecruisare se studiaza cu ajutorul unor relatii si curbe de ecruisare, intocmite pe baza incercarilor mecnice (intidere, compresiune, torsiune, indoire,etc) prin masuri cu precizie ridicata a efortului unitar real de curgere si a deformatiei corespunzatoare in conditiile unui proces continu de deformare.
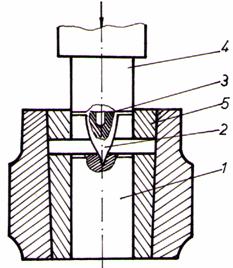
5. PRINCIPIUL PROCEDEULUI
Un poanson special, a carui forma reda exact profilul negativ al matritei, prin aplicarea unei presiuni progresive si a unei viteze constante, se apasa intr-un semifabricat, pana la imprimarea formei acestuia. Principiul rocedeului este redat de fig.4.0.
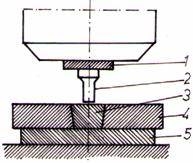
1-placa de presiune
2-poanson
3-matrita
4-inel de sustinere
5-placa
de presiune
Fig .4,0
Imprimarea la rece poate fi realizata cu un poanson fixata intr-un inel de sustinere (sau un cadru de sustinere)sau prin imprimarea adanca libera. Imprimarea libera este aplicata cu succes in cazul gravurilor plate. Imprimarea cu inel de sustinere cere forte de deformare mai mari, decat imprimarea adancal libera, totusi ea permite realizarea adancimilor de matritare mai mari si o precizie dimensionala mai ridicara. Se utilizeaza un dispozitiv special fig.4.1 a carui parte superioara serveste la conducerea poansoanului de imprimare iar partea inferioara poseda un inel de centrare conic, schimbabil, corespunnzator pentru diferite diametre ale sculei.
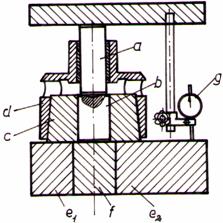 a-poanson de imprimare
a-poanson de imprimare
b-scula de refulare
c-inel de centrare
d-clopot de conducere
e1,e2- suporti rigizi
f- piesea intermediara detasabila
g-comparator
Fig 4.1
Acest dispozitiv poate fi prevazut si cu conducere prin coloana pentru a asigura o pozitie precisa, centrala a sculelor si pentru a evitarasturnarea peste muchie in timpul lucrului a poansonului de imprimare.
Diametrul interior al piesei intermediare este ceva mai mic decat diametrul final al sculelor, pentru a compensa arcuirea lor dupa scoaterea din dispozitivul de imprimare. Aceasta cota in minus se orienteaza dupa dezlocuirea de material in timpul imprimarii. Ea este de cca. 0.05mm la profile mai mici si de pana la 0.2mm in cazul profilelor mai mari. Inspre partea superioaraalezajul este largit intr-o suprafta de tragere, iar in jos are forma usor conica. Pentru observarea procesului de imprimare sunt prevazute gauri. S-a dovedit util in afara cde aceasta sa se utilizeze un comparator fixa pe dispozitivul de imprimare, care va permite o determinare exacta a adancimii de imprimare. Atat poansonul cat si matrita nu vin in contact cu masa si berbecul presei, ci se sprijina pe placi de presiune capabile sa preia presiuni specifice foarte mari.
6. IMPRIMAREA
In cazul operatiei de imprimare la rece poansoanul este presat lent in semifabricatul de otel recopt, iar cavitatea se formeaza prin dezlocuirea materialului. Materialul matritei se comporta la impeimare, presupunand un graunte suficient de fin, ca un corp omogen. Deformata se produce sub o compresiune de impingere foarte ridicata. Uneori este posibil a avea o deplasare a cristalelor si a curgeriiin cursul imprimarii. Observand deformarea intr-o matrita inzestrata cu o retea in mm pentru adancimea amprentei de 15, 17, 24 si 32 mm, de la inceput se creeaza in zona din varful profilat al poansoanului o zona de deformare limitata, in timp ce materialul se refulat se scurge in sus. La o adancime a imprimarii de aproximativ 15-16 mm, fulajul materialului se opune din ce in ce mai mult poansoanului.
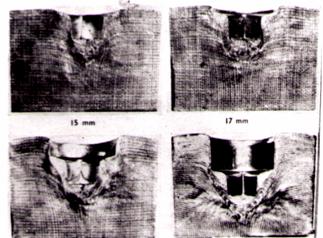
Fig 4.2
Fibrele se rup si se formeza la extremitatea poansonului o zona anulata de deformatie permanenta. Incepand de lsa o adancime a amprentei aproximativ 16mm poansonul se imprimat se comporta ca un poanson cilindric inzestrat cu un varf cilinric.
Fig 4.3
7.ADANCIMEA DE IMPRIMARE
Adancimea maxima de imprimare a unui otel depinde, pe de o parte, de natura materialului si geometria formei imprimate, iar pe de alta parte de forta de presare disponibila a presei. Aceste marimi sunt corelate in felul urmator:
![]() n
n
![]()
in care:
p- presiunea specifica la imprimare[daN|mm2]
t- adancimea de imprimare [mm]
d- diametrul poansonului [mm] n- constanta de material
c- presiune specifica
Formula
este valabila pentru presiuni specifice pana la 100daN|mm2,
considerandu-se constantade material n= o.46. Intrucat in prezent poansoanele
de imprimare pot fi solicitate pana la 250daN|mm2, adancimea de
imprimare maxima posibila se determina cu relatia: ![]()
t=![]()
![]()
![]()
in care: t- adancimea de imprimare[mm]
d- diametrul poansonului [mm]
p- presiunea specifica de imprimare [daN|mm2]
HB- duritatea Brinell a matritei [daN|mm2]
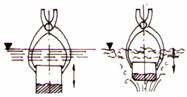
Fig .4.4 arata imprimarea la rece cu un inel de sustinere (stanga) si fara inel (dreapta).
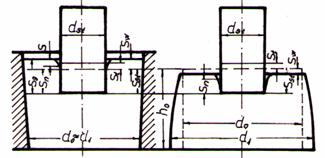
Fig 4.4
Sub adancimea de imprimare se intelege drumul Sst pe care il parcurge suprafata frontala al poansonului la patrunderea in piesa. Ea se compune din cursa de presare Sp care se regleaza la presa, si cota parte de compresiuni elastice Sf a presei si a sculelor. Sst=Sp-Sf. Adancimea utila Sn a gravurii rezulta din cotele parte mentionate SP si SF, retragerea muchiilor Sl, precum si din variatia inaltimii piesei Sw conditionata prin curgerea materialului. Sn=Sp-Sf-SlSw
Variatia inaltimii Sw este pozitiva la
extrudare cu inel de sustinere si negativa la imprimarea adanca libera dupa cum
arata fig 4.4. Daca adancimea imprimari Sst se va raporta la
diametrul dst al poansonului de imprimare, atunci se obtine asa
numitul raport de imprimare Sst/dst. La majoritatea formelor de matritare
adancimea imprimarii poate fi raportata la diametrul unui cilindru axial
simetric a carui sectiune corespunde sectiunii suprafetei de imprimare.
Diametrul dst al poansonului cilindric circular de aceeeasi
suprafata poate fi calculat aproximativ cu ajutorul relatiei empirice. Dst=1,13![]()
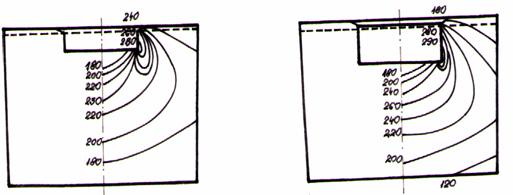
Sstd/st=0,2 Sst/dst=0,4
Sstd/st=0,8 Sstd/st=0,6
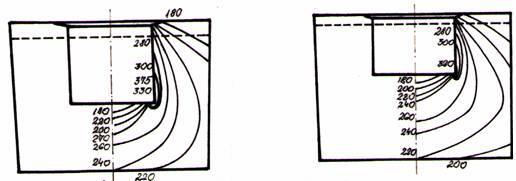
Fig 4.5 arata diferite campuri de linii de aceeasi duritate in piesele sectionate axial din x32CrMoV33 la diferite adancimi de matritare raportate Sstd/st
O posibilitate de a realza adancimi de matritare mai mari o ofera tratamentul termic prin recoacere intermediara. Ea are ca scop inlaturarea tensiunilor interne cauzate de deformarea precedenta, respectiv inlaturarea durificarii mai repede pana cand se va ajunge la solicitarea la presiune admisibila a poansonului de imprimare. Gaurile preliminare si degajarile piesei trebuie sa usureze curgerea materialului. Fig 4.6 demonstreaza influenta diferitelor feluri de usurare a curgeri asupra adancimi de matritare raportate la aceeasi presiune medie de matritare respectiv asupra presiunii de matritare la adancimea de matritare prevazuta.
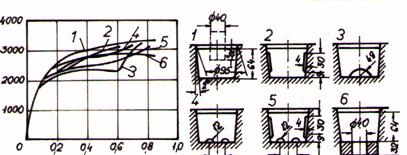
Fig 4.6. Influenta usurarii curgerii asupra Pst mediu in functie de matritare raportata la Sstd/st
8. FORTA DE IMPRIMARE
Forta de imprimare, respectiv presiunea medie de imprimare depind de urmatorii factoei:
- de capacitatea de deformare a materialului piesei, influentata de natura structurii, duritatea dupa recoacere, temperatura, etc si de comportarea la ecruisare. - de eventuala prelucrare de ebosare a piesei (gauriri prealabile, degajari pentru usurarea curgerii). - de dimensiuni geometrice ale piesei si ale poansonului de imprimare. - de forma poansonului - de capacitaea maxima de incarcare a poansonului de matritare - de felul procedeului - de frecare si ungere
Influenta principala asupra fortei de imprimare porneste de la duritatea initiala, respectiv duritatea dupa recoacere a materialului piesei. Forta de imprimare F1 respectiv presiunea medie de matritare Pst , pentru poansoane simetrice, simple pot fi determinate prin diferite metode empirice. Cea mai simpla posibilitate ofera asa numitul procedeu Pst max : presiunea medie maxima de matritare se limiteaza la valori intre 2000 si 3000 daN|mm2 . Se tine seama de capacitatea de incarcare a poansonului in functie de materialul din care acesta este confectionat. Forta de imprimare Fmax se poate determina cu ajutorul formulei: Fmax=Ast Pst max Balser a masurat curbele de matritare pentru oteluri de matritare Pst=Pst(Sst/dst) si le-a coordonat cu curbele de curgere determinate prin probe de refulare conica. Reprezentarea curbelor in sistem de coordonate dublu logaritmic a dat relatiile Pst=ckf si φ=0,33(Sst/dst)=0,01
in limitele 0,1< Sst/dst<1,0
Din compararea valorilor masurate a rezultat un coeficient c=4,5, cu care trebuie inmultita tensiunea de curgere kf pentru a obtine presiunea medie de matrtare Pst pentru o anumita adancime de matritare raportata la Sst/dst . Cu ajutorul acestei coordonari se pot calcula cu o precizie suficienta(10%) din curbele de curgere kf=kf(φ) curbele de imprimare Pst=Pst(Sst/dst)
Forta de matritare necesara rezulta din asa numitul procedeu 4,5-kf
F=4,5 kfAst
Cu ajutorul masuratorilor Belser a stabilit ca raportul presiunii medii de matritare Pst la duritatea Brinell HB2,5 la acelasi raport de imprimare Sst/dst pentru oteluri recoapte este aproximativ acelasi. Aceasta relatie reprezentata in fig 4.7 a intrat in literatura asa numitul procedeu HB. El permite determinerea in mod simplu al presiunii medii de imprimare Pst cu o precizie de 10% din duritatea Brinell a materialului piesei, pentru un anumit raport de imprimare si se aici calcularea fortei necesare sau determinarea din Pst si HB2,5 a raportului de imprimare Sst/dst .
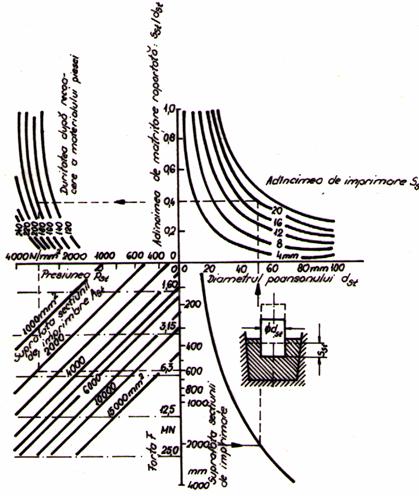
Fig 4.7. Monograma pentru determinarea fortei de imprimare.
9. FORTA SI LUCRUL MECANIC DE DEFORMARE
Lucrul mecanic ideal de deformare a fost definit de Siebel in felul urmator:
Wid=VKfmax in care:
Wid - lucrul mecanic ideal de deformare
V- volumul piesei deformate
K- rezistenta la deformare
fmax - grad de deformare maxim
Deoarece gradul de deformare are cea mai mare valoare
in directie radiala, Siebelda ca valoare medie pentru cel mai mare grad de
deformare in directie radiala. φrm![]() dar d0
dar d0 ![]() d1 φrm
d1 φrm![]() unde: c-
constanta empirica c=0,16 dp-
diametrul poansonului d1 -
diametrul piesei Inlocuind
in relatia gradul de deformare maxima fmax cu valoarea medie a celui
mai mare grad de deformare φrm, atunci relatia pentru lucrul
mecanic de deformare va fi:
unde: c-
constanta empirica c=0,16 dp-
diametrul poansonului d1 -
diametrul piesei Inlocuind
in relatia gradul de deformare maxima fmax cu valoarea medie a celui
mai mare grad de deformare φrm, atunci relatia pentru lucrul
mecanic de deformare va fi:
Wid=VKfrm
Iar forta ideala de de deformare va fi: Fid=A0kφrm unde:
A0-aria transversala a semifabricatului.
Daca se iau in considerare pierderile in urma
deplasarilor interioare si a frecarii cu scula, atunci se imparte lucrul ideal
Wid la randamentul de deformare ![]() si se obtine lucrul mecanic necesar si forta
de deformare efectiva.
si se obtine lucrul mecanic necesar si forta
de deformare efectiva.
![]() =0.4
=0.4![]() 0.5
la perforarea cu ridicarea materialului
0.5
la perforarea cu ridicarea materialului
![]() =0.2
=0.2![]() 0.25
la adancime
0.25
la adancime
![]() =0.1
=0.1![]() 0,3
la ambutisare libera
0,3
la ambutisare libera
Procesele de imprimare sunt limitate de relatia:
 =
0,3 in care: Ap- aria poansonului
=
0,3 in care: Ap- aria poansonului
A1- aria piesei
dp- diametrul poansonului
d1- diametrul piesei
10. PRESIUNEA DE IMPRIMARE
Presiunea de imprimare necesara este data in primul rand de rezistenta si compozitia otelului de scule utilizat, precum de forma si de dimensiunile profilului de imprimat. Formele conice, semirotunde latite sau alte asemenea forme necesita o forta mai mare decat formele cilindrice de acelasi diametru. In cazul formelor semirotunde presiunea de imprimare este cu cca 20%, la cele conice chiar si de mai multe ori mai mare, decat la formele cilindrice cu suprafata frontala, plana sau usor rotunjita. Aceasta observatie isi are justificarea partial in fortele de frecare mai ridicate, insa poate fi explicata si prin aceea ca , curgerea materialului se face mai usor in directia de presare, dfecat deformarea pe directii cu mai multe axe in cazul formelor conice sau semirotunde.
11. LUBREFIANTI FOLOSITI
Pentru a fi reduse la minimum fortele de frecare poansonul de imprimare si suprafata semifabricatului ce urmeaza a fi imprimata, sde lustruiesc perfect. Ca lubrifiant a dat rezultate bune grafitul coloidal cu cca. 30%, ulei lubrefiat de vascozitate scazuta sau un strat de cupru depus electrolitic pe suprafata semifabricatului. De asemenea se recomanda lubrefierea cu pulbere de MoS2.
12. VITEZA DE DEFORMARE
Viteza de deformare trebuie aleasa cat mai scazuta. Functie de forma si dimensiunile piesei, precum si in raport cu otelul de scule utilizat, viteza de imprimare se va alege intre cca.0,01 si 0,1mm/s. Experienta a dovedit ca pot fi evitate multe dificultati ce apar in timpul imprimarii la rece daca viteza de deformare se micsoreaza in mod adecvat. In special fisurarea semifabricatelor la locurile mult solicitate nu apare in cazul vitezelor de imprimare reduse. In general a dat rezultate bune o viteza medie de deformare de cca. 0,05mm/s. Scaderea viteyei de presare la zero in timpul imprimarii opreste curgerea materialului, iar la preluarea presariirezistenta la deformare creste aat de mult, incat poansonul devine suprasolicitat. In plus, adancimea de imprimare dorita nu mai poate fi realizata. La viteze de presare mai mari decat cele comandate curgerea devine neuniforma, fapt ce duce la depasirea locala a plasticitatii materialului si la aparitia fisurilorin suprafetele cavitatii matritei.
13. INFLUENTA CALITATII SUPRAFETEI
Calitatea suprefetei a formei imprimate depine in mare masura de starea suprafetei sculei. Suprfetele frontale ale semifabricatelor trebuie de aceea sa fie curate si fara urme de prelucrare pe cat posibil rectificate si polisate la luciu inalt. De asemenea rizurile provoaca, chiar in conditiile unei imprimari corecte, o oboseala prematura a capacitatii de schimbare a formei prin mici fisuri superficiale, care forma inutilizabila.
14. TRATAMENT TERMIC APLICAT
Piesele de forma cava, cum sunt si gravurile matritelor de forjare, de obicei se supun unui tratament termic pentru eliminarea tensiunilor interne, respectiv pentru eliminarea durificarilor prin ecruisare. Se aplica: Recoacerere intermediara (recoacere normala, recoacere de detensionare sau recoacere de recristalizare). Recoacere de detensionare urmata de calire. Recoacerea intermediara este necesara cand capacitatea de deformare a materialului este epuizata dupa imprimare, dar adancimea dorita nu este inca obtinuta. In ceea ce priveste deformarile dimensiunilor si formei, provocate de tensiunile de deformare la calire, in general se cauta preintampinarea lor cu ajutorul recoacerii de detensionare, facute in prealabil. Acest tratament de recoacere se face timp de cel putin doua ore la temperaturi intre 870 si 920º intr-o atmosfera neutra, urmand apoi racirea lenta in cuptor. Deformarile neinsemnate ale dimensiunilor si formei dupa recoacere pot fi esential inlaturate printr-un procedeu de calibrare. Se aplica calirea patrunsa, cementarea sau nitrurarea. Felul tratamentului pentru obtinerea duritatii si efectuarea lui (temperatura, durata, viteza, racirea, etc) se orienteaza dupa materialul si cerintele privind piesa finita. Revenirea ce urmeaza serveste pentru inlaturarea varfurilor de tensiune si pentru majorarea tenacitatii.
15. OTELURI PENTRU IMPRIMARE LA RECE
Succesele obtinute la imprimarea cavitatiilor de matrite destinate deformarii la rece si la cald se datoresc in mare parte progreselor obtinute in elaborarea unor calitati de oteluri cu destinatie speciala, pentru imprimarea la rece. Aceste oteluri au proprietati mecanice superioare in stare calita, dar care, prin recoacere au valori de duritate (respectiv rezistenta) relativ scazute fata de otelurile clasice de scule. In scopul aprecieri daca un material se preteaza a fi prelucrat prin imprimare la rece se fac determinari experimentale trasandu-se curbe de imprimare.
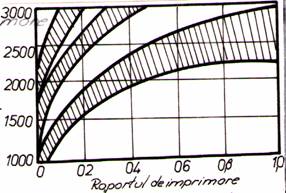
Fig 4.7
In functie de duritate dupa recoacere se disting trei domenii.
a- otel cu 100-140HB
b- otel cu 170-210HB
c- otel cu 210-250HB
Duritatea materialului dupa recoacere are o
infuenta hotaratoare asupra presiunii specifice medii necesare imprimarii la
rece. Presiunea specifica creste odata cu marimea adancimii relative de
imprimare, respectiv cu cresterea gradului de deformare a materialului ca
urmare a intaririi acestuia. Cele mai bune rezultate se obtin
pentru oteluri recoapte, care au rezistenta de rupere la tractiune cea mai m
ica, fiind posibila imprimarea la rece la otelurile cu ![]() pana la 850 daN/mm2 . Rezistenta
la rupere la tractiune in stare recoapta, depinde in primul rind de continutul
elementar de aliere. In fig este aratata dependenta care exista intre
continutul elementelor de aliere si rezestenta in stare recoapta. Dupa cum se
observa crsterea continutului in elemente de aliere, precum si cresterea
continutului de carburi,ridica rezistenta in stare recoapta a materialului. La
o serie de oteluri se poate realiza o duritate chimica, prin tratamente de
recoacere speciale prin care perlita lamelara sa fie globulizata, iar carburile
sa fie mai fine si uniform distribuite in structura. Fig 4.8
prezinta curbele de imprimare la rece pentru cateva oteluri mai des utilizate:
pana la 850 daN/mm2 . Rezistenta
la rupere la tractiune in stare recoapta, depinde in primul rind de continutul
elementar de aliere. In fig este aratata dependenta care exista intre
continutul elementelor de aliere si rezestenta in stare recoapta. Dupa cum se
observa crsterea continutului in elemente de aliere, precum si cresterea
continutului de carburi,ridica rezistenta in stare recoapta a materialului. La
o serie de oteluri se poate realiza o duritate chimica, prin tratamente de
recoacere speciale prin care perlita lamelara sa fie globulizata, iar carburile
sa fie mai fine si uniform distribuite in structura. Fig 4.8
prezinta curbele de imprimare la rece pentru cateva oteluri mai des utilizate:
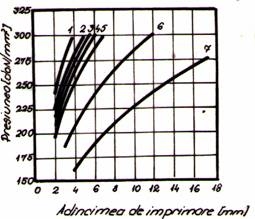
1. 55NiCrMo6
2. 1.2581
3. 45Cr MoW58
4. X30WCrV53
5. x38CrMOV51
6. x32CrMoV33
7. x8CrMoV5
Din fig se observa ca pentru otelul MoCN15 se imprima cel mai greu, iar otelurile x8CrMoV5 se comporta cel mai bine la i,primarea la rece. Alegere materialului pentru matrite se face in functie de scopul propus si efortul din timpul exploatarii, precum si de caracteristicile tehnologice necesare la calire. In privinta otelurilor de scule de mare rezistenta care cu o capacitate mica de deformare, se recomanda a se efectua imprimarea perpendicular pe directia fibrelor, pentru a evita ruperea.
|
Denumirea otelului (cf. DIN 17006) |
Nr. Otel (DIN 17007) |
Compozitia chimica |
Duritatea |
Grupa otelului |
Utilizarea |
|||||||
|
C |
Si |
Mn |
Cr |
Mo |
Ni |
V |
W |
|||||
|
Oteluri de cementare |
||||||||||||
|
C10WS |
1.1805 |
0,10 |
0,30 |
0,4 |
- |
- |
- |
- |
- |
110 |
a |
Matrite de injectat |
|
X6CrMo4 |
1.2341 |
0,06 |
0,10 |
0,12 |
0,4 |
0,5 |
- |
- |
- |
110 |
a |
Matrite de injectat |
|
X8CrMoV5 |
1.2342 |
0,08 |
0,20 |
0,3 |
5,0 |
0,7 |
- |
- |
- |
140 |
a |
Matrite de injectat |
|
21MnCr5 |
1.2162 |
0,21 |
0,30 |
1,2 |
1,0 |
- |
- |
0,3 |
- |
175 |
b |
Matrite de injectat |
|
Oteluri pentru prelucrare la rece |
||||||||||||
|
C100W1 |
1.2718 |
1,0 |
0,20 |
0,2 |
- |
- |
- |
- |
- |
190 |
b |
Buterale si matrite pentru fabricat suruburi |
|
95V4 |
1.1540 |
0,85 |
0,30 |
0,4 |
- |
- |
- |
0,4 |
- |
190 |
b |
Buterale si matrite pentru fabricat suruburi |
|
90Cr3 |
1.2835 |
0,9 |
0,40 |
0,3 |
0,8 |
- |
- |
- |
- |
195 |
b |
Poanson de imprimat |
|
X40Cr13 |
1.2056 |
0,4 |
0,2 |
0,3 |
13 |
- |
- |
- |
- |
210 |
c |
Matrita de injectat rezistenta la coroziune |
|
55NiCr10 |
1.2083 |
0,55 |
0,2 |
0,4 |
0,8 |
- |
2,75 |
- |
- |
215 |
c |
Matrita presat podoabe |
|
X45NiCrMo4 |
1.2767 |
0,45 |
0,25 |
0,5 |
1,3 |
0,2 |
4,0 |
- |
0,5 |
240 |
c |
Matrita presat podoabe |
|
X165CrMoV12 |
1.2601 |
0,65 |
0,3 |
0,3 |
12 |
0,6 |
- |
0,1 |
0,5 |
240 |
c |
Matrita de imprimat monede Matrita de stantat tacamuti |
|
Oteluri pentru prelucrare la cald |
||||||||||||
|
45CrMoV67 |
1.2323 |
0,45 |
0,25 |
0,7 |
1,5 |
0,7 |
- |
0,3 |
- |
175 |
b |
Buterale si matrite pentru fabricarea suruburilor. Matrite de injectat |
|
X32CrMoV33 |
1.2365 |
0,32 |
0,3 |
0,3 |
2,8 |
2,8 |
- |
0,5 |
- |
165 |
b |
Matrita de injectat |
|
X38CrMoV51 |
1.2343 |
0,38 |
1 |
0,4 |
5,3 |
1,5 |
- |
0,4 |
- |
210 |
c |
Masina de forjat pe presa |
|
X45CrMoW58 |
1.2603 |
0,45 |
0,6 |
0,4 |
2,0 |
0,5 |
- |
0,8 |
0,5 |
220 |
c |
Masina de forjat pe presa |
|
X30WCrV53 |
1.2567 |
0,3 |
0,2 |
0,3 |
2,5 |
- |
- |
0,6 |
4,5 |
220 |
c |
Matrita de injectat |
|
55NiCrMoV6 |
1.2713 |
0,55 |
0,2 |
0,8 |
0,7 |
0,2 |
1,7 |
0,1 |
- |
220 |
c |
Matrita de injectat |
|
56NiCrMoV7 |
1.2714 |
0,56 |
0,3 |
0,7 |
1,1 |
0,5 |
1,7 |
0,1 |
- |
220 |
c |
Masina de forjat pe ciocan |
|
Oteluri rapide |
||||||||||||
|
S3-2-2 |
1.3333 |
0,95 |
0,25 |
0,3 |
4,5 |
2,5 |
- |
2,8 |
3,0 |
240 |
c |
Masina pentru podoabe de sticla |
|
S2-9-1 |
1.3346 |
0,8 |
0,25 |
0,3 |
4,0 |
9 |
- |
1,2 |
2,0 |
240 |
c |
Buterale pentru suruburi cu cap crestat cruce |
16. ALIEREA SEMIFABRICATULUI INITIAL
Rezistenta initiala a materialului din care se confectioneaza matita determina presiunea specifica de imprimare, care creste in functie de diametrul pentru matrita. Pe masura ce raportul dintre sectiunea matritei si cea a poansonului creste este necesar un efort mai mare pentru imprimare. In general la o adancime medie de imprimare, diametrul matritei se va alege cu 2,5 ori mai mare decat diametrul poansonului de imprimare.
D![]() 2,5d
2,5d
Calculul dimensiunilor matritei in functie de
forma cavitatii imprimate are citeva recomandari de baza. Pentru matrite cu
cavitati in forma de cilindru, cub, paralelipiped, cu 0![]() 1,5
b sau cu forme apropiate de cele indicate, se recomanda utilzarea
semifabricatului rotund. Diametrul
semifabricatului trebuie precizat in functie de procedeul de imprimare conform
tabelului.
1,5
b sau cu forme apropiate de cele indicate, se recomanda utilzarea
semifabricatului rotund. Diametrul
semifabricatului trebuie precizat in functie de procedeul de imprimare conform
tabelului.
|
Procedeul de imprimare | ||
|
deschis | ||
In cazul gravurilor
complicate si a celor de forma dreptunghiulara, cu raportul laturilor a/b![]() 1,5, pentru a evita aparitia fisurilor in colturile gravurii, semifabricatul
trebuie sa aiba forma de dreptunghi.
1,5, pentru a evita aparitia fisurilor in colturile gravurii, semifabricatul
trebuie sa aiba forma de dreptunghi.
17. UTILAJUL DE IMPRIMARE
Conditia esentiala a procesului de imprimare la rece este viteza constanta de imprimare si foarte mica cuprinse intre 0,0050,1 mm/s. Chiar si in cazul incercarilor de imprimare la semicald vitezele folosite n-au putut depasi 0,7 mm/s. Realizarea vitezei de presare constante pune probleme speciale la constructia preselor destinate acestui scop.Presele hidraulice de constructie speciala sunt singurul tip de prese, care satisfac aceasta cerinta. Aceste prese indeplinesc conditiile stricte ale specificului acestui procedeu: -originalitate mare -un mers lin -viteza de imprimare reglabila in limitele foarte fine -permite o montare usoara si corecta a ansamblului de imprimare poanson matrita -are posibilitatea de a fi comandata manual -are ciclul comandat automat (oprire automata) Fig 4.9 arata o presa de imprimat hidraulica dezvoltata special pentru acest scop.
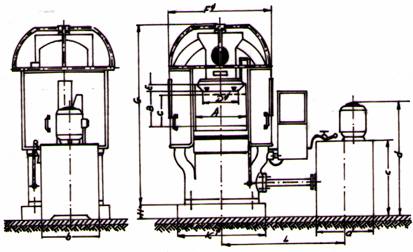
Fig 4.9 Presa Sack Kiesselbach.
17.1 Punerea in functiune a presei
Se deplaseaza intrerupatorul principal din partea dreapta a tabloului de la pozitia 0 la pozitia 1. Apoi se stabileste contactul la panoul de control cu ajutorul unei chei de contact.aceasta va aprinde iluminatul interior si lampa de control a tabloului. Se inchide robinetul de evacuare prin deplasarea manetei din fata pompei de presiune in partea stanga. Presa este pregatita acum pentru functionare. Se apasa butonul Tasten (umplere) pentru a determina deplasarea in sus a pistonului, sculele nefiind montate in pozitia de presare, si se tine apasat butonul pana cand se exercita o anumita presiune, care atinge cateva tone. Aceasta face ca uleiul sa curga din camera cilindrului in containerul pompei, prin conducta transparenta catre ventilul de aerisire amintit anterior. Se mentine ventilul deschis pana cand tot uleiul s-a purificat de bulele de aer. Apoi se inchide bine ventilul. Aceasta aerisire se face numai dupa adaugarea uleiului proaspat. Presa este pregatita acum pentru exploatare. Pe capacul pompei sunt amplasate doua manete, una in partea stanga pentru alegerea presiunii dorite si alta in partea dreapta pentru alegerea viteyei dorite.
17.2 Imprimarea
Dupa montarea poansonului si a matritei in presa, se apasa butonul Tasten, pana cind ambele parti (piese= acontact. Apoi se fixeaza cadranul de reglaj la adincimea dorita de imprimare, si se inchide hota protectoare prin care se poate vedea iluminat operatia de imprimare. Se comanda efectuarea operatiei prin apasarea butonului de operatie. Operatia de imprimare se efectueazaautomat, pina cind se atinge adincimea de presare stbilita. In acest punct cadranul de reglare face contact si in acest fel deconecteza motorul. In cazul cind se constata ca adincimea de presare este insuficienta, se realizeaza prin apasarea butonului Tasten. Se deschide cu grija robinetul de evacuare pentru reducerea treptata a presiunii. Este de preferat sa se regleze matrita la o anumita presiun e prin reglarea indicatorului cu limita de culoare rosie a aparatului indicator de presiune montat in dulap, la o anumita presiune, la valoarea doritaa, a presiunii. Operatia de presare se realizeaza asa cum s-a aratat anterior cu exceptia ca motorul este deconectat prin contactul indicatorului de presiune, in locul sistemului de fixare cu cadran, unde la o anumita presiune prestabila, se realizeaza o scadere a presiunii. Toate luminile indica faptul ca valoarea reglata a presiunii a fost atinsa si ca operatia de imprimare a fost finalizata. Un aparat indicator de presiune de mare precizie montat in dulapul de control permite citirea cu precizie a presiunii in gama presiunilor joase. O aparatoare rotativa cu ferestre din sticla organica permite o observare fara pericol a procesului de imprimare. Masinile mari se doteaza cu un agregat pompa a carui debit este reglabil in mod continu, in parte de inalta presiune, permitand astfel ca viteza de imprimare sa fie mentinuta intre 06mm/min. La presele mai mici se renunta adesea din motive de pret la aceasta posibilitate de reglare. In aceste cazuri debitul pompei de presare din partea de inalta presiune eset astfel dimensionata incat viteza de deformare in timpul imprimarii sa fie cca.3mm/min. Exista insa si aici posibilitatea de a se lucra cu viteze mai reduse, intrerupand cu ajutorul unui buton in mod reglat dupa o perioada de timp mersul motorului.
17.3 INSTRUCTIUNI DE LUCRU PENTRU POMPA SI PRESA
1. Pompa trebuie instalata pe fundatie izolata, pe pasla sau cauciuc. Trebuie asezata perfect orizontal.
2. Instalarea electromotorului. Atentie la voltaj, la diagrama circuitului si directia de rotatie a motorului care este marcata cu o sageata rosie pe carcasa motorului.
3. Se insurubeaza conducta de presiune in flansa de legatura a pompei. Trebuie avut grija, ca aceasta legatura sa fie bine facuta in mod etans si fara solicitare.
4. Se desurubeaza capacul gurii de umplere cu ulei hidraulic de inalta presiune pina la semn , folosind fie instructiunile, fie pagina atasata continand date despre ulei.
5. Se introduce presiunea inalta reglata de debitul maxim de iesire. 6. In timpul presarii se inchide supapa de scapare din spatele capacului. 7. Se deschide supapa de descarcare si control prin manevrarea manetei din fata peretelui rezervorului. 8. Se pornste pompa (se verifica sensul de rotire al motorului). 9. Se inchide supapa de descarcare si se uita la indicatorul de presiune al pompei, cand aceasta din urma este sub presiune.
10. Se mareste presiunea pana la 50 tone si se deschide supapa de scapare a aerului pana cand cilindrul de presdiune va fi complet verificat.
Grija ventilarii este imperativ necesara din cauza pericolului de zmulgere de pe postament in cazul ruperi bucsei matritei sau a matritei, datorita reactiei fortelor ce apar datorita solicitarilor bruste degajate de catre aer.
18.EXEMPLE DE MATRITARE OBTINUTE PRIN PROCEDEUL DE IMPRIMARE LA RECE
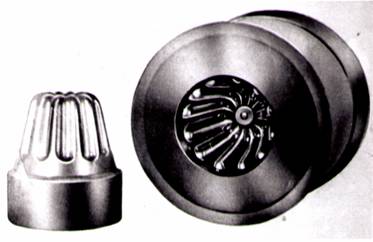
Fig 5.0
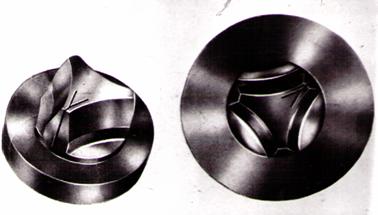
Fig 5.1

Fig 5.2

Fig 5.3
19. TEHNOLOGIA IMPRIMARII IN CAZUL ALES
In cazul concret s-a ales imprimarea unui hexagon pentru un surub M12.
19.1 Alegerea materialului.
In cazul imprimarii la rece a matritelor pentru capete de suruburi si pentru presat piulite se folosesc oteluri adecvate imprimari ca:
- OSC10, pentru adncimi reduse de imprimare, cu semifabricate g[urite
- VSCW20, cu rezultate bune la uzura
In cazul studiat se alege un otel penru scule OSC10, STAS 1700-71, aind compozitia chimica.
|
C |
Si |
Mn |
Cr |
W |
V |
Mo |
Co |
S max |
P max |
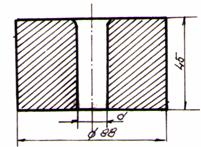
19.2 Alegerea semifabricatului.
Tinind
cont de destinatia si dimensiunile matritei, prelucrarile ulterioare precum si
conform indicatiilor se alege un semifabricat rotund avand dimensiunile![]() Ø88
Ø88![]() 45.
45.
19.3. Determinarea felului imprimarii
Deoarece este necesar utilizarea unor forte mari si se cere o imprimare cu precizie ridicata, se recomanda aplicarea imprimarii inchise, deci folosirea unui dispozitiv de imprimare.
. Poansonul de imprimare
Poansonul este confectionat din otel C120, avind compozitia chimica.
C 1,80-2,2%
Si max 0,30%
Mn min 0,3%
Cr 11-13%
Smax 0,03%
Pmax 0,03%
Tratament termic: Preliminar: Recoacere clasica
- incalzre 870-900ºC
- racire 50º/h
- 217-241HB
Tratament termic final:- tratament la duritatea primara
- tratament la duritate secundara
19.5. Lubrefiant folosit. Poansonul si suprafata de lucru a matritei sunt cuprate intr-o solutie saturata cu CuSO4. Lubrefierea se face cu bisulfura de molibden 19.6.Viteza de imprimare Viteza de imprimare: max 0,1mm/s
19.7 Stabilirea parametrilor de imprimare
Presiunea specifica la imprimare. Se stie ca adancimea de imprimare maxima a unui otel depinde, pe de o parte, de natura materialului si geometria formei im primate, iar pe de alta parte de forta disponibila a presei.
t=![]() in care: t- adincimea de imprimare [mm]
in care: t- adincimea de imprimare [mm]
d- diametrul poansonului [mm]
p- presiunea specifica de imprimare [daN/mm2]
HB- duritatea Brinell a matritei [daN/mm2]
Cunoscand adancimea maxima de imprimare care trebuie obtinuta din relatia se poate determina presiunea specifica a imprimarii:
P=![]() HB3D in calcul se vor considera valorile: t= 17 mm
HB3D in calcul se vor considera valorile: t= 17 mm![]()
d= 25 mm
HB=207
D=88 mm
Perimetrul si suprefata s-au determinat grafic iar duritatea care s-a considerat in calcul este duritatea matritei dupa tratamentul primar, duritate cuprinsa intre 185-210HB. Astfel presiunea specifica poate fi calculata pentru valorile ce limiteaza intervalul de duritati: Pt HB=207 daN/mm2 presiunea specifica la imprimare va fi:
![]() =
=![]()
P=809,6 daN/mm2
Forta de imprimare.
Forta de imprimare poate fi derminata, in functie de presiunea specifica ce s-a calculat cu relatia:
P=fp in care: P-forta de imprimare
f- suprafata sectiunii transversale a poansonului [mm2]
p- presiunea specifica
![]() N
N
Forta dezvoltata de presa.
Deoarece forta dezvoltata de presa nu se distribuie in totalitate pe suprafata de contact dintre matrita si poanson, ci oparte se tranansmite in restul dispozitivului forta presei va fi mai mare decat forta de imprimare propriu-zisa. Se recomanda: F=(1,2.1,6)P
Se adopta: F=1,2397411,47daN
Forta pentru care va fi proiectata presa F=1000000daN
19.8. Tratamentul termic aplicat.
La aceste oteluri se aplica doua tipuri de tratamente termice preliminar si final. Tratamentul termic preliminar are ca scop obtinerea unei structuri cu carburi globulare pe fond de ferita, avand duritate minima, care sa fie usor prelucrabila prin aschiere si sa asigure o austenitizare omogena la ulteriorul tratament termic final. Tratamentul termic final are drept scop obtinerea unei structuri foarte dure (formata din martensita, carburi si austenita reziduala in proportii variabile) si consta din calire incompleta si revenire joasa. In ultimul timp se aplica si unele tratamente de suprafata, care au scopul de a mari duritatea sculelor. Tratamentul termic primar. Recoacere de globulizare. - temperatura de incalzire 760-780C
- viteza de racire maxim 30ºC/h
- duritatea obtinuta dupa tratamentul termic preliminar 207HB
Tratamentul termic final. Se aplica o calire avand temperatura de incalzire 780-800ºC, mediul de racire ulei. Tempratura de revenire la care se aplica acest tratament dupa calire este de 160-120ºC, iar duritatea obtinuta in final este de 65-62 HRC. Apoi este detensionat la 150-180ºC in baie de ulei timp de 10-12 ore.
4.PROIECTAREA SDV-urilor
1 Poansonul
In timpul operatiei de imprimare la rece poansoanul este piesa cu sarcina specifica cea mai mare.Rezistenta lui este importanta pentru aplicarea rationala a metodei de imprimare la rece. Deoarece economicitatea procedeului de imprimare depinde in mare masura de durabilitatea poansoanelor, trebuie sa se acorde cea mai mare atentie confectionarii acestora. Ele trebuie sa prezinte o mare rezistenta la presiune pana in miez, astfel ca se utilizeaza de regula otel cu calire de patrundere si doar foarte rar oteluri cu calire marginala. Poansoanele nu trebuie sa fie nici decarburate, deoarece in acest caz s-ar gripa. Durabilitatea sculelor de imprimare depinde nu numai de marimea si forma profilelor, ci sunt determinate si de starea suprafetei. Experienta a dovedit ca poansoanele de imprimare noi prezinta o durata de viata mult mai mare decat acela care dupa asperizarea suprafetelor au fost rectificate si polizate din nou. Se pare ca stratul superficial subtire ce ia nastere in timpul calirii sculelor de imprimare actioneaza ca purtator al lubrefiantului. Este de aceea recomandabil sa se prevada un tratament superficial al sculelor de imprimare, ceea ce se poate face in modul cel mai simplu prin cuprare cu piatra vanata sau mai bine prin fosfotare pentru a exclude frecarea metalica in timpul procesului de imprimare. La proiectarea poansonuluitrebuie sa se tina seama de conditiile pe care aceasta trebuie sa le indeplineasca: -sa prezinte o rezistenta la presiune, asa incat la presiuni deosebite ale materialului sa nu se deformeze. -sa prezinte o tenacitate suficienta, pentru a nu prezenta ruperi sau fisuri. -sa nu prezinte rugozitate la suprafata activa, deci sa fie lustruit corespunzator, deoarece calitatea suprafetei si precizia matritelor depind in primul rand de calitatea suprafetei poansonului. -nu trebuie sa prezinte ruperi sau exfolieri sau mancarea materialului, pentru aceasta se urmareste o duritate cat mai mare posibila. -un otel pentru poanson trebuie sa fie foarte usor frezabil si sa permita realizarea unor gravuri. 1.1.Alegerea materialului
Aici mai treb
Pentru alegerea unui otel de scule corespunzator intra in consideratie diferite puncte de vedere, care nu sunt numai de natura pur tehnica, ci sunt influientabile si de rationamente economice. In acest sens este de exemplu de importanta numarul de bucati, adica de bucati, adica la productia de masa se va alege de regula un otel de inalta calitate cu capacitatea de productie maxima posibila, pentru a se obtine durabilitati cat mai mari si ca timpii marti ai masinii cauzati de schimbarea sculei sa fie cat mai mici. La fabricarea in serie sau la fabricarea pieselor cu marimi de lot mici este adesea mai avantajos sa se utilizeze un otel de scule mai ieftin, deoarece in alt caz scula nu ar fi utilizata complet. In acest context trebuie avut in vedere si marimea sculei. Sculele mici sau piesele amovibile active ale sculei vor realiza mai curand dintr-un otel de inalta calitate decat sculele masive mari, la care ponderea costilui otelului de scule este mai pronuntata.
Materialul de baza Alegerea otelului depinde mai departe de materialul de baza ce va fi prelucrat. La formarea otelurilor aliate solicitarile sculei sunt natural mai mari decat in cazul otelurilor nealiate, sarace in carbon, sau a materialelor neferoase usor deformabile. Modul de lucru La fel si procedeul de fasonare utilizat precum si modul de lucru al masinii are o influenta asupra stabilirii unor sortimente potrivite al otelului de scule, aici joaca in primul rand temperatura de deformare, felul solicitarii principale ce apar, marimea schimbarii de forma si viteza de deformare un rol insemnat. Forma poansonului Mai departe trebuie sa se tina seama de forma sculei. Sculele joase care nu trebuie sa se imprime la suprafata necesita de exemplu un alt otel decat sculele adanci, la care se cere o tenacitate mai mare. Precizia dimensionala Si precizia dimensionala ceruta a piesei finite poate sa influenteze alegerea otelului. La fabricarea pieselor de inalta calitate cu tolerante stranse trebuie sa se pretinda o rezistenta la uzura mai mare a otelului de scule decat la fabricarea pieselor de masa brute. Totodata trebuie avut in vedere si modul de prelucrare a poansonului. Tratamentul termic In fine trebuie sa se tina seama si de posibilitatile si utilajele existente pentru tratamentul termic al sculelor. Utilizarea poansoanelor foarte sensibile la tratamentele termice este numai atunci posibil daca exista la dispozitie o sectie de tratament termic dotata in modul corespunzator.Daca aceasta nu este cazul se vor utiliza ori sortimente de otel mai insensibile sau eventual oteluri cu duritate naturala, respectiv oteluri care se livreaza in stare imbunatatita. Sculele destinate pentru imprimare la rece pot fi confectionate din oteluri de prelucrat la rece nealiate sau aliate. Mai trebuie sa facem deosebiri intre oteluri cu calire superficiale si cu calire de patrundere.
1.2. Executia poansonului
O atentie deosebita trebuie acordata forjarii barelor din care urmeza a fi uzinate poansoanele,in special la bare cu diametrul mai mare decat 50 mm, care au o structura necorespunzatoare in miez, in general, datorita unei coroiaj insuficient, ceea ce duce la deteriorarea rapida a poansonului.
Confectionarea semifabricatelor sculelor necesare pentru imprimare se face in modul cunoscut prin aschiere. Semfabricatele rotunde pentru poansoanele de refulare si matrite se rotunjesc de obicei din bara pe strunguri. Diametrul lor se realizeaza cu o sutime de mm mai mic, decat diametrul final al sculelor.
1.3. Tratamentul termic al poansoanelor.
Productivitatea unui otel de scule poate fi utilizata din plin numai in conditia unui tratament termic adecvat.
1.3.1. Recoacerea
S-a dovedit a fi util ca otelurile pentru scule sa fie supuse inaintea prelucrarii, precum si inaintea calirii unui tratament de recoacere.
Piesele se icalzesc in acest scop, pe cat posibil in abundenta aerului, incet si in profunzime, si anume aceasta incalzire trebuie sa se faca cu atat mai incet cu cat mai mare este continutul otelului de aliere. Dupa un timp de mentinere suficient racirea se va face de regula incet de preferinta in cuptor. Functie de scopul tratamentului de recoacere se va distinge: -recoacerea de normalizare
-recoacerea de inmuiere
-recoacerea de detensionare
1.3.2. Calirea
Incalzirea.
O conditie importanta pentru sccesul calirii este data de o incalzire corespunzatoare a poansoanelor. Aici pot sa apara erori cu efecte importante daca incalzirea nu se face in mod uniform sau suficient de lent.
Deoarece conductibilitatea termica a otelului se inrautateste cu crestere continutului in elemente de aliere, sculele trebuiesc incalzite cu atat mai incet cu cat mai aliat este otelul. O incalzire prea rapida conduce din aceasta cauza, in special in cazul otelurilor mai inalt aliate, la deformari mari si favorizeaza aparitia tensiunilor si prin aceasta fisurarile de detensionare. In plus o incalzire neuniforma conduce la o incalzire neuniforma, adica provoaca locuri moi pe suprafata poansonului, putand avea si drept urmare nasterea unor fisuri de calire si ruperea colturilor sau a muchiilor. Poansoanele trebuiesc aduse de aceea mai intai la o temperatura sub temperatura de calire prin incalzirea intr-o camera de preincalzire, pentru a se obtine mai intai o incalzire de patrundere uniforma si completa. Aceasta temperatura este cuprinsa intre cca. 400-600ºC, functie de compozitie. Abia dupa patrunderea completa a ptreancalziri sculele pot fi transferate in cuptorul de incalzire la temperatura de calire. La incalzire pentru calire trebuie sa se evite o decarburare pe suprafata sculei. Incalzirea trebuie facuta cu utilizarea gazelor protectoare, impachetare adecvata sau in bai de saruri.
Temperatura de calire.
Temperatura de calire pentru diferite sortimente de oteluri pentru scule se stsbilesc functie de dimensiuni si forma.
Timpul de mentinere.
Timpul de mentinere trebuie adoptat la marimea ponsonului. In general este cuprinsa intre 10 si 30 min. Pentru calcule estimative se poate admite ca pentru fiecare 10 mm de grosime a poansonului sunt necesare 5 min de mentinere.
Medii de racire.
Functie deotelul de scule utilizat racirea poansonului se face in apa, ulei, aer sub presiune, vint de ventilator sau aer in repaus. La racirea in apa temperatura acesteia trebuie sa fie de 20-40ºC. In czul utilizarii solutiilor apoase de saruri sau a altor adaosuri temperatura poate sa fie mai inalta. Si la calirea in ulei temperatura bai joaca un rol important. Ea trebuie sa se gaseasca intre 40 si 60ºC. La unele uleiuri de racire recent dezvoltate temperatura se va alege cat mai inalt posibil 80 si 100ºC.
Racirea.
Sculele se misca 2-4 min in baia de ulei si se lasa apoi tot aici pentru racire in continuare.
In cazul otelurilor cu calire in apa rezulta insa la acest mod de lucru o calire insuficienta si neuniforma la suprafata de lucru. Din acest motiv poansoanele se racesc suplimentar la suprafata de lucru cu un jet de apa (fig).
1.3.3.Revenirea.
Prin revenire se mareste tenacitatea si elasticitatea sculelor de imprimare cu micsorarea concomitenta a duritatii. Acest tratament trebuie sa se faca pe cat posibil imediat dupa calire pentru a anihila cat mai repede tensiunile ce s-au nascut la racire. In afara de aceasta este util ca sculele sa nu se lase sa se raceasca complet dua calire, ci sa se scosta din baia de racire inca atat de calde incat apa sau uleiul sa mai vapotizeze. Si in timpul recoaceri trebuie sa se dea atentie unei incalziri suficient de lente, deoarece otelurile de scule aliate sunt foarte sensibile la incalzire rapida.
Revenirea se face adesea intr-un cuptor cu circulatia aerului, in ultimul timp si in baie de ulei sau saruri. Dupa un timp de mentinere suficient urmeaza racirea de regula incet cu cuptorul sau in aer. Poansoanele pentru prelucrari la rece se revin adesea nu in intrgime la duritatea dorita, ci numai la locurile solicitate cu ajutorul unor placi sau inele calde.
1.3.4. Durutatea final[ a sculelor.
Duritatea sau rezistenta pana la care se face revenirea sculelor depinde printre alte de forma pieselor ce trebuie realizate, precum si de felul materialului utilizat. In cazul sculelor pentru prelucrat la rece duritatea finala are ordinul de marime cuprins intre 57 si 60HRC. In cazul muchiilor ascutite si a gulerelor se alege la fel o duritate mai joasa. In general poansoanele se realizeaza ceva mai dure decat matritele.
1.4. Tratamentul suplimentar al suprafetei poansonului.
In ultimul timp isi face loc tot mai mult convingerea ca este posibila o influentare substantiala a duritatii sculelor printr-o imbunatatire a calitatii suprafetei si prin aceasta o micsorare a frecarii pe suprafetele de presare. Trebuie sa existe de aceea tendinta sa se realizeze suprafetele de lucru ale sculei cat mai neted, mai ales ca in acest caz si forta din timpul deformarii este sesizabil mai redusa decat in cazul sculelor ruguroase.
1.4.1. Polisarea Din motivele enuntate poansoanele se poliseaza in continuarea rectificarii dupa tratamentul termic. Pentru aceasta este util sa se aduca toate suprafetele peste care curge materialul in timpul deformarii la o calitate a suprafetei cat mai inalta. In afara de acesta piesele de presare finite au o suprafata mai neteda. Munca suplimentara ce trebuie prestata pentru tratamentul suplimentar al suprafetei sculei se realizeaza in acest mod. 1.4.2. Cromarea dura Pentru a se obtine o noua crestere a productivitatii sculelor s-a trecut si la aceea, ca suprafetele de lucru sa fie facute rezistente la uzura prin cromare dura. Pe langa rezistenta inalta la uzura, sculele cromate dur cu o buna capacitate de alunecare dau o frecare foarte redusa, prin aceasta se avantajaza curgerea materialului micsorandu-se partial si presiunea de deformare necesara. In cazul sculelor pentru prelucrari la rece cromarea dura a dat rezultate bune in special in acele cazuri in care exista solicitari mari de uzura. In acest caz pot fi obtinute cresteri ale productivitatii de trei pana la patru ori. Greutatile ce apar la aplicarea procedeului de cromare dura consta in aceea ca stratul de crom dur este foarte dur, dar adeseori nu suficient de tenace. Deoarece hotarator pentru comportarea la uzura este, pe langa duritatea si tenacitatea, straturilor de crom ur nu trebuiesc depuse cu o duritate prea mare, trebuie sa aiba doar o duritate Vickers de 750-800HV, corespunzator unei duritati de cca 62-63 HRC. Straturile mai dure, care pot sa ajunga pana la 72 HRC, au la fel ca si cele mai mari o rezistenta mai mica la uzura.
1.5. Proiectarea poansonului 1.5.1. Consideratii generale La proiectarea formei
poansonului va trebui respectate cteva reguli generale care vor fi redate pe
scurt. Poansonul
de imprimare se compune din doua parti distincte : -partea activa -capul de sprijin Partea
activa a poansonului va fi prevazuta cu o conacitate mica ( 0,1% pe fiecare
parte ) in vederea usurarii
scoaterii dupa imprimare. Partea activa va fi totdeauna cu cca 5mm mai mare
decat adancimea de imprimare. Trecerea de la partea activa la capul de sprijin se va
face cu raee cat mai mare (r=10mm ) in vederea evitarii concentratorilor de tensiuni. Diametrul capului se
recomanda a fi aproximativ cu 15 mm mai mare decat diametrul partii active, iar
inaltimea capului de 3040 mm. Dupa recomandarile aratate mai sus
in fig.5.7. este redat schematic un poanson cu relatiile dimensionale ce
trebuie respectate. 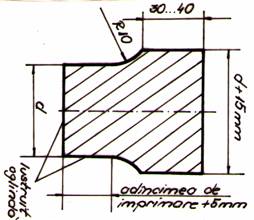 In cazul poansoanelor extrem de puternic
solicitate, este recomandat sa se pretensioneze capul de sprijin prin aplicarea
unui inel fretot. Pentru
a asigura o calitate extrem de fina a suprsfetei cavitatii matritei poansonului
se lustruieste atat pe suprafata frontala cat si laterala a partii active a
tuturor suprafetelor. 1.5.2. Alegerea materialului In
cazul poansonului destinat imprimarii
matritelor pentru capete de surub se alege un otel C 120, avand compozitia
chimica : c-1,80-2,20% S-max 0,03
Si-max 0,30% P-max 0,03
Mn-max 0,3%
Cr-11,0-13% 1.5.3.
Dimensionarea poansonului Tinand
cont de recomandarile ce se fac pentru executarea poansonului destinat
imprimarii matritelor cu un profil hexagonal se vor adopta dimensiunilor dupa
cum urmeaza:
In cazul poansoanelor extrem de puternic
solicitate, este recomandat sa se pretensioneze capul de sprijin prin aplicarea
unui inel fretot. Pentru
a asigura o calitate extrem de fina a suprsfetei cavitatii matritei poansonului
se lustruieste atat pe suprafata frontala cat si laterala a partii active a
tuturor suprafetelor. 1.5.2. Alegerea materialului In
cazul poansonului destinat imprimarii
matritelor pentru capete de surub se alege un otel C 120, avand compozitia
chimica : c-1,80-2,20% S-max 0,03
Si-max 0,30% P-max 0,03
Mn-max 0,3%
Cr-11,0-13% 1.5.3.
Dimensionarea poansonului Tinand
cont de recomandarile ce se fac pentru executarea poansonului destinat
imprimarii matritelor cu un profil hexagonal se vor adopta dimensiunilor dupa
cum urmeaza: 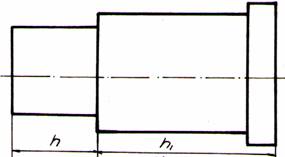 -Diametrul echivalent al suprafetei
profilului de imprimat
-Diametrul echivalent al suprafetei
profilului de imprimat
dech=![]() unde:
SP-puprafata profilului Suprafata
profilului se determina grafic pe hartie milimetrica si are valoarea : SP=531,25
mm2 dech=
unde:
SP-puprafata profilului Suprafata
profilului se determina grafic pe hartie milimetrica si are valoarea : SP=531,25
mm2 dech=![]() =1,13
=1,13![]() dech=26,04 -suprafata corpului de sprijin S: S=
dech=26,04 -suprafata corpului de sprijin S: S=![]() - inaltimea profilata h Dupa
cum s-a aratat anterior, se recomanda ca inaltimea profilata a poansonului sa fie cu cca 5mm mai
mare decat adancimea ce trebuie imprimata in matrita h=tmax+5mm unde:h- inaltimea profilata a poansonului tmax-adancimea
profilata a matritei h=tmax+5mm=15+5=20mm h=20mm -inaltimea
capului de sprijin h1: Se
recomanda: h1=30...40mm Se
alege: h1=40mm Datorta cerintelor din cazul concret
se adopta : h1= 55mm -inaltimea
totala a poansonului H H=h1+h=20+55=75 H=75mm -raza
de racordare R R=10mm -raportul dimensional matrita
poanson In tab. 2 se indica pentru acest tip
de imprimare o valoare a raportului D/d 4
- inaltimea profilata h Dupa
cum s-a aratat anterior, se recomanda ca inaltimea profilata a poansonului sa fie cu cca 5mm mai
mare decat adancimea ce trebuie imprimata in matrita h=tmax+5mm unde:h- inaltimea profilata a poansonului tmax-adancimea
profilata a matritei h=tmax+5mm=15+5=20mm h=20mm -inaltimea
capului de sprijin h1: Se
recomanda: h1=30...40mm Se
alege: h1=40mm Datorta cerintelor din cazul concret
se adopta : h1= 55mm -inaltimea
totala a poansonului H H=h1+h=20+55=75 H=75mm -raza
de racordare R R=10mm -raportul dimensional matrita
poanson In tab. 2 se indica pentru acest tip
de imprimare o valoare a raportului D/d 4![]() 12,5,
deci o valoare a raportului de suprafete:
12,5,
deci o valoare a raportului de suprafete:  unde: Am-aria matritei Ap-aria
poansonului D-
diametrul matritei d-
diametrul poansonului Am=
unde: Am-aria matritei Ap-aria
poansonului D-
diametrul matritei d-
diametrul poansonului Am=![]() Ap=531,25mm2
Ap=531,25mm2 ![]() 1.6.DISPOZITIVUL DE IMPRIMARE
1.6.DISPOZITIVUL DE IMPRIMARE
Asa cum sa aratat la studiul facut asupra tehnologiei de imprimare, procedeul de imprimare poate fi deschis sau inchis, adica fara sau cu ajutorul unui dispozitiv al carui element principal este un inel in care este incastrat matrita, inel care are rolul de a prelua presiunile specifice suplimentare. Deoarece imprimarea unui locas cu hexagon necesita forta de imprimare foarte mare, presiunile specifice vor fi de asemenea foarte mari, ceea ce conduce la ideea ca tehnolgia aleasa trebuie sa fie o imprimare inchisa ( incastrata ) .Inelul de incastrare are rolul de a crea si o stare de tensiuni favorabila ( de compresiune ) ,care mareste deformabilitatea matritei. Dispozitivul de imprimare folosit este alcatuil din : -placa de baza 40C10 -placa de presiune 40C10 -placa de fixare OLC45 -inel de sustinere OLC45
Prinderea se realizeaza prin intermediul bridelor
superioare si inferioare, iar centrarea cu ajutorul cepurilor de centrare. Un calcul de
rezistenta la acest dispozitiv nu se face. Insa se utilizeaza un material
rezistent, astfel incat sa faca fata presiunilor existente. Astfel otelul OLC
45 are un efort unitar de rupere ![]() , iar alungirea relativa
, iar alungirea relativa ![]() % , s-a considerat un material potrivit pentru
elementele dispozitivului. Mentionare
: Toate
elementele componente ale dispozitivului se pot reconditiona. De exempul,
daca placa de ghidare, dupa multe utilizari se uzeaza,astfel incat nu mai poate
reprelucra sa asigure ghidajul corespunzator, aceasta se poate reprelucra si
apoi se poate bucsa incat sa asigure in continuare ghidarea.
% , s-a considerat un material potrivit pentru
elementele dispozitivului. Mentionare
: Toate
elementele componente ale dispozitivului se pot reconditiona. De exempul,
daca placa de ghidare, dupa multe utilizari se uzeaza,astfel incat nu mai poate
reprelucra sa asigure ghidajul corespunzator, aceasta se poate reprelucra si
apoi se poate bucsa incat sa asigure in continuare ghidarea.
5. PROIECTAREA PRESEI
1. CALCULUL DE DIMENSIONARE A PRINCIPALELOR ELEMENTE
ALE PRESEI HIDRAULICE
Schema de calculpentru dimensionarea principalelor elemente ale presei hidraulice este prezenta in fig5.8
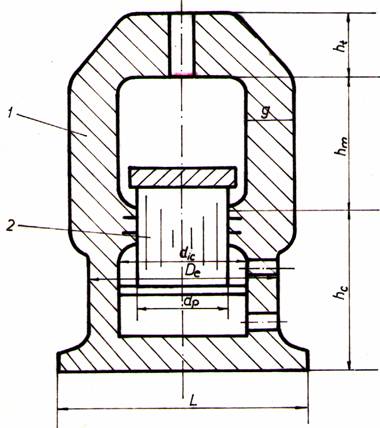
1.1 Diametrul plunjerului.
Diametrul plunjerului se va calcula din relatia fortei de presare in functie de presiunea lichidului si suprafata plunjerului.
![]() in care: F-forta dezvoltata de presa[daN]
in care: F-forta dezvoltata de presa[daN]
dp-diametrul plunjerului[mm]
pmax-presiunea maxima dezvoltata de
pompa[daN/mm2]
Deci diametrul poansonului poate fi calculat cu relatia:

![]()
Se adopta dp=570 mm
Marimile considerate in calcul: F=106daN
Pmax=4daN/mm2
1.2. Dimensionarea cilindrului
2.1. Diametrul interior
Se adopta dic=dp+30 mm
dic-diametrul interior al cilindrului
dp- diametrul plunjerului
dic=570+30=600 mm
dic=600 mm
2.1. Diametrul exterior.
Pentru calculul razei exteriare a cilindrului, in literatura de specialitate se recomanda relatia:
![]()
![]() re=ri
re=ri in care: re-
raza exterioara a cilindrului [mm] ri-
raza interioara a cilindrului [mm]
in care: re-
raza exterioara a cilindrului [mm] ri-
raza interioara a cilindrului [mm]
σi- tensiunea admisibila la intindere [daN/cm2]
p- presiunea interioara a lichidului [daN/cm2]
Presiunea interioara a lichidului se calculeaza cu relatia:
P=p1+Δp unde: p1-presiunea nominala
Δp-cresterea de presiune inconducta datorata
loviturii de berbec
se cunosc: p1=400 daN/cm2
Δp=1,1710-2
daN/cm2 ![]() 0,02
daN/cm2
0,02
daN/cm2
P=400+0,02=400,02
P=400,02 daN/cm2
Cilindrul fiind parte integranta din corpul piesei, care este confectionat din otel turnat, tensiunea admisibila la intindere va fi σi=900 daN/cm2.
Cu relatiile si valorile determinate mai susse poate calcula raza exterioara a cilindrului.
![]()
![]() re=ri
re=ri![]()
Se considera: re=502 mm![]()
De=2502=1004
1.3. Stabilirea altor dimensiuni.
g - grosimea montantului 120 mm
hc -inaltimea cilindrului 750 mm
hm - inaltimea montantului 1100 mm
ht - inaltimea traversei 350 mm
L - latura talpii de sustinere
Inaltimea totala a presei H=2200 mm
1. Calculul de rezistenta al cilindrului
1.1. Calculul de rezistenta al peretilor cilindrului.
In locul de concentrare a tensiunilor in peretele cilindrului, tensiunea se determina cu relatia:
![]() unde: Mi - moment de incovoiere
[daN/cm]
unde: Mi - moment de incovoiere
[daN/cm]
H1 - distanta pana la fibra medie [cm]
 in care:
in care:
T - forta raportata la unitatea de lungime a circumferintei interioare a
cilindrului [daN]
h - grosimea peretelui
c - raza interioara a cilindrului [cm]
d - raza exterioara a cilindrului [cm]
![]() in care: F- forta dezvoltata in
plunjer [daN]
in care: F- forta dezvoltata in
plunjer [daN]
F= 106 daN
C= 60 cm
![]() =
=![]() /mm
/mm
![]() in care: μ- coeficient de
elasticitate transversala, care pentru otel
este de 0,28-0,3 . Se alege μ=0,3
in care: μ- coeficient de
elasticitate transversala, care pentru otel
este de 0,28-0,3 . Se alege μ=0,3
Celalte marimi de calcul sunt: h=90 mm
h1=45 mm
d = 1004 mm
![]()
Pentru calculul momentului incovoietor se inlocuiesc valorile obtinute in relatia:
=265,258
=873,627daN/cm
σpc=![]() daN/cm2
daN/cm2
Tensiunea in perete se calculeaza cu relatia:
 in care: D,d - diametrul exterior, respectiv
interoir al cilindului
in care: D,d - diametrul exterior, respectiv
interoir al cilindului
D=1004mm=100,4cm
d= 600mm=60cm
= daN/cm2
daN/cm2
Tensiunea totala in perete se calculeaza:
![]()
![]()
![]()
![]() daN/cm2
daN/cm2
Materialul cilindrului fiind un otel turnat![]() cu rezistenta admisibila
cu rezistenta admisibila ![]() daN/cm2 si luand coeficientul de siguranta c=1,6
trebuie sa fie indeplinita conditia de rezistenta.
daN/cm2 si luand coeficientul de siguranta c=1,6
trebuie sa fie indeplinita conditia de rezistenta.
![]()
1,6455,33=728,52<![]()
![]() daN/cm2
daN/cm2
1.2. Calculul de rezistenta la baza cilindrului
Calculul rezistentei se poate face cu relatia:
![]()
![]() unde:
unde: ![]() -
tensiunea de incovoiere [daN/cm2]
-
tensiunea de incovoiere [daN/cm2]
φ- coeficient de slabire datorata gaurilor
h - grosimea fundului cilindrului
![]() unde: Σd- suma diametrelor
gaurilor dispuse pe o axa
unde: Σd- suma diametrelor
gaurilor dispuse pe o axa
![]()
![]()
![]() 1.3.
Calculul de rezistenta al plunjerului.
1.3.
Calculul de rezistenta al plunjerului.
Plunjerul este solicitat la compresiune in perioada de apasare asupra traversei. Deoarece plunjerul nu are o fixare rigida, nu este necesara verificarea acestuia la incovoiere.
![]() unde: F - forta care solicita plunjerul
unde: F - forta care solicita plunjerul
S - sectiunea transversala a plunjerului
![]() =
= daN/cm2
daN/cm2
Plunjerul se executa prin forjare din otel OT50, la care se cere o calitate superioara a suprafetelor prelucrate. Deci, materialul plunjerului ii permite acestuia un efort de pana la 1400 daN/cm2.
In urma calcului de rezistenta efectuat se poate spune ca este indeplinita conditia: σ<σa
1.4. Alegerea sistemului de etansare.
Pentru etansarea cilindrului, in zona de trecere a plunjerului se folosesc garnituri de etansare, care pot fi grupate in patru categori, si anume:
- mansete de etansare
- inele de etansare profilate
- inele circulare
- segmenti de piston
Mansetele de etansare se utilizeaza entru
cilindrii cu diametrul D![]() 1400mm,
care sunt alimentati cu ulei mineral, apa sau emulsie la o presiune p
1400mm,
care sunt alimentati cu ulei mineral, apa sau emulsie la o presiune p![]() 500 daN/cm2.
500 daN/cm2.
Deci, pentru presa proiectata este indicat sa se aleaga mansete de etansare. Stiind ca acestea rezista la o presiune de 50 daN/cm2 se poate calcula numarul de mansetenecesar pentru etansarea unei presiuni de 400 daN/cm2.
n=![]()
pentru siguranta se va adopta un numar de mansete n=10.
2. CALCULUL BATIULUI
Batiul presei are forma de cadru cu doi montanti. Principalele solicitari din cadru si dimensiunile care se vor lua in considerare in calculul de rezistenta sunt prezentate in fig.
2.1. Stabilirea dimensiunilor corespunzatoare schemei de calcul
Grosimea batiului se poate afla facand un calcul stabilit empiric cu relatia:
S=0,09![]() unde: S-grosimea batiului [mm]
unde: S-grosimea batiului [mm]
F-forta dezvoltata de presa
S=0,09![]() =0,09
=0,09![]() =90
Se adopta S=120 mm
=90
Se adopta S=120 mm
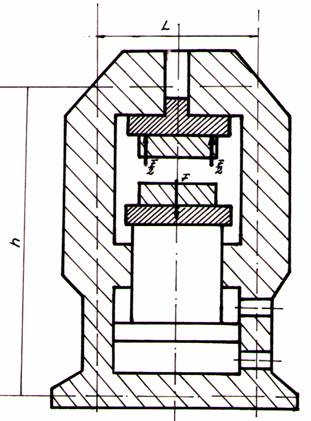
Schema solicitarilor presei
Celelalte dimensiuni, corespunzatoare schemei de calcul sunt: h=147,5 cm
l=74 cm
c=24 cm
Pentru a se putea trece la calculul de rezistenta conform schemei de calcul din fig trebuie sa se calculeze momntele de inertie.
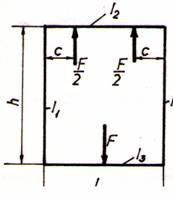
2.2. Calculul momentelor de inertie si a modulelor de rezistenta.
2.1.1. Momentul de inertie si modulul de rezistenta pentru sectiunea montantului (I1 si W1).
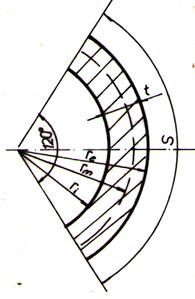
Sectiunea transversala a montantului.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2399
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved