| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
SUDAREA CU FASCICUL LASER
1. Principiul sudarii cu fascicul LASER
Laserii folositi pentru operatia de sudare industriala sunt laseri cu gaz. Un laser cu gaz consta dintr-un mediu activ (gaz sau vapori metalici) in care atomii sunt excitati pe stari energetice superioare, creandu-se o inversie de populatie, intre anumite nivele energetice.
Prin populatia unui nivel se intelege numarul de atomi din unitatea de volum, care se gasesc pe nivelul energetic respectiv.
Se considera doua nivele energetice cu energiile E1 si E2 (fig. 1) si se presupune ca initial, atomul se afla pe nivelul energetic E1, in care E1<E2.
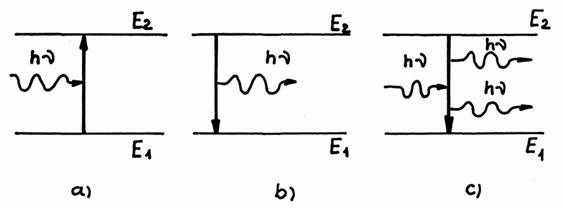
Fig. 1.
Daca gazul in aceste conditii este iradiat cu o unda electromagnetica avand frecventa:
![]() (1)
(1)
in care h - constanta lui Plank (h = 6,62510-34 J s) atunci exista probabilitatea finita ca atomul sa sufere o tranzitie pe nivelul E2.
Diferenta de energie, E2 - E1, necesara atomului sa realizeze tranzitia, este obtinuta din energia undei electromagnetice incidente, care a excitat atomul. Acest fenomen poarta denumirea de fenomenul de absorbtie.
Dar atomul nu poate ramane pe nivelul energetic E2, astfel ca el tinde sa se dezexcite, revenind pe nivelul energetic E1 si eliberand, ca atare, diferenta de energie, E2-E1.
Aceasta diferenta de energie eliberata se manifesta sub forma de unda electromagnetica, iar acest proces poarta denumirea de proces de emisie spontana.
Se emite deci la dezexcitarea atomului un foton, frecventa fotonului emis este data de aceeasi relatie (1).
Daca procesul de emisie are loc sub influenta undelor electromagnetice incidente, cu aceeasi frecventa, ν, cu cea a fotonului emis, atunci are loc procesul de emisie stimulata. Deci unda incidenta, de natura electromagnetica, care a produs si excitatia atomului, avand aceeasi frecventa cu cea a tranzitiei atomice, are posibilitatea de a stimula atomul sa efectueze tranzitia E2 - E1.
Diferenta de energie este eliberata sub forma unei unde electromagnetice ce se adauga la cea incidenta, obtinandu-se de fapt producerea a doi fotoni.
Emisia spontana implica emiterea undei incidente in faza cu unda produsa prin dezexcitarea atomica. Ca atare, emisia stimulata se produce in conditiile in care asupra gazului activ este trimisa o unda incidenta cu o anumita frecventa, astfel incat sa asigure inversia de populatie a atomilor gazului respectiv si prin dezexcitarea acestora sub influenta undei incidente, in faza cu unda de dezexcitare, se elibereaza un numar mai mare de fotoni.
Fenomenul inversiei de populatie poarta denumirea de pompaj si este realizat printr-un solenoid, ce inconjoara incinta mediului activ (fig. 2).
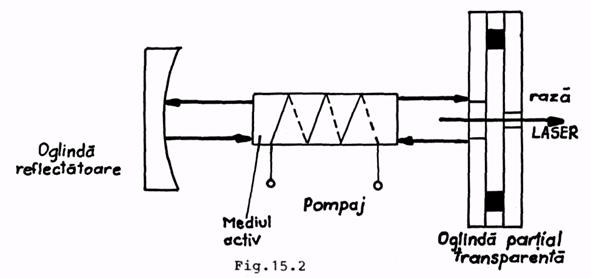
Fig. 2.
Fotonii emisi, ca urmare a celor descrise anterior, sunt reflectati de catre doua oglinzi. Prin reflectarea acestora, ei devin cuante de energie, care excita suplimentar mediul activ, provocandu-se fenomenul de rezonanta cuantica. Din acest motiv, oglinzile reflectatoare poarta denumirea si de rezonatori optici. Una dintre oglinzi este partial transparenta, astfel incat prin ea poate trece un fascicul fotonic care constituie raza LASER.
Raza LASER, raza de lumina, poate fi dirijata prin intermediul unor elemente optice, ca: lentile si oglinzi. Astfel ca, raza LASER poate fi aliniata de o serie de lentile (fig. 3), deviata de o serie de oglinzi si focalizata de o alta serie de lentile, actionand asupra pieselor de incalzit.
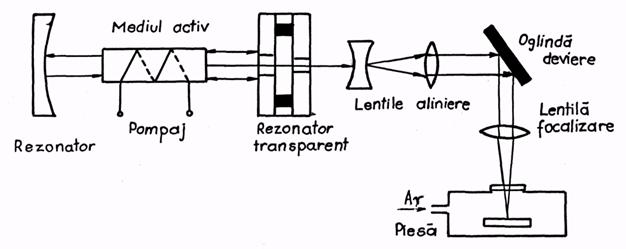
Fig. 3.
In figura 4 se prezinta schema principiala a unui LASER cu gaz, lucrand in mediu de argon. In incinta mediului activ, se afla doi electrozi, catodul si anodul, care asigura amorsarea procesului de emisie stimulata, respectiv intre acestia are loc o descarcare in gaz cu producere de fotoni, care vor stimula procesul de emisie.
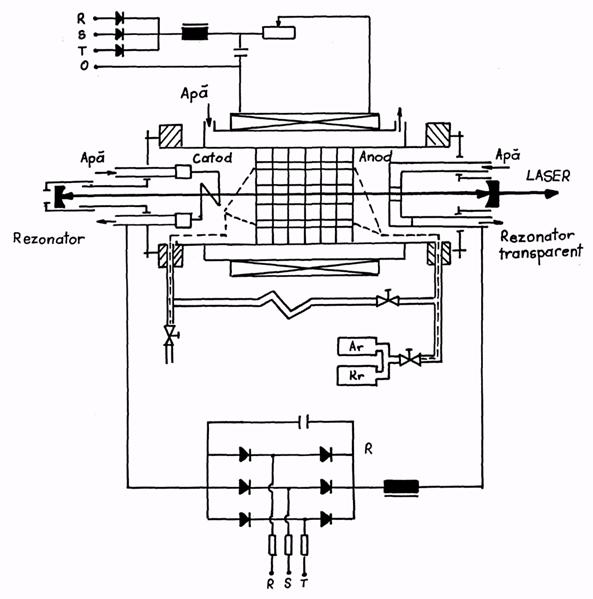
Fig. 4.
Solenoidul, ce inconjoara incinta mediului activ, produce o unda electromagnetica cu o frecventa corespunzatoare fenomenului de excitatie atomica. Fotonii sunt reflectati de cei doi rezonatori, respectiv cele doua oglinzi plasate la capetele incintei LASER. Unul dintre rezonatori este deplasabil axial, pentru a asigura o anumita lungime intre cei doi rezonatori, corespunzator fenomenului de producere a undelor stationare. In incinta se afla placi din grafit, care absorb fotonii rebeli. Peretii exteriori ai incintei precum si electrozii din incinta sunt raciti cu apa.
In fig.5 se prezinta o instalatie LASER de sudare in mediu de dioxid de carbon.
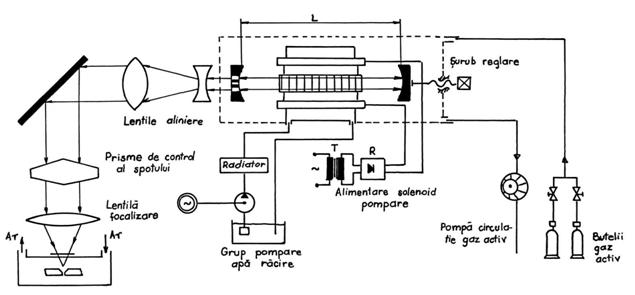
Fig. 5.
Incinta este formata din aceleasi componente, respectiv electrozii de amorsare, solenoidul de pompaj, cei doi rezonatori optici, dintre care unul transparent.
Rezonatorul netransparent are un surub de reglaj care asigura o anumita distanta intre cei doi rezonatori, data de relatia:
![]() (2)
(2)
respectiv conditia de producere a undelor stationare in cadrul incintei, in care λ este lungimea de unda a radiatiei electromagnetice (fotonice) data de relatia:
![]() (3)
(3)
in care: c este viteza luminii;
ν - frecventa radiatiei produse.
Gazul activ este permanent vehiculat in incinta LASER. Fasciculul LASER, rezultat din incinta, este trecut prin lentilele de aliniere, reflectat de o oglinda, trecut apoi prin prismele de control ale spotului si printr-o lentila de focalizare, actionand asupra piesei de sudat.
2. Performantele sudarii si taierii cu fascicul LASER
Principalele performante ale prelucrarii cu fascicul laser constau in urmatoarele:
se pot suda sau taia o gama larga de materiale (dure, fragile sau refractare) care se sudeaza sau se debiteaza greu prin celelalte procedee conventionale;
zona afectata termic din preajma incidentei fasciculului laser este foarte mica, ea este de aproximativ 1,5 ori mai mare decat latimea cordonului sau a taieturii;
fasciculul laser are o convergenta mult mai buna decat fasciculul de electroni; convergenta lui este asigurata prin lentile optice. Ca atare, sudarea poate fi realizata si in atmosfera ambianta, nu neaparat in atmosfera vidata. De asemenea, sudarea poate fi asigurata si intr-o atmosfera protectoare (de gaz inert) in special pentru unele metale active;
laserul poate fi considerat un sistem de taiere punctiform, latimea taieturii este foarte mica, iar calitatea suprafetei taieturii este foarte buna, uneori nefiind necesare prelucrari ulterioare;
cantitatea de energie care este administrata piesei de prelucrat poate fi controlata precis in timpul operatiei de taiere sau sudare, iar fasciculul laser poate fi comutat cu mare viteza si precizie;
fasciculul laser poate intra in zone inaccesibile, prin alte procedee de sudare. Pe langa performantele si avantajele aratate, sudarea cu laser prezinta ca principal dezavantaj costul ridicat al instalatiei si al tehnologiei. Din acest motiv, ea este aplicata numai in acele domenii, in care eficienta economica este certa.
3. Tehnologia sudarii si taierii cu fascicul laser
Temperatura materialului din zona de iradiere depinde de densitatea fluxului de radiatie, precum si de proprietatile materialului (in special, difuzivitatea). Sudarea cu fascicul laser se poate realiza in atmosfera ambianta sau in atmosfera protectoare, de obicei cu gaz inert (argonul). Avantajul principal al sudarii laser este ca radiatia incidenta poate avea densitati de flux energetic de ordinul pana la 109 W/cm2. Aceasta densitate este foarte mare fata de celelalte procedee de sudare. Sudarea cu arc electric, WIG, asigura densitati pana la 104 W/cm2, iar sudarea cu flacara oxiacetilenica pana la 103 W/cm2. La toate acestea se mai adauga si faptul ca energia poate fi focalizata intr-un spot cu diametrul de pana la 10 ori mai mic decat la procedeele de sudare cu arc electric.
Curent, sudarea laser se realizeaza cu densitati de energie de ordinul a 105 pana la 106 W/cm2. Densitati mai mari de energie sunt folosite la operatiile de taiere sau gaurire, datorita tendintei de vaporizare a materialului topit.
Astfel, sudarea cap la cap a tablelor din otel inoxidabil cu grosimea de 0,5 mm, se poate realiza cu un laser cu CO2 de 100 W cu o viteza de sudare de 1,5 m/min si o latime a cusaturii de 0,15 mm. Se poate realiza sudarea cap la cap a titanului cu grosime a tablelor de 0,25 mm cu un laser cu CO2 de 250 W, cu o viteza de sudare de 1,25 m/min, latimea cordonului fiind de 0,55 mm.
Se pot suda si componente de grosime mare. Astfel, table din otel inoxidabil cu grosimea de 20 mm, sudate cap la cap cu fascicul laser necesita o viteza de sudare de 1,25 m/min, formandu-se o cusatura cu latimea de 3,3 mm. Toate aceste exemple, releveaza faptul ca viteza de sudare cu fascicul laser este foarte mare, incomparabil mai mare cu celelalte procedee de sudare. De asemenea, latimea cordonului este foarte mica, conducand si la o zona influentata termic redusa.
Sudarea cu laser cu CO2, avand lungimea de unda de 10,6 μm
este aplicata, de obicei, materialelor care absorb bine aceasta lungime de unda a radiatiei, electromagnetice, cum ar fi: otelul obisnuit, titanul, otelul inoxidabil, otelurile aliate, etc. Sudarea cu laser cu CO2 este ineficienta in cazul unor materiale, care absorb o mica cantitate a radiatiei incidente, cum ar fi: aluminiul, cuprul si aliajele acestora.
Taierea cu fascicul laser se poate realiza direct sub incidenta fasciculului laser pentru grosimi mici a componentelor de debitat, sau pentru grosimi mai mari. Se poate folosi si taierea oxilaser, in care coaxial cu fasciculul laser se trimite un jet de gaz. Gazul folosit poate fi gaz activ sau gaz inert. Taierea cu gaz activ este analoaga cu taierea cu flacara oxiacetilenica, intrucat gazul activ, de obicei, oxigenul asigura cresterea randamentului procesului de taiere prin oxidarea suplimentara pe care o realizeaza. Taierea cu gaz inert contribuie la imbunatatirea calitatii taieturii si este aplicata de obicei la materialele active, sensibile la oxidare.
In tabelul 1 se prezinta cateva elemente ale regimului de lucru la taierea cu fascicul laser, fara gaz suplimentar, a unor materiale mai folosite.
Tabel 1.
|
Material |
Grosime [mm] |
Viteza [mm/min] |
Latimea taieturii [mm] |
Putere [W] |
|
OL 37 | ||||
|
OLC 60 | ||||
|
Otel inoxidabil | ||||
|
Otel inoxidabil | ||||
|
Titan | ||||
|
Aluminiu |
Instalatiile de debitare moderne, cu laser folosesc comanda numerica si se caracterizeaza printr-o precizie foarte ridicata a taieturii precum, si prin pierderi reduse de metal. Totodata, calitatea taieturii este relativ buna. Contururile debitate au forme relativ complexe, respectiv raze mici de racordare, varfuri ascutite, etc, forme ce nu puteau fi obtinute prin debitarea termica.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 5050
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved