| CATEGORII DOCUMENTE | ||
|
||
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
ELEMENTE DE TRIBOLOGIE. LAGARE CU ALUNECARE
1. Elemente de tribologie
Tribologia este un domeniu interdisciplinar care se ocupa cu studiul fenomenelor de frecare, uzare si lubrificatie.
1.1. Frecarea
Frecarea se defineste ca interactiunea unui corp in miscare cu un alt corp sau cu mediul inconjurator care conduce la disipare de energie. Forta de frecare reprezinta rezistenta, in cupla de frecare, care se opune miscarii sau tendintei de miscare a unui corp pe suprafata celuilalt. Lucrul mecanic al fortei de frecare se transforma, in cea mai mare parte, in caldura, restul contribuind la uzarea suprafetelor corpurilor aflate in contact, prin smulgerea unui numar de particule metalice de pe aceste suprafete.
Frecarea apare in tehnica atat ca fenomen dorit (mersul pe jos, tractiunea rutiera, frane, ambreiaje etc.) cat si - in special - ca fenomen nedorit, caz in care are loc: scaderea randamentului masinilor si mecanismelor; incalziri si dilatari locale; uzarea suprafetelor in contact etc.
Frecarea se clasifica dupa mai multe criterii, dupa cum urmeaza:
dupa starea de miscare
frecarea statica: exista numai tendinta de miscare;
frecarea cinetica: exista miscare relativa intre corpuri
Fortele de frecare care apar la frecarea statica sunt mai mari (uneori chiar duble) fata de cele care apar la frecarea cinetica.
dupa felul miscarii relative dintre corpuri
frecare cu alunecare
frecare cu rostogolire
dupa regimul de ungere
frecare riguros uscata
frecare tehnic uscata
frecare limita
frecare mixta
frecare fluida
 Frecarea riguros
uscata se poate
realiza numai in vid, in absenta unui mediu lubrifiant in zona
portanta. Se
obtine in conditii de laborator sau poate sa
apara la utilajele de tehnica vidului si la echipamentele tehnicii
spatiale.
Frecarea riguros
uscata se poate
realiza numai in vid, in absenta unui mediu lubrifiant in zona
portanta. Se
obtine in conditii de laborator sau poate sa
apara la utilajele de tehnica vidului si la echipamentele tehnicii
spatiale.
Frecarea tehnic uscata apare frecvent in natura si tehnica, cand suprafetele in contact sunt neunse. Aceasta frecare admite prezenta aerului sau a altui mediu gazos. Microneregularitatile rezultate in urma prelucrarii mecanice a suprafetelor in contact angreneaza intre ele formand, din loc in loc (fig. 1), puncte de adeziune moleculara (sudura). Fortele de frecare sunt determinate de rezistenta la forfecare a punctelor de sudura. Datorita acestui fapt, frecarea tehnic uscata se caracterizeaza prin coeficienti de frecare mari, deci si prin pierderi mari prin frecare si uzuri importante. In situatia frecarii uscate, se aplica legile frecarii (forta de frecare este direct proportionala cu forta normala de apasare si coeficientul de frecare depinde numai de cuplul de materiale si nu depinde de marimea suprafetelor in contact).
 Frecarea limita (semiuscata) se realizeaza atunci cand intre
suprafetele in contact ale celor doua piese este
prezent un strat subtire de lubrifiant, puternic ancorat de
suprafetele celor doua piese aflate in contact. Stratul
de lubrifiant, continuu sau discontinuu, de grosime cuprinsa intre 10-3
si 10-2 m, impiedica formarea punctelor de adeziune
moleculara intre suprafetele in frecare (fig. 2).
Frecarea limita (semiuscata) se realizeaza atunci cand intre
suprafetele in contact ale celor doua piese este
prezent un strat subtire de lubrifiant, puternic ancorat de
suprafetele celor doua piese aflate in contact. Stratul
de lubrifiant, continuu sau discontinuu, de grosime cuprinsa intre 10-3
si 10-2 m, impiedica formarea punctelor de adeziune
moleculara intre suprafetele in frecare (fig. 2).
 Si in cazul
frecarii limite se aplica legile frecarii. Fortele de frecare scad
de 2.3 ori fata de cele corespunzatoare frecarii uscate iar
uzarea se poate micsora de sute sau chiar de mii de ori.
Explicatia acestui fenomen consta in faptul ca rezistenta
la forfecare a stratului aderent este mult mai
redusa decat cea a materialelor cuplei.
Si in cazul
frecarii limite se aplica legile frecarii. Fortele de frecare scad
de 2.3 ori fata de cele corespunzatoare frecarii uscate iar
uzarea se poate micsora de sute sau chiar de mii de ori.
Explicatia acestui fenomen consta in faptul ca rezistenta
la forfecare a stratului aderent este mult mai
redusa decat cea a materialelor cuplei.
Frecarea fluida se produce cand intre suprafetele cuplei este interpus un film de lubrifiant portant mai gros decat inaltimea maxima a asperitatilor (fig. 3). Acesta este regimul ideal de functionare a unui lagar cu frecare cu alunecare. Contactul dintre filmul de lubrifiant si suprafetele celor doua piese care formeaza cupla este continuu, iar fortele de frecare sunt determinate de tensiunile tangentiale din fluid. Acest tip de frecare reduce foarte mult uzura si fortele de frecare datorita valorilor reduse ale tensiunilor tangentiale de rupere a filmului de lubrifiant. Se studiaza conform teoriei mecanicii fluidelor. Notiunea de coeficient de frecare are, in acest caz, doar un sens conventional, acesta determinandu-se cu relatia
![]() ,
,
in care η reprezinta vascozitatea dinamica a lubrifiantului; u - viteza relativa; pm - presiunea medie; h - grosimea filmului de lubrifiant.
Frecarea mixta apare in situatiile in care zonal se intalnesc diferite regimuri de frecare (fig. 4). Este cazul unor grosimi prea mici ale stratului de lubrifiant sau prea mari a rugozitatilor suprafetelor din cuple. Conventional, fortele de frecare se calculeaza ca la frecarea uscata.
1.2. Uzarea
Uzarea este un proces de pierdere progresiva de material care apare din interactiunea suprafetelor cuplelor de frecare. Intre procesul de uzare si cel de frecare exista o stransa interdependenta in sensul ca uzarea este o consecinta a frecarii, iar starea suprafetelor rezultate prin uzare influenteaza frecarea.
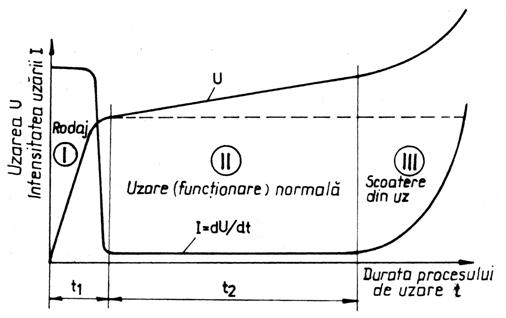
Fig. 5
Uzarea poate fi un proces dorit (prelucrarea mecanica, polizare etc.) sau, de cele mai multe ori un proces nedorit. Evolutia uzurii (U - volumul de material dislocat prin uzare de pe suprafetele cuplelor) este prezentata in fig. 5, notatiile avand urmatoarele semnificatii:
t1 - perioada de rodaj, cand uzura are o evolutie intensa; in aceasta perioada, suprafetele de frecare se autoajusteaza (rugozitatile se micsoreaza);
t2 - uzare normala (perioada de exploatare); uzura evolueaza foarte lent.
Dupa aceasta perioada, datorita acumularii unor modificari dimensionale insemnate, functionarea cuplei se inrautateste si uzura evolueaza accelerat, ducand la scoaterea din functiune a cuplei intr-un timp foarte scurt.
Principalele tipuri de uzari sunt: uzarea de adeziune (griparea); uzarea de oboseala superficiala (ciupirea suprafetelor active, formarea de cavitati pe suprafete); uzarea abraziva etc.
1.3. Lubrifianti
Lubrifiantul este, in general, cel de-al treilea corp interpus intre suprafetele cuplei de frecare. Poate fi interpus in mod natural (aer, umezeala, oxizi etc.) sau, cel mai des, in mod intentionat, in scopul micsorarii frecarii.
Lubrifiantii exista in toate starile de agregare, dar cei mai raspanditi sunt uleiurile minerale si unsorile consistente.
Uleiurile minerale se obtin prin rafinarea fractiunilor lubrifiante extrase din titeiuri si apoi se adauga aditivi in proportie de 2.20%, in scopul ameliorarii proprietatilor acestora.
Principalele proprietati ale uleiurilor minerale sunt:
vascozitatea dinamica η este proprietatea care defineste marimea frecarilor interne dintre straturile de lubrifiant; se masoara in Pa.s (Pascal.secunda) in S.I.
vascozitatea cinematica ν se
determina cu relatia ![]() , unde ρ reprezinta densitatea uleiului; se
masoara in cSt (centiStokes), iar in SI in m2/s = 10-6 cSt
, unde ρ reprezinta densitatea uleiului; se
masoara in cSt (centiStokes), iar in SI in m2/s = 10-6 cSt
vascozitatea relativa reprezinta raportul dintre vascozitatea fluidului si vascozitatea unui fluid de referinta (de regula, apa la 20C); se masoara in E (grade Engler) si se poate determina ca raport intre timpii de scurgere a aceleiasi cantitati de ulei, respectiv de apa la temperatura de masurare.
Vascozitatea uleiurilor minerale scade puternic la cresterea temperaturii si creste foarte putin cu cresterea presiunii. Pentru a mentine vascozitatea uleiurilor minerale intre anumite limite indiferent de temperatura de incalzire, acestea se aditiveaza corespunzator.
onctuozitatea este proprietatea lubrifiantilor de a forma straturi puternic ancorate de suprafetele cuplei, permitand realizarea unui regim de frecare limita.
detergenta este capacitatea de a mentine curate suprafetele cu care vine lubrifiantul in contact.
Unsorile consistente sunt dispersii de sapunuri metalice in uleiuri minerale sau sintetice. Sapunurile se obtin, de obicei, prin reactia dintre acizii grasi naftenici si metale (calciu, sodiu, litiu). Unsoarea consistenta este caracterizata de un prag de curgere - marimea tensiunilor tangentiale din unsoare la care aceasta incepe sa curga. Pentru tensiuni mai mici decat pragul de curgere, unsoarea se comporta ca un corp solid si apare posibilitatea existentei unei zone stagnate si a unor filme de unsori portante static. Datorita acestei proprietati, unsorile consistente se folosesc atat pentru micsorarea frecarilor cat si pentru protejarea anticorosiva a suprafetelor si pentru ermetizarea interstitiilor.
2. Lagare cu alunecare
Lagarele cu alunecare sunt organe de masini care asigura rezemarea sau ghidarea osiilor sau arborilor, preluand fortele radiale si/sau axiale prin intermediul suprafetelor de alunecare.
Clasificarea lagarelor cu alunecare se face dupa mai multe criterii, prezentate mai jos.
Dupa regimul de frecare:
lagare cu frecare uscata;
lagare cu frecare limita;
lagare cu frecare mixta;
lagare cu frecare fluida;
Dupa directia fortei:
lagare radiale;
lagare axiale;
lagare radial-axiale;
lagare axial-radiale;
Dupa forma suprafetei de frecare:
lagare cu suprafata cilindrica;
lagare cu suprafata plana;
lagare cu suprafata conica;
lagare cu suprafata sferica;
Dupa felul miscarii de rotatie:
lagare cu miscare de rotatie completa;
lagare cu miscare oscilanta.
Partile care alcatuiesc cupla cu frecare cu alunecare sunt cuzinetul (radial sau axial) si fusul - pentru lagarele radiale, respectiv patina - pentru lagarele axiale (fig. 6).
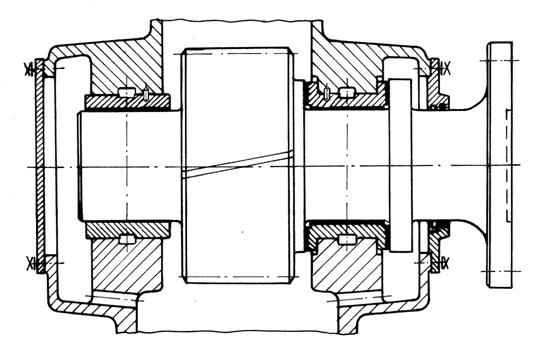
Fig. 6
Cuzinetul este elementul component al butucului lagarului, fiind fixat in acesta si impiedicat sa se roteasca si sa se deplaseze axial. Fusul axial (patina) este elementul component al arborelui si se roteste impreuna cu acesta.
2.1. Materiale si tehnologie
Fusurile (patinele) se executa, in majoritatea cazurilor, din acelasi material ca si osia sau arborele de care apartin, deci din oteluri carbon de cementare sau de imbunatatire. La conditiile impuse materialelor arborilor si osiilor se mai adauga:
rezistenta mare la uzare;
prelucrare corespunzatoare a suprafetei.
Se recomanda ca duritatea fusului sa fie de 3.5 ori mai mare decat a cuzinetului, acest raport asigurand o functionare corespunzatoare si cand ungerea este defectuoasa. Pentru materialele de cuzineti cu duritate < 300 HB nu mai este necesara durificarea fusului. Fusurile nedurificate mai importante se vibronetezesc, iar fusurile durificate prin calire sau cementare si calire trebuie rectifcate.
Cuzinetii. Materialele pentru cuzineti trebuie sa indeplineasca rolul de material cu calitati antifrictiune. Se intalnesc urmatoarele solutii:
cuzinet in constructie integrata impreuna cu butucul din material antifrictiune;
cuzinet in constructie integrata impreuna cu butucul, materialul antifrictiune care formeaza cuzinetul fiind turnat in locasul din butuc;
cuzinet din material antifrictiune asamblat pe butuc;
cuzinet din mai multe straturi - turnate sau placate - unul cu rol de suport, iar celalalt fiind materialul antifrictiune;
cuzinetul din materialul butucului si fusul arborelui acoperit cu material antifrictiune - solutie rar intalnita.
Materialele antifrictiune trebuie sa indeplineasca urmatoarele conditii:
rezistenta mare la uzura;
coeficient de frecare redus pentru a micsora pierderile prin frecare;
sa permita deformatii plastice locale (conformabilitate);
rezistenta mare la oboseala de contact;
rezistenta la gripare;
conductibilitate termica ridicata;
coeficient de dilatare termica mic;
aderenta cu lubrifiantul;
rezistenta la coroziune.
Cele mai utilzate materiale antifrictiune sunt prezentate in continuare.
Materialele metalice cuprind materialele feroase, materialele neferoase si materialele sinterizate.
Materialele feroase cele mai utilizate sunt fontele - cenusii Fc, cu grafit nodular Fgn, maleabile Fma sau cele manganoase Fmn - si se folosesc la cuzineti dintr-o bucata sau la cei multistrat, ca element suport. Cuzinetii din fonta se obtin prin turnare.
Materialele neferoase cuprind bronzurile - CuSn, CuPbSn, CuPb - si se utilizeaza la cuzineti dintr-o bucata sau multistrat. Aliajele cu Cu, Sn si Pb se folosesc la cuzinetii multistrat obtinuti prin turnare, iar cei cu Al - AlSn, AlPb, AlCuPb - la cuzineti multistrat obtinuti prin placare.
Materialele sinterizate pot fi moi sau dure. Materialele sinterizate moi, pe baza de FeC, FeCu, CuPb, AlCuPb, sunt utilizate la cuzineti masivi, porosi si autolubrifianti executati multistrat subtiri; Materialele sinterizate dure, pe baza de carburi metalice, sunt utilizate la lagare cu gaze.
Materialele nemetalice cele mai utilizate sunt:
lemn - stejar - presat si impregnat;
materiale plastice - bachelite (termorigide), pentru cuzineti masivi si teflon sau poliamide - cu proprietati autolubrifiante;
cauciuc - cuzinet multistrat vulcanizat;
grafit;
ceramica - cuzineti masivi din ceramica fina;
pietre pretioase - in mecanica fina;
Materiale mixte: suport metalic din banda de otel si strat sinterizat (bronz) si lubrifiant solid.
Lagarele radiale hidrodinamice sunt compuse din corpul lagarului, cuzinet si fus.
Corpul lagarelor se poate realiza ca o piesa independenta montata pe batiul masinilor cu ajutorul suruburilor sau poate face parte din batiu. Exista si situatii in care corpul lagarului face parte dintr-o piesa mobila (cazul bielelor).
Dupa numarul de bucati ale corpului lagarului se deosebesc doua constructii caracteristice.
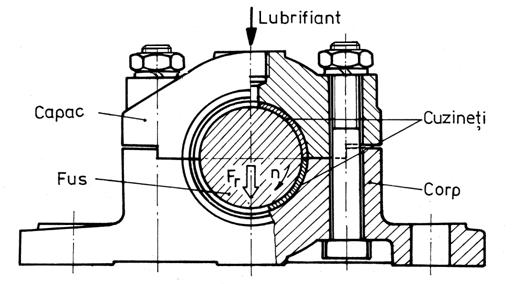
Fig. 7
Lagarul cu capac este sectionat cu un plan diametral care delimiteaza corpul lagarului de capacul acestuia. Pentru pozitionarea reciproca a celor doua parti, suprafata de separatie se executa in trepte sau se utilizeaza stifturi de centrare. Aceste elemente descarca suruburile care asambleaza capacul pe corpul lagarului. Avantajele acestei constructii sunt: montaj usor, posibilitate de reglaj (in limite reduse) a jocului din lagar. Dezavantajele constructiei cu capac sunt complexitatea constructiva si rigiditatea scazuta in raport cu cealalta solutie constructiva caracteristica. Cuzinetul utilizat este realizat, de regula, din doua bucati. Un lagar cu capac cu cuzinet tip bucsa este prezentat in fig. 8.
Lagarul fara capac este caracterizat prin simplitate constructiva si rigiditate marita in raport cu solutia constructiva cu capac. Montajul este mai dificil deoarece trebuie realizat pe directie axiala. Cuzinetul utilizat este de tip bucsa monobloc.
Cuzinetii
Constructiile de cuzineti se deosebesc prin numarul de parti componente (monobloc sau din doi semicuzineti), prin modul de realizare a canalului pentru ungere si prin modul de fixare in butuc. Pentru aducerea lubrifiantului de la exteriorul cuzinetului (de la priza de lubrifiant din corpul lagarului) in interior, cuzinetii sunt prevazuti cu un orificiu transversal. Pentru distribuirea lubrifiantului in lungul lagarului cuzinetii pot avea, la interior, un buzunaras obtinut prin frezare.
La cuzinetii monobloc (tip bucsa) buzunarasul este realizat in dreptul orificiului de ungere, acesta fiind situat in partea superioara a cuzinetului, unde trebuie sa fie si priza de lubrifiant de pe corpul lagarului (fig. 9).
La constructiile cu doi semicuzineti (fig. 10), buzunarasul pentru imprastierea lubrifiantului se executa, de regula, in planul de separatie dintre semicuzineti. Pentru aducerea uleiului la interiorul lagarului exista urmatoarele solutii:
Canal pe circumferinta exterioara a cuzinetilor - cand orificiul de ungere este plasat in planul de separatie;
Canal pe circumferinta interioara a cuzinetilor - cand orificiul de ungere este plasat in alta pozitie (in dreptul prizei de lubrifiant de pe corpul lagarului.
Pentru impiedicarea deplasarii axiale sau rotirii semicuzinetilor se pot folosi praguri, pinteni (obtinuti prin crestarea si indoirea unui colt al semicuzinetilor) sau stifturi de fixare montate transversal sau longitudinal.
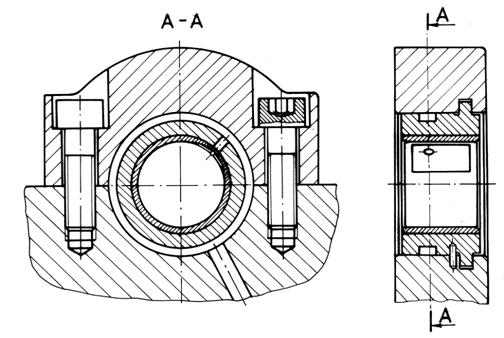
Fig. 8
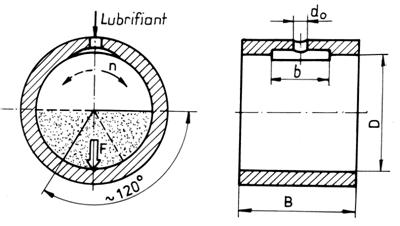
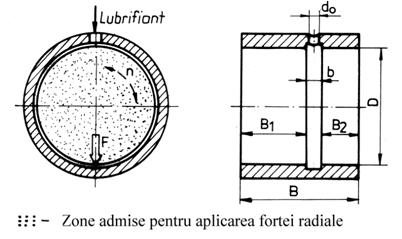
Fig. 9
Fig. 10
2.3. Portanta lagarelor hidrodinamice
Lagarele hidrodinamice se caracterizeaza prin existenta unui film de lubrifiant autopurtant intre elementele lagarului in miscare relativa.
Filmul autopurtant (hidrodinamic) apare datorita unei miscari relative intre partile cuplei de frecare, configuratiei interstitiului si antrenarii lubrifiantului intre suprafetele cuplei.
 In functie de directia
miscarii relative sunt posibile doua alternative: cu efect de
pana si cu efect de expulzare.
In functie de directia
miscarii relative sunt posibile doua alternative: cu efect de
pana si cu efect de expulzare.
Filmul autopurtant obtinut prin efect de pana (fig. 11) este cel mai des intalnit. Pentru realizarea acestui film autopurtant sunt necesare anumite conditii:
existenta unui interstitiu convergent;
miscare relativa tangentiala in sensul convergentei interstitiului;
 lubrifiant suficient.
lubrifiant suficient.
Filmul autopurtant obtinut prin efect de expulzare (fig. 12) este determinat de rezistenta pe care o opune lubrifiantul la expulzare. Permanenta filmului este asigurata daca suprafata mobila are o miscare periodica rapida.
Uneori, cele doua efecte se compun, un exemplu fiind lagarele cu alunecare de la motoarele cu pistoane, lagare care sunt supuse la sarcini variabile ca directie si amplitudine.
2.4. Formarea penei de lubrifiant la lagare radiale hidrodinamice
Intre fus si cuzinet exista un joc determinat de tolerantele diferite la diametrele acestora (fig. 13). In lagar este adus continuu lubrifiant, din exterior cu debitul Q.
Lubrifiantul in contact cu cuzinetul este in repaus, in timp ce lubrifiantul in contact cu fisul are viteza periferica a acestuia.
In partea inferioara a lagarului, lubrifiantul este antrenat dinspre zonele largi (cu presiuni mici) fiind fortat spre zonele stramte (cu presiuni mari). Pe partea superioara, fusul antreneaza o cantitate de lubrifiant, aderenta la suprafata sa, transportand-o, din zonele mai stramte (cu presiuni mari) in zonele mai largi (cu presiuni mici) alimentand continuu lagarul cu cantitatea Qr.
Fusul este plasat excentric fata de cuzinet determinand un spatiu sub forma de pana. Exista o grosime minima de lubrifiant hm iar distributia de presiuni are punctul de maxim in apropierea zonei cu grosime minima.
In plan longitudinal, distributia de presiuni este parabolica datorita scaparilor de lubrifiant Q prin extremitatile lagarului.
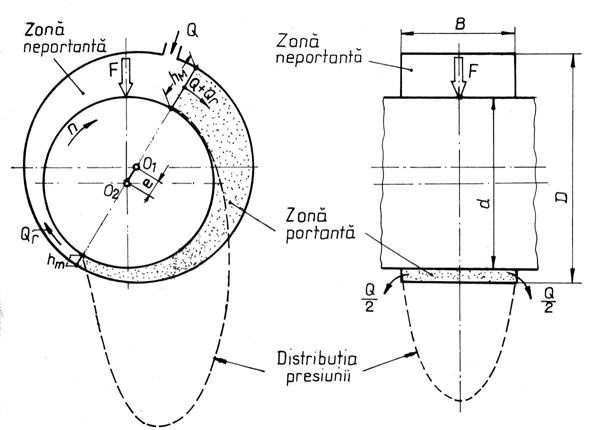
Fig. 13
2.5. Regimuri de functionare la lagare radiale hidrodinamice
In functionarea lagarelor radiale hidrodinamice, acestea parcurg o serie de faze caracterizate prin diferite regimuri de frecare.
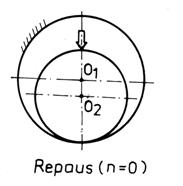
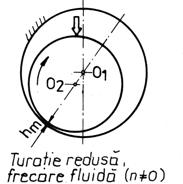
Repaus (fig. 14, a). Fusul se sprijina pe cuzinet lubrifiantul fiind indepartat dintre suprafete.
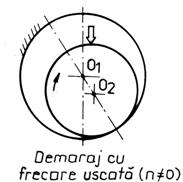
Demaraj uscat (fig. 14, b). Fusul se rostogoleste cu frecare uscata pe cuzinet tinzand sa urce pe acesta. Durata acestei faze este foarte redusa, lubrifiantul ajungand repede intre suprafetele de frecare. Este regimul caracterizat prin cele mai mari uzuri.
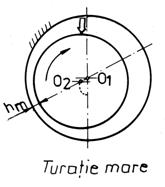
Functionare cu frecare mixta sau fluida (fig. 14, c si d). Intre fus si cuzinet se formeaza filmul de lubrifiant a carui grosime depinde direct de turatia de functionare a lagarului. Frecarea fluida este regimul ideal de functionare al lagarelor hidrodinamice, caracterizat prin uzuri practic inexistente.
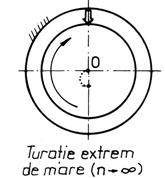
La turatii extrem de mari (fig. 14, e) se produce o autocentrare a fusului fata de cuzinet. Este un regim de functionare teoretic.
a b c
d e
Fig. 14
 Regimurile de functionare ale lagarelor radiale hidrodinamice
pot fi studiate pe baza curbei Stribeck (fig. 15). Aceasta reprezinta dependenta coeficientului de frecare
de turatia fusului (n).
Regimurile de functionare ale lagarelor radiale hidrodinamice
pot fi studiate pe baza curbei Stribeck (fig. 15). Aceasta reprezinta dependenta coeficientului de frecare
de turatia fusului (n).
Curba 1 reprezinta variatia coeficientului de frecare pentru un lagar radial care functioneaza cu frecare uscata la demaraj si trece apoi prin regim de frecare mixta si fluida.
Curba 2 este curba teoretica de variatie a
coeficientului conventional de frecare ![]() , la care este asimptota curba reala.
, la care este asimptota curba reala.
Curba 2' reprezinta variatia coeficientului de frecare pentru lagare hibride care foloseste, la demaraj, film de lubrifiant autoportant hidrostatic, functionand in continuare in regim hidrodinamic.
Cresterea coeficientului de frecare cu turatia nu este semnificativa. De aceea, lagarele hidrodinamice functioneaza cel mai bine la turatii foarte ridicate, iar limitarea turatiei de functionare poate fi impusa de rezistenta arborelui. In fig. 16 este prezentata diagrama care poate fi utilizata pentru alegerea tipului de lagar (cu frecare de rostogolire sau cu frecare de alunecare) in functie de incarcare si de turatia de functionare.
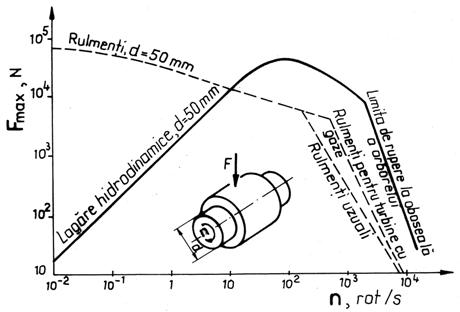
Fig. 16
2.6. Lagare axiale hidrodinamice. Elemente constructive
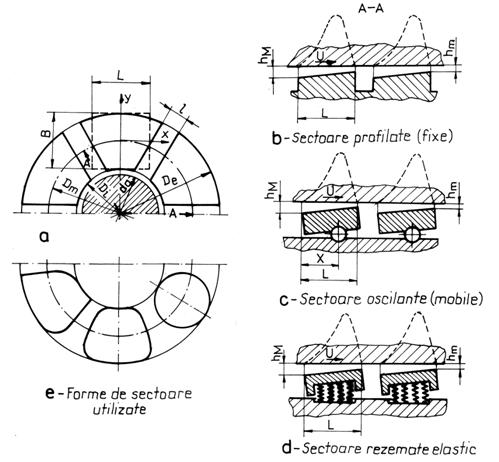
Fig. 17
Pentru obtinerea conditiilor de ungere hidrodinamica, solutia cea mai intalnita este sectorizarea suprafetei inelare a cuzinetului (sectoare cu diverse forme - fig. 17, e) si realizarea unor zone portante prin:
profilarea sectoarelor, fig. 17, b;
asigurarea mobilitatii prin sectoare oscilante (fig. 17, c) sau rezemate elastic (fig. 17, d).
Solutii constructive de sectorizare a suprafetei portante sunt prezentate in fig. 18.
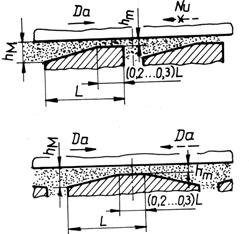
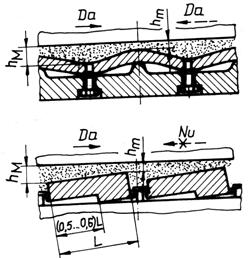
Fig. 18
In fig. 19 este prezentata constructia unui lagar axial hidrodinamic care preia forte axiale in ambele sensuri.
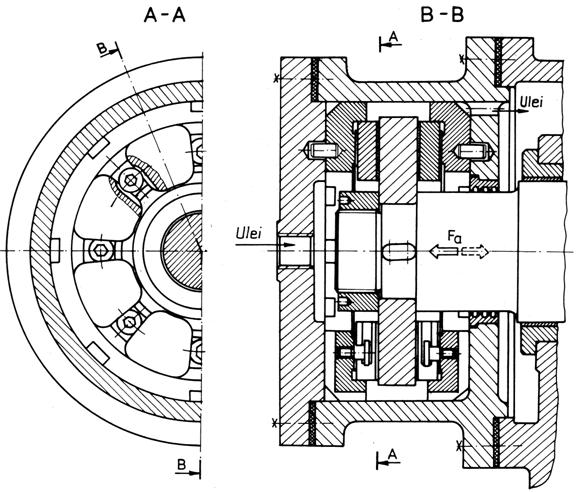
Fig. 19
 Pentru
impiedicarea rotirii cuzinetului axial, solutia prezentata in fig. 19
foloseste stifturi de fixare, iar in fig. 20 este prezentata o
solutie constructiva cu pinten de blocare. La aceasta
solutie constructiva sectorizarea suprafetei portante este realizata prin frezarea unor canale de ungere.
Pentru
impiedicarea rotirii cuzinetului axial, solutia prezentata in fig. 19
foloseste stifturi de fixare, iar in fig. 20 este prezentata o
solutie constructiva cu pinten de blocare. La aceasta
solutie constructiva sectorizarea suprafetei portante este realizata prin frezarea unor canale de ungere.
2.7. Lagare cu frecare uscata, limita sau mixta
2.7.1. Caracterizare, elemente constructive
Lagarele cu frecare uscata, limita sau mixta sunt din ce in ce mai raspandite datorita avantajelor pe care le prezinta:
reduc consumul de lubrifianti;
simplifica sistemul de etansare a lagarului;
sunt relativ ieftine.
Pentru realizarea autoungerii este necesara crearea unor depozite de lubrifiant in cuzinet sau in imediata vecinatate a suprafetelor de alunecare. Pentru o buna raspandire a lubrifiantului pe suprafata de frecare, cea mai utilizata solutie este practicarea unei retele de decupari sau alveole (minidepozite de lubrifiant) pe suprafetele de alunecare ale cuzinetului (fig. 21). La cuzineti radiali, depozitele pentru lubrifiant se realizeaza prin perforatii pe toata grosimea cuzinetului, cuzinetul fiind realizat in intregime din material antifrictiune.
d
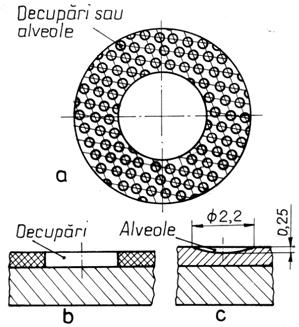
Fig. 21
O solutie constructiva deosebita este realizarea cuzinetilor din materiale plastice cu adausuri de grafit (lubrifiant solid) si cu elemente de armare (fibra de sticla, tesaturi etc.).
2.7.2. Calculul lagarelor cu alunecare cu frecare uscata, limita sau mixta
Pentru efectuarea calculului se considera urmatoarele ipoteze:
presiunea de contact dintre fus si cuzinet este uniform distribuita (nu se tine seama de jocuri, erori de executie si de montaj);
coeficientul de frecare este considerat cunoscut si constant (se lucreaza dupa legile frecarii uscate);
toata caldura produsa prin frecare se evacueaza prin corpul lagarului (deci nu prin fus sau lubrifiant).
Se efectueaza trei tipuri de calcule:
calculul la presiunea de contact;
calculul la uzare (calculul de durabilitate);
calculul termic.
Calculul la presiunea de contact. Schema de calcul este prezentata in fig. 22.
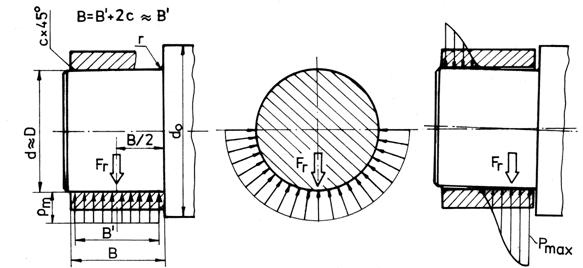
Fig. 22
Verificarea lagarului dupa presiunea de contact se efectueaza cu relatia
![]() ,
,
unde: pm este presiunea medie din lagar; Fr - forta radiala din lagar; B - latimea cuzinetului; D - diametrul cuzinetului; pa - presiunea admisibila. Presiunea admisibila se alege in functie de materialul cuzinetului. La turatii mari presiunile admisibile scad puternic din considerente de durabilitate.
Pentru dimensionare se utilizeaza relatia
![]() ,
,
urmarindu-se ca
raportul ![]() , deoarece la cresterea latimii creste
neuniformitatea repartitiei presiunii pe lungimea lagarului.
, deoarece la cresterea latimii creste
neuniformitatea repartitiei presiunii pe lungimea lagarului.
Calculul la uzare (la durabilitate) porneste de la relatia de determinare a volumului de material indepartat prin uzare
![]() ,
,
unde K este
un coeficient de proportionalitate, iar
l este lungimea parcursa in miscare relativa,
determinata cu relatia ![]() (u - viteza relativa; Lh
- durata de functionare). Utilizand
relatia de determinare a fortei din lagar in functie de
presiunea medie din lagar si de dimensiunile lagarului
(u - viteza relativa; Lh
- durata de functionare). Utilizand
relatia de determinare a fortei din lagar in functie de
presiunea medie din lagar si de dimensiunile lagarului ![]() rezulta expresia
volumului de material indepartat prin uzare
rezulta expresia
volumului de material indepartat prin uzare
![]() ,
,
unde ![]() .
.
Impunand
o uzare acceptabila Vu
si o anumita durabilitate Lh
rezulta valoarea considerata admisibila pentru produsul ![]() , verificarea la durabilitate efectuandu-se cu relatia
, verificarea la durabilitate efectuandu-se cu relatia
![]() .
.
Valoarea admisibila ![]() se alege in
functie de materialul cuzinetului si de importanta
lagarului.
se alege in
functie de materialul cuzinetului si de importanta
lagarului.
Calculul termic se efectueaza pornind de la ecuatia globala a conservarii energiei
PF = PQ,
in care:
puterea
pierduta prin frecare![]() (Ffr
- forta de frecare, μ - coeficientul de frecare din lagar);
(Ffr
- forta de frecare, μ - coeficientul de frecare din lagar);
fluxul de
caldura prin lagar ![]() (k - coeficientul global de transfer de caldura, A - aria corpului lagarului prin care se
face transferul de caldura, t
- temperatura lagarului, t0
- temperatura mediului).
(k - coeficientul global de transfer de caldura, A - aria corpului lagarului prin care se
face transferul de caldura, t
- temperatura lagarului, t0
- temperatura mediului).
Calculul termic consta in determinarea temperaturii lagarului si limitarea acesteia la valori admisibile ta alese in functie de materialul cuzinetului
![]() .
.
Uneori, calculul la uzare este echivalent calculului termic, deoarece
in produsul ![]() se regaseste
puterea pierduta prin frecare, care este limitata la valori maxim
admise.
se regaseste
puterea pierduta prin frecare, care este limitata la valori maxim
admise.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 5867
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved