| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
|
UNMB |
PROIECT DE SEMESTRU |
T.D.P.P.D.P. |
||||||||||||||||||||||||||||||||||||||||||||||||||
|
PROIECT LA: TEHNOLOGII DE PROCESARE PRIN DEFORMARE PLASTICA - - TEMA PROIECTULUI Sa se proiecteze tehnologia de laminare a produsului sina AC 58,2 conform 13232-5. calitate material OL 60 STAS 500-87. Notare: Sina AC tip 40 I STAS 3309-87 Aria sectiuni: 74,2 [cm2] Masa: 58,2 [kg/m] Wx=160 [cm3] y1=904 [cm4] y2=43,5 [mm] x1=76,8 [mm] x2=51,2 [mm] Abateri limita pentru dimensiunile neindicate vor fii 0,75 [mm] Lungime de livrare : 4,5.15 [mm] : Abateri limita 3 [mm] Livrare: Abateri limita la masa profilelor 2% Material: OL 60 STAS 500/2-87 Compozitia chimica:
- - CUPRINS: CAPITOLUL I 1.1.Matritarea..........................4 1.2.Forma tehnologica a piesei matritate...............5 1.3.Alegerea utilajului pentru matritare................6 CAPITOLUL II 2.Stabilirea domeniului de temperature adecvat pentru laninare......8 CAPITOLUL III 3.Calculul duratei de incalzire a semifabricatului priza. Incalzirea in cuptoare cu propulsie...............9 CAPITOLUL IV 4.Alegerea sistemului de calibrare..................10 CAPITOLUL V 5.Calibrul calibrarii cilindrilor si intocmirea schemei de laminare....11 Calibrul finisor 8.........................11 Calibrul prefinisor 7.......................12 Calibrul 6............................14 Calibrul 5............................16 Calibrul 4 de spintecare la inima profilului...............17 Calibrul 3 de refulare......................20 Calibrul 2 de spintecare la talpa..................21 Calibrul 1 de spintecare la talpa profilului..............21 CAPITOLUL VI 6.Masuri de tehnica a securitatii muncii.................23 BIBLIOGRAFIE..........................24 - - CAPITOLUL I 1.1.Matritarea Matritarea reprezinta procedeul de deformare plastica la cald a semifabricatelor in matrite. Matritele sunt blocuri metalice in interiorul carora se executa cavitati care au forma negativa a piesei ce trebuie realizata. In matrite se mai pot executa si alte forme de locasuri numite cavitati pregatitoare. In vederea deformarii semifabricatelor , matritele se monteaza pe utilaje tehnologice care in timpul functionarii lor dezvolta un lucru mecanic ce este realizat pentru invingerea rezistentei la curgere a materalului supus matritarii. In vederea forjarii in matrita se utilizeaza urmatoarele procedee tehnologice: matritarea la ciocane, matritarea la prese, matritarea la masini de forjat orizontal si matritarea la masini speciale. Pentru realizarea intregului proces de matritare se folosesc urmatoarele tipuri de scule: a. scule pentru preforjare care pot fii nicovale specila ajustate sau matrite cu cavitati pregatitoare. Cu astfel de scule se obtin semifabricatele cu forme apropiate de cele ale pieselor matritate pregatite in vederea matritarii finale. b. scule pentru realizarea formei finale a pieselor matritate care sunt reprezentate de matritele propriu-zise. c. scule pentru debavurare, respectiv scule utilizate pentru indepartarea surplusului de material sub forma de bavura sau puntite ale gaurilor.Cu ajutorul acestor scule se obtine conturul final al piesei matritate. Pentru fiecare procedeu de matritare corespunde o anumita forma de matrita, specifica utilajului la care se realizeaza procesul. Astfel pentru matritarea pe ciocane se utilizeza matrite de forma celor din figura 1.a. iar pentru matritarea pe prese mecanice cu excentric cele de forma prezentata in figura 1.b. In vederea deformarii la presele cu frictiune, sculele sunt construite ca cele din figura 1.c.iar cele destinate forjarii la masinile de forjat orizontal sunt concepute ca cele din figura 1.d. daca se cere matritarea fara bavura pe presele cu fictiune, sau cele pe prese hidraulice acestea se pot realiza conform figurii 1.e. Pentru matritarea pieselor cu gauri adanci se utilizeaza scule corespunzatoare din matrita si poansoane ca cele din 1.f. care pot fi montate numai pe prese hidraulice. Metoda de matritare care conduce la obtinerea pieselor cu bavura se numeste matritare deschisa iar cea fara bavura, matritare inchisa. Daca deformarea materialului se produce numai intr-o singura semimatrita, atunci matritarea se numeste unilaterala. Cand deformarea se realizeaza in ambele semimatrite, matritarea este denumita bilaterala. Planul care separa cele doua parti ale unei matrite sau matrita de poansin se numeste plan de separatie. La matritarea deschisa, planul de separatie trece prin zona unde se formeaza bavura. - - Una din cele mai simple linii tehnologice de matritare poate fii compusa dintr-o instalatie de incalzire si un utilaj de forjare. Daca pentru executarea pieselor se impun un numar mare de operatii tehnologice (incalzire, preforjare, debavurare si preforjare), linia trebuie sa aiba in componenta sa si alte utilaje care realizeaza fazele procesului de fabricatie. 1.2.Forma tehnologica a piesei matritate Pentru ca un semifabricat sa treaca de la forma initiala la cea finala trebuie sa se realizeze o serie de faze care prin ierarhia lor conduc la asa numita succesiune tehnologica. In vederea stabilirii succesiunii tehnologice a unei piese, se pleaca de la urmatoarele elemente: desenul de piesa finita, compozitia chimica a materialului si seria de fabricatie. In acest scop trebuie mai intai stabilita conceptia de executie a piesei care este strans legata de seria de fabricatie si de utilajele avute la dispozitie pentru matritare. Etapa urmatoare presupune stabilirea pe baza legilor ce guverneaza deformarea plastica,a fazelor dce trecere de la semifabricat la piesa matritata. Aceasta se incheie cu desenele de operatii care impreuna cu desenul piesei matritate constituie elementele necesare pentru proiectarea sculelor. Din punct de vedere al constructiei sculelor, cele mai inportant factor este procesul propriu-zis de forjare. Dupa felul operatiilor de forjare se deosebesc scule pentru preforjare in matrita, calibre, debavurare si perforare. Uneori toate operatiile de deformare a semifabricatului pot fii realizate dintr-o singura incalzire si o singura scula denumita matrita cu locasuri multiple. Alteori nu este posibil ca toate operatiile sa se realizeze succesiv dintr-o singura incalzire a semifabricatului fiind necesare pentru terminarea procesului deformarii mai multe incalziri. Folosirea uneia sau alteia dintre metode depinde de configuratia piesei, utilajul de matritare, seria de fabricatie, precizia dimensionala a piesei matritate si altele, precum si de factorii economici. Pentru alegerea tehnologiei de matritare si a sculelor de lucru se porneste de la desenul piesei finite. Dupa forma acesteia se stabileste mai intai pozitia de matritare si planul de separatie. In functie de metoda de matritare se va lua apoi in considerare si forma sau succesiunea formelor semifabricatului preforjat. Acest lucru conduce la precizarea sculelor de preforjare care pot fii simple nicovale de forjare libera sau scule complexe sub forma matritelor cu cavitati multiple. Apoi se determina forta necesara matritarii si tipul utilajului folosit pentru realizarea tuturor operatiunilor. Dupa aceasta se precizeaza marimea blocului din care urmeaza sa se realizeze matrita si grupa de otel din care aceasta se va executa. Cavitatile matritei se stabilesc dupa forma piesei matritate cu adaosurile tehnologice si de prelucrare si dupa desenele de operatii ale fazelor tehnologice in succesiunea lor logica. - - Mai intai se precizeaza pozitia si grosimea bavurii , apoi adaosurile tehnologice si de prelucrare, inclinarile si razele de racordare. Cu aceste elemente se poate desena forma cavitatii finale in semimatrita superioara si inferioara cu adaosurile de contractie si forma canalului de bavura. Dupa proiectarea sculelor se construieste placa de debavurat si eventual dornul de perforare. 1.3.Alegerea utilajului de maritare Pentru alegerea utilajului de matritare se pleaca de la utilajele cu care este dotata sectia de forja in cadrul careia urmeaza sa se aplice tehnologia in functie de care se stabileste metoda tehnologica pentru realizarea piesei matritate. Utilajul influenteaza pe de o parte forma pe care o avea piesa matritata si forma cavitatilor din matrita, iar pe de alta parte selectionarea materialului pentru matrite si constructia acesteia. Alegerea tipului de utilaj influenteaza intr-o oarecare masura intreaga succesiune tehnologica: modul de incalzire a semifabricatului, posibilitatea de mecanizare sau automatizare a operatiilor independente, precizia de fabricatie si uzura matritei, seria de fabricatie si in mod deposebit econimicitatea procesului de forjare in matrita. Alegerera utilajului este determinata si de conditiile economice. Ifluenta compozitiei chimice a piesei asupra alegerii utilajului Compozitia chimica a marterialului din care se executa piesele matritate are o mare infuenta asupra alegerii utilajului. Ciocanele au o viteza mare de deformare maio mare cu pana la 100 de ori decat cea realizata la prese.Asa de exemplu beriliul, magneziul si aliajele lor fisureaza daca sunt deformate cu viteze mari si trebuie forjate obligatoriu la prese. Un alt factor important este temperatura de deformare a materialului in timpul in care poesa tamane in contact cu matrita. modul cum trebuie selectinonat utilajul in functie de compozitia chimica rezulta din tabelul 1.3. Influenta formei si marimii piesei asupra alegerii utilajului In cazul pieselor cu pereti subtiri si forme complexe executate din oteluri sau aliaje cu temperatura de forjare inalta se recomanda utilizarea ciocanelor. Piesele care au cavitati si in directie perpendiculara planului principal de separatie se pot forja exclusiv pe prese prin asa numitul procedeu de matritare din mai multe directii. Marimea pieselor forjate influenteaza si ea selectinarea utilajului indeosebi daca se face legatura dintre temperatura de forjare si durata de mentinere a piesei la aceasta temperatura. - - Tabelul 1.3. Influenta compozitiei chimice a piesei matritate asupra alegerii utilajului de matritare.
- - CAPITOLUL II 2.Stabilirea domeniului de temperatura adecvat pentru laminare Intervalul temperaturi de deformare pentru otelul OL 60 este (1230-800) - CAPITOLUL III 3.Calculul duratei de incalzire a semifabricatului priza Incalzirea in cuptor cu propulsie Dimensiunile initiale a semifabricatului priza sunt: 200x200x4500 H0xB0xL0 [mm]. Temperatura cuptorului este K1=10 (tinand cont de calitatea otelului). [3,p,100] K2=4 (tinand cont de asezarea semifabricatelor) [3,p,101] d- grosimea semifabricatului [m] d=0,2m
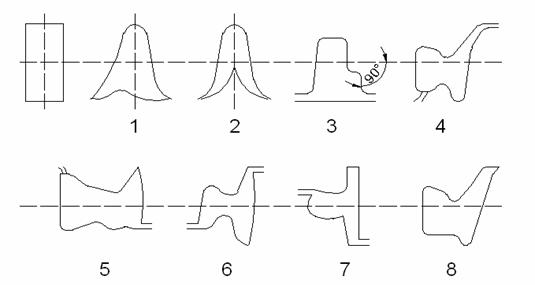
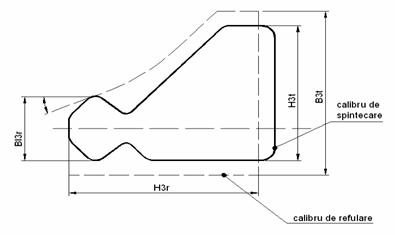
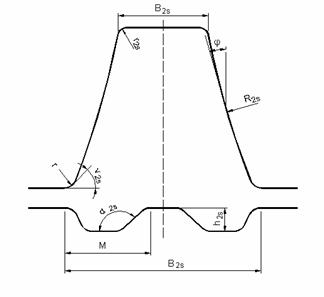
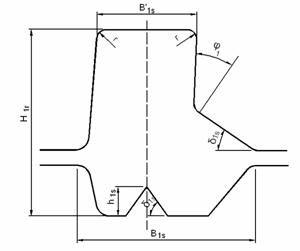
- - CAPITOLUL IV 4.Alegerea sistemului de calibrare Produsul pentru care efectuam tehnologia de laminare are nevoie de un sistem de calibrare asemanator sinelor normale de cale ferata dar cu axa cilindrilor. Alegem 8 treceri dintre care primele 2 sunt de spintecare la talpa (se gasesc pe caja degrosisoare). Calibrul 3 este de refacere a ciuperci (se gasesc pe caja degrosisoare). Calibrul 4 este de spintecare la inima profilului (se gasesc pe caja degrosisoare). Calibrele 5, 6 sunt calibre pregatitoare (prima se gaseste pe caja pregatitoare iar calibrul 6 pe caja finisoare. Calibrul 7 este calibru de prefinisare (pe caja finisoare). Calibrul 8 este calibrul de finisare (pe caja finisoara). Calibrele 8,7,6,5,4 lucreaza cu presiune superioara iar calibrele 3,2,1 cu presiune inferioara. Calibrul 8 este deschis la mijlocul ciuperci si la talpa superioara (cea lunga). La calibrele 7,6,5,4 alterneaza deschiderile in diagonala (deschisa la ciuperca si la talpa opusa).
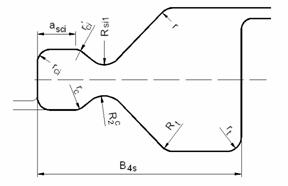
- - CAPITOLUL V 5.Calibrul calibrarii cilindrilor si intocmirea schemei de laminare La calculul calibrari sau respectat regulile pentru profilele cu ari se face corelarea intre coeficienti de lungire si coeficientul de reducere a inaltimea si grosimilor calculele se vor face in sens invers sensului de laminare. [10 p. 357] Calibrul finisor 8 latimea calibrului Bc- latimea la cald a laminatului; Br- latimea la rece a laminatului; Bc=1,012 x Br; Br=100
mm inaltimea talpii Htc=1,014 x Htr; Htr=128
mm c- diametrul la cald r- diametrul la rece grosimea inimii gc=0,975 x gr; gr=50
mm - - Calibrul prefinisor 7 a) latirea in calibrul finisor
b) latimea calibrului
Coeficientul de lungire mediu De respectat conditia
c) inaltimea talpi inchise in calibrul 7 K=1,1 d) grosimea talpi inchise in calibrul 7
Alegem - - K- coeficient de reducere a grosimi la varf
e) inaltimea talpii deschise in calibrul 7 coeficient de reducere a inaltimi talpi K=1,14 [10]
f) grosimea talpi deschise in calibrul 7
Alegem
g) inaltimea ciuperci deschise in calibrul 7 coeficient de reducere a inaltimi K=1,0338 [10]
h) grosimea ciuperci deschise in calibrul 7
- - i) inima in calibrul 7
b=99,17 mm Calibrul 6 a) latirea in calibrul 6
b) latimea calibrului 6
Coeficient de lungire medie
c) talpa inchisa in calibrul 6 impunem: impunem:
d) talpa deschisa in calibrul 6 impunem: - - impunem:
e) ciuperca deschisa in calibrul 6 impunem:
f) ciuperca inchisa in calibrul 6 Inaltimea
Grosimea la baza Kb=1,1
La varf Kv=1,11
g) inima in calibrul 6 impunem:
- - Calibrul 5 a) latirea in calibrul 6
b) latimea calibrului 5
Coeficientul de lungire medie De respectat c) talpa deschisa in calibrul 5 impunem: impunem:
Coeficientul d) talpa inchisa in calibrul 5 impunem: grosimea
la varf grosimea
la baza inaltimea
- - e) ciuperca deschisa in calibrul 5 impunem: inaltimea
grosimea
la baza grosimea
la varf f) ciuperca inchisa in calibrul 5 impunem: impunem: h=20mm
Alegem g) inima in calibru 5
Calibrul 4 de spintecare la inima profilului a) latirea din calibrul 5
b) latimea calibrului 4
- - - coeficientul de lungire medie
[10,p 292]
Unghiul varfului de spintecare 20-450 In
partea superioara De repect:
c) talpa deschisa in calirul 4
- - d) inima impunnem
e) ciuperca deschisa in calibrul 4 impunem constructiv
Nu respecta ingalitatea impusa dar o adoptam datorita simetriei calibrului in partea infrioara si dificultati corelarii acestui coeficient cu forma adoptata. f) ciuperca inchisa in calibrul 4 impunem
Alegem: - grosimea la varf - grosimea la baza g) talpa inchisa in calibrul 4 impunem: constructiv grosimea la varf grosimea la baza
Calibrul 3 de refuare
Coeficientul de lungire in calibrul 4
- - Calibrul 2 de spintecare la talpa
r=6 mm constructiv
coeficientul de lungire in calibru de refulare
- - Calibrul 1 de spintecare la talpa profilului
Coeficientul de reducere a inaltimii in calibrul 2
Coeficientul de lungire in calibrul 2
Dimensiunile semifabricatului priza (dreptunghiulara) latirea
inaltimea:
o alegem cu lungimea
patratului priza 4,5 m - - CAPITOLUL VI 6.Masuri de tehnica a securitati munci Accidentele care pot avea loc sunt cauzate in special de intretinerea necorespunzatoare a utilajelor sau accesul muncitorilor in timpul procesului de laminare in anumite zone periculoase ale laminorului. Pentru aceasta toate subansamblele aflate in miscare cat si zonele in care se deplaseaza laminatele vor fi acoperite sau ingradite cu paravane si panouri de protectie la deplasarea muncitorilor se va efectua numai prin zone marcate in acest scop. Orice interventie in scopul remedierii unor defectiuni sau schimbul unor subansamble se vor efectua numai dupa oprirea laminorului. In cazul cajelor degrosisoare se va interzice stationare muncitorilor in fata cajelor in special in timpul efectuarii primelor trecerii deoarece este pericol de imprastiere cu material incalzit si astfel provocarea de arsurii. Se va interzice laminarea semifabricatelor supraincalzite sau arse a semifabricatului insuficient sau neuniform incalzit pot provoca avarii laminorului. La orice oprire a laminorului se vor lua masurii de avertizare si blocare evitandu-se astfel eventualitatea pornirii accidentale a laminorului in timpul interventiei in anumite zone ale liniei de laminare. Laminoarele vor fi dotate cu cel putin cu un post de prim ajutor inzestrat cu tot ce este necesar pentru acordarea primului ajutor celor ce au fost accidentati. - - Bibliografie I. Dragan s.a. ,,Tehnologia deformarii plastie'', Editura Didactica si Pedagogica Bucuresti. I. Dragan, T. Canta, I. Nistor ,,Tehnologia Deformarilor Plastice, Indrumator de Lucrari de laborator'',Atelierul de multiplicare al Institutului Politehnic din Cluj-Napoca. H. Colan ,,Studiul metalelor''1977. P. Moldovan s.a. ,,Tehnologii mealurgice'', E.D.P. Bucuresti 1979. L. Nistor ,,Laminarea metalelor Indrumator de lucrari'', Atelierul de multiplicare al Institutului Politehnic din Cluj-Napoca 1987. F. Oprea D. Talaj T. Constantin s.a. ,,Teoria Proceselor Metalurgice'', E.D.P. Bucuresti 1978. I. Chirita I. Dragan s.a. ,,Matritarea la cald a metalelor si aliajelor'', Editura Tehnica 1979. S. Gadea M. Petrescu ,,Metalurgie fizica si studiul metalelor'', vol. 1, vol. 2 si vol.3 E.D.P. Bucuresti 1979, 1981, 1983. L. Nistor ,,Indrumator de laborator la laminare'', Atelierul de multiplicare al Institutului Politehnic din Cluj-Napoca 1989. L. Nistor ,,Laminarea metalelor'', Atelierul de multiplicare al Institutului Politehnic din Cluj-Napoca 1988. *** ,,Cartea tehnica a uzinei metalurgice Baia-Mare. - - |
||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 1894
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved

 impus
impus

 patrat
priza 200x200
patrat
priza 200x200