| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Caracteristicile structurale si mecanice ale titanului tehnic si ale aliajelor de titan
In marea majoritate a constructiilor industriale fabricate din titan si aliajele sale, fenomenele de coroziune contribuie decisiv la degradarea atat a sudurilor, cat si a materialelor de baza. In tabelul 6.3.1 sunt prezentate diferite marci de titan si aliaje de titan sudabile folosite frecvent in constructii sudate din industria chimica, petrochimica si aeronautica
Tabelul 6.3.1.
|
Marca de titan sau aliaj de titan |
Compozitia chimica,% |
||||||
|
O max. |
Fe max. |
N max. |
C max. |
H max. |
Altele |
Ti |
|
|
Titan tehnic (nealiat) |
|||||||
|
Ti-1 |
rest |
||||||
|
Ti-2 |
rest |
||||||
|
Ti-3 |
rest |
||||||
|
Ti-4 |
rest |
||||||
|
Aliaje de titan slab aliate (structura a ) |
|||||||
|
Ti-1Pd |
Pd min.0,6 |
rest |
|||||
|
Ti-2Pd |
Pd min.0,6 |
rest |
|||||
|
Ti-3Pd |
Pd min. 0,6 |
rest |
|||||
|
Aliaje de titan inalt aliate (structura a +b ) |
|||||||
|
Ti-6Al-4V |
Al 6,26; V 4,15 |
rest |
|||||
|
Ti-4Al-4Mn |
Al 4,0; Mn 4,0 |
rest |
|||||
|
Ti-1,5Cr-1,2Mo |
Cr 1,5; Mo1,2 |
rest |
|||||
|
Aliaje de titan inalt aliate (structura b ) |
|||||||
|
Ti-13V-11Cr-9Al |
|
V 13;Cr11;Al 3 |
rest |
||||
Aliajele cu structura a b si cu structura b sunt tratabile termic si se supun tratamentelor termice de preincalzire si post sudare. Comportarea la sudare a acestor aliaje trebuie discutata pe fiecare aliaj in parte.
Un aliaj tipic a b suporta mai greu ciclurile termice din timpul procesului de sudare. Insa prin aplicarea unui tratament termic post sudare corect, pot fi obtinute cele mai bune conditii privind procentul si localizarea celor doua faze. Prin aceasta se vor asigura suduri rezistente la coroziune si cu caracteristici mecanice superioare. Stabilirea unu tratament termic corect depinde de proprietatile metalurgice din diagrama de faze si de transformarile cinetice determinate de compozitia aliajului.
Aceleasi consideratii sunt valabile si pentru aliajele a b cu rezistenta ridicata, care contin concentratii mai mari de faza b . Unele dintre aceste aliaje sunt atat de puternic afectate de ciclurile termice de sudare, incat nici tratamentul termic post sudare nu poate sa mentina caracteristicile mecanice la nivelul impus de cerintele in exploatare a sudurilor.
Aliajele inalt aliate cu structura b sunt suficient de stabilizate pentru a retine o singura faza, indiferent de temperatura si de durata de sudare. Aceste aliaje au o comportare la sudare similara cu titanul comercial. Sudurile pot fi exploatate in stare sudata, sau pot fi tratate termic post sudare pentru a obtine rezistenta mai ridicata.
Titanul tehnic nealiat (Ti-1..Ti-4) este folosit la constructiile sudate ale reactoarelor de alchidare din industria chimica ce lucreaza in conditii grele (materii prime foarte corozive la temperaturi ridicate).
Aliajele de titan slab aliate cu structura a (Ti-1Pd...Ti-4Pd) contin min. 0,6%Pd si sunt folosite la constructii sudate ale unor echipamente specifice industriei petrochimice in procesele chimice de sinteza catalitica a produselor petroliere brute cu actiuni corozive.
Aliajele inalt aliate de titan cu structura a b si b se sudeaza in conditii speciale cu tehnologii calificate, la realizarea componentelor cu siguranta maxima din industria aeronautica.
Pe langa caracteristicile structurale si mecanice ridicate ale acestor componente, imbinarile sudate ale acestora trebuie sa aiba asigurate si rezistentele la coroziune la nivelul metalelor de baza sau chiar mai mari
3. Caracteristici mecanice
Principalele caracteristici mecanice ale titanului pur si a aliajelor de titan sunt prezentate in tabelul 6.3.2.
Tabelul 6.3.2
|
Marca de titan sau aliaj de titan |
Caracteristici mecanice |
||||
|
Limita de curgere, Rp0,2 MPa |
Rezistenta la tractiune, Rm MPa |
Alungirea la rupere, A |
Energia de rupere, KV la +200C J |
Duritatea HB (HV5) |
|
|
Titan tehnic (nealiat) |
|||||
|
Ti-1 |
min.120 (126) |
||||
|
Ti-2 |
min.150 (162) |
||||
|
Ti-3 |
min.170 (180) |
||||
|
Ti-4 |
min.200 (210) |
||||
|
Aliaje de titan slab aliate (structura a ) |
|||||
|
Ti-1Pd |
min.120 (126) |
||||
|
Ti-2Pd |
min.148 (159) |
||||
|
Ti-3Pd |
min.170 (180) |
||||
|
Aliaje de titan inalt aliate (structura a +b ) |
|||||
|
Ti-6Al-4V |
min. 920 |
min.290 (305) |
|||
|
Ti-4Al-4Mn |
min. 1000 |
min.350 (368) |
|||
|
Ti-1,5Cr-1,2Mo |
min. 1240 |
min.400 (421) |
|||
|
Aliaje de titan inalt aliate (structura b ) |
|||||
|
Ti-13V-11Cr-9Al |
min. 1340 | ||||
Se constata ca pe masura cresterii gradului de aliere se imbunatatesc caracteristicile mecanice, cum este cazul la aliajele cu structura a b si b
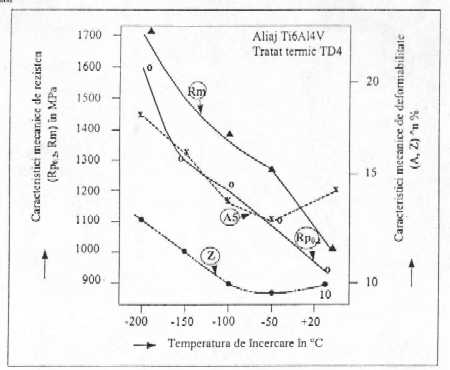
Caracteristicile mecanice variaza cu temperatura de incercare, asa cum se arata in figura 6.3.1, pentru aliajul Ti-6Al-4V, tratat termic prin mentinere in aer la 9000C timp de 0,5 ore (marcaj TD4)
|
|
Figura 6.3.1
|
Se constata ca aliajul Ti-6Al-4V sudat si tratat termic are caracteristici mecanice ridicate la -1960C, ceea ce inseamna ca acest aliaj prezinta o comportare foarte buna in domeniul criogenic.
Corelat cu rezistenta la coroziune, inseamna ca acest aliaj poate fi folosit in instalatii criogenice ce vehiculeaza medii cu agresivitate ridicata.
4. Microstructura titanului si aliajelor sale
In starea de livrare, fazele prezente in titanul comercial si aliajele slab aliate depind de cantitatea de impuritati prezente. Numai titanul pur prezinta faza a fara precipitate. Procesele de fabricatie, conduc de asemenea la modificari ale microstructurii, atat in ceea ce priveste granulatia cat si forma granulelor.
In aliajele de tip a , structura consta din faza a echiaxiala si a transformata. Grauntii echiaxiali sunt mai bogati in componentele aliajului, iar faza a transformata este mai saraca in componente. Prezenta oxigenului si azotului impreuna cu alte elemente intermetalice, determina transformari structurale. Un continut de carbon mai mare de 0,2% conduce la precipitarea carburilor de titan. Sunt prezente si particule fine de hidruri de titan, deoarece solubilitatea hidrogenului la temperatura camerei este mai mica de 30 ppm. Cantitati mici de faza b reziduala pot fi gasite in titanul pur comercial, dar si in aliajele a unde sunt prezente, ca impuritati, suficiente cantitati de elemente de stabilizare a fazei b . Aceste fenomene variaza de la o sarja la alta si in mod uzual nu prezinta probleme.
Microstructura imbinarilor sudate depinde de compozitia si microstructura metalului de baza si de transformarile specifice proceselor de incalzire si racire de la sudare. Pentru titanul comercial pur, metalul depus are o structura de turnare, cu graunti mari si b dendritica. Oxigenul si hidrogenul, in cantitati normale, au un efect minor asupra microstructurii, dar excesul de carbon (peste 0,2%) duce la precipitarea carburii de titan care scade ductilitatea. Carbura de titan poate fi prezenta si in zona influentata termic. Zona influentata termic este supusa unui domeniu de temperaturi cuprins intre temperatura de topire pana la temperatura camerei, ambele temperaturi fiind in afara punctului de transformare. Portiunea din zona influentata termic care depaseste temperatura de transformare, are o structura a transformata, iar restul zonei are structura a echiaxiala cu graunti mai mari decat metalul de baza. In cazurile in care metalul de baza in stare de livrare are o structura alungita datorita prelucrarii la rece, zona ZIT-ului adiacenta metalului de baza contine graunti fini ai fazei a echiaxiala
Efectele de segregare care apar in timpul solidificarii sunt cauzate de diferenta de compozitie ale fazelor liquidus si solidus ale aliajelor. Pot fi gasite structuri dendritice in diferite parti ale microstructurii cu diferite compozitii chimice. Astfel, in stare sudata titanul tehnic si aliajele sale se comporta structural distinct si anume:
titanul tehnic (Ti-1): structurile sunt dendritice cu particule fine de oxizi de fier si hidruri de titan;
titanul slab aliat (Ti-1Pd): structuri dendritice a ' cu hidruri de titan plasate inter-intradendritic si putine particule de fier;
titanul inalt aliat (Ti-6Al-4V): structuri dendritice a b cu compusi intermetalici (Ti-Al-V) si hidruri de titan plasate inter-intradendritic
5. Rezistenta la coroziune a titanului si aliajelor sale
Titanul si aliajelor sale sunt materiale cu o rezistenta ridicata la coroziune. Pe suprafetele de contact cu mediul de lucru se formeaza un strat de oxid compact si aderent, fapt care le asigura o viteza de coroziune mica in solutii alcaline, solutii oxidante si in acizi minerali.
Aliajele de titan bifazice (structura a b ) supuse oxidarii si tratamentelor termice post-sudare isi modifica rezistenta la coroziune datorita prezentei si variatiei tensiunilor interne. Incercarile de laborator pentru determinarea vitezei de coroziune sunt specifice pentru fiecare aliaj de titan si pentru starile tehnologice ale acestuia (netratat sau tratat termic)
Determinarile efectuate, de exemplu, pe aliajul Ti-6Al-4V in stare de livrare si in stare sudata in mediu de acid clorhidric la fierbere au dus la rezultatele prezentate in tabelul 6.3.3. Pentru incercari s-au folosit prevederile ASTM G31. Pierderile de masa prin coroziune s-au determinat gravimetric, pe epruvete supuse incercarii de coroziune, curatate prin stergere neabraziva si chimic cu o solutie de acid azotic 10%. Temperatura de lucru a fost de 600C si timpul de mentinere in solutie de 20 de minute.
Tabelul 6.3.3
|
Marcaj epruveta |
Starea probei |
Viteza de coroziune [ mm/an] |
Zona examinata |
|
NT |
netratat |
imbinare sudata |
|
|
TD1 |
tratat: 5450C/4h in aer |
sudura |
|
|
TD2 |
tratat: 6200C/4h in aer |
imbinare sudata |
|
|
TD3 |
tratat: 6750C/4h in aer |
|
sudura; imbinare sudata |
|
TD4 |
tratat: 9000C/0,5h in aer 6500C/6h in aer |
imbinare sudata |
S-a observat o buna corelare intre viteza de coroziune si corodarea probelor, imbinarea sudata pentru varianta TD4 prezinta aspecte de coroziune puternic reliefate, avand si cea mai ridicata viteza de coroziune.
6. Comportarea la sudare a titanului si aliajelor sale
La sudarea titanului apar urmatoarele probleme:
Reactivitatea mare la temperaturi ridicate fata de aer si de diferite elemente si compusi, inclusiv la cei refractari.
Sensibilitatea ridicata fata de hidrogen.
Sensibilitate ridicata la impurificari chimice si la recristalizarile din ZIT care fragilizeaza sudura si micsoreaza caracteristicile mecanice ale imbinarilor sudate
De aceea titanul si aliajele sale trebuie protejate de absorbtia impuritatilor, pe tot parcursul operatiilor de pregatire a sudurii si in timpul procesului de sudare. Inainte de sudare componentele trebuie curatite bine prin decapari repetate cu solutii chimice, intre care se intercaleaza spalari abundente pentru a indeparta substantele chimice. De la finele curatirii pana la sudare componentele se pastreaza in camere cu vid, sau cu gaze inerte sub presiune. In timpul sudarii trebuie luate masuri speciale pentru protejarea aliajului de patrunderea aerului la temperaturi peste 425oC.
Dintre toate procedeele de sudare, sudarea cu fascicul de electroni, care are loc in vid, ofera cele mai bune conditii de protejare a metalului si a imbinarilor sudate.
.7. Sudarea cu fascicul de electroni
Sudarea cu fascicul de electroni este cel mai utilizat procedeu de sudare pentru sudarea titanului si aliajelor de titan. Acest procedeu de sudare nu necesita pregatire speciala a geometriei rostului. Sudarea se efectueaza in vid la o presiune de max. 0,1 mm Hg. Pentru sudare se pot folosi doua tipuri de echipamente: de tensiune medie (60-150 kV), respectiv de tensiune inalta (peste 150 kV).
Prin utilizarea echipamentelor de inalta tensiune, fasciculul de electroni patrunde in material si formeaza un interstitiu de dimensiuni microscopice, care este umplut apoi prin efect de capilaritate. De aceea creste patrunderea, scad deformatiile, se poate suda cu viteze mari, iar rezultatele sunt reproductibile.
Totusi utilizarea tensiunilor inalte este limitata deoarece emite radiatii X, ceea ce impune protectie impotriva acestora. Totodata, la radacina sudurii stropirea este excesiva.
Pe plan mondial sunt preocupari de imbunatatire a comportarii imbinarilor sudate realizate prin acest procedeu.
Au fost experimentate diferite procedee de lucru cu scopul imbunatatirii microstructurilor si anume: micsorarea vitezei de sudare pentru a obtine o microstructura mai apropiata de diagrama de echilibru la racire, precum si utilizarea unor materiale de adaos, sub forma de sarma sau banda.
Ca metal de baza s-a folosit aliajul de titan inalt aliat Ti-6Al-4V, livrat in stare recoapta sub forma de placi cu grosime de 17 mm. Acest aliaj are multiple aplicatii in domeniile: aerospatial, medical, marin, chimie, si echipamente sportive
Au fost efectuate doua tipuri de suduri:
cu echipament de putere mica si cu viteze mai mici de sudare, cu suduri in doua treceri si
cu echipament de putere mare, cu viteze mari de sudare si cu suduri intr-o singura trecere.
Ca material de adaos s-a utilizat titan pur sub forma de benzi de diferite grosimi (0,25 mm, 0,50 mm si 1,0 mm).
Parametrii de sudare, prezentati in tabelul 6.3.4. au fost astfel alesi ca sa poata realiza topirea completa a metalului de baza si sa se obtina cele mai bune rezultate.
Tabelul 6.3.4.
|
Echipament de sudare |
Curentul fasciculului mA |
Tensiune de accelerare KV |
Viteza de sudare mm/sec |
Distanta focala |
|
putere mica |
pe suprafata |
|||
|
putere mare |
pe suprafata |
A fost analizata microstructura depunerilor prin sudare in functie de sectiunea materialului de adaos pentru sudare si de parametrii de sudare.
Sudurile au prezentat o microstructura aciculara cu urme de martensita-a ', atat in ZIT, cat si in zona de topire. Concentratia de martensita-a ' a fost mai mare in cazul sudurilor realizate cu echipamente de putere mai mare. Aceste rezultate par sa fie in buna concordanta cu valorile energiei liniare, adica energii mai mici conduc la microstructuri metastabile.
Indiferent de sectiunea benzilor din titan pur, microstructura in ZIT a fost predominant a -aciculara cu urme de martensita-a '. Prezenta martensitei-a ' indica o viteza mare de racire in aceasta zona. In zona de topire au aparut diferentieri de microstructura in functie de sectiunea tablei, probabil datorita gradului diferit de dilutie intre metalul de baza si materialul de adaos. In zona de topire este prezenta microstructura aciculara, dar distributia acesteia nu este uniforma: in partea centrala a zonei de topire este prezenta microstructura aciculara-a , iar la radacina si pe partea superioara a sudurii este prezenta martensita-a
Caracterizarea microstructurii este in concordanta cu testele de duritate HV10 efectuate pe suduri. Determinarile de duritate au fost efectuate pe suprafata si in centrul sudurii. Cele mai mari valori s-au obtinut in ZIT si ele sunt puse in legatura cu microstructura martensita-a prezenta in ZIT.
Aspectul sudurilor a fost corespunzator, cu suprafata neteda, dar in suduri a fost observata lipsa de topire si de aceea pentru caracterizarea imbinarii si din punct de vedere al tenacitatii se impune continuarea cercetarilor pentru determinarea caracteristicilor mecanice.
8. Aplicatii
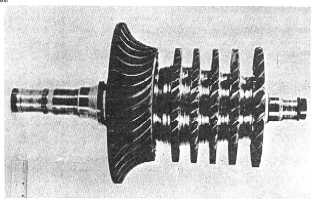
Sudarea cu fascicul de electroni a titanului si a aliajelor de titan se aplica la realizarea componentele motoarelor de avioane, a dispozitivelor de etansare, a partilor componente ale rotoarelor (figura 6.3.2) si ale motoarelor turbinelor de gaz
|
Figura 6.3.2 Rotor din titan sudat
|
|
Un alt avantaj al aplicarii acestui procedeu de sudare consta in posibilitatea de a realiza componente din bimetal. Pentru elicea rotorului se foloseste un material de inalta rezistenta la temperaturi ridicate, in timp ce pentru disc se poate folosi material de inalta ductilitate si rezistenta la temperaturi mai joase de exploatare. Astfel, un rotor bimetal are caracteristici optime de material pe ansamblu si costurile sunt reduse prin utilizarea materialelor scumpe si rezistente la temperaturi ridicate numai pentru partea de elice.
Placile din siliciu-fier sunt sudate pentru miezul statorului. Piese forjate din titan sunt sudate cu fascicul de electroni pentru realizarea componentelor rotorului pentru noile tipuri de elicoptere de lupta.
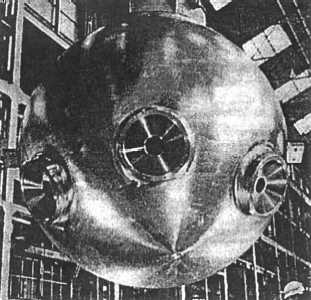
Sudarea cu fascicul de electroni a titanului si a aliajelor sale se aplica la realizarea incintelor care lucreaza sub presiune la rachetele spatiale, si statiile orbitale. In aceste aplicatii se foloseste aliajul Ti-6Al-4V. Alt exemplu, il constituie realizarea capsulelor subacvatice de dimensiuni mari pentru lucrari la adancime (figura 6.3.3).
|
|
Figura 6.3.3
|
Sudarea cu fascicul de electroni a titanului si aliajelor sale se aplica cu succes la lucrari de reparatii ale pieselor turnate sau forjate cu defecte. De exemplu se raporteaza economii de 100.000 $ prin repararea unor defecte de fabricatie la o racheta.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 1768
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved