| CATEGORII DOCUMENTE |
| Arhitectura | Auto | Casa gradina | Constructii | Instalatii | Pomicultura | Silvicultura |
CONSTRUCTII AGROTURISTICE CU STRUCTURA METALICA
1. METALE UTILIZATE CA MATERIALE DE CONSTRUCTII
Din punct de vedere chimic metalele sunt solide policristaline la temperatura normala, cu exceptia mercurului care este lichid. Proprietatile specifice ale metalelor sunt urmatoarele:
¾ conductibilitate foarte mare pentru caldura si electricitate
¾ opacitate aproape totala
¾ luciu caracteristic
¾ maleabilitate si ductilitate
Metalele pure, alcatuite exclusiv din atomii unei singure substante, nu exista in natura, fiind numite metale ideale sau teoretice. In scoarta terestra metalele se gasesc in minereuri, din care, prin diferite procedee metalurgice, se obtine metalele tehnice, care contin diverse impuritati, in procente stabilite prin standarde. Pentru anumite necesitati se pot produce metale de inalta puritate.
Proprietatile metalelor depind atat de compozitia chimica cat si de structura lor. Unul si acelasi metal poate avea structuri diferite si, in consecinta, proprietati diferite, ceea ce confera metalelor si aliajelor lor un interes tehnic foarte larg.
Sub actiunea unor agenti din atmosfera, in procesul de coroziune, metalele au tendinta de a se oxida, revenind la starea in care se gaseau initial in natura.
Structura cristalina a metalelor se constituie in procesul de cristalizare primara, la trecerea din starea topita in starea solida, in jurul unor centre de cristalizare, incepand la o temperatura proprie fiecarui metal, formarea primelor cristale.
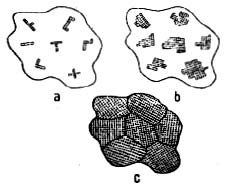 Fig. 1 Schema
cristalizarii: a)inceput; b) avansat; c) final
Fig. 1 Schema
cristalizarii: a)inceput; b) avansat; c) final
La incheierea procesului de cristalizare, structura se prezinta sub forma unui conglomerat de mici cristale cu margini neregulate, numite cristalite, care au marimi si orientari diferite. Marimea cristalitelor depinde de conditiile in care are loc solidificarea si va influenta omogenitatea si izotropia metalului solidificat. Rezistenta la rupere, rezistenta la oboseala si rezistenta la solicitari prin soc sunt cu atat mai mari cu cat dimensiunile cristalitelor sunt mai mici.
Sistemul de cristalizare este propriu fiecarui metal. Astfel unele pot avea in stare solida, in anumite intervale de temperatura, sisteme diferite de cristalizare, proprietate numita alotropie.
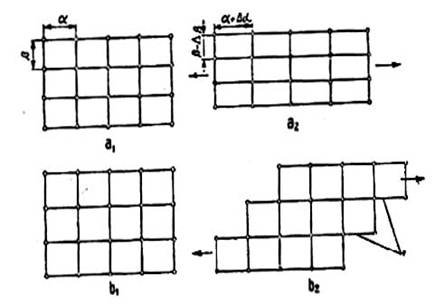
Cand o piesa din metal este deformata plastic, cristalitele tenace se alungesc, iar cele fragi1e sunt sfaramate. Reteaua cristalina este deformata, ducand la cresterea energiei retelei si la atingerea unei stari de echilibru instabil, numita ecruisare.
Daca piesa este incalzita, mobilitatea atomilor creste si, la o anumita temperatura, proprie fiecarui metal, reteaua cristalina se reface.
La o temperatura superioara acesteia se refac si cristalele, revenindu-se practic la structura initiala, de dinaintea deformarii plastice. Acest proces se numeste recristalizare.
Turnarea, deformarea plastica la cald sau la rece si sudarea sunt prelucrari care au efecte importante asupra structurii.
Structura de turnare este alcatuita din cristalite cu marimi, forme si orientari diferite, rezultand si unele defecte specifice cum ar fi: ¾ segregari acestea sunt neuniformitati de compozitie, care se produc deoarece solubilitatea se
micsoreaza odata cu scaderea temperaturii si, ca urmare, zonele care se racesc mai tarziu, au mai
multe impuritati ¾ retasuri goluri care se formeaza ca urmare a contractiei la solidificare ¾ sufluri goluri produse de gazele care la solidificare raman in interior ¾ incluziuni particule de impuritati incluse in metalul solidificat ¾ crapaturi la cald fisuri produse din cauza rezistentei mici Ia rupere Ia temperaturi inalte ¾ In stare turnata multe metale au rezistente inferioare celor care le pot avea atunci cand sunt
prelucrate prin deformare plastica.
Prelucrarile prin deformare plastica la cald sunt urmatoarele: ¾ laminarea ¾ forjarea ¾ presarea ¾ extrudarea
Aceste prelucrari constau in deformari succesive sub efort, executate la temperaturi superioare celei de recristalizare, astfel incat structura finala este rezultatul efectelor contrarii produse de ecruisari si recristalizari alternante.
Prelucrarile prin deformare plastica la rece sunt: ¾ laminarea ¾ presarea ¾ ambutisarea ¾ trefilarea
Acestea constau in deformari succesive sub efort, executate la temperaturi inferioare recristalizarii, de obicei la temperatura normala. Prin urmare, deformarea plastica Ia rece conduce la structuri puternic ecruisate, fara eforturi remanente, deoarece efectul recristalizarii nu mai actioneaza.
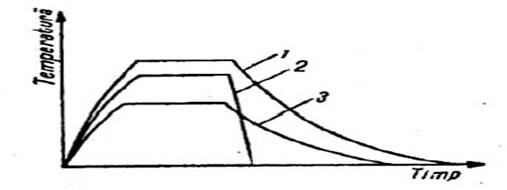
Tratamentele termice se caracterizeaza prin viteza de incalzire, temperatura maxima, perioada de timp cat aceasta este mentinuta si viteza de racire. Prin tratamentele termice proprietatile metalelor si aliajelor pot fi schimbate in sensul dorit numai prin modificarea structurii, compozitia chimica ramanand aceeasi.
Principalele tratamente termice sunt urmatoarele: ¾ recoacerea ¾ calirea ¾ revenirea
Recoacerea, este un tratament termic, care consta in incalzirea la diferite temperaturi, functie de scopul urmarit, dupa care se face o racire lenta. Se aplica pieselor metalice, in special celor din otel, cu scopurile urmatoare: ¾ omogenizare chimica (recoacere de omogenizare) ¾ inlaturarii efectului ecruisarii (recoacere de recristalizare) ¾ inlaturarii tensiunilor interne (recoacere de detensionare) ¾ obtinerea unor structuri cu cristalite fine (recoacere de normalizare)
Calirea se caracterizeaza prin racirea brusca a piesei incalzite si conduce la structuri cu tensiuni interne mari, ca urmare a mentinerii Ia temperatura normala a unei structuri corespunzatoare temperaturilor inalte, precum si a contractiilor mari la racire.
Revenirea este un tratament care se aplica pieselor calite pentru atenuarea efectelor calirii, cu tendinta de a reface echilibrul fizico-chimic si structural. Rezulta piese care au bune calitati de rezistenta dar si plastice.
Datorita legaturilor metalice, metalele sunt compacte, au densitate mare si puncte de topire ridicate. Legatura metalica determina proprietati mecanice caracteristice: in domeniul elastic rezistenta la deformare, in domeniul plastic capacitatea la rezistenta si ecruisare. Deformarea pur elastica se manifesta fizic prin modificarea distantelor dintre nodurile cristaline, fara modificarea formei retelei. Distantele dintre atomi raman la limite carora le corespund forte de legatura suficient de mari pentru ca la incetarea actiunii exterioare, atomii sa revina in pozitia lor initiala. In consecinta piesa respectiva redobandeste forma si dimensiunile pe care le avea inainte de a fi solicitat. Pana la un anumit nivel al solicitarii, practic toate corpurile solide se deformeaza elastic.
Comportarea in domeniul plastic se caracterizeaza prin deformatii plastice remanente. Deformatiile plastice sunt deformatii de alunecare pe anumite planuri cristalografice, in functie de sistemul de cristalizare si de structura.
Metalele care cristalizeaza in sistemul cubic au capacitate mai mare de deformare plastica fata de metalele care au alte sisteme de cristalizare. Acestea sunt fierul si aluminiul.
Conventional, metalele se clasifica in: ¾ feroase (Fe, Co, Ni) ¾ neferoase
In constructii se folosesc in mod deosebit metalele feroase, sub forma de otel si fonta. Dintre metalele neferoase cele mai utilizate sunt aluminiul, cuprul si zincul.
1.1 Fonta. Fonta este un aliaj fier-carbon, cu un continut de carbon de peste 1 ,7% , de obicei cuprins intre 24%. Contine procente reduse de Si (0,33%), Mn (0,31,2%), P (0,10,6%), S (12%) si urme de alte elemente, functie de natura minereului si procedeul de fabricatie.
Continutul in carbon intensifica grafitizarea imbunatateste proprietatile de turnare, dar micsoreaza proprietatile mecanice. Siliciul favorizeaza energic grafitizarea, imbunatateste proprietatile de turnare si prelucrabilitatea prin aschiere. Manganul impiedica grafitizarea, mareste fragi1itatea, contribuie la desulfurare si mareste rezistentele mecanice. Sulful inrautateste proprietatile de turnare si micsoreaza proprietatile mecanice la temperaturi ridicate.
Fonta este lipsita de plasticitate, este dura, casanta, neprelucrabila prin deformare (laminare, forjare) nici la rece nici la cald, dar se toarna usor (punct de topire 1050-1250C), piesele obtinute putand ramane neprelucrate sau putand fi prelucrate ulterior. Avand in vedere ca se prelucreaza greu, fonta este putin folosita in constructii, si anume, numai sub forma de piese turnate care lucreaza la compresiune (stalpi, coloane, tubinguri pentru tuneluri, tuburi pentru retele de alimentare cu apa, pentru canalizare etc.), elemente de instalatii (radiatoare, cazi de baie, bucatarie, sifoane de pardosea, tuburi si piese de legatura, capace de camine de vizitare, etc.
1.2 Otelul. Otelul este materialul cel mai utilizat pentru executia constructiilor cu structura metalica. In constructii se mai utilizeaza si sub forma barelor de armatura in structurile din beton armat.
Dupa specificul conditiilor de utilizare si a caracteristicilor mecanice garantate pe produsul finit exista urmatoarele categorii de oteluri, mai des folosite:
¾ oteluri de uz general pentru constructii ¾ oteluri cu rezistenta marita la coroziunea atmosferica ¾ oteluri cu granulatie fina pentru constructii sudate ¾ oteluri cu rezistenta la rupere fragila la temperaturi joase (criogenice)
Din categoria otelurilor de uz general pentru constructii, otelul notat OL 37 are raspandirea cea mai larga deoarece satisface in cea mai mare masura conditiile cerute de tehnica actuala a constructiilor. Din acest motiv se mai numeste si otel normal pentru constructii. Denumirea de OL 37 are semnificatia urmatoare: otel laminat cu rezistenta minima de rupere de 37 daN/mm2. Un alt tip de otel de uz general des utilizat in constructii este OL52, care, avand proprietati mecanice superioare, se recomanda pentru elementele de constructii puternic solicitate. Ca urmare a faptului ca otelurile sunt puternic afectate in timp de coroziunea atmosferica, atunci cand elementele de constructii metalice nu pot fi protejate corespunzator, se apeleaza la otelurile cu rezistenta marita la coroziune atmosferica (ORCA). Acestea sunt obtinute prin introducerea unor elemente de aliere cum sunt cuprul, nichelul sau cromul si sunt utilizate in mod deosebit in zonele marine sau pe platformele industriale cu atmosfera agresiva.
Otelurile cu granulatie fina pentru constructii sudate (OCS) au rezistenta de rupere cuprinsa intre 44 si 74 daN/mm2 si au proprietati plastice foarte bune prin alierea cu vanadiu, nichel sau aluminiu. Se recomanda pentru executia constructiilor metalice puternic solicitate, in conditii grele de exploatare. Otelurile criogenice au o comportare foarte buna la temperaturi scazute, fiind folosite la confectionarea constructiilor de inmagazinare si transport a produselor gazoase din industria chimica si petrochimica. Unele produse gazoase se pot lichefia la temperaturi ce coboara putin sub 00C si presiuni foarte ridicate, in timp ce altele se lichefiaza si se pot pastra la presiunea atmosferica, insa la temperaturi foarte scazute, care in cazul hidrogenului ajung la +252,78o C.
Principalele avantaje pe care le prezinta utilizarea otelului in constructii sunt urmatoarele: ¾ siguranta mare in exploatare a structurilor, datorita omogenitatii materialului rezistente mecanice
mari, pentru toate tipurile de solicitari, inclusiv vibratii ¾ greutate specifica redusa a structurii ¾ timp de executie redus, putand fi realizat in orice anotimp ¾ posibilitatea recuperarii integrale a materialului la demolarea constructiei ¾ se preteaza la executarea constructiilor cu inaltime foarte mare de tip turn ¾ structurile metalice se pot realiza cu deschideri foarte mari; astfel se elimina stalpii intermediari,
raspunzand cerintelor impuse la diverse hale industriale, sali de sport, etc.;
Principalele dezavantaje, care limiteaza utilizarea otelului in constructii sunt: ¾ otelul se corodeaza, tinzand sa revina la starea initiala in care se afla ca minereu ¾ necesita operatiuni de intretinere periodica prin vopsire ¾ are comportare slaba la temperaturi ridicate; astfel, la 500C, capacitatea portanta se reduce cu
peste 50% ¾ pret de cost relativ ridicat
1.3 Aluminiul. Aluminiul se gaseste in natura sub forma unor compusi care reprezinta circa 8% din scoarta terestra. Rezervele de aluminiu se apreciaza la mai mult de dublu fata de cele de fier, de aceea este considerat metalul viitorului. Aluminiul tehnic, se poate obtine cu o puritate de 99,5% si are culoarea alba-argintie, lucioasa. Este maleabil, ductil, bun conducator de caldura si electricitate.
In constructii, aluminiul este folosit in diverse aliaje, atat la realizarea unor elemente portante cat si la alcatuirea unor elemente de inchidere. Cele mai utilizate elemente de a1iere sunt cuprul, magneziu, manganul si siliciul.
Caracteristicile fizico-mecanice ale a1iajelor de aluminiu depind de elementul de aliere si de proportia in care acesta intra in compozitie. Aliajele la care predomina cuprul au rezistente mecanice ridicate, dar sunt sensibile la coroziune si au caracteristici slabe de sudabilitate. A1iajele la care predomina manganul au rezistente mecanice medii, caracteristici bune de sudabilitate si de rezistenta la coroziune.
Magneziul conduce la cresterea rezistentei mecanice si a rezistentei la coroziune, mentinand si caracteristicile de sudabilitate. In tabelul de mai jos sunt prezentate caracteristicile mecanice a aliajelor de a1uminiu.

Tabelul 1-Aliajele de aluminiu
Principalele caracteristici care fac sa fie folosit aluminiul in constructii, si sa in1ocuiasca in unele cazuri otelul, sunt urmatoarele: ¾ greutate specifica mica in raport cu rezistenta; ¾ rezistenta ridicata Ia coroziune; oxidul de aluminiu format la suprafata elementelor din aluminiu
impiedica avansarea procesului de coroziune spre interior ¾ durabilitate mare ¾ ofera largi posibilitati de industrializare si prefabricare ¾ elementele din aluminiu se imbina si se monteaza usor pe santier ¾ are un aspect placut, suprafetele fiind netede, cu posibilitati variate de finisare ¾ are o comportare buna la temperaturi foarte scazute
Dezavantajele care duc la limitarea utilizarii aluminiului sunt urmatoarele: ¾ rezistenta scazuta la temperaturi mari; la 300C rezistenta scade pana la 20% din rezistenta la
temperatura normala ¾ este foarte deformabil ¾ pretul de cost este ridicat, datorita consumului mare de energie la fabricatie
2 IMBINAREA ELEMENTELOR METALICE DE CONSTRUCTII
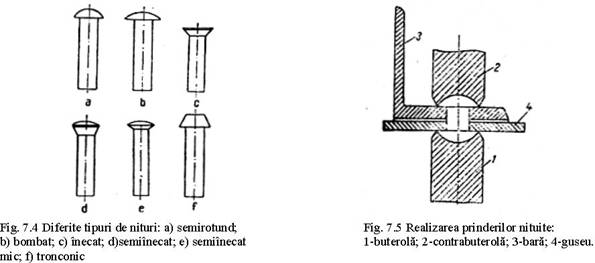
Imbinarile elementelor de constructie din otel se pot realiza in trei moduri: ¾ cu nituri ¾ cu suruburi ¾ prin sudura 2.1 Imbinari nituite. Niturile sunt elemente de imbinare care odata realizate nu mai pot fi dezmembrate si asamblate din nou. Sunt alcatuite dintr-o tija cilindrica si un cap initial numit cap de asezare. Cel de-al doilea cap se formeaza in procesul de nituire si se numeste cap de inchidere. Atat capul de asezare cat si cel de inchidere pot avea diferite forme, asa cum se arata in figura de mai jos.
In constructiile metalice niturile se executa din oteluri plastice, care au marca inferioara pieselor pe care le imbina. Diametrele niturilor sunt standardizate si sunt mai mici decat diametrul gaurilor in care se introduc deoarece prin batere gaura este umpluta.
Operatia de batere se numeste nituire. Tehnologia nituirii la cald cuprinde operatiile urmatoare: ¾ gaurirea pieselor de imbinat ¾ incalzirea nitului la 10501150C ¾ baterea nitului
Baterea nitului si formarea capului de inchidere se face cu presa pneumatica prevazuta cu buterola (la capul de inchidere) si contrabuterola (la capul de asezare). Distanta dintre nituri este stabilita prin norme, in functie de diametrul si pozitia nitului, de grosimea pieselor si de natura efortului.
2.2 Imbinari cu suruburi. Suruburile sunt elemente de imbinare demontabila, alcatuite dintr-o tija cilindrica, care la extremitate au un cap cu diferite forme, iar la cealalta este filetat, pe o anumita lungime. In multe tari, la fel ca si in Romania se folosesc filete metrice notate cu M. In constructiile metalice se folosesc suruburi cu cap hexagonal.
Strangerea pieselor care se imbina se realizeaza cu ajutorul unei piulite cu cap hexagonal. Intre piulita si piese se aseaza o saiba, pentru a evita ca zona filetata sa patrunda in grosimea pieselor care se imbina.
La suruburile obisnuite transmiterea eforturilor din imbinare se face prin presiunea exercitata pe gaura si forfecare. Exista si alt tip de suruburi, numite de inalta rezistenta, la care transmiterea eforturilor se face prin frecarea dintre piesele care se imbina. Suruburile obisnuite pot fi pasuite sau brute.
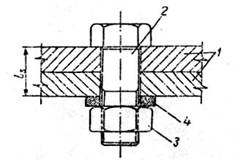
Fig.6-Imbinarea cu suruburi: 1-piesele care se imbina; 2-surub; 3-piulita; 4-saiba;
Cele pasuite se introduc fortat in gauri alezate, care au diametrul mai mare cu 0,3 mm decat al surubului. In acest caz diametrul tijei surubului trebuie prelucrat cu precizie mare, iar cel al zonei filetate este mai mic cu l mm, pentru a proteja filetul la introducerea fortata. La suruburile brute gaurile pieselor sunt cu 12 mm mai mari.
2.3 Imbinari sudate. Sudarea este un procedeu de imbinare nedemontabila a pieselor din metal, la o anumita temperatura si presiune, cu sau fara folosirea unui material de adaos. Sudarea se realizeaza prin legatura metalica si formarea unor cristale comune intre piesele care se sudeaza, sub forma unor cordoane sau puncte de sudura.
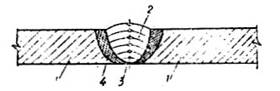 Fig. 7-Cordon de sudura: 1-metal de baza; 2-cordon
de sudura; 3-radacina; 4-zona influentei termice;
Fig. 7-Cordon de sudura: 1-metal de baza; 2-cordon
de sudura; 3-radacina; 4-zona influentei termice;
Prin sudare se pot realiza elemente constructive variate, cu un consum redus de metal, deoarece transmiterea eforturilor este directa si se utilizeaza integral sectiunile elementelor imbinate.
Sudarea prin topire se poate face manual sau automat, cu ajutorul unei surse de caldura si a unui metal de adaus. In zona sudurii piesele si sarma se topesc intr-o baie metalica, care prin racire formeaza apoi cordonul de sudura. Pe masura ce sarma se topeste si cordonul se formeaza, sunt necesare doua miscari ale sarmei: de apropiere fata de piese si de inaintare in 1ungu1 imbinarii. Piesele care urmeaza a fi asamblate trebuie sa fie curate, iar baia nu trebuie sa fie in contact direct cu atmosfera pentru a evita patrunderea oxigenului, hidrogenului si azotului, deoarece aceste gaze duc Ia formarea unor compusi chimici si a porilor, reducand rezistenta imbinarii. La sudura electrica topirea se realizeaza cu ajutorul arcului electric format intre sarma si piese.
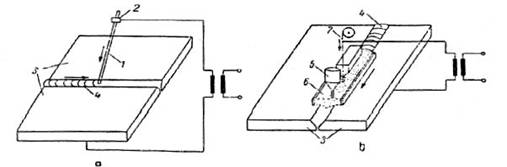
Fig. 8-Schema sudarii: a) manuala cu electrod metalic: 1-
electrod; 2-cleste portelectrod; 3-piese care se sudeaza;
4- cordonul de sudura; b) automata sub
flux: 1-buncar de flux; 2-flux; 3-sarina de sudat;
4-piesele care se sudeaza; 5- cordon de sudura
Sudura prin presiune se realizeaza prin incalzirea pieselor la o temperatura inferioara celei de topire, dupa care, prin presare, se obtin cusaturi sau puncte de sudura, prin deformare plastica, fara material de adaus.
Sudarea prin presare se face la temperaturi superioare celei de recristalizare, ceea ce are asupra structurii efecte comparabile cu cele produse prin deformarea Ia cald. La sudarea prin topire, in zona sudarii, temperatura este mai mare decat cea de topire, rezultand structuri de turnare. Temperaturile ridicate din zonele vecine sudurii au asupra structurii efecte comparabile cu cele produse de tratamentele termice.
Siguranta constructiilor sudate depinde de calitatea. materialelor folosite, de conceptia constructiva, de tehnologia si conditiile de executie si de conditiile de exploatare. Specific constructiilor sudate le este faptul ca pe langa asigurarea conditiilor de stabilitate si rezistenta, trebuie asigurate si conditiile pentru evitarea ruperii fragi1e, ceea ce presupune o alegere corecta a otelurilor folosite.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2689
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2026 . All rights reserved