| CATEGORII DOCUMENTE |
| Astronomie | Biofizica | Biologie | Botanica | Carti | Chimie | Copii |
| Educatie civica | Fabule ghicitori | Fizica | Gramatica | Joc | Literatura romana | Logica |
| Matematica | Poezii | Psihologie psihiatrie | Sociologie |
Depunerea straturilor subtiri pe substrat si imbinarea a doua parti asfel prelucrate pentru obtinerea unui dispozitiv final MEMS
Construirea oricarui dispozitiv mecanic complicat nencesita nu numai prelucrarea componentelor individuale dar si ansamblarea componentelor pentru formarea setului complet. In microprelucrare, tehnici de imbinare sunt folosite pentru asamblarea partilor microprelucrate pentru a forma o structura completa. Imbinarea placutelor, cand este efectuata in conjuctura cu tehnici de microprelucrare, permite fabricarea structurilor tridimensionale mai groase decat o singura placuta. Mai multe tipuri de procese au fost create si dezvoltate pentru imbinarea placutelor de siliciu. In referatul de fata se face referire la un proces de depunere des utilizat :sol-gel, si doua tipuri importante de procese de imbinare : imbinarea anodica, imbinarea prin fuziune.
Procesul Sol-Gel
Acesta este un proces prin care nanoparticule solide dispersate dintr-o solutie lichida (sol) se aglomereaza formand o retea tridimensionala continua prin masa lichidului (gel).
In cazul de fata, depunerea de straturi subtiri, metoda sol-gel implica o tehnica de producere a unui film anorganic subtire fara procesare in vid si ofera puritate si omogenitate ridicate a componentelor la nivel molecular.
Metoda de depunere sol-gel ofera avantaje fata de alte tehnici datorita obtinerii unei mixari mai bune a precursorilor (nanoparticole ale diverselor substante solide din care se doreste constructia retelei tridimensionale finale), omogenitate, puritate de faza, control stoichiometric, procesare usoara si control asupra compozitiei.
Tehnica sol-gel este una din cele mai promitatoare metode de sinteza si in momentul de fata este folosita extensiv pentru prepararea metal-oxizilor in straturi subtiri cat si in 'bulk' (structuri masive) si formele monocristaline. In cazul metal-oxizilor avantajul principal este acuratetea ridicata cu care pot fi depusi pentru a schimba compozitia stoichiometrica deoarece precursorii sunt mixati la nivel molecular.
Deci, in timp ce alte metode de depunere, cum ar fi ablatiunea laser, MOCVD si tratamentul hidro-termal, necesita multa munca, timp si costuri de instrumentatie ducand la un produs final cu cost ridicat, metoda sol-gel ofera un produs final relativ usor de realizat si ieftin.
Un exemplu de aplicare a metodei pentru depunerea unui film subtire pe un substrat este explicat in continuare. Presupunem un substrat de siliciu platinizat sau un ceramic. Substratul este imersat in methanol si uscat cu gaz nitrogen pentru a indeparta orice particula de praf. Solutia precursoare (contine amestecul de precursori) este plasata intr-o cantitare mica, prestabilita, in centrul placii de substrat dupa care placa substrat este supusa unui proces de intindere prin rotire. Acesta se efectueaza folosind un spinner cu rotatia la o rata de aproximativ 3100rpm timp de 30s. Compozitia, cantitatea solutiei precursoare, rata de rotatie si timpul acesteia determina grosimea si calitatea filmului depus. Dupa intinderea pe substrat peste film este plasata o placa incinsa timp de aproximativ 15 minute (functie de solutia precursoare) pentru a usca si piroliza substantele organice ale solutiei intinse. Pentru obtinerea unui film multistrat procesul poate fi reluat fiind necesara piroliza dupa fiecare process de intindere prin rotire pentru a asigura o buna cristalinitate si densitate a stratului colectiv. In final filmul unistrat sau multistrat este recopt la 700˚C timp de o ora in aer.
Temperatura si durata acesteia are un efect semnificativ in orientarea si proprietatile filmului.
Smart Material Systems and MEMS: Design and Development Methodologies
Vijay
K. Varadan :
K.
J. Vinoy : Indian
S.
Gopalakrishnan : Indian
Imbinarea anodica (anodic bonding)
Unirea (lipirea) anodica siliciu-siliciu este o tehnica de unire a doua parti de siliciu si a le izola in acelas timp printr-un strat de sticla depus prin pulverizare catodica. In figura 1 este prezentat echipamentul folosit pentru unirea anodica.
Echipamentul este in principiu un element incalzitor cu un electrod capabil sa asigure o tensiune inalta prin structura ce urmeaza a fi imbinata. Sistemul poate controla automat temperatura si tensiunea de alimentare in timpul procesului de imbinare.
Imbinarea se face de obicei intre doua bucati de siliciu, una superioara alta inferioara, la nivelul suprafetelor de contact dorite.
Dupa curatarea si polizarea suprafetelor ce vor fi supuse imbinarii, pe una din suprafete este depusa initial un film subtire (cativa microni) de sticla prin procedeul de pulverizare catodica. In literatura de specialitate corpul de siliciu a carei suprafata de contact la imbinare a fost filmata cu sticla este referita ca fiind parte superioara, iar celalalt corp de siliciu ca fiind parte inferioara. Astfel partea supeioara este plasata deasupra partii inferioare, iar ansamblul plasat intre electrod si placa de aluminiu (aluminium chuck) a dispozitivului. Un exemplu elocvent se poate observa in figura 2.
Cele doua parti sudate impreuna prin lipire anodica la temperaturi sub 400˚C cu un voltaj de curent continuu de 50 pana la 200 V. Electrodul negativ este conectat la partea superioara (cea filmata cu sticla pe suprafata de imbinare). Tensiunea trebuie aplicata un timp cat sa permita stabilizarea unui curent electric de nivel minimizat. Tipic imbinarea dureaza intre 10 si 20 de minute. Procesul de lipire se petrece de obicei in aer liber la presiunea atmosferica.
Fig.1 Schema sectiune transversala a aparatului de lipire anodica
Bonding apparatus (Hanneborg et al. 1992)
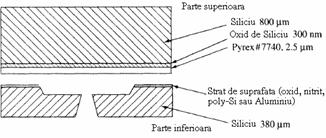
Fig.2 Partile superioara si inferioara intr-un proces de lipire anodica tipica
(Hanneborg et al. 1992)
Exemplu practic
Floating Element Shear Sensor
Senzor de forfecare cu element mobil
Obiectiv :
Obiectivul consta in a fobrica un senzor cu element mobil care
consta dintr-o placa (![]() ) si patru pripoane (
) si patru pripoane (![]() ) asa
cum se poate vedea in figura 3.a. (Shajii and Schmidt 1992). Pripoanele au rol de suporturi mecanice pentru
placa (elementul mobil) si ca rezistori in schema de
transductie. Placa si pripoanele sunt fabricate dintr-un strat de
siliciu usor dopat tip-n subtire de 5
) asa
cum se poate vedea in figura 3.a. (Shajii and Schmidt 1992). Pripoanele au rol de suporturi mecanice pentru
placa (elementul mobil) si ca rezistori in schema de
transductie. Placa si pripoanele sunt fabricate dintr-un strat de
siliciu usor dopat tip-n subtire de 5![]() si sunt suspendate la 1.4
si sunt suspendate la 1.4![]() deasupra suprafetei unui substrat de siliciu asa
cum se poate vedea in figura 3.b. Intreaga structura este
atasata la partea inferioara de siliciu doar prin pripoane
utilizand un strat de
deasupra suprafetei unui substrat de siliciu asa
cum se poate vedea in figura 3.b. Intreaga structura este
atasata la partea inferioara de siliciu doar prin pripoane
utilizand un strat de ![]() de 1.4
de 1.4![]() .
.
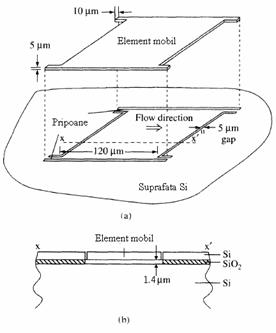
Fig.3 Privire din unghi (a) si sectiune transversala (b) a unui sensor cu element mobil
bazat pe o placa rectangulara si patru pripoane (Sajii and Schmidt 1992)
Decurgerea procesului :
Fabricarea senzorului implica procesarea a doua placute din Si, una inferioara, numita si suport, si cea superioara (elementul mobil cu cu cei patru dinti ce vor deveni pripoane in urma lipirii acestora prin metoda anodica). Cele doua parti vor fi unite impreuna (bounding). Procesul are loc asa cum urmeaza :
1. Un strat de ![]() de grosime 1.4
de grosime 1.4![]() este depus pe suprafata suport prin oxidare umeda
la 950˚C. Substratul de suport este tipic de 4, 10, 20
este depus pe suprafata suport prin oxidare umeda
la 950˚C. Substratul de suport este tipic de 4, 10, 20 ![]() siliciu tip-n
(100). Folosind fotolitografia, oxidul de pe suprafata substratului suport
este modelat ca in figura 4.a. Dispozitivul mobil este fabricat prin depunerea
pe un substrat de siliciu a unui strat foarte subtire de sacrificiu puternic
dopat
siliciu tip-n
(100). Folosind fotolitografia, oxidul de pe suprafata substratului suport
este modelat ca in figura 4.a. Dispozitivul mobil este fabricat prin depunerea
pe un substrat de siliciu a unui strat foarte subtire de sacrificiu puternic
dopat ![]() cu bor (
cu bor (![]() ) peste care se depune apoi un strat de siliciu epitaxial de
grosime 5
) peste care se depune apoi un strat de siliciu epitaxial de
grosime 5![]() usor dopat tip-n (
usor dopat tip-n (![]() ) (figura 4.a.).
) (figura 4.a.).
2. Cele doua parti, superioara si inferioara, trec
prin procesul de sudare anodica. Secventa de lipire include o
precuratare de oxizi a celor doua parti, o hidratare a
suprafetelor de imbinare cu o solutie 3:1 ![]() timp de 10 minute, o
clatire cu apa deionizata, o uscare, punerea in contact fizic a
celor doua suprafete de imbinare, si o calire la
temperatura inalta (1000˚C in
timp de 10 minute, o
clatire cu apa deionizata, o uscare, punerea in contact fizic a
celor doua suprafete de imbinare, si o calire la
temperatura inalta (1000˚C in ![]() uscat) timp de 70 de
minute. Partea superioara este apoi subtiata intr-o solutie
uscat) timp de 70 de
minute. Partea superioara este apoi subtiata intr-o solutie
![]() (20 procente KOH din greutate la 57˚C) pana se
ajunge la o grosime de 40
(20 procente KOH din greutate la 57˚C) pana se
ajunge la o grosime de 40![]() . O solutie de
. O solutie de ![]() (60 procente din greutate la 60˚C) este folosita apoi pentru a opri procesul
de corodare la stratul
(60 procente din greutate la 60˚C) este folosita apoi pentru a opri procesul
de corodare la stratul ![]() , din cauza caracteristicilor bune anti-corozive in contact
cu siliciul puternic dopat cu bor in comparatie cu KOH. Stratul
, din cauza caracteristicilor bune anti-corozive in contact
cu siliciul puternic dopat cu bor in comparatie cu KOH. Stratul ![]() este indepartat
secvential utilizand o solutie 8:3:1
este indepartat
secvential utilizand o solutie 8:3:1 ![]() coroziv lichid. O
pata maronie, indicand siliciu poros, rezultata de la coroziv este
indepartata utilizand o solutie mixtura 97:3
coroziv lichid. O
pata maronie, indicand siliciu poros, rezultata de la coroziv este
indepartata utilizand o solutie mixtura 97:3 ![]() pentru aproximativ 15
secunde lasand astfel stratul de siliciu epitaxial (Si epi) de 5
pentru aproximativ 15
secunde lasand astfel stratul de siliciu epitaxial (Si epi) de 5![]() lipit de oxidul modelat pe stratul support (fig. 4.b).
lipit de oxidul modelat pe stratul support (fig. 4.b).
3. Un implant mascat (dozat la 80keV si ![]() ) urmat de o calire la 850˚C in mediu cu
) urmat de o calire la 850˚C in mediu cu ![]() uscat sunt efectuate
pentru un contact ohmic mai bun. Pripoanele sensitive nu sunt implantate iar
concentratia lor ramane la aproximativ
uscat sunt efectuate
pentru un contact ohmic mai bun. Pripoanele sensitive nu sunt implantate iar
concentratia lor ramane la aproximativ ![]() . Dupa calirea implantului se depoziteaza un
strat de Al gros de 500 nm prin bombardare cu electroni, modelat si
sinterizat in mediu cu
. Dupa calirea implantului se depoziteaza un
strat de Al gros de 500 nm prin bombardare cu electroni, modelat si
sinterizat in mediu cu ![]() la 375˚C pentru
30 de minute (figura 4.c).
la 375˚C pentru
30 de minute (figura 4.c).
4. Un strat subtire de siliciu amorph (grosime 500 nm) este depus prin
depunere fortata cu plasma in vapori chimici (plasma-enhanced
chemical vapour deposition PECVD) peste dispozitiv pentru a proteja stratul de
Al in continuarea procesului. Apoi se depune tot prin PECVD un strat de oxid
gros de 1![]() si este modelat folosind o plasma gravura
si este modelat folosind o plasma gravura ![]() . Acest oxid va actiona ca o masca de corodare a
santului din siliciu folosit sa defineasca conturul
elementului mobil (cum se poate vedea si in figura 3.a). Oxidul este gravat
prin plasma si resistul este indepartat secvential (fig.
4.d).
. Acest oxid va actiona ca o masca de corodare a
santului din siliciu folosit sa defineasca conturul
elementului mobil (cum se poate vedea si in figura 3.a). Oxidul este gravat
prin plasma si resistul este indepartat secvential (fig.
4.d).
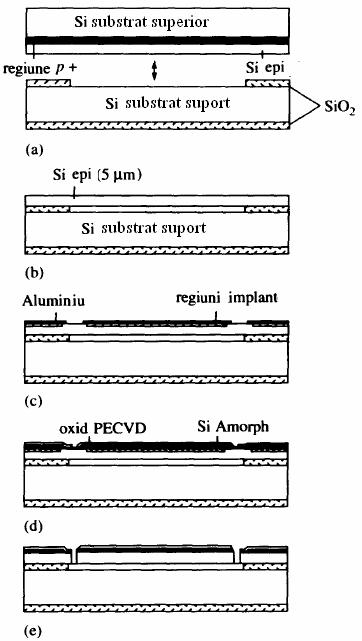
Fig. 4 Pasii procesului de fabricare a senzorului mobil aratat in figura 3
(Sajii and Schmidt 1992)
5. O plasma coroziva pe baza de ![]() este utilizata
pentru corodarea santului delimitator in siliciu. O alta
solutie BOE (
este utilizata
pentru corodarea santului delimitator in siliciu. O alta
solutie BOE (![]()
![]() ) este folosita pentru corodarea oxidului PECVD ramas
in urma procesului de formare a santului, astfel completand
fabricarea elementului mobil. Contacte electrice sunt executate patrunzand
prin stratul de siliciu amorph pana la stratul de Al, fie prin sondare
mecanica fie prin lipire cu ultrasonice. Senzorul final este aratat
in figura 4.e.
) este folosita pentru corodarea oxidului PECVD ramas
in urma procesului de formare a santului, astfel completand
fabricarea elementului mobil. Contacte electrice sunt executate patrunzand
prin stratul de siliciu amorph pana la stratul de Al, fie prin sondare
mecanica fie prin lipire cu ultrasonice. Senzorul final este aratat
in figura 4.e.
3. Imbinarea siliciului prin fuziune
Imbinarea prin fuziune este cel mai des utilizat proces de imbinare.
Inca din anii 80-90, mai multi cercetatori in domeniu precum Lasky 1986; Ohashi et al. 1986; Apel et al. 1991 au demonstrat ca fuziunea pastilelor de siliciu hidrofilic este posibila pentru obtinerea materialelor SOI (Silicon On Insulator - siliciu pe izolator). De atunci, tehnicile de imbinare-substraturi si-au gasit aplicatii diferite in domeniul microelectronicii ; cateva tipuri de SRAM (Static Random Access Memory - memorie statica cu acces aleator), CMOS
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2092
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved