| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
TEHNOLOGII BAZATE PE APLICATII ALE ULTRASUNETELOR (US)
Probleme generale
Ca utilizari mai importante, ultrasunetele sunt mentionate in anul 1918 pentru detectia submarinelor, urmare a studiilor dezvoltate de P. Langevin; aplicatii mai largi apar insa in ultimele trei decenii pentru depistarea si localizarea defectelor in materiale, pentru prelucrari mecanice de mare complexitate, pentru curatirea industriala a pieselor fine si masuratori exacte de distante, de debite etc.
a. Spectrul sonor
Dupa cum lumina vizibila nu constituie decat o mica parte din spectrul electromagnetic, sunetele nu acopera decat o parte din gama undelor acustice. Se poate vorbi de trei zone mai importante:
zona subsonica, cu f < 16Hz (16Hz limita minima de audibilitate);
zona sonica cu 16Hz < f < 20kHz;
zona ultrasonica cu f > 20kHz.
In aplicatiile bazate pe ultrasunete, se folosesc frecvente cuprinse in zona 20kHz - 10MHz. Frecventele mai mari de 30Mhz nu se utilizeaza pentru aplicatii practice.
Din punct de vedere al emiterii acestor sunete, ele pot fi continui sau sub forma de pulsuri.
b. Propagarea sunetelor
Spre deosebite de undele electromagnetice, de caldura, pentru propagare, ultrasunetele au nevoie de un mediu material. In vid, nu vom avea, spre exemplu, propagari de ultrasunete. Se poate vorbi de doua tipuri principale de unde: longitudinale si transversale si, mai putin de unde de suprafata. In Fig. 1.a.b.c, este prezentat aspectul unor asemenea unde.
Unde longitudinale. Se propaga in gaze, in lichide si in solide, fiecare molecula suferind la trecerea undei o deplasare paralela cu directia undei ultrasonore.
Unde transversale. Pot aparea in cazul materialelor solide,
singure sau in combinatie cu cele longitudinale. Directia oscilatiei unei
particule este perpendiculara pe directia de propagare a undei
(Fig. 1.b). O analogie poate fi facuta cu propagarea undelor in apa (oscilatie
verticala, propagare orizontala).
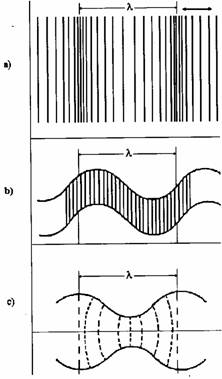
Fig. 1. Propagarea undelor sonore intr-un solid: a)
longitudinale;
b) transversale; c) de suprafata.
Unde de suprafata undele Lamb. Combinatia dintre unde longitudinale sau transversale conduce la asa-zisele unde plate sau unde Lamb, unde ce pot exista de-a lungul unei suprafete, chiar si curbata (Fig. 1.c).
Intre lungimea de unda, viteza de propagare C si frecventa undei f, exista relatia:
![]() cu
cu ![]() (1)
(1)
Viteza se masoara in m/s sau km/s, este o constanta de material, este independenta de frecventa si dimensiunile materialului. Expresiile pentru vitezele de propagare a sunetului pentru longitudinala CL, pentru transversala CT si de suprafata CS, sunt date de relatiile:
 (2)
(2)
unde:
![]() - densitatea
materialului; E - modulul de elasticitate Young;
- densitatea
materialului; E - modulul de elasticitate Young;
G - modulul transversal; ![]() - coeficientul lui
Poisson.
- coeficientul lui
Poisson.
Viteza de propagare a undelor Lamb depinde nu numai de constantele de material, ci si de dimensiunile materialului si de frecventa.
Cateva date privind vitezele de propagare ale sunetului in diverse medii sunt date in Tab. 1.
Tab. 1. Viteza de propagare a undelor sonore in diferite medii.
|
Nr. crt |
Mediu |
Viteza de propagare (m/s) |
Impedanta acustica |
|
|
Longitudinala |
Transversala |
|||
|
Aluminiu | ||||
|
Cupru | ||||
|
Plumb | ||||
|
Otel | ||||
|
Wolfram | ||||
|
Apa | ||||
|
Apa de mare | ||||
|
Sticla | ||||
|
Plexiglas | ||||
|
Aer | ||||
|
Sange | ||||
|
Tesuturi moi | ||||
|
Materiale plastice | ||||
Daca solidul in care se propaga ultrasunetele prezinta dimensiuni transversale mult mai mici ca lungimea de unda, relatiile (2) devin (2'):
 (2')
(2')
In cazul lichidelor si al gazelor, vibratiile sunt suficient de rapide pentru a putea considera compresiunile ce rezulta ca adiabatice.
Undele ultrasonore se propaga in linie dreapta in acelasi mod ca si lumina, cu observatia ca lungimea de unda este mult mai mica.
c. Reflexia si refractia ultrasunetelor la suprafata de separare a doua medii
Daca un fascicul de unde ultrasonore de putere P0 'ataca' perpendicular suprafata de separatie a doua medii, 1 si 2, de impedante acustice Z1 si Z2 (Fig. 2), o parte este transmisa in mediul 2, TP0, iar restul reflectata, RP0. R si T sunt doi coeficienti subunitari a caror semnificatie se va da mai departe (Fig. 2).
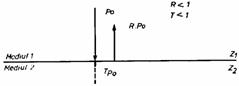
Fig. 2. Propagarea unui fascicul de ultrasunete perpendicular pe o suprafata.
Valorile transmise in mediul 2 si reflectate in mediul 1 depind de o marime pe care o vom numi in continuare 'impedanta acustica a mediului' si are expresia:
![]() (3)
(3)
unde: ![]() + densitatea
materialului si c + viteza sunetului in acel material.
+ densitatea
materialului si c + viteza sunetului in acel material.
Cu cat va fi mai mare valoarea lui Z2 in comparatie cu Z1, cu atat fasciculul de ultrasunete va patrunde mai putin in acest mediu.
Factorul de reflexie R este definit ca:
![]() (4)
(4)
iar factorul de transmisie T:
 (5)
(5)
Un material cu impedanta acustica ridicata este numit 'acustic tare', in timp ce cel cu impedanta acustica mica, este numit 'slab acustic'.
Daca impedanta celor doua medii este egala, (Z1 = Z2), R = O, nu vom avea reflexie, sunetul trece in intregime in celalalt mediu.
Daca fasciculul de ultrasunete ataca sub un anumit
unghi ![]() suprafata de separatie
a celor doua medii, Z1Z2, vom avea fenomene
de reflectie si refractie care asculta de aceleasi legi ale opticii. Se observa
din Fig. 3 ca unda incidenta I are o componenta care se reflecta, R
si una care se refracta, r. Intre unghiurile de incidenta
suprafata de separatie
a celor doua medii, Z1Z2, vom avea fenomene
de reflectie si refractie care asculta de aceleasi legi ale opticii. Se observa
din Fig. 3 ca unda incidenta I are o componenta care se reflecta, R
si una care se refracta, r. Intre unghiurile de incidenta ![]() si cel de refractie
si cel de refractie ![]() si vitezele de
propagare a ultrasunetelor in cele doua medii, se pot stabili relatii de
valabilitate generala:
si vitezele de
propagare a ultrasunetelor in cele doua medii, se pot stabili relatii de
valabilitate generala:
![]() sau
sau ![]() (6)
(6)
Fig. Reflectia si refractia ultrasunetelor la suprafata de separare a doua medii.
Si in cazul ultrasunetelor, se vor intalni fenomene de interferenta, de difractie, disturbari produse de obstacole ce li se opun (eventual defecte). Doua fenomene cu implicatii in tehnicile de masurare care vor fi tratate ulterior trebuie mentionate: divergenta fasciculului de ultrasunete si atenuarea sa.
In privinta divergentei fasciculului, se constata o crestere a 'deschiderii' acestuia (ca un con), in functie de distanta (Fig. 4). Se observa, spre exemplu, ca, daca in pozitia 1, suprafata S1 la distanta d1 este acoperita de ultrasunete in totalitate, in pozitia 2, la distanta d2, se constata o reducere a energiei ultrasonore ce-i revine si de care trebuie sa se tina seama.
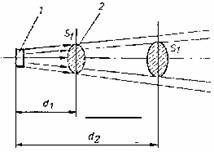
Fig. 4. Divergenta fasciculului de ultrasunete.
Atenuarea sunetului se produce dupa acelasi mecanism intalnit la propagarea unei unde. Similar relatiei din electronica care da atenuarea 'a' in functie de tensiunile electrice:
![]() (7)
(7)
si, cum 'ecourile' provocate de impulsurile de tensiune sunt corelate cu acestea, se poate da o relatie analoaga:
![]() (7')
(7')
unde: H - inaltimea ecoului ce se poate masura pe ecranul osciloscopului.
Spre exemplu, daca raportul inaltimii celor doua 'ecouri', H1 si H2 este 3, relatia (7') devine:
a = 20 log 3 = 20.0,477 = 9,542
CAi de producere a ultrasunetelor
Exista mai multe posibilitati de producere a ultrasunetelor, ele reflectand intr-un fel si etapele de dezvoltare si de progres tehnologic.
a. Generare de ultrasunete pe cale aero si hidrodinamica
Sunt constructii ce functioneaza la frecvente de 5-20kHz, deci apropiat de pragul inferior al ultrasunetelor, cu puteri ce nu depasesc 100W, iar randamentul pe care-l ofera este de 5-10%. Functioneaza pe principiul unor cavitati rezonante. La frecvente ridicate, dimensiunile cavitatilor rezonante trebuie sa se reduca si, o data cu aceasta, si puterea va scadea sensibil.
b. Generare de ultrasunete pe cale ionica
Se supune un gaz in prealabil ionizat unui camp electric alternativ. Particulele ionizate se vor deplasa antrenand moleculele gazoase, dand prin aceasta nastere unei oscilatii acustice de aceeasi frecventa ca si campul excitator. Este un sistem ce poate lucra pana la 40kHz, aplicatiile sale avand un caracter particular.
c. Generare de ultrasunete pe cale electrodinamica
Membrana unui difuzor este inlocuita cu un bloc metalic. Cand frecventa de excitatie devine egala cu frecventa proprie de rezonanta a blocului, amplitudinea vibratiei poate atinge valori importante. Randamentul este bun, dar trasatura caracteristica a constructiilor de acest tip este ca functioneaza pe o singura frecventa.
d. Generare de ultrasunete prin efect magnetostrictiv si efect piezoelectric
Anumite materiale feromagnetice, plasate intr-un camp magnetic, prezinta proprietatea de a se contracta sau dilata. Reciproc, orice deformatie (intindere sau compresiune) a materialului feromagnetic plasat in camp se traduce printr-o variatie a fluxului ce-l traverseaza. Acest efect se foloseste cu succes pentru producerea de ultrasunete.
Daca notam cu 1 lungimea barei, cu P solicitarea de natura magnetostrictiva, cu dB si d1 variatiile inductiei si ale deformarii sub actiunea campului, vom avea relatiile:
P = M dB si dB = M' ![]() (8)
(8)
cu M si M' coeficienti ce depind de
caracteristicile magnetostrictive ale materialului. Prima relatie arata ca la
orice variatie de camp dB, vom avea o solicitare de natura
magnetostrictiva, cea de a doua arata ca o solicitare mecanica de alungire sau
compresiune (![]() ) va conduce la o variatie de camp magnetic.
) va conduce la o variatie de camp magnetic.
Pentru un anumit tip de material magnetostrictiv,
variatia ![]() cu intensitatea
campului magnetic H, este data in Fig. 5. Se observa ca in functie de
materialul magnetostrictiv utilizat,
cu intensitatea
campului magnetic H, este data in Fig. 5. Se observa ca in functie de
materialul magnetostrictiv utilizat, ![]() poate fi pozitiv sau
negativ.
poate fi pozitiv sau
negativ.

Fig. 5. Variatia raportului ![]() a unui material
magnetostrictiv
a unui material
magnetostrictiv
in functie de campul H.
Cateva concluzii se desprind din interpretarea acestei curbe:
deformatia nu depinde decat de valoarea lui H;
legea de variatie este neliniara;
deformatia poate fi pozitiva sau negativa dupa materialul utilizat.
Randamentul optim se obtine atunci cand frecventa de excitatie este egala cu frecventa de rezonanta a blocului magnetostrictiv, dar scade spre frecventele mari ca in Fig. 6.
Materialele utilizate pentru constructia traductoarelor magneto-strictive sunt, in general, Ni, aliaje Fe-Ni, Fe-Co, ferite speciale pe baza de oxizi metalici fritati. Generatoarele de ultrasunete, construite cu asemenea transductori, ajung la puteri de ordinul sutelor de wati.
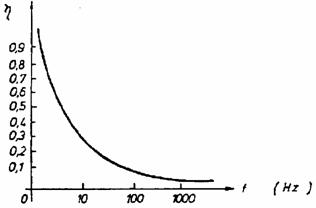
Fig. 6. Variatia randamentului unui generator
magnetostrictiv
in functie de frecventa wati, la frecvente pana la 400kHz.
Generare de ultrasunete pe baza de piezoelectricitate
Daca materialele magnetostrictive se deformeaza sub actiunea unui camp magnetic, un fenomen analog se produce la o alta categorie de materiale, sub actiunea unui camp electric, la materialele piezoelectrice.
Daca V este tensiunea aplicata unui element de grosime e, presiunea P de natura piezo ce apare are valoarea:
![]() (9)
(9)
Reciproc, daca se variaza grosimea sub actiunea unei solicitari exterioare, apare o densitate de sarcina electrica:
![]() (9')
(9')
cu k si k', constante de material.
Altfel spus, cele doua relatii (9) si (9') arata ca
aplicarea unei tensiuni V la doua fete opuse ale unui cristal piezo produce
deformari mecanice P (compresiuni sau expansiuni) si reciproc, aplicarea unor
asemenea deformari mecanice produce sarcini electrice ![]() .
.
Aplicarea unei tensiuni electrice unui cristal si
producerea de efecte mecanice de comprimare sau dilatare se mai numeste efect
piezo invers (se emit ultrasunete),
iar direct, acela de aplicare a unor
efecte mecanice si aparitia unor tensiuni (se detecteaza ultrasunete). In
practica, acelasi cristal poate fi si emitator si receptor. Schematic, dupa
K. Deutsch, in Fig. 7 sunt prezentate fenomenele.
Fig. 7. Efectul piezoelectric direct si invers.
Numeroase corpuri prezinta aceasta proprietate: cuartul, sarurile Seignette, turmalina, sulfatul de litiu, titanatii de bariu, zirconatii de plumb si titan (PZT). Vibratiile acestor cristale pot ajunge pana la frecvente de ordinul a sute de MHz.
Cel mai adecvat cristal pentru realizarea de transductoare piezo este cel de cuart, al carui sistem de cristalizare este dat in Fig. 8.
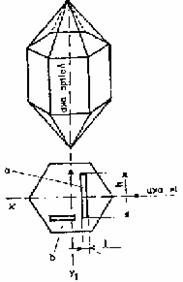
Fig. 8. Cristal de cuart si zonele de extragere a cristalelor piezoelectrice.
In sistemul de coordonate x, y, z, cu z inaltimea cristalului se practica la fel ca in figura extrageri de placute dupa axa x-y (cel mai frecvent), pentru unde longitudinale (a).
Pentru unde transversale, se extrag placute, dupa pozitia mentionata in (b), dificultatile de cuplare limitand utilizarea acestor cristale doar pentru scopuri particulare.
Defectoscopia prin ultrasunete
Defectoscopia cu ultrasunete a pieselor este un procedeu ce prezinta insemnate dificultati, nu numai prin tehnica propriu-zisa de investigare, dar, in special, prin dificultatile de interpretare a rezultatelor. De altfel, trebuie precizat ca 'arta' consta in gasirea tehnologiei de control optime, pentru diverse cazuri individuale, utilizand o aparatura in principiu unica.
Acesta este poate si motivul pentru care acest domeniu reprezinta o mare pondere - numerica si valorica - in productia echipamentelor bazate pe ultrasunete.
In subcapitolul 2, s-a prezentat principial modul de generare al ultrasunetelor. Un echipament de control cu ultrasunete trebuie sa cuprinda atat generatorul propriu-zis de ultrasunete, cat si transductorii* si sistemul de culegere a raspunsului la ultrasunete si de interpretare a acestora.
In Fig. 9 este prezentata schema bloc a unui asemenea echipament de control cu ultrasunete, utilizand un traductor piezo de transmitere a oscilatiilor T si altul de receptie, R.
Exista posibilitatea ca un acelasi traductor sa fie si transmitator si receptor de ultrasunete, schema data pastrandu-si principial valabilitatea.
Fig. 9. Schema bloc a unui echipament de control cu ultrasunete.
Un generator de impulsuri, GI - printr-un amplificator A - transmite impulsuri de amplitudine dorita transductorului piezo T, care se aplica piesei de tratat, PT. Acelasi generator de impulsuri, GI, furnizeaza si impulsul ce declanseaza prin efect trigger - prin linia de intarziere LT - baza de timp a generatorului GBT, amplificat prin blocul ABT si aplicat placilor orizontale ale osciloscopului OK.
Ultrasunetele se propaga dupa mecanismul amintit, reflectandu-se si transmitand semnale de la orice zona in care se sesizeaza o defectiune (o schimbare a impedantei acustice). Aceste semnale vor aparea pe ecranul osciloscopului la intervale diferite de timp si, cunoscand viteza de propagare a sunetului in metalul sau in materialul studiat, se poate sti suficient de exact zona in care se gaseste defectul sau cealalta extremitate a piesei opuse traductorului, cum se procedeaza la masuratorile de grosimi.
Relatia de calcul utilizata (s = v.t) permite ca, dispunand de doua marimi din cele trei: spatiul s, viteza de propagare v si timpul de propagare t, sa se afle a treia.
Traductorul receptor R are menirea de a face conversia vibratiei piezo ce se reflecta de la un obstacol intr-o tensiune care, redresata si amplificata, se aplica la placile verticale ale osciloscopului.
Oricand va exista un impuls, va aparea pe ecran un semnal de o anumita amplitudine; desfasurarea sa pe orizontala se realizeaza actionand asupra bazei de timp a generatorului GBT.
Evaluarea unui defect se face dupa modul in care se reflecta ultrasunetele. Ultrasunetele patrund in materialul studiat pana la suprafata de separare a doua medii, de unde vor aparea o reflectare partiala (de la defect) si alta generala, dupa ce unda parcurge intreg materialul, ecouri materializate prin impulsuri distantate in timp, ceea ce permite localizarea defectului.
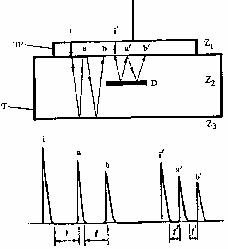
Fig. 10. Propagarea ultrasunetelor intr-un corp. Efectul de ecou si de sesizare defect.
In fenomenul de propagare, pot aparea si repetari ale 'ecoului', usor de sesizat de experimentator.
In Fig. 10, se prezinta, schematic atat modul de propagare a unei unde ultrasonore printr-un material, cat si aspectul caracteristic al oscilogramei.
In piesa de testat PT, in care se gaseste un defect D, se aplica un fascicul de ultrasunete. Partea din fascicul care nu va intalni defectul se va reflecta si va aparea pe ecranul osciloscopului ca impulsuri ecou, a si b, la impulsul aplicat I; timpul t dintre acestea este egal, deci se discrimina efectul de repetare. Stiind , spre exemplu, timpul, t, si viteza v, in material, se determina - in acest caz - insasi grosimea materialului.
In schimb, cand fasciculul de ultrasunete va intalni zona de defect, el se va reflecta dupa acelasi mecanism amintit, dar dupa un timp t' altul decat t, de unde se pot face interpretarile necesare.
Se sesizeaza astazi, ca tendinta, extinderea procedeului spre domenii de varf in care calitatea este elementul determinant sau verificarile nu pot fi realizate cu alte tehnologii.
Se mentioneaza din randul acestora: carcasele motoarelor de racheta si proba de presiune a acestora (Polaris), verificarea fisurilor datorita imbatranirii la corpurile de avioane (C135), testarea furtunelor de descarcare la petrolierele ce deservesc platformele de foraj 'of shore', testarea conductelor de gaze din subteran, a structurii podurilor peste ape adanci (Dumberton Bridge - California), supravegherea constructiilor mecanice in mine sau a pilonilor de la platformele de foraj marin.
Dintre acestea as insista asupra uneia, si anume verificarea structurilor metalice ale platformelor de foraj marin 'of shore'.
La adancimi relativ mari, aceasta verificare nu mai poate fi facuta cu ajutorul scafandrilor si a fost nevoie de gasirea unei alte metode ; ultrasunetele sunt una din acestea si metoda a fost aplicata la verificarea platformelor marine din Marea Nordului si Alaska.
Metoda este similara celor prezentate anterior cu dispunerea unor traductoare piezo in unele noduri ale structurii metalice a platformei sau in zone critice. Utilizarea mai multor canale de masurare si compararea atenta - si treptat in timp - a rezultatelor masurate pot da indicatii privind existenta unui defect si evolutia sa in timp.
Ultrasunetele permit o detectare a defectului, mai putin insa stabilirea formei sale. Masuratori suplimentare, din diverse directii, pot permite obtinerea de 'ecouri' diferite si, o data cu aceasta, posibilitati suplimentare de interpretare. Evident ca, daca este vorba de un defect sub forma de sfera, problema se simplifica, impulsurile ce caracterizeaza 'ecoul' fiind similare; de asemenea, o zona de defect perpendiculara pe directia de propagare a ultrasunetelor va fi mai usor detectata decat una paralela cu fasciculul.
Defectele mai putin nete (cazul unor porozitati, al unor fisuri cu marginile avand numeroase asperitati) prezinta oscilograme tipice, diferite de primele, asa cum apar in Fig. 11.
Practica experimentatorului poate conduce - cu toate dificultatile amintite - la depistarea unor defecte si localizarea lor, la separarea unor raspunsuri corecte de altele incorecte, prin dispunerea corespunzatoare a traductorilor. Exista rezultate promitatoare la aceasta data privind transmisia acestor semnale venite de la defect, sub forma de imagine, cum este cazul ecografiei.
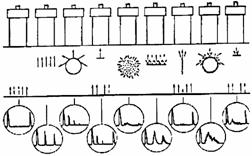
Fig. 11. Oscilograme pentru unele defecte tipice. Reprezentari calitative.
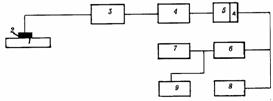
Fig. 12. Schema bloc a unui echipament de producere si inregistrare a unor semnale provocate de ultrasunete utilizand un singur traductor emitator-receptor.
![]() In Fig. 12, este prezentata o schema de
'culegere' si 'prelucrare' a unor semnale ultrasonore.
Undele sonore reflectate de la piesa testata (1) sunt receptionate de
traductorul piezo (2) si transmise unui preamplificator (3), care realizeaza si
conversia de impedanta. Un filtru de frecventa (4) este atasat lantului de
masurare, pentru suprimarea zgomotelor perturbatoare. Semnalul filtrat este
transmis unui discriminator (5) care cuprinde si un amplificator reglabil A,
amplificarea lantului fiind de maximum 100dB. Rolul discriminatorului este de a
prelua semnalele amplificate si a produce un impuls dreptunghiular, la orice
depasire a semnalului peste un anumit prag. Un numarator (6) insumeaza
impulsurile normale, calculand suma lor. Rezultatele pot fi extrase si dintr-o
imprimanta (7). Daca emisia acustica este continua, semnalul se poate trece
direct la un voltmetru de valoare efectiva cu afisare (8), valoarea medie a
semnalului ce caracterizeaza emisia acustica se determina cu un bloc de masura
de valoare medie (9).
In Fig. 12, este prezentata o schema de
'culegere' si 'prelucrare' a unor semnale ultrasonore.
Undele sonore reflectate de la piesa testata (1) sunt receptionate de
traductorul piezo (2) si transmise unui preamplificator (3), care realizeaza si
conversia de impedanta. Un filtru de frecventa (4) este atasat lantului de
masurare, pentru suprimarea zgomotelor perturbatoare. Semnalul filtrat este
transmis unui discriminator (5) care cuprinde si un amplificator reglabil A,
amplificarea lantului fiind de maximum 100dB. Rolul discriminatorului este de a
prelua semnalele amplificate si a produce un impuls dreptunghiular, la orice
depasire a semnalului peste un anumit prag. Un numarator (6) insumeaza
impulsurile normale, calculand suma lor. Rezultatele pot fi extrase si dintr-o
imprimanta (7). Daca emisia acustica este continua, semnalul se poate trece
direct la un voltmetru de valoare efectiva cu afisare (8), valoarea medie a
semnalului ce caracterizeaza emisia acustica se determina cu un bloc de masura
de valoare medie (9).
In situatia in care se preconizeaza un control in flux pe suprafete mari, se prevad doua sau mai multe traductoare piezo cu lanturile respective de masurare si transmitere a semnalului, cu prelucrarea lor la o unitate de calcul.
Mari avantaje are aceasta tehnica in depistarea unor defecte in piese si subansamble mari, inca inainte de probele finale (pale de elici de nave, de turbogeneratoare, roti de vagoane, arbori mari etc.) cu mari efecte asupra consumurilor materiale, asupra productivitatii si calitatii produsului.
a. Traductoarele utilizate in defectoscopie
In general, traductoarele utilizate in aceasta tehnica sunt pe baza de cristale piezoelectrice, putand avea functii de emitator sau receptor de ultrasunete sau ambele functii in aceeasi constructie.
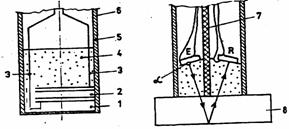
Fig. 1 Constructia de traductoare piezoelectrice: a)
emitator sau receptor;
b) emitator si receptor;1) strat protector; 2) cristal piezo cu ambele fete
metalizate;
3) conexiunile la cele doua fete; 4) bloc amortizor; 5) izolatie; 6) corpul
metalic al traductorului; 7) bariera acustica; 8) piesa de testat.
In Fig. 13, sunt prezentate doua constructii. Trebuie mentionat ca forma lor este foarte variata, specifica diverselor tehnici, asa cum se va vedea mai departe. Diametrul lor este diferit de la 6 - 50mm, trebuind intotdeauna acordata atentie unei alegeri cat mai potrivite a lor in functie de piesa de studiat. In Fig. 1a, este prezentat un traductor simplu (emitator sau receptor). De la fetele metalizate ale cristalului piezo, sunt trase spre exterior conexiunile. Cristalul este inglobat intr-un strat protector, deasupra celeilalte fete fiind dispus un bloc de amortizare. In constructia dubla, Fig. 1b (emitator si receptor), cristalele piezo se dispun sub un unghi a fata de orizontala, in asa fel incat sa se poata receptiona ecoul semnalului transmis de emitatorul E.
O conditie esentiala pentru corectitudinea unei masuratori o constituie modul in care ultrasunetele se transmit de la traductor la piesa de testat si cum se receptioneaza de la aceasta. Prezenta unui strat de aer intre traductor si piesa va denatura atat transmisia cat si receptia undelor, facand ca rezultatele sa nu fie reproductibile. Pentru a evita acest lucru , se utilizeaza o substanta de cuplare - lichid sau pasta - a carei impedanta acustica trebuie sa fie media geometrica a impedantei celor doua medii Z1 si Z2:
Zc =![]() (10)
(10)
Experienta arata ca pot fi utilizate cu bune rezultate apa, glicerina, o serie de uleiuri naturale.
Date mai ample privind aceasta tehnica se pot gasi in cateva sinteze valoroase citate in bibliografie si apartinand firmei Karl Deutsch.
Masurari aLE unor marimi fizice folosind ultrasunetele
Dupa o tehnica similara celei descrise in subcapitolul 3, se pot realiza o serie de metode de masura a distantei la care se gasesc scufundate in apa o serie de obiecte (nave, bancuri de peste), de masura a grosimilor de piese, a vitezei unor fluide si altele.
a. Determinarea distantei la care se gaseste un obiect in apa
Ideea apartine lui Langevin si a fost aplicata in primul razboi mondial pentru detectia submarinelor germane aflate in apele franceze. Metoda este similara radarului clasic de astazi, undele electromagnetice fiind de aceasta data cele acustice, de unde si denumirea aparatului de 'sonar'.
In Fig. 14.a, este prezentat principiul. Un generator de ultrasunete este plasat pe nava, traductorul piezo fiind dispus in apa. Trenurile de impulsuri transmise se dirijeaza spre fundul marii si se vor reflecta la intalnirea cu un obstacol, fiind receptionata, prelucrata si afisata chiar direct distanta.
Durata impulsurilor generate trebuie sa fie mult mai mica decat timpul de propagare si anume in zona s. Cunoscand viteza de propagare a ultrasunetelor in lichid si timpul dupa care a venit ecoul atunci cand a intalnit obstacolul, se determina simplu distanta ca produs al vitezei cu timpul inregistrat (s = v.t). Spre exemplu, daca durata de la emiterea semnalului ultrasonor pana la receptionarea sa a fost de 40s (deci timpul de ecou corespunde doar la jumatate din acesta, 20s), cu viteza de propagare a sunetului in apa de 1430m/s, rezulta distanta la obiect: s = v . t = 1430 . 20 . 10-3 = 29,8m. Deci, obstacolul se gaseste la 29,8m de locul de plasare a traductorilor. O tehnica similara se utilizeaza si la depistarea bancurilor de pesti.
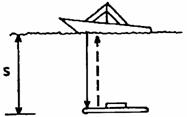
Fig. 14.a. Masurarea distantei la care se gaseste un
obiect in apa
prin generarea de ultrasunete.
Cazuri mai dificile sunt insa acelea care se refera la sesizarea pozitiei si dezamorsarea unor campuri de mine plasate pe fundul unor ape - nu exagerat de adanci - sau al ridicarii profilului fundului unor zone maritime si care au impus aparitia unor aparaturi similare ca principiu, dar de inalta complexitate.
Neutralizarea campurilor de mine ramane una din problemele deosebit de importante. Se mentioneaza, spre exemplu, ca, numai in Franta, in perioada 1970 - 1980, peste 550 de mine ramase dupa cel de al doilea razboi mondial au fost detectate si distruse in zonele Canalului Manecii.
Sonarul realizat este capabil de a detecta si localiza minele dispuse pe fund si a le distruge comandand depunerea unor sarcini explozive cu sisteme speciale autopropulsate, explozia facandu-se de la distanta.
In afara sistemului dispus pe vas, care culege 'ecoul' de la orice obiect intalnit, exista si blocuri 'sonore' auxiliare, dispuse pe echipamente remorcate de nava principala, dar deplasate la adancimi diferite, care completeaza la un calculator central datele transmise.
Prin aceste sisteme de baleiere mixta, se pot obtine imagini de mare rezolutie, permitand detectia celor mai fine obiecte depuse. Proble-ma este cu atat mai dificila, cu cat semnalele receptate nu vin doar de la obiectul cautat, ci si de la neregularitati diferite, ceea ce necesita nu numai o corecta prelucrare, dar si o atenta interpretare a rezultatului.
Transductoarele utilizate sunt piezoceramice, iar frecventele de lucru, functie de echipament de la 20 - 400kHz.
Sistemul descris isi poate gasi o larga utilizare si in ridicarea 'hartii' fundului unor mari, in special legat de explorarile marine si de evaluarea naturii rocilor. Utilizand oscilatii ultrasonore de frecventa mai redusa (2 - 3kHz) si transductori piezoceramici, japonezii au ridicat harti precise in zona Oceanului Pacific, Sagami Bay s.a.
Depozitele mari de noduli metaliferi cu continut ridicat de Fe, Ni, Cu, Co, Mg concentrate in Oceanul Mondial - rezerve apreciate la nivelul a 1700mld. t - pot fi semnalate utilizand echipamente US. Realizarea acestor sisteme pentru prospectarea fundului oceanului, ca si instalatiile de extractie constituie domenii complexe pentru care deja exista solutii industriale. Din punct de vedere al sistemelor hidroacustice pentru prospectare, la Universitatea Tehnica din Chisinau au fost realizate hidrolocatoare tip HLF-600, care asigura o inspectie preliminara a fundului marii pana la 6000m, la o viteza a navei pe care se monteaza traductoarele, de cca 6 mile si pe o zona de baleiere a fasciculului de 30-50km.
Un alt echipament, sistemul multifascicul 'Safir', (Fig. 14.b) este destinat pentru cercetarea suprafetei fundului de ocean la adancimi mai mari. Pe nava sunt instalate 64 emitatoare acustice cu o latime a fasciculului de 2o, asigurand o eroare de masura a adancimii de 0,15%, adancimea maxima masurata fiind de 11.000m.
Receptionarea semnalelor da, dupa o prelucrare pe calculator, informatii privind existenta unor concentrate metalifere, ca si dimensiunile medii ale unor noduli (1-12cm), a caror concentratie depaseste 20%.
In Fig. 14.b, este prezentata montarea traductorilor pe nava si campul explorat de acestia.
b. Masurarea grosimilor
Dispunand de un traductor emitator - receptor de ultrasunete pe un perete al piesei si inregistrand ecoul transmis de extremitatea opusa (zona de separare a doua medii de impedanta acustica diferita), se poate determina grosimea piesei. Efectuarea acestor masuratori in imersie, adica in lichid, este tentanta, datorita faptului ca se evita straturile parazite de aer intre traductor si piesa, cuplajul traductorului devine constant si uniform, datorita faptului ca mediul lichid este considerabil mai bun decat cel pe care-l ofera aerul si fasciculul se transmite fara deviere.
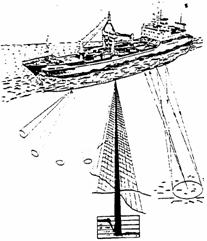
Fig.
14.b. Nava pe
care sunt montati traductori
c. Masurarea nivelului lichidului intr-un recipient
Pentru masurare, se utilizeaza un bloc emitator-receptor de ultrasunete si doua traductoare piezo, unul emitator, care transmite impulsurile spre lichid si altul receptor, care primeste ecoul acestora. Traductoarele sunt acelea care convertesc energia electrica a semnalului in energia acustica, dirijata spre lichid, si invers la receptor, unde radiatia sonora este transformata in semnale electrice ce pot fi convertite direct in distanta, la un sistem de afisaj.
Printr-o dispunere adecvata a traductorilor pe diverse nivele, sistemul poate permite si controlul automat al lichidului, in sensul ca, la atingerea unor nivele, se pot comanda pompe pentru umplere, deschiderea unor vane pentru evacuare, pentru actionarea unui sistem de alarma etc. Neintrand in contact direct cu lichidul - adesea corosiv - sistemul are o durata de viata superioara altor constructii.
Senzorii utilizati sunt pe baza de cristale piezoelectrice.
Pulsurile aplicate cristalului piezo al emitatorului de catre un sistem electric (Fig. 15) il fac sa vibreze si sa emita unde sonore spre lichidul al carui nivel trebuie masurat, de unde vor fi reflectate si reconvertite din energie acustica in energie electrica de cel de al doilea traductor, care-l transmite sistemului de prelucrare si afisare a rezultatului.
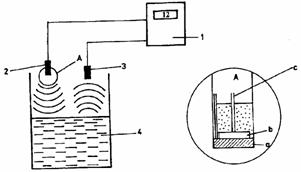
Fig. 15. Masurarea nivelului de lichid intr-un
recipient, utilizand ultrasunete:
1) bloc emitator-receptor cu ultrasunete; 2) traductor emitator; 3) traductor
receptor;
4) recipient al carui nivel de lichid trebuie masurat; a) lama metalica;
b) ceramica piezo - metalizata pe ambele fete; c) conectori.
Intr-un mediu dat, viteza este bine cunoscuta si depinde usor de temperatura:
332 m/s la OoC
344 m/s la 20oC
392 m/s la 1000 C
Se apreciaza ca viteza de propagare creste cu circa 0,6m/s de fiecare oC. Exista aparate la care aceasta corectie de temperatura se poate face automat.
Intensitatea acustica a emitatorului de ultrasunete este in functie de distanta fata de obiect, in sensul ca scade cu cresterea acesteia, deci trebuie acordata atentie la dispunerea optima a traductorilor fata de nivelul de lichid al recipientului.
Un lucru de care trebuie tinut seama la efectuarea unor masuratori se refera la reflectarea undei ultrasonore atunci cand se parcurg diverse medii.
Atunci cand trenul de unde sonore atinge suprafata de separare aer-lichid, o parte din unde se vor reflecta spre senzorul receptor, in timp ce altele vor patrunde in noul mediu; proportia dintre acestea depinde de impedanta acustica dintre cele doua medii. Cu cat va fi mai mare aceasta diferenta intre cele doua medii, cu atat va creste ponderea reflectarii, putandu-se ajunge ca printr-o alegere potrivita a lor, reflectarea sa fie chiar totala.
Reamintesc ca unghiul de reflectie al undelor sonore transmise de la lichid va fi egal cu unghiul de incidenta cu care unda ultrasonora ajunge la lichid.
Sistemul descris isi poate gasi o larga utilizare in instalatiile de stocare din industria miniera, chimica, a celulozei, controlul inaltimii la care se gasesc in recipienti diversi subprodusi din lantul tehnologic. Ca exemplu, in Fig. 16, este prezentat un asemenea sistem al firmei Wesmar, utilizat in industria miniera si extractiva de metal.
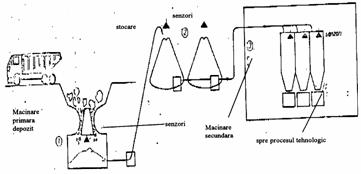
Fig. 16. Sistem industrial de evaluare nivel de incarcare utilizand ultrasunete.
Trebuie precizat ca dispunerea corespunzatoare a traductorilor si interpretarea rezultatelor pot da indicatii deosebit de corecte privind nivelul de cuplare, geometria depozitului etc., putand avea un larg caracter de generalitate.
d. Masurarea vitezei unui fluid
Se poate masura viteza unui fluid (lichid sau gaz), masurand diferenta de timp de parcurs a doua impulsuri ultrasonore, generate de doi traductori piezo plasati in A si B, care se deplaseaza in sens invers pe un traseu dat, de distanta d, ca in Fig. 17.
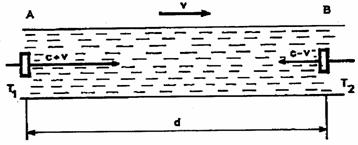
Fig. 17. Masurarea vitezei unui fluid utilizand ultrasunetele.
Daca d este distanta parcursa, c viteza sunetului, v componenta vitezei fluidului pe axa traseului, T1 si T2, timpii de parcurs in fiecare sens, se poate scrie:
![]() (11)
(11)
T , T2, d, c fiind cunoscute, se poate determina, relativ simplu, viteza v, rezolvand ecuatia. Daca se cunoaste sectiunea vanei, prin calcule simple, se poate deduce si debitul in conducte, rauri, debit sanguin etc.
Prelucrarea materialelor cu ajutorul US
Actiunea ultrasunetelor asupra materialelor este diversa, prin efectul mecanic care-l exercita. Rezultate promitatoare s-au obtinut in domeniul prelucrarii (metal, sticla, ceramica etc.), al forjarii si deformarii plastice, al presarii pulberilor s.a.
a. Uzinari de piese
Utilizarea ultrasunetelor este deosebit de eficienta, permitand prelucrarea unor materiale dure utilizate in industria sculelor, a ceramicii, a carburilor, a safirelor, a sticlei.
Un echipament pentru asemenea prelucrari arata ca in
Fig. 18, compunandu-se dintr-un generator de inalta frecventa GIF (uzual
20-40kHz) un traductor magnetostrictiv, care transfera oscilatiile de inalta
frecventa la un concentrator pe al carui cap este dispusa scula ce actioneaza
asupra piesei de prelucrat.
Functia de baza a concentratorului este aceea de a transmite energia acustica furnizata de generator la traductor si de la acesta la scula. El are si functia de concentrare a energiei acustice spre locul de prelucrare. De buna proiectare a concentratorului depinde randamentul maxim al prelucrarii, parametrii geometrici ai concentratorului determinandu-se din ecuatia de propagare a undelor longitudinale intr-o bara de sectiune variabila.
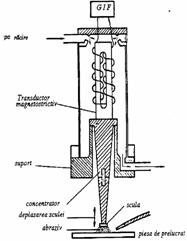
Fig. 18. Echipament de prelucrare a metalului cu ultrasunete.
O alegere corecta a sectiunii concentratorului permite obtinerea unor amplitudini mari si functionarea stabila a sistemului.
Lungimea L a concentratorului trebuie sa fie un multiplu de semilungimi de unda:
![]() (12)
(12)
Fiecare tip de prelucrare impune un anumit tip de concentrator, in functie de amplitudinea vibratiilor ce se doresc si de calitatea suprafetelor.
Capacitatea de functionare a concentratorului la frecventa optima, este influentata de calitatea lipirii sculei de concentrator si de masa sarcinii care se fixeaza de acesta, ca si de presiunea sistemului concentrator-scula asupra piesei de prelucrat.
Indepartarea materialului din piesa de prelucrat este
explicata de energiile mari dezvoltate local prin vibrarea sculei la frecvente
inalte. Vitezele de prelucrare obtinute depind de material si arata ca
in Tab. 2.
Tab. 2. Cateva viteze de uzinare prin ultrasunete a materialelor.
|
Material de prelucrat |
Substanta abraziva |
Viteza de uzinare mm3/minut |
|
Carbura de bor |
diamant | |
|
Alumina |
carbura de bor | |
|
Ceramica |
carbura de bor | |
|
Cuart |
carbura de bor | |
|
Rubin sintetic |
carbura de siliciu | |
|
Sticla |
carbura de siliciu |
Prelucrarea materialului se poate face utilizand doua procedee:
cu suspensie abraziva;
fara suspensie abraziva.
Primele sunt cele mai raspandite, iar materialul abraziv utilizat este dat in Tab. 2. Asupra piesei de prelucrat PP, dispusa pe masa masinii MM, se dispune concentratorul C de care este prinsa scula S. Un sistem de avans apasa scula pe piesa cu o presiune de 1 - 4 daN/cm2, pentru a transmite vibratiile de la concentrator la piesa prelucrata. La locul prelucrarii, se aduce substanta abraziva in suspensie de apa, suspensia avand triplul rol de agent de eroziune, de cuplaj acustic piesa-scula si rol de racire. Aducerea suspensiei la locul prelucrarii cunoaste variantele din Fig. 19.
Fig. 19. Tipuri de alimentare cu suspensie abraziva.
In cazul a, alimentarea este uzuala, in b, se face cu absorbtie prin scula, iar in c, cu refulare.
In cazul sistemului de prelucrare fara pulbere
abraziva, in locul acesteia se foloseste actiunea de erodare pe care o exercita
o scula ce vibreaza cu frecventa ultrasunetelor. Scula este impregnata cu praf
de diamant, iar intre scula si piesa se indica practicarea unei miscari
suplimentare de deplasare. Amplitudinea sculei este mai mica
(cca 15 m) pentru a nu periclita scula, iar la locul de prelucrare se aduce
lichid de racire.
O observatie importanta: reducerea frecarii prin vibrare cu ultrasunete poate conduce la modificari esentiale in prelucrarile pe masini-unelte, o vibratie cu ultrasunete in sensul de avans al sculei, conducand la:
cresterea adancirii de prelucrare, fara uzura sculei sau cresterea energiei absorbite;
calitatea superioara a suprafetelor,
durata de viata a sculelor, superioara.

Fig. 20. Operatii de gaurire (a) si profilare-filiere (b) cu ajutorul ultrasunetelor.
Se mentioneaza, de asemenea, ca, la tragerea tuburilor, viata sculei creste cu 35% , iar efortul se reduce cu 5-10%.
Cateva tipuri de prelucrari cu ultrasunete, pentru gauriri si profilari de filiere, arata ca in Fig. 20.a.b. Jocul dintre scula si piesa depinde de dimensiunea granulelor abrazive ce se utilizeaza, de obicei de 3-5 ori diametrul granulei. Viteza de uzinare creste cu diametrul granulei, dar in detrimentul aspectului.
b. Deformarea plastica a metalului cu ultrasunete
Sub actiunea ultrasunetelor, un metal poate prezenta un efect neliniar de inmuiere, sesizandu-se o reducere a tensiunii statice necesare deformarii, proportional cu energia acustica ce se aplica.
Energia acustica furnizata are acelasi efect asupra deformarii plastice ca si energia termica, dar cu un consum energetic mult redus.
La celalalt pol se poate gasi durificarea unui metal prin ultrasunete, operatie perfect posibila, dar se impune un control atent al corelarii dintre energia aplicata si deplasarea dislocatiilor in metal.
Cercetarile evidentiaza posibilitatea de utilizare a ultrasunetelor in tehnologiile de deformare plastica a metalelor, permitand sa se reduca eforturile, frecarea aparenta ameliorand formabilitatea produsului.
In special, la contactul dintre o piesa si scula ce trebuie sa actioneze asupra primei, ultrasunetele pot permite:
patrundere mai buna a lubrefiantului, deci o reducere a coeficientului de frecare printr-o ungere optimizata;
separarea suprafetelor in contact;
erodarea microasperitatilor la doua suprafete in contact, cu reducerea coeficientului de frecare;
modificarea conditiilor de alunecare a unor suprafete.
Pe baza acestor observatii , deja o serie de aplicatii tehnologice se pot imagina, in special acele operatii la care se poate realiza o concentrare a energiei ultrasonore.
c. Operatii de trefilare
Sunt cunoscute fortele mari de tragere la trefilarea unor conductoare de otel sau cupru la diverse sectiuni. Dispunerea pe filiera a unor transductori piezo, care sa-i transmita oscilatii ultrasonore, reduce sensibil forta de tragere.
In Fig. 21, este prezentat acest efect pentru un conductor de cupru, observandu-se efectul pe care-l genereaza ultrasunetele.
In procesul de trefilare se constata, de asemenea, reducerea fortei de tragere (ca functie de viteza de tragere), invers proportionala cu frecventa ultrasunetelor. In Fig. 22, este prezentata variatia vitezei medii de vibrare a filierei v in functie de puterea generatorului si de frecventa.
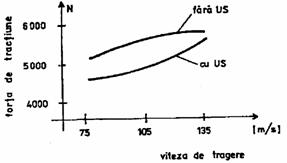
Fig. 21. Forta de tragere functie de viteza de tragere
la o trefilare cu ultrasunete si fara.
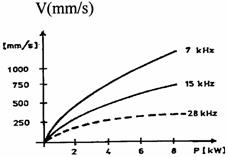
Fig. 22. Viteza de tragere a unei sarme functie de
puterea generatorului
de ultrasunete si frecventa.
d. Fritarea pulberilor
In ultimii ani, in electrotehnica si electronica, realizarea unor circuite magnetice prin presarea pulberilor metalice ocupa un loc semnificativ, ultrasunetele oferind o serie de avantaje importante. Avantajele procedeului sunt:
economii de metal de 20-25%, nemairezultand deseuri;
posibilitatea de realizare a unor piese cu forma complexa;
dupa experienta franceza, pentru un pret de 3 FF/kg pentru pulberea de fier si de 15 FF/kg pentru cea de cupru, procedeul devine competitiv; granulatiile uzuale: 10-150m.
Fenomenul intern al fritarii consta dintr-o succesiune de deformari plastice ale particulelor intr-o matrita, deplasarea lor sub actiunea fortelor aplicate spre a umple spatiile goale, frecarile puternice dintre acestea avand ca rezultat generarea de caldura si, in final, o crestere a densitatii.
Limitarea pe care o prezinta procedeul consta in aceea ca nu se poate obtine o presiune uniforma in tot volumul, apar diferente de densitate in interiorul piesei, se obtin frecari necontrolate intre pudra si peretii sculei.
Aplicarea ultrasunetelor poate elimina din aceste inconveniente si rezultatele obtinute pana acum sunt incurajatoare, realizandu-se:
cresteri de densitate;
cresteri de duritate;
solicitari la rupere mai ridicate.
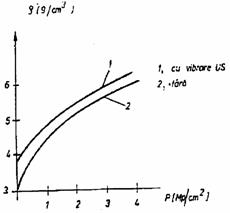
Fig. 2 Variatia densitatii pulberii functie de presiunea aplicata.
In Fig. 23, este prezentata curba de variatie a densitatii cu presiunea pentru o pulbere de fier aglomerata in matrice fina. Se observa cresteri de densitate de ordinul a 5-10% in conditiile utilizarii ultrasunetelor, cifrele mai mari fiind situate in zona presiunilor mici de lucru.
Un dispozitiv de presare a pulberilor cu ultrasunete arata ca in Fig. 24. Frecventa este de ordinul a 20kHz si aceste oscilatii sunt cele care provoaca compactizarea structurii. Generatorul de ultrasunete este plasat in capul poansonului, caruia ii transmite vibratiile ultrasonore in momentul in care incepe inaintarea sa in matrita de presare sub actiunea fortei de dezvoltate p.
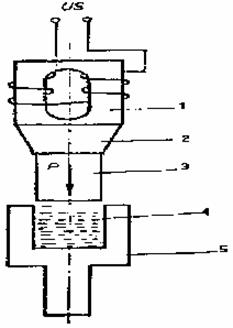
Fig. 24. Dispozitiv de presare pulbere cu ultrasunete:
1 - traductor de ultrasunete;
2 - concentrator; 3 - poansonul de presare; 4 - pulberea de presat; 5 - matrita
cu vibratiile ultrasonore in momentul in care incepe inaintarea sa in matrita
de presare sub actiunea fortei dezvoltate, P.
CuraTirea pieselor cu ajutorul US
Reprezinta ponderea cea mai ridicata a echipamentelor bazate pe aplicatii ale US. Domeniile sunt foarte variate, dar in special in acelea de varf: tehnica aerospatiala, electrotehnica si electronica, mecanica fina, acolo unde, pentru anumite piese cu mari restrictii de curatenie la montaj, nu exista alte tehnologii de curatire sigure si productive.
Fenomenul care explica curatirea unei piese este acela de cavitatie intalnit in hidrodinamica, cu dezvoltarea unor efecte mecanice extrem de violente.
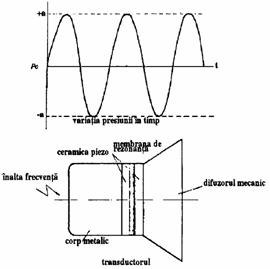
Fig. 25. Variatia undei de presiune si constructia transductorului piezo.
In cazul prezentei unei unde acustice P0 de mare intensitate, transmisa cu ajutorul unui traductor, intr-o baie de lichid (Fig. 25), aceasta va genera formarea unor mici cavitati continand gaz, vapori. Energia ultrasunetelor pentru formarea unor efecte de cavitatie este specifica fiecarui lichid: joasa pentru apa distilata, foarte ridicata pentru lichide viscoase si solventi; frecventele de generare sunt de ordinul a 13-80kHz.
Cum presiunea exercitata de ultrasunete in lichid are alternante pozitive si negative, se va sesiza, in perioadele in care presiunea este negativa, o scadere a punctului de fierbere al lichidului si formarea de bule de vapori. La urmatoarea semiperioada, cand presiunea va creste, se va produce o implozie violenta a acestor bule, punand in joc energii ce se traduc prin incalziri locale, instantanee, de ordinul a 1000oC si presiuni pana la 1000at. Aceasta agitatie violenta provocata prin cavitatie sta la baza desprinderii particulelelor de corpuri straine de pe suprafata pieselor de spalat. Fenomenul se accentueaza daca lichidul de spalare este un detergent sau solvent.
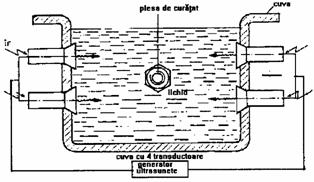
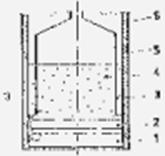
Fig. 26. Instalatie de spalare cu ultrasunete formata dintr-o singura cuva.
O instalatie simpla de curatire cu ultrasunete, formata dintr-o singura cuva in care se introduc solventul si piesele de degresat si patru traductoare piezo dispuse pe peretii verticali, arata ca in Fig. 26.
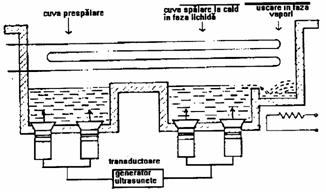
Fig. 27. Instalatie industriala de spalare cu ultrasunete.
Tinand seama de faptul ca, la seriile mari de piese, cheltuielile de fabricatie se reduc in conditiile automatizarii procesului, s-au realizat, in ultimii ani, instalatii cu mai multe cuve de spalare dispuse in fluxul tehnologic, asa cum arata cea din Fig. 27.
Ea este prevazuta cu doua cuve de spalare si una de uscare in faza de vapori.
In ceea ce priveste dispunerea transductoarelor, ea poate avea configuratii foarte variate, cele mai frecvent intalnite la diversii constructori fiind cele date in Fig. 28.
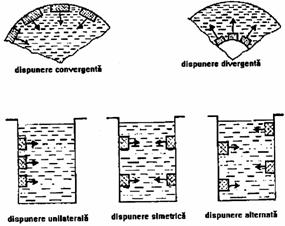
Fig. 28. Dispozitia transductoarelor piezo in incintele de spalare.
Alte aplicaTii ale ultrasunetelor
a. Tehnologii de sudare a unor metale
Sudura prin puncte utilizand vibratiile ultrasonore capata largi aplicatii in industria electrotehnica si electronica, a constructiilor de masini, in general oriunde zonele de sudat nu prezinta grosimi mari.
Daca unei piese metalice dispuse pe o a doua i se aplica vibratii de mare intensitate, frecarile care se produc la interfata acestora, antreneaza o topire rapida a metalului. Se realizeaza in cateva secunde sau fractiuni de secunda suduri de o excelenta calitate. Prin acest procedeu se pot suda foi de aluminiu sau aliaje usoare - chiar suprafete nedecapate - vibratiile antrenand dislocatii rapide ale straturilor superficiale de oxizi.
Pentru ca sudura sa fie posibila, este necesar ca puterea sa fie de ordinul a sute de W/cm2, ceea ce cere concentratori acustici constituiti din piese metalice in forma de con, cu profil exponential.
Se mentioneaza existenta unui criteriu de sudabilitate:
![]() (13)
(13)
unde : ![]() - limita de curgere a materialului
la temperatura conven-tionala si
- limita de curgere a materialului
la temperatura conven-tionala si ![]() - la temperatura din suprafata de
sudat, materialele sudandu-se satisfacator pentru valorile lui K = 0,25
- 0,
- la temperatura din suprafata de
sudat, materialele sudandu-se satisfacator pentru valorile lui K = 0,25
- 0,
Materialele dure se sudeaza, in general, bine; cele moi prezinta o limita inferioara, putandu-se chiar deforma sub actiunea ultrasunetelor (spre exemplu plumbul nu se poate suda).
b. Tehnologii de sudare a unor mase plastice
Sudarea maselor plastice cu ultrasunete completeaza tehnologiile cunoscute de genul sudurii prin inalta frecventa, termofuziunii, avand avantaje importante: suduri rapide in timpi de 0,2 - 0,3s, nu necesita incalzirea sculei, nu au nevoie de solvent sau rasini de umplere, cordonul de sudura prezinta rezistenta inalta, nu degradeaza in timp nici sudura, nici zona invecinata, ofera productivitati ridicate.
Sudarea prin ultrasunete consta in a dispune piesele de masa plastica de sudat intre o scula ce vibreaza si un suport metalic masiv.

Fig. 29. Masina de sudat mase plastice cu ultrasunete.
Vibratia ultrasonora provoaca o incalzire a pieselor de sudat prin transformarea vibratiei in caldura. Largi perspective de aplicatie are acest procedeu la sudarea dispersoarelor de la corpurile de iluminat, lanterne auto, asigurand pe langa calitate si o mare productivitate. O masina de acest gen arata ca in Fig. 29.
c.Depuneri galvanice cu ajutorul US
Utilizarea ultrasunetelor in baile de galvanizare poate conduce la obtinerea unor rezultate spectaculoase privind: duritatea depunerii, tensiunile interne in acestea, porozitatea si stralucirea, o aderenta mai buna a substratului. Literatura de specialitate mentioneaza obtinerea unor depuneri de buna calitate la densitati de curent superioare celor normale, ceea ce poate conduce la o reducere a timpului de depunere si la o crestere a productivitatii muncii.
Duritatea. In toate cazurile, depunerile obtinute in bai in care s-a utilizat o agitare prin ultrasunete a compozitiei au avut duritati mai ridicate fata de baile normale: Ag cu 15% mai dur, Cu cu 45%, Cd si Zn cu 60-80%. Surprind rezultatele la Cd si Zn, poate doar ca valori mentionate, ramanand a fi urmarite si corectate in timp. In orice caz, tinand seama ca cele mai multe acoperiri galvanice se realizeaza cu aceste metale, cresterea duritatii prin acest procedeu poate aduce modificari importante in tehnologiile de acoperire.
Tensiunile interne in peliculele depuse scad in conditiile aplicarii in bai a ultrasunetelor. Rezultatele sunt inca contradictorii si necesita inca experimentari suplimentare.
Porozitatea este mai redusa, datorita faptului ca agitatia ultrasonora elimina bulele de hidrogen.
Stralucirea este mult mai buna, chiar daca se utilizeaza aceleasi densitati de curent ca in baile normale. Agitatia ultrasonora permite obtinerea acestor straturi stralucitoare, chiar la densitati mai mici de curent ale baii.
Trebuie sa se retina deci prezenta acestor tendinte si faptul ca ultrasunetele si tehnologiile adaptate pentru utilizarea lor pot conduce la o imbunatatire a caracteristicilor depunerilor metalice. Influenta poate fi diferita de la metal la metal, de la instalatie tehnologica la instalatie, oricum insa exista avantaje clare care justifica adancirea fenomenelor si utilizarea rezultatelor verificate.
In domeniul electrotehnicii si electronicii, cositorirea corecta a unor conductoare, utilizand bai de cositor agitate ultrasonic (Fig. 30), conduce la acoperiri de buna calitate si productivitate ridicata.
Instalatia consta dintr-o cuva umpluta cu cositor, agitata cu ultrasunete, si in care pot fi introduse manual sau automat conductoarele ce trebuie stanate.
Fig. 30. Baie de cositorire cu ultrasunete.
d. Defectoscopie fara contact utilizand US
Controlul lichidelor in recipienti, al cerealelor in silozuri sau depozite, controlul grosimii unor table in fluxul de fabricatie, controlul prezentei pieselor pe o banda rulanta se pot face utilizand ultrasunete. In Fig. 31, sunt prezentate un numar de 9 aplicatii.
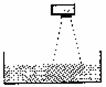


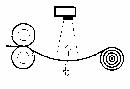
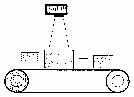
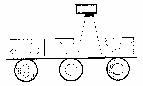


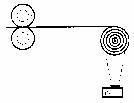
Fig. 31. Aplicatii ale US in masurarea unor marimi fizice:
1) Supravegherea nivelului de lichid in rezervoare; 2-3) Monitorizarea
continutului de materiale in silozuri, conteinere; 4) Controlul continuu al
procesului de productie;
5) Sortarea conteinerelor dupa inaltime si numararea lor; 6) Sesizarea unei
proaste asezari a produselor pe o banda rulanta; 7) Masurarea grosimii unui
material;
8) Masurarea nivelului de cuplare a unor lichide in obiecte transparente; 9)
Masurarea diametrului unei role in procesul de fabricatie.
Ultrasunetele in medicina
Trecerea ultrasunetelor printr-o succesiune de tesuturi va produce reflexia fasciculului ultrasonor de la fiecare suprafata care separa doua medii de impedanta acustica diferita, bineinteles cu pierderile ce deriva din fiecare trecere. Cateva aplicatii au o importanta deosebita:
Masurarea vitezelor
Se poate masura 'scurgerea' sangelui printr-un vas sanguin, printr-o asezare potrivita a traductorilor. Daca diametrul vasului este cunoscut, este posibila deducerea debitului mediu. In domeniul trombozelor, stenozei vaselor mari, modificarilor aortice, metoda isi poate gasi o utila aplicatie (4.d).
Ecografia anumitor organe
Exista posibilitatea ca prin utilizarea ultrasunetelor sa se obtina o serie de elemente utile privind starea anumitor organe (patologia abdominala, ficat, rinichi, pancreas), in special prezenta unor tumori. Frecventele utilizate: 1-5MHz pentru acestea, 8-10Mhz pentru o serie de organe superficiale de mici dimensiuni : ochi, sani, tiroida.
Pentru propagarea ultrasunetelor, aerul reprezinta o bariera dificila de trecut, mai ales in cazul examenelor pulmonare. Particularitatea pe care o prezinta unele lichide de a transmite altfel 'ecoul' decat alte substante permite depistarea unor chisturi lichide, de tesuturile solide. De asemenea, diferentele de impedanta acustica intre diversele medii parcurse produc fenomene de refractie ce pot conduce la erori de interpretare.
Desi preturile sunt inca ridicate, gama de aplicatii se extinde, tocmai datorita procesului de investigare in timp real pe care-l permit. Calitatea imaginilor s-a imbunatatit prin utilizarea unor sonde-traductor cu focalizare. Cu toate acestea, doua restrictii limiteaza o generalizare pe o scara mai larga a acestor tehnici:
frecventa utilizata, care conditioneaza rezolutia;
puterea admisibila, care conditioneaza patrunderea.
Alte aplicatii ale US vor fi prezentate si in capitolul "Tehnologii medicale".
Aplicatii ale ultrasunetelor in chimie (SONOCHIMIE)
Am vazut, in capitolele anterioare, ca ultrasunetele se propaga in lichide, solide si gaze (medii elastice), dar nu se propaga in vid.
In cazul lichidelor si gazelor, variatiile de presiune datorate US se comunica mediului de la corpul care vibreaza, semnalul ultrasonor atenuandu-se, o parte din energie transformandu-se in caldura.
Amplitudinea A a oscilatiilor particulelor unui mediu omogen (lichid sau gaz) variaza cu distanta de la sursa sonora, dupa relatia:
![]() (14)
(14)
unde: A - amplitudinea la distanta sa de sursa US;
A - amplitudinea la x = 0;
![]() - coeficientul de absorbtie.
- coeficientul de absorbtie.
![]() (15)
(15)
![]() - pulsatia undei US
egala cu 2
- pulsatia undei US
egala cu 2![]() f si f, frecventa undei;
f si f, frecventa undei;
![]() - viscozitatea
dinamica a mediului;
- viscozitatea
dinamica a mediului;
C - viteza de propagare a US;
![]() - densitatea mediului.
- densitatea mediului.
Sa analizam relatia care ne da coeficientul de absorbtie. Cu cat frecventa sunetului este mai ridicata, cu atat coeficientul de absorbtie va fi mai ridicat (pentru un mediu dat) si va fi tot mai dificil sa transferi mediului o cantitate importanta de energie.
Sonochimia studiaza efectele chimice pe care le produc US si se afla la intersectia mai multor domenii cum sunt: fizica ondulatorie (acustica), mecanica (fenomene de corelatie), chimia (transformarea materiei).
Intensitatea energiei transmise unui mediu de propagare de un sunet, in unitatea de timp si de suprafata, este data de relatia:
![]() (16)
(16)
unde: r - densitatea mediului; C
- viteza sunetului in acel mediu;
![]() - pulsatia sunetului; A -
amplitudinea undei sonore.
- pulsatia sunetului; A -
amplitudinea undei sonore.
Un fenomen interesant care se intalneste in sonochimie este fenomenul de cavitatie, pe care l-am intalnit si in cazul proceselor de eroziune la formarea bulelor de gaz.
Si in cazul proceselor intalnite in sonochimie, propagarea sunetului intr-un mediu lichid este insotita de aparitia unor zone de compresiune si depresiune si formarea de bule (cavitati) goale sau pline de gaz, sau vapori de lichid, bule care vibreaza sub actiunea undei US si prin implozie se fragmenteaza, creand o 'agitatie mecanica' in masa de lichid.
Pentru a avea o cavitatie acustica activa, trebuie ca depresiunea sa fie in stare sa distruga coeziunea lichidului, amplitudinea depresiunii fiind in functie de urmatorii parametri:
frecventa US: daca creste, perioada de depresiune este scurta si nu se poate forma o bula ;
intensitatea acustica: variaza cu frecventa si tipul de sursa utilizat ;
viscozitatea mediului: cu cat este mai mare, coeziunea moleculara este mai mare si se obtin greu bule;
prezenta unor 'precursori' de bule sub forma de gaze dizolvate, particulele solide fine favorizeaza aparitia de bule;
cavitatia poate fi stabila sau tranzitorie.
In functie de intensitatea acustica, putem avea o cavitatie stabila sau tranzitorie.
Trebuie mentionat faptul ca efectele sonochimice sunt puternic influentate de frecventa US, dupa cum urmeaza:
la frecvente de ordinul a 20kHz, cavitatia se obtine usor pentru ca intensitatea sonora primita de mediu este suficient de mare pentru a produce cavitatie ;
la frecvente de ordinul a Mhz, absorbtia de energie acustica creste rapid cu frecventa si este foarte greu sa obtii o cavitatie acustica.
a. Teorii asupra sonochimiei
Toate teoriile au la baza fenomenul de cavitatie acustica. Din randul acestora, doua sunt mai importante:
Teoria punctului cald
In ipoteza ca:
oscilatiile cavitatii se fac adiabatic, fara schimbare de caldura intre cavitate si mediu;
oscilatiile se fac la frecventa US (de ordinul a zeci de kHz);
cavitatile au forma sferica;
gazele sau vaporii din interiorul bulelor pot fi asimilate cu un gaz perfect si faza de compresiune este insotita de o crestere semnificativa de temperatura si presiune in interiorul bulei.
Dupa Henglein, presiunile si temperaturile maxime intr-o bula, sunt date de relatiile:
 (17)
(17)
unde: P - presiune buna
atunci cand atinge dimeniunea maxima;
Pm - presiunea lichidului; T0 - temperatura
ambianta; ![]() - raportul capacitatilor specifice
de schimb ale gazelor.
- raportul capacitatilor specifice
de schimb ale gazelor.
Pentru un mediu apos sub atmosfera de azot, valorile maxime obtinute dupa aceste calcule, sunt de cca 4000oC si 1000bari. La frecven-e de 20kHz, bulele ating dimensiuni de ordinul a catorva sute de microni.
Dupa cum se vede, teoria explica originea sonochimiei prin existenta unor temperaturi si presiuni ridicate in bule si propagarea de unde de soc prin implozia acestora.
Teoria campului electric
Teoria 'punctului cald' nu permite sa se explice unele fenomene intalnite la aplicarea US in anumite solutii, spre exemplu in cazul sonoluminiscentei. Aceasta teorie porneste de la faptul ca bulele formate in timpul cavitatiei acustice sunt incarcate electric cu sarcini negative la interfata gaz-lichid. In acest caz, ar aparea intensitati de camp electric de ordinul a 105V/m.
Dupa aceasta teorie, bulele nu se distrug prin implozie, ci se desfac in bule mai mici, dand nastere la descarcari electrice in lichid.
Nici una din aceste doua teorii nu explica in totalitate fenomenele, ele fiind complementare sau dominante in cazul unor procese.
b. Parametrii unei reactii sonochimice
Se poate vorbi de parametri fizico-chimici ai mediului ce face obiectul reactiei (substanta) si ai incintei in care are loc procesul.
Parametrii fizico-chimici ai mediului sunt:
vascozitatea solventului;
tensiunea de vapori a solventului;
volatilitatea produsului de tratat (daca este organic);
prezenta sau absenta gazului dizolvat;
natura gazului;
prezenta sau absenta de suspensii solide;
temperatura si presiunea.
Efectele sonochimice pot aparea si fara cavitatie, dar existenta acesteia imbunatateste performanta. Randamentele sonochimice sunt superioare, in cazul temperaturilor joase (cresterea temperaturii reduce cantitatea de gaz dizolvat si numarul de 'germeni' de cavitatie, iar presiunea, crescand cu temperatura, provoaca o amplificare a efectelor de implozie).
Parametrii reactorului
Cei mai importanti sunt:
frecventa US;
puterea echipamentului;
geometria de dispunere a generatoarelor de US in reactor.
Stadiul actual al cunostintelor nu permite a spune ca exista echipamente perfect definite. Se poate afirma insa ca exista echipamente optimizate a functiona pentru anumite tipuri de aplicatii (reactii in medii omogene sau heterogene, cu accelerarea transferului de materiale, emulsificari, spalari de suprafete, 'spargeri' ale unor particule solide.
c. Exemple de reactii sonochimice intalnite in practica
Sinteze organice
Reactii de acest tip permit a se crea noi legaturi chimice si reactii. O atentie deosebita trebuie acordata solventilor, care, ei insisi sunt influentati de ultrasunete (descompuneri), cei mai siguri fiind pentru aceste reactii tetrahidrofuranul (THF), toluenul si alcoolul etilic.
Sinteza si degradarea polimerilor
US pot actiona ca initiator de radicali liberi, accelerand actiunea de initiere a radicalilor sau pot sa faciliteze inlocuirea lor. Cea mai interesanta aplicatie este obtinerea de polimeri mai uniformi ca dimensiune. Utilizarea US permite a imbunatati distributia lungimii lanturilor, aducand-o apropiata de valoarea medie.
O alta actiune, degradarea polimerilor sub US, realizeaza ruperea lanturilor lungi de polimeri, obtinand polimeri mai mici, avand si proprietati modificate. Statistic - neexplicat insa teoretic - se constata o rupere a lanturilor la mijlocul lor. Degradarea polimerilor se explica prin 'desfacerea lantului' - in timpul imploziilor generate de US.
Ameliorarea cineticii reactiilor
Actiunea US asupra corpurilor solide este in general mecanica: spargeri, spalare de suprafata (depasivare), activari ale suprafetelor datorita microjeturilor de lichid ce apar in timpul imploziilor bulei si fragmentarii sale.
Reactii prin transfer de faza
Exista, in practica, lichide aflate in faze nemiscibile. Utilizarea unor catalizatori si a US permite a transporta reactivul unei faze spre celalalt si a demara reactia intre cele 2 lichide. US pot accelera reactiile adesea si fara un catalizator, amestecul fiind intim.
Degradarea moleculelor toxice prezente in apa
Sub influenta US, apa se disociaza, grupul hidroxil OH- format, fiind foarte reactiv. El poate reactiona cu diverse substante, distrugand unii compusi organici, fenomen ajutat de prezenta US, care, prin fenomenul de cavitatie, accelereaza procesul. Distrugerea compusilor toxici se pare ca are loc la frecvente de ordinul a 500kHz.
Procedeul prezentat isi gaseste o larga aplicatie la distrugerea unor reziduuri toxice existente in lichidele industriale (fenoli, policlorodifenili, policlorobenzena).
Distrugerea acestor molecule toxice da nastere la oxizi de carbon (CO si CO2) si la compusi organici de genul acizilor oxalici, formici, acetilena.
Comportamentul la US al unui compus dat nu este acelasi daca el se gaseste singur in solutie sau este in prezenta altuia. Astfel, un amestec fenol-tetraclorura de carbon in solutie apoasa da produsi de degradare mai toxici ca amestecul de pornire (policlorofenoli).
Introducerea ozonului pe langa US si utilizarea apei oxigenate si US au optimizat efectul de degradare a compusilor toxici.
d. Aplicatii ale sonochimiei in biologie
In special, s-au obtinut rezultate promitatoare in biotehnologii (reactii enzimatice) sau in sinteza fierului amorf (o mai buna permeabilitate a membranelor; sfaramarea unor molecule, unele fenomene oxidante, energii importante puse in joc).
Ce asigura US in reactiile chimice ?
accelerarea disolutiei unui solid intr-un solvent;
extractia materiei solide in lichid prin amplificarea cineticii de transfer, dar cu dezavantajul ca extractia este neselectiva, o data cu extractia produsului dorit (spre exemplu, principiul activ al unei plante), fiind extrase si impuritatile continute in planta.
Omogenizare si emulsificare
Largi utilizari in cosmetica (prepararea cremelor si pomezilor, industria alimentara (maioneze, creme).
Precipitare si cristalizare
creste viteza de cristalizare, spargerea moleculelor sub efectul US dand nastere la noi germeni;
se obtin cristale mai omogene ca dimensiuni;
se amelioreaza puritatea, omogenitatea si duritatea cristalelor.
Uscare
Operatiile de preuscari sau uscari de substante par a avea sanse de dezvoltare.
Filtrare
US accelereaza procesul de filtrare si evita blocarea filtrelor. Alegand anumite frecvente ale US, se pot regenera si decolmata unele filtre sau membrane.
Degazarea spumelor si emulsiilor
Efectul de degazare deriva din cavitatia stabila asigurata de US. Industriile alimentara si fotografica constituie o zona de interes.
Atomizarea
Se pot produce cu mare viteza granule de dimensiuni omogene prin actiunea US asupra unor materiale.
e. Transductoare si generatoare de US utilizate in sonochimie
Constructiile utilizate sunt similare cu cele descrise anterior. Suplimentar insa, in cazul sonochimiei, sunt de mentionat peretii vibranti la care vibratiile sunt transmise direct de la transductor pe perete.
De asemenea, exista si versiuni tubulare puse in vibratie prin intermediul unui fenomen fizic.
Unele procese industriale (omogenizarea solutiilor in chimie, operatii de spalare etc.) cer existenta unor generatoare de US mai puternice. Cum puterea unitara a unui transductor este limitata la cateva sute de W, constructorii au gasit solutia de a realiza 'blocuri' de traductoare, asa cum este aratat in Fig. 32, unde sunt cuplate 4 trans-ductoare.
Sistemul descris, modul UPM-1500 cu control prin calculator, poate fi cuplat cu un reactor si un calculator permitand un control exact al reactiilor chimice, sonochimia fiind unul din domeniile in care acesta a patruns (Fig. 33). Se observa o alta solutie constructiva, dispunerea rectilinie a transductoarelor pe o bara, numarul lor fiind in functie de puterea pe care procesul o cere.
Fig. 32. Bloc din 4 traductoare utilizat in sonochimie.
Fig. 3 Dispunere rectilinie a traductoarelor si control prin calculator.
Pentru omogenizari de solutii, emulsii, dezintegrarea unor substante, aceeasi firma Dr. Hielscher realizeaza si sisteme manuale de puteri zeci de wati - 100W, usor de manuit (cca 1,5kg!).
Ultrasunetele isi gasesc o larga utilizare in domeniul chimiei, literatura de specialitate mentionand inca din anul 1929 faptul ca ultrasunetele au un puternic efect asupra reactiilor chimice. Producerea prin cavitatie a unor bule in lichid, prin agitatia ce se stabileste, intensifica reactiile chimice si fizice, inclusiv procesele de absorbtie.
BIBLIOGRAFIE
Deutsch, W. si Vogt, M.: Ultrasonic Testing, Part 1, 2, 3 prospect firma Karl. Deutsch Prf und Messgertebau.
Pachtem Denise: Mèthode ultrasons de localisation des dfauts. Qualit, 1981, nr. 109, pp.97-98.
Cabanes, M.: Automatisation du contrle ultrasons en immersion. Qualit, 1981, nr. 109, pp.86-88.
Oudin, J., Ravalard Y.: Thorie et pratique du formage assist par ultrasons. Metaux-Deformation, 25 (1979), pp.226-229.
Queyroix, C.: Formage par adjonction de vibrations. Mtaux Deformation, (19) 1973, Juillet pp.39-44.
Cinotti, C., s.a. - tude de la croissance des dfauts par ultrasons localiss. Qualit, 1980, nr.102, pp.74-75.
x x x - Wesmar industrial systems; industrial ultrasonics user's guide. Prospect 1981.
Staib, W.: Les ultrasons - Techniques et applications. Matriels nouveaux et techniques mondiales, 1973, nr. 213, pp.23-30.
x x x - Soudure par ultrasons. Ultrasons. Annemasse, 1981, Prospect.
Demarais, J.C.: Dbitmètre à ultrasons pour la mesure de dbits de liquides. Mesures, Regulation Automatisme, 1978, Juin-Juillet, pp.55-65.
Blaha, F. si Langenecker, B: Elongation of zinc Monocristal under Ultrasonic action. Die Nautrwissenschaften, 42 (1955), nr.20, pp.97-8
Atanasiu, N.: Fenomene de inmuiere si durificare acustica la deformarea plastica a materialelor cu ultrasunete. BIT-ODPT, 1972, nr.8, pp.11-17.
Atanasiu, N.: Trefilarea sarmelor si tragerea barelor in camp ultrasonic. BIT-ODPT, 1972, nr.3, pp.3-18.
Kallszer, M. si Limb, M.: Application de la technique des ultrasons aux operations de rectification. Machine outil franaise, 35 (1970) nr.262, pp.117-121.
Sandford, J.E.: Cleaning with Ultrasonic Aging. Metalworking Production, 110, 1966, nr.19, pp.61-67.
Walker, R. si Bridges, C.E.: Ultrasonic Aging of Electroplating Solutions. Plating, 1974, nr.12, pp.1125-1128.
Piatkowski, W., Lipinski, R.: Ultraschall ais Prf und Versuchsverfahren fr feuerfeste Stoffe. Keramische Zeitschrift 29 (1977), nr.12, pp.672-675.
Mayer, M.W. si Gray, D.H.: Expanding the Capability of a Laboratory Ultrasonic Testing Facility. Materials Evaluation, 31 (1972), nr.10, pp.193-199.
Walker, C.T. si Walker, R.: Effects de l'agitation ultrasonique sur certaines proprits des dpts galvaniques. Galvano-Organo, 1974, nr. 449, pp.1009-1014.
Lambert, W.: Ultrasonics - A Prelude to Good Plating. Product Finishing, 1977, July, pp.15-20.
Goodman, A.N. si Brannam, P.N.: Ultrasonics-Effective Additive. Product Finishing, 1977, July, pp.8-10.
x x x - Les sonars et la guerre des mines. Telonde, 1979, nr.3, pp.19-25.
Kagami, H. s.a. - Development of Multichannel Seismic Profiling System. NEC- Research and Development, 1980, nr.59, pp.12-16.
Cavanihac, T.M. si Moreau, C.: Le diagnostic par ultrasons: Techniques et materiels. Techniques hospitalières, 1978, nr. 393-394, pp.51-64.
x x x - Non Contacting Measurements Systems. Kay - Ray Docum. 1994.
T.J. Mason: Advanced in Sonochemistry. Ed. I.A.I. Press Limited, 1990, vol.1.
Henglein, A.: Sonochemistry: Historical Developements and Modern Aspects Ultrasonics, 1987, January, vol.25.
Kot, C.: Applications de la Sonochemie: Etat de l'ART. EDF-DER, Juin 1993, Doc.94NM00002.
ULTRASUNETELE
in imagini semnificative si explicatii
Date sintetice
In domeniul spectrului sonor, se disting trei zone:
- zona subsonica: f<16 Hz
- zona sonica: 16Hz<f<20kHz
- zona ultrasonica: f>20kHz
Aplicatiile ultrasunetelor utilizeaza, in principal, frecvente: 20kHz-10Mhz
Undele de propagare pot fi:
- longitudinale (gaze, lichide), sub forma de unde, fiecare molecula suferind la trecerea undei o deplasare paralela cu directia sa (a);
- transversale (solide); directia de oscilatie a unei particule este perpendiculara pe directia propagarii undei (b);
- de suprafata; o combinatie de unda longitudinala si transversala, de-a lungul unei suprafete.
![]()
Viteza sunetului este o constanta de material, dependenta de frecventa si dimensiunile materialului.
Vitezele de propagare ale sunetului, longitudinala CL, transversala CT si de suprafata Cs au expresiile date alaturat :
λ - lungimea de unda; f - frecventa; ρ - densitatea;
E - modul Young; G - modul transversal; t - coeficientul lui Poisson.
Daca o unda sonora de putere P0 ataca perpendicular suprafata de separare a doua medii de impedante acustice Z1, Z2, o parte se transmite in mediul 2, iar restul este reflectata.
Proportia dintre acestea depinde de impedanta acustica a mediului.
Factorii de reflectie R si de transmisie T au valorile din stanga. Daca un fascicul de unde ataca sub un anumit unghi α o suprafata de separatie a doua medii Z1 si Z2, vom avea reflectii si refractii care asculta de legile opticii.
I este unda incidenta, R cea reflectata, iar i unda refractata.
Intre unghiurile de incidenta α1 si de refractie α2 vitezele in cele doua medii C1 si C2, exista relatii bine definite.
![]()
K, K' - constante de material
Generarea ultrasunetelor se poate face prin efect magnetostrictiv sau piezoelectric. Materialele magnetostrictive (Ni, aliaje Fe-Ni, Fe-Co) se deformeaza sub actiunea unui flux magnetic. Reciproc, orice deformatie se traduce printr-o variatie de flux magnetic. P - solicitarea de natura magnetostrictiva; ΔB si Δl - variatia inductiei si lungimii l; M, M' - coeficienti.
O alta categorie de materiale (piezoelectrice) prezinta un fenomen analog, sub actiunea unui camp electric. O tensiune V aplicata unui element de grosime e, creeaza o deformare P: reciproc, o deformare Δe/e va crea aparitia unor sarcini τ.
In piesa de testat PT in care se gaseste defectul D, se aplica un fascicul de ultrasunete. Partea din fascicul care nu va intalni defectul se va reflecta si va aparea pe ecranul osciloscopului ca impulsuri ecou a si b, la impulsul aplicat i; timpul t dintre acestea este egal, deci se discrimina efectul de repetare. Cand fasciculul va intalni zona de defect, el se va reflecta dupa un timp t', de unde se pot face interpretarile necesare.

Constructia de traductoare
piezoelectrice: a) emitator sau receptor; b) emitator si receptor; 1) strat
protector; 2) cristal piezo cu ambele fete metalizate; 3) conexiunile la cele
doua fete; 4) bloc cu amortizor; 5) izolatie; 6) corpul metalic al
traductorului;
7) bariera acustica; 8) piesa de testat.
Schema bloc a unui echipament de control cu ultrasunete utilizand un traductor emitator T si unul receptor R, dispuse pe piesa P, este data in figura. GI - generator de impuls; LT - linie de intarziere; GBT si ABT - generatorul si amplificarea bazei de timp; A - amplificatoare.
Din interpretarea timpului la care apar semnalele, se depisteaza zonele de defect.
Masurarea distantei la care se gasesc obiecte cufundate in apa (submersibile), obiecte diverse, (bancuri de peste). Se transmit trenuri de impulsuri de anumita frecventa, care se vor reflecta de la obiect.
In mod simplu, cunoscand viteza de propagare in lichid si timpul de la care vine ecoul, se determina distanta dintr-o relatie simpla, s = v.t.
Masurarea nivelului de lichid in recipienti sau depozite de materiale se face in mod sigur utilizand tehnica ultrasunetelor, asa cum spre exemplu se da in figura pentru determinarea nivelului de lichid intr-un vas.
Cuplat cu o automatizare adecvata, se poate comanda pastrarea constanta a unui nivel, comandand, dupa caz, pompele.
Prelucrarile materialelor (gaurirea, sudarea) au la baza schemele date in figura.
Rolul esential al sistemului il constituie concentratorul, de o anumita forma, care transmite amplificat energia ultrasonora la scula.
O atentie deosebita trebuie acordata realizarii
unitare a sistemului
concentrator-scula.
Fritarea prin ultrasunete a pulberilor poate da electricienilor mijloace sigure de realizare a contactelor electrice, magnetilor, circuitelor magnetice presate.
Curatarea prin ultrasunete a pieselor constituie o tehnologie de calitate si mare productivitate.
Fenomenul ce explica curatarea unei piese este acela de cavitatie, intalnit in hidrodinamica, cu dezvoltarea de efecte mecanice extrem de violente.
Sub actiunea unei unde acustice Po, de mare intensitate, transmisa de un transductor dispus pe o cuva cu lichid, vor aparea mici bule cu gaz. Variatia presiunii va provoca formarea si distrugerea acestor bule, cu aparitia unor forte mari, care desprind murdaria de pe piese avand forma cea mai complicata.
In figurile alaturate, sunt prezentate doua constructii de instalatii de spalare cu ultrasunete, prima cu o singura cuva, cea de-a doua cu mai multe. Mari aplicatii are procedeul in industria electrotehnica si electronica, in mecanica fina, in tehnica aerospatiala.
Intrebari recapitulative
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 8173
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved