| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
UPERIZAREA SI STERILIZAREA
1. Uperizarea
Uperizarea, prevede o injectie de vapori in curentul de lapte deja incalzit la temperatura de pasteurizare, procedeu care, pe langa efectul de ridicare a temperaturii se realizeaza si un efect ultrasonic, care contribuie la realizarea sterilizarii.
In fig.1 este prezentata schema
instalatiei de uperizare ALPURA . Laptele supus
uperizarii se preincalzeste in recuperatorul de caldura 1 la temperatura de 50 0C , dupa care intra intr-un vas
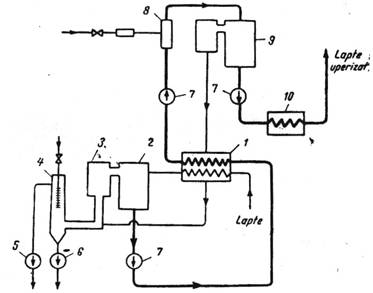
Fig.1 Schema instalatiei de
uperizare ALPURA
-recuperator de caldura ;
2 - vas pentru dezaerare ;
3- rezervor ;
4- condensator ;
5- pompa de vid ;
pompe;
8 - uperizator;
9 - vas de detenta
10 - racitor ;
de dezaerare 2 pus in legatura cu condensatorul 4 si pompa de vid 5 . Datorita autoevaporarii ca efect al depresiunii avansate, se produce o racire la 35 - 400C laptele fiind pompat cu pompa 7 in recuperatorul 1 unde se va incalzi la 850C, si prin intermediul altei pompe se ridica presiunea la cca 7 atm, iar in vasul 8 se amesteca cu aburul purificat, aducandu-se laptele la cca 150 0C. Dupa aceasta incalzire instantanee, laptele va fi supus unei noi detente pana la presiunea atm. In vasul 9 si apoi racit in racitorul 10. La noua detenta are loc o noua autoevaporare, vaporii produsi fiind utilizati pentru preincalzirea laptelui in recuperatorul 1.
Instalatia realizeaza consum de caldura numai pentru operatiunea de uperizare propriu zisa.Prin cele doua evaporari se eliminina o cantitate echivalenta de apa cu cea introdusa in lapte prin condensarea aburului la uperizare.
2. STERILIZAREA
Operatia de sterilizare se poate realiza prin urmatoarele metode: Sterilizarea cu aer cald (140 - 200oC); Sterilizarea cu vapori sub presiune 120 - 140oC; Sterilizarea prin incalziri repetate 70 - 100oC; Filbrarea prin materiale poroase; Utilizarea radiatiilor (ultraviolete, X, infrarosu); Utilizarea agentilor chimici: oxid de etilena, formaldehida etc.;
Preparare pe cale aseptica;
Distrugerea microorganismelor, ca un proces termic, in cazul sterilizarii produselor alimentare, impune corecta luare in calcul a urmatoarelor trei relatii:
a) relatii temperatura - timp;
b) evolutia temperaturii in produs;
c) influenta aerului in cutiile de conserve.
a) La temperatura constanta se constata ca distrugerea este in functie de numarul de microorganisme omogene pe kilogram de produs. In regiunea temperaturilor letale, ridicarea temperaturii poate diminua timpul necesar distrugerii microorganismelor si sporilor.
Pe de alta parte, se pot afecta textura, gustul, culoarea produsului. Alegerea justa a relatiei temperatura - timp este deci importanta in realizarea eficace a procesului de sterilizare cu pastrarea nealterata a calitatii produsului.
b) Evolutia temperaturii in produs in special la produsele ambalate in sticle sau cutii de conserve depind de natura produselor bucati tasate cu lichid in interspatii si de dimensiunile (cutiei) ambalajului. Temperatura in centrul geometric al cutiei evolueaza exponential in functie de timp.
c) Influenta aerului din cutie, in procesul de sterilizare este defavorabila provocand modificari calitative ale produsului, alterarea lui si coroziunea cutiei. In cazul produselor ambalate in sticle cu inchidere rigida aerul poate provoca aruncarea capacului sau spargerea recipientului, incat este necesara realizarea in aparatul de sterilizare a unei suprapresiuni de echilibru.
2.1.Tipuri de sterilizatoare
Utilajele folosite la sterilizarea produselor ambalate pot fi grupate in:
A) sterilizatoare cu functionare discontinua = autoclavele;
B) sterilizatoare de functionare continua.
A. Autoclavele realizeaza schimbul de caldura
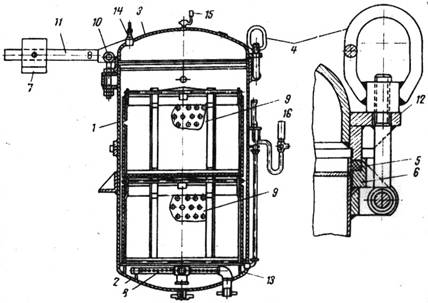
Fig.2 Autoclavǎ verticalǎ
1-corp cilindric ; 2 - fund sudat ; 3 - capac ; 4 - buloane ; 5 - garniturǎ de etansare ; 6 - inel sudat ; 7 - contragreutate ; 8 - barbotor ; 9 - cos produse ambalate ; 10 - balama ; 11 - brat ; 12 - plǎcutǎ sudatǎ ; 13 - inel interior ; 14 - supapǎ de sigurantǎ ; 15 - ventil de aerisire ; 16 - manometru ;
Rotoclava este prezentatǎ in figura 3.
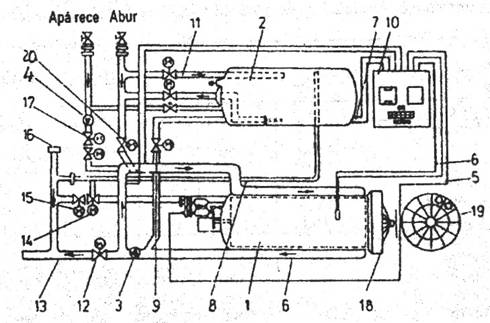
Fig.3 Rotoclavǎ
1. corp de sterilizare cu rotire intr-o singura directie sau pendularǎ (reversibilǎ); 2. rezervor de apa calda ;.
B) Sterilizatoare cu functionare continuǎ
Sterilizatorul hidrostatic, prezentat in figura 4, este construit din patru turnuri verticale, unul pentru incalzire, al doilea pentru sterilizare si celelalte doua pentru racire si uscarea exteriorului ambalajului.
Coloana
de incalzire este dubla, ramura cu miscare ascendenta e destinata alimentarii,
iar ramura descendenta realizeaza incalzirea cu apa si mentinerea presiunii din
spatiul de sterilizare prin coloana de lichid. Sterilizarea se face cu abur in
al doilea turn cu 4 ramuri.
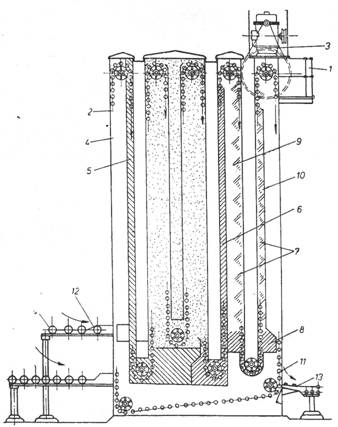
1 - suport variator; 2 - lant;
3 - variator de turatie;
4 - turnul de intrare;
5 - coloanǎ de apǎ;
6 - coloanǎ de apǎ rece la iesire;
7 - spatiu de rǎcire cu dusuri;
8 - bazin de colectare;
9 - turn de rǎcire;
10 - turn de rǎcire prin stropire;
11 - ramura de coborare;
12 - punct de alimentare;
13 - punct de evacuare;
Fig.4 Sterilizator hidrostatic
Racirea se realizeaza in doua turnuri. Intr-o ramura din prima coloana se afla coloana hidrostatica, in urmatoarele doua ramuri racirea se realizeaza prin stropire cu apa iar cea de-a patra ramura este pentru uscarea exteriorului ambalajelor.
Deplasarea recipientilor se face cu ajutorul a doua lanturi fara sfarsit pe care sunt asamblate compartimente speciale care au peretele format numai din 3/5 din suprafata laterala a unui cilindru.
Sterilizatorul rotativ prezentat in figura 5 este format din doi tamburi in care se realizeazǎ operatiile de preancǎlzire, sterilizare si rǎcire a produselor ambalate. In primul tambur se face preancǎlzirea cu apǎ caldǎ panǎ la 100 0C, sterilizarea realizatǎ cu abur, iar in al doilea tambur se face rǎcirea in apǎ, tamburul fiind umplut 3/5 din volum cu apǎ. Transbordarea cutiilor dintr-un corp in altul se face cu ajutorul unor valve speciale sincronizate cu miscarea tamburilor interiori.
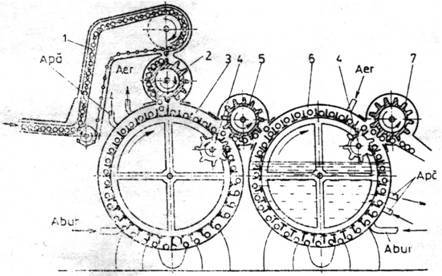
Fig.5 Sterilizator rotativ
1 - transportor de alimentare recipienti; 2 - valvǎ de alimentare; 3 - tambur (1) rotativ; 4 - roatǎ stelatǎ; 5 - valvǎ de trecere de la tamburul (1) la (2); 6 - tambur de rǎcire (2); 7 - valvǎ de evacuare;
3. Calculul Instalatiilor pentru pasteurizarea si sterilizarea produselor ambalate
A. Autoclave . Se urmaresc doua aspecte
calculul productivitatii autoclavei;
stabilirea necesarului de agent de incalzire si racire din ecuatii de bilant termic intocmite pentru fiecare baza de lucru ;
PRODUCTIVITATEA
a) orara : N1 =![]()
in care: n - numarul de recipiente dintr-o autoclava; t - durata totala a ciclului de sterilizare ; n = n1 . z , z = numarul cosurilor, n1= numarul recipientilor dintr-un cos
b) numarul de autoclave necesar pentru o productie orara a fabricii de N recipiente pe ora.
M = j x![]()
In care :j < 1: coefficient de utilizare a capacitatii de productie a autoclavei.
Necesarul de agent de incalzire si racire
a)pentru autoclave verticale
debitul de abur in perioada de incalzire
 [kg / s]
[kg / s]
In care : l - caldura laterala de condensare a aburului, J/Kg; t durata de incalzire .
![]() Qi1
=
Qi1
= ![]() mi .ci (ts - ti),
[J],
mi .ci (ts - ti),
[J],
mi - masa elementelor ce trebuie incalzite, Kg; ci - capacitatea dermica masica KJ/kg. K; ts - temperatura de sterilizare 0C ; ti - temperatura initiala 0 C
b) Debitul de abur in perioada de mentinere la ts :
QA b2 =
in care :Qp2 - pierderi de caldura cu mediul inconjurator:
Qp2 = k2. S . s t m2, [W]
Unde k2 - coeficient de transf. Termic total de la apa din autoclava la mediul inconjurator pe perioada de mentinere la ts [W/m2.k] ;
Stm2 = ts - t mediu inconjurator [0 C] ;
c) Debitul de apa de racire W
 [kg / s]
[kg / s]
In care :![]() -
cantitatea de caldura ce trebuie preluata de la elementele ) autoclava + cos +
produs + ambalaj) ; tai - temperatura initiala a apei oC;
taf - temperatura finala a apei , 0C ; Ca
- capacitatea termica masica a apei , J / kg .k
-
cantitatea de caldura ce trebuie preluata de la elementele ) autoclava + cos +
produs + ambalaj) ; tai - temperatura initiala a apei oC;
taf - temperatura finala a apei , 0C ; Ca
- capacitatea termica masica a apei , J / kg .k
Se
considera taf  [ C]
[ C]
Unde tp - temperatura medie a produsului racit la iesirea din autoclava , 0C
B. Calculul pasteurizatoarelor tunel:
a) Lungimea zonei de pasteurizare (Lp)
Lp = n a=tm W, [m]
in care
n - numarul de randuri de recipiente din zona
a- distanta dintre centrele a doua randuri de recipient;
tm - durata de mentinere la temperatura de pasteurizare
W - viteza de inaintare a benzii, m/s
Rezulta ca W =![]()
b) Productivitatea N a pasteurizatorului tunel:
N=![]()
![]() , ( bucati
/s)
, ( bucati
/s)
In care m - numarul de recipiente dintr-un rand.
c) Necesar de apa si abur:
Q = N(mp. cp + mam.cam). Dt= W. ca . Dta = N .k .S. Dtmd. ti [J]
In care N - productivitatea pasteurizatorului,[buc/s]
m/ ( p - produs; am - ambalaj ; [kg]; e - capacitatea termica masica [ J/kg.k]
Dt - diferenta de temperatura la care se incalzeste sau raceste ambalajul si produsul 0C ; W - debit de apa ; S - suprafa'a laterala a unui recipient ;t - durata de trecere prin zona, s;
c) Calculul instalatiei de sterilizare hidrostatice
Inaltimea coloanei de lichid ( pentru inchidere hidraulica) H
H=
Ps,a - presiunea de sterilizare, respectiv atmosferica
r - densitatea apei din coloana kg/m3
g - acceleratia gravitationala
W - viteza lantului
W = ![]() , m/s
, m/s
Ls- lungimea lantului din zona de sterilizare
tm + timp de mentinere
productivitatea
N = ![]()
In care
n1 - numar de recipiente dintr-un cos
e - distanta dintre cosuri
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3275
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved