| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
FREZA FRONTALA CU PLACUTE CIRCULARE
1. Definirea procedeului de frezare a suprafetelor plane
In urma consultarii standardelor si a unor lucrari de specialitate [1, 3, 8], s-a ajuns la urmatoarea definitie: frezarea reprezinta procesul de prelucrare prin aschiere a suprafetelor exterioare sau interioare, profilate sau neprofilate, in orice fel de productie (unicat, serie mica sau de masa), corespunzator operatiilor de degrosare, semifinisare sau finisare, care foloseste o scula aschietoare numita freza, aceasta avand mai multe taisuri dispuse in mod diferit, pe suprafetele unor corpuri de revolutie.
Sculele aschietoare reprezinta acea parte a echipamentului tehnologic care, in functie de cinematica masinilor-unelte, realizeaza indepartarea adaosului de prelucrare in vederea obtinerii dimensiunilor si a calitatii finale a suprafetelor prelucrate.
Materialele greu prelucrabile prin aschiere au necesitat conceperea, proiectarea si realizarea unor scule aschietoare avand calitati deosebite in ceea ce priveste rezistenta si capacitatea de aschiere.
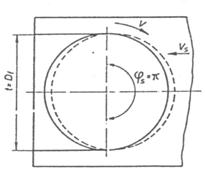
In cazul frezarii frontale, generarea suprafetelor plane se realizeaza prin deplasarea curbei generatoare G, materializata succesiv de catre taisurile sculei, in planul curbei directoare (fig. 1).
Directoarea cinematica este o cicloida ()alungita, generata de un punct care se roteste solidar cu rulanta de raza stabilita pe o baza, de obicei rectilinie sau circulara (fig. 1). Generatoarea elementara Ge din planul Γ se deplaseaza, in general, numai pe portiuni de cicloida alungita, de forma "mn".
Intre viteza liniara de avans VR, viteza unghiulara wR si raza RR a rulantei exista relatia (1):
VR/wR = RR (1)
Cea mai mare parte a materialului aschiat este indepartata de catre taisurile periferice (principale), in timp ce taisurile frontale au rolul de a netezi suprafata prelucrata.
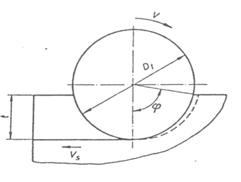
Principalii parametri de lucru ai unei operatii de frezare frontala fig.(2) sunt:
Ø viteza de aschiere V(m/min.);
Ø avansul fd (mm/dinte);
Ø unghiul de contact al frezei cu piesa φs;
Ø latimea B (mm);
Ø adancimea de frezare ap (mm);
Miscarea de aschiere este rezultatul miscarilor relative care au loc simultan intre un dinte aflat in aschiere si piesa.
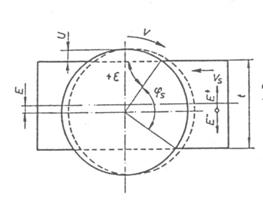
Viteza de aschiere este determinata, la un anumit moment dat, de vectorul u ca rezultant al sumei dintre vectorul viteza principala de aschiere V si vectorul viteza de avans Vs (fig.3). Aparitia unor fenomene dinamice specifice se datoreaza alternarii sensurilor vectorilor V si Vs, pe parcursul unei rotatii a sculei si constituie o particularitate a frezarii frontale.
Frezarea frontala poate fi efectuata prin dispunerea normala a sculei (simetrica sau asimetrica - fig. 4, a), prin atacul complet (fig. 4, b) sau prin atacul incomplet lateral (fig. 4, c).
In cazul dispunerii normale a sculei, operatia de frezare este caracterizata si de alti trei parametri:
Ø inaltimea de atac E (mm),
Ø inaltimea de depasire (depasirea) U(mm),
Ø unghiul de angajare ε (vezi fig. 4, a).
Acesti parametri influenteaza indeosebi dinamica procesului de frezare, ei determinand grosimea aschiei de la intrarea (iesirea) dintelui in (din) aschiere, precum si marimea socului initial (de atac).
Locul frezarii suprafetelor plane in cadrul diverselor procedee
Daca se are in vedere clasificarea generala a metodelor de prelucrare cu indepartare de material din semifabricat, atunci se poate constata ca frezarea face parte din grupa prelucrarilor prin aschiere in cazul carora se foloseste o scula ce dispune de mai multi dinti aschietori, scula realizand o miscare de rotatie, iar semifabricatul o miscare de avans de lucru, dupa o directie de regula perpendiculara pe axa de rotatie a sculei.
3. Scoli si personalitati cu realizari meritorii in domeniul frezarii suprafetelor
Scoala sovietica s-a impus prin cercetarile realizate in domeniul frezarii frontale. Astfel se pot remarca:
Ø Cercetarile privind dinamica frezarii, efectuate de catre Rozemberg A.W.;
|
|
|
|
Ø Elaborarea de catre Semencenko I.I. a unui set de recomandari utilizabile in proiectarea sculelor aschietoare si deci a frezelor;
Ø Realizarea unor ample studii teoretice si experimentale, referitoare la stadiul uzurii sculelor de catre Loladze T.N., Makarov A.D. si altii.
In fosta Uniune Sovietica, inventatorii Ivanov V.B., Kocorin V.A., Markin V.P., Kolesov, Karpov G.M., Taranenko V.N., Fedinkin V.F., Koloseva S.I., Peliusenko N.I. au brevetat solutii moderne de ascutire a frezelor frontale, dupa arce de cerc. Alekperov A.Iu., Tiperovici A.S., Artemenko A.I. au obtinut brevete privind constructii de freze in trepte. Cercetatorii sovieticii Lepetuha V.P., Merkulov L.P., Grajdankin P.V., Beleakovschii V.P., Dusinskii V.V., Rudnik S.S. etc. au adus importante contributii privind studiul fenomenelor din zona de aschiere, fortele specifice de aschiere, evolutia uzurii in procesul de frezare.
Din Franta, sunt de amintit inventatori precum Caparos Ernest, D.P. Ballesteros, C.A. Garih, care au brevetat solutii constructive valoroase de freze cu placute amovibile. La explicarea evolutiei procesului de uzura si a durabilitatii frezelor frontale au contribuit cercetatorii A. Moisan, F. Lapujoulade, I.H. Selim, G. Chabrely.
In Germania, au fost brevetate solutii constructive de freze cu posibilitati de reglare a pozitiei reciproce a taisurilor. S-au efectuat cercetari legate atat de durabilitatea frezelor frontale armate cu placute mineralo-ceramice, cat si de cresterea stabilitatii dinamice a procesului de frezare, remarcandu-se Philip P.K., Kessler J., Kunanz K., Kozlov , Degger V. Au fost studiate elementele care pot conduce la cresterea durabilitatii frezelor (Jacobs H., Knorr J., Heinke J., Kamm H., Herman R.).
Cercetarile lui Kuljanic in Iugoslavia au contribuit la explicarea diferentei de durabilitate de la frezele cu unul sau mai multi dinti, iar cele realizate de Janez Peklenik privesc rugozitatea suprafetelor obtinute prin frezare. In Polonia Wieczorowski Kazimierz a propus pentru evaluarea uzurii sculei aschietoare sa se utilizeze parametrii numiti intensitatea uzurii si acceleratia acesteia.
La cercetarile efectuate de CIRP (College international pour l'tude scientifique des tehniques de production mcanique), au participat un numar de 20 laboratoare din diferite tari (Germania, Austria, Australia, Belgia, S.U.A., Franta, Anglia, Italia, Japonia, Norvegia, Luxemburg, Olanda, Suedia, Elvetia) si ale caror rezultate au sporit precizia si nivelul de incredere a rezultatelor experimentale.
In Japonia, cercetatorii Okushima Keiji, Hoshi T., Uehara K., Mitsui H., Takeyama H. au contribuit la cunoasterea parametrilor procesului de frezare, Japonia fiind a doua tara dupa S.U.A., in care toate datele referitoare la aschierea metalelor au fost stocate pe calculator, pentru a putea fi utilizate in industrie. Aplicand metode ingineresti de analiza, cercetatorii americani Homer D. Gage, Claude A. Gunsalus. Weber B.E., Alder W.J., Volk H.H., Vanghn R.L. etc. au brevetat solutii interesante privind constructiile de freze frontale de mare productivitate.
In ceea ce priveste uzura sculelor aschietoare, pot fi mentionate lucrarile fundamentale pentru procesul de prelucrare, ale caror autori sunt Ernest H., Merchant E., Pispanen V. Este de amintit inca lucrarea, "Experimental Design", publicata de Cochran W.G. si Cox G.M. si care fundamenteaza metoda moderna de planificare a experimentelor.
Marile firme cunoscute pentru promovarea diferitelor solutii constructive de freze, cum sunt Sandvik-Coromant, Ingersol din S.U.A., Walter din Germania, Schneider, Valenite-Modco, din Italia etc. au expus, in contextul diferitelor expozitii si targuri internationale, noi variante de freze realizate in laboratoarele proprii de cercetari.
In Romania, primul cercetator care a studiat procesul de frezare a fost Gh. Zgura, care, atat prin lucrarea de disertatie sustinuta la Leningrad in 1964, cat si prin celelalte lucrari stiintifice, a abordat problematica studiului vibratilor precizand conditiile de stabilitate dinamica la frezarea frontala cu un dinte. Profesorul I. Lazarescu, de la Cluj, a aratat deosebirile dintre parametrii geometrici ai frezei si parametrii geometrici ai dintilor aschietori demontabili ai acesteia, stabilind si relatiile de legatura pentru cazul in care axele dintilor si frezei sunt paralele. Profesorul clujean a contribuit, de asemenea la identificarea unor formule generalizate pentru calculul fortei de aschiere, al vitezei de aschiere, al durabilitatii optime etc.
La Politehnica bucuresteana, sunt de amintit contributiile aduse de catre colectivul format din prof. dr. ing. St. Enache, prof. dr. ing. Al. Dorin, prof. dr. ing. E. Strajescu, in ceea ce priveste stabilirea capacitatii de aschiere a frezelor frontale, utilizarea metodelor rapide de determinare a durabilitatii sculelor si stabilirea polului de uzura. Teza elaborata de ing. I. Tanase introduce noi cunostinte privind stabilirea capacitatii de aschiere a frezelor frontale. Profesorul Zoltan Duca, (Institutul Politehnic Bucuresti) a propus o teorie geometrica unitara a sculelor aschietoare, destinata atat inginerilor de conceptie, cat si cercetatorilor din domeniu.
Este de amintit studiul monografic "Scule pentru frezare", elaborat de Leopold Sauer si Crista Ionescu, de la Universitatea Brasov, studiu care trateaza diversele constructii de freze si care a fost, pana in prezent (2004) singura monografie in acest domeniu publicata in tara.
La Iasi, importante contributii la studiul frezarii frontale si la determinarea constantelor din relatia fortei tangentiale au fost aduse de catre profesorii. Gh. Casler, M. Cozminca, D. Zetu, Gh.Lungu, M. Severincu, Cr. Croitoru.
Prima teza de doctorat in domeniul procesului de frezare sustinuta in tara noastra in anul 1974 este cea elaborata de catre I. Gheorghe, la Institutul Politehnic Bucuresti si ea se referea la studiul vibratiilor la frezarea de finisare . O a doua teza de doctorat in domeniul procesului de frezare, sustinuta in tara, este cea elaborata de prof. dr. ing. C. Bohosievici, (Catedra de T.C.M. de la Institutul Politehnic Iasi); teza se referea la studiul rugozitatii suprafetelor prelucrate cu freze frontale. Din Catedra de T.C.M. de la Iasi, pot fi inca amintite cercetarile in domeniu realizate de prof. dr. ing. Gramescu Tr. si de conf. dr. ing. Cretu Gh., ultima cercetare fiind finalizata intre altele si printr-un brevet .
|
Fig. 5. Clasificarea frezelor frontale armate cu placute, utilizate pentru prelucrarea suprafetelor plane |
Prof. dr. ing. V. Belousov a extrapolat principiul ascutirii dupa arc de cerc, de la frezele melc cu dinti demontabili, la frezele frontale, propunand si contribuind decisiv la extinderea utilizarii sistemului de scule ROMASCON.
O importanta contributie la optimizarea parametrilor constructivi si geometrici ai frezelor cu ascutire continua, cu dinti demontabili armati cu placute dure fixate mecanic a constituit-o teza de doctorat sustinuta de prof. dr. ing. M. Severincu (de la Catedra de Masini - Unelte si Scule din versitatea Tehnica Gh. Asachi din Iasi ).
Tot in cadrul Catedrei de Masini - Unelte si Scule de la Universitatea Tehnica Gh. schi din Iasi conf. dr. ing. Croitoru Cr., prin teza de doctorat, a adus o serie de contributii originale privind optimizarea constructiv - geometrica si functionala a frezelor frontale cu ascutire continua si cu taisuri curbilinii.
4. Variante ale frezelor frontale armate
Exista in prezent numeroase solutii constructive de freze frontale armate cu placute din carburi metalice; o clasificare a acestor solutii se poate observa in figura 3.5
|
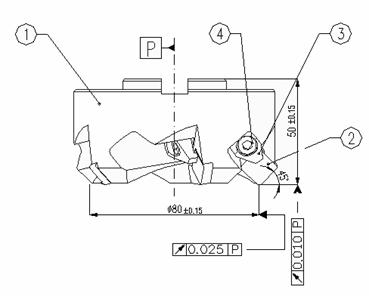
Fig. 6. Cap de frezat plan |
Cateva dintre solutiile de freze frontale cu placute circulare intalnite in literatura de specialitate consultata sunt prezentate in figurile 6.10.
In figura 6 poate fi observat un cap de frezat plan cu placute fixate mecanic. Placutele 2 sunt fixate in locasurile speciale practicate in corpul frezei 1 cu ajutorul unor bride de fixare speciale 3 prin intermediul stranse cu ajutorul suruburilor de fixare 4. Acest cap se poate folosi atat la degrosare, cat si la finisare, in functie de placutele utilizate. Prin intermediul dornului conic, capul de frezat se poate monta in alezajul din arborele principal al masinii de frezat.
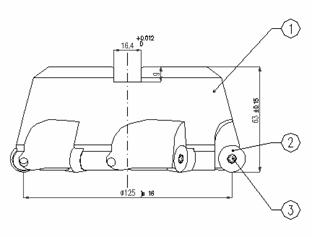
In figura 7 se prezinta un cap de frezat plan cu placute circulare fixate mecanic. Placutele 2 sunt pozitionate si fixate in locasurile speciale practicate in corpul frezei 1, prin intermediul unor suruburi speciale de fixare 3. Un astfel de cap de frezat poate fi folosit de asemenea pentru prelucrari de finisare
|
Fig. 7. Cap de frezat cu placute circulare |
|
Fig. 8. Cap de frezat cu reglarea pozitiei axiale a placutelor |
Freza frontala din figura 8 (Brevet URSS nr. 1678821) difera de solutiile prezentate anterior prin posibilitatea deplasarii in lungul axei frezei a fiecarui element aschietor.
|
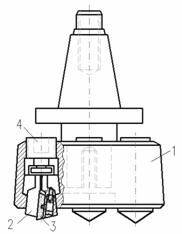
Fig. 9. Freza frontala cu placute circulare fixate mecanic |
|
Fig. 10. Freza frontala cu placute rotitoare |
In figura 9 este prezentata o freza cilindro-frontala armata cu placute rotunde. Freza se compune din corpul 4, montat pe dornul conic 1 si asamblat la acesta prin intermediul unui surub 5. Pentru a impiedeca rotirea in planul axial, s-a prevazut un sistem cu o pana 2, fixata pe dorn cu suruburile 3. In locasurile speciale practicate in capul de frezat se pozitioneaza placutele rotunde 6, pe niste stifturi 7. Fixarea placutelor se realizeaza cu ajutorul unor suruburi de forma speciala 8.
Freza se utilizeaza in special la prelucrarile de finisare.
Freza prezentata in figura 10 are axele de rotatie ale placutelor aschietoare dispuse perpendicular pe axa de rotatie. In corpul frezei 1 sunt executate canalele 2, dispuse la unghiul g fata de axa frezei. In canalele executate se monteaza placutele circulare 3, presate in bucsa 4, care se deplaseaza in jurul axelor stifturilor 5. Placutele se rotesc sub actiunea fortelor de aschiere. Rulmentul axial 6 preia eforturile principale de aschiere. Capacul 7 este fixat de corp cu suruburile 8 si el protejeaza placutele de aschii.
7. Caracteristici de interes tehnologic pentru frezarea suprafetelor plane
Procesul de asigurare a rugozitatii si preciziei suprafetelor prelucrate prin frezare frontala este influentat de un complex de fenomene care insotesc aschierea.
Factorii ce conditioneaza formarea calitatii de suprafata poate fi grupati in trei categorii principale:
Ø Parametrii procesului de aschiere si cei ai sculei aschietoare;
Ø Deformatia elastica si plastica a materialului de prelucrat;
Ø Aparitia de vibratii ale sculei aschietoare fata de suprafata de prelucrat.
La inceput, procesul de aparitie a neregularitatilor a fost tratat numai din punct de vedere geometric, ca un fenomen de copiere pe suprafata prelucrata a traiectoriei de miscare si a formei taisului sculei, determinandu-se o serie de formule pentru calculul teoretic al inaltimii neregularitatilor.
Factorii care afecteaza forma geometrica corecta a neregularitatilor maresc considerabil inaltimea acestora fata de valorile teoretice; in conditiile reale de prelucrare, asemenea factori sunt:
Ø Deformatiile elastice si plastice ale materialului de prelucrat,
Ø Rugozitatea si uzura taisului sculei,
Ø Vibratiile din sistemul tehnologic.
Se considera ca in urma actiunii concomitente a tuturor factorilor mentionati, rezulta o anumita rugozitate a suprafetei prelucrate prin frezare.
|
|
Relatiile teoretice pentru calculul inaltimii neregularitatilor sunt determinate adesea in conditii ideale, numai pe baza conditiilor geometrice si cinematice ale aschierii.
In lucrarea [3] se arata ca relatiile teoretice se pot folosi pentru:
Ø Stabilirea parametrilor a caror variatie poate conduce la micsorarea rugozitatii;
Ø Evaluarea orientativa a valorilor inaltimilor neregularitatilor.
La prelucrarea prin frezare frontala, factorii tehnologici principali care exercita influenta asupra rugozitatii suprafetei sunt:
Ø Parametrii regimului de aschiere ;
Ø Parametrii geometrici ai dintilor frezei;
Ø Natura si proprietatile materialului de prelucrat;
Ø Microgeometria si uzura taisurilor dintilor;
Ø Vibratiile din procesul de aschiere;
Ø Bataile axiale si radiale ale dintilor frezei.
Parametrii regimului de aschiere care exercita influente asupra rugozitatii suprafetei la frezarea frontala sunt conform [ 3] urmatorii:
Ø Avansul pe dinte fd;
Ø Viteza de aschiere v (fig. 14).
Influenta adancimii de aschiere ap este practic neinsemnata. O data cu marirea avansului pe dinte, rugozitatea suprafetei se mareste (fig.11 si 1).
Cercetari asupra rugozitatii suprafetei obtinute la diferite regimuri de aschiere, prin frezare cu freze cu ascutire continua, cu dinti desi si supradesi, au fost efectuate de colectivul condus de prof. V. Belous [5] pentru o gama larga de avansuri.
Analiza rezultatelor experimentale a permis formularea urmatoarelor observatii:
In domeniul vitezei de avans va = 98-300mm/min, respectiv avansuri pe dinte fd=0,006-0,020 mm/dinte parametrul de rugozitate Ra are valori Ra=0,25-0,4mm;
De la viteza de avans va=375mm/min, respectiv avansul pe dinte fd=0,025mm/dinte, valorile parametrului de rugozitate Ra cresc mai intens, ajungand, pentru avansul maxim utilizat, la Ra= 2,5mm.
In urma cercetarilor efectuate privind frezarea frontala, s-a determinat o crestere a rugozitatii Ra o data cu marirea avansului, atat la frezarea otelului, cat si a fontei. [6].
|
Fig. 15. Freza cu placute circulare din carburi metalice sinterizate, prevazuta a fi utilizata pe o masina de frezat de scularie |
In lucrarea [3], se afirma ca marirea vitezei de aschiere la frezarea frontala are efecte favorabile asupra micsorarii neregularitatilor suprafetei. In figura 86 se prezinta dupa [7] variatia rugozitatii suprafetei la frezarea otelului 45 (echivalent cu OL045), cu o freza frontala cu un singur dinte, cu placuta din carburi metalice T15K6 (s=0,2 mm/dinte).
Cele doua curbe delimiteaza domeniul de imprastiere a rezultatelor experimentale.
Din cele studiate se poate afirma ca:
Valorile mari ale inaltimii neregularitatilor la viteze de aschiere mici se explica prin deformatiile plastice mari ale stratului superficial al metalului si prin influenta depunerilor pe tais.;
O data cu marirea vitezei de aschiere, se observa disparitia treptata a depunerilor pe tais si micsorarea intensitatii deformatiilor plastice ale metalului prelucrat, ceea ce are ca rezultat micsorarea inaltimii neregularitatilor.
|
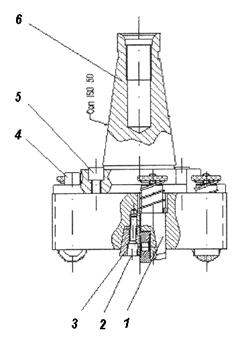
Fig. 16. Freza frontala cu placute circulare destinata a fi utilizata pe o masina de frezat verticala |
Cercetatorul sovietic S. P. Semenov a stabilit o relatie empirica pentru calculul abaterii medii patratice a neregularitatilor Hmp in functie de parametrii regimului de aschiere si de unii parametri geometrici ai frezei frontale :
 (1)
(1)
in care: a = 0,27-0,40; C1 -constanta; ap-adancimea de aschiere in mm; f - avansul pe rotatie in mm/rot; cs - unghiul de atac secundar in grade; g - unghiul de degajare in grade; a unghiul de asezare in grade; v - viteza de aschiere in m/min.
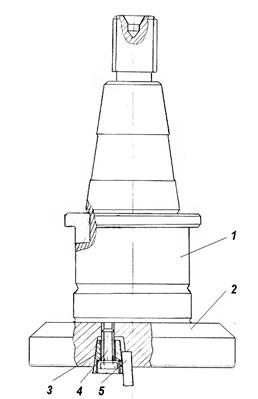
8. Rezultate ale cercetarilor proprii privind frezarea cu freze frontale a suprafetelor plane
Au fost realizate doua freze frontale capabile sa permita utilizarea unor placute circulare din carburi metalice sinterizate.
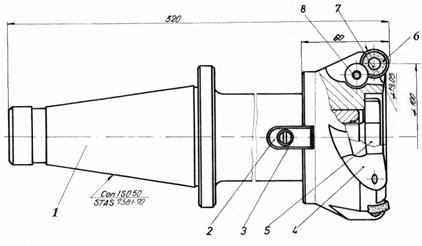
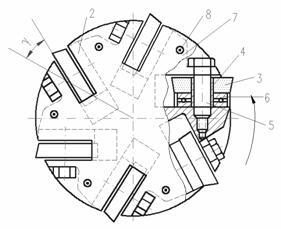
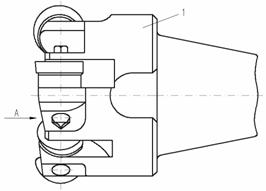
Freza din figura 15 a fost conceputa si realizata pentru a putea fi utilizata pe o masina de frezat de scularie, existenta in dotarea Catedrei de Tehnologia Constructiei de Masini. Asa cum se poate observa, freza este alcatuita dintr-un corp 2, asamblat prin intermediul unui surub (nefigurat) la o coada 1, ce permite orientarea si fixarea frezei in alezajul conic din arborele principal al masinii de frezat. Coada 1 este prevazuta, in acest sens, cu un con Morse 24.
Placutele 5 din carburi metalice sunt amplasate in degajari de forma adecvata, executate in corpul 2 al frezei si sunt imobilizate cu ajutorul unor pene conice 3 si al unor suruburi 4.
Cea de-a doua freza frontala a fost conceputa si realizata astfel incat sa permita utilizarea ei pe o masina de frezat verticala, de asemenea existenta intr-unul din laboratoarele Catedrei de Tehnologia Constructiei de Masini.
Aceasta freza are in componenta sa un corp asamblat prin suruburile 5 la coada conica 6 (con ISO 50). Placutele circulare sunt amplasate pe niste stifturi presate in corpurile unor cutite 1. Imobilizarea placutelor circulare si a corpurilor cutitelor in locasurile prevazute in acest scop in corpul frezei se realizeaza cu ajutorul unor pene conice 3 si al unor suruburi Pentru a fi posibila reglarea bataii axiale a dintilor frezei, au fost prevazute piulite ce permit deplasarea in lungul axei frezei a corpurilor cutitelor 1 si imobilizarea lor in pozitii adecvate, in locasurile in care acestea sunt amplasate.
Experimentarea frezelor a probat posibilitatile de utilizare a lor si a relevat noi modalitati de perfectionare a solutiilor lor constructive.
Un model matematic empiric valabil pentru parametrul de rugozitate Ra, model elaborat prin prelucrarea matematica a datelor experimentale obtinute in cazul frezei din figura 4, este urmatorul:
Ra =164.66rε-1.27v-0.92fz1.77, (2)
in care rε este raza corespunzatoare muchiei active a placutei, v - viteza de aschiere si fz - avansul pe dinte.
In urma cercetarilor proprii privind frezarea cu freze frontale a suprafetelor plane s-au obtinut rezultatele experimentale prezentate in tabelele 1 si 2; doua diagrame elaborate pe baza rezultatelor din tabele sunt prezentate in figurile 17 si 18.
|
Nr. crt. |
Denumirea parametrilor |
|||||
|
Turatie rot/min |
Viteza periferica m/min |
Avansul de lucru fm mm/min |
frot mm/rot |
fz mm/min |
Ra Media a trei masuratori mm |
|
|
| ||||||
|
Nr. crt. |
Denumirea parametrilor |
||||||
|
Turatie rot/min |
Viteza periferica m/min |
Avansul de lucru fm mm/min |
Avansul pe rotatie frot mm/rot |
Avansul pe minut fz mm/min |
Ra Media a trei masuratori mm |
||
|
| |||||||
Bibliografie
Belous. V., Proiectarea sculelor. Vol. II si III Iasi. Iasi: Institutul Politehnic, Rotaprint,1971;
Bohosievici C., Contributii la studiul rugozitatii suprafetelor frezate cu freze frontale. Teza de doctorat. Iasi: Institutul Politehnic, 1980
Croitoru C. Cercetari privind optimizarea constructiv geometrica si functionala a frezelor frontale armate cu ascutire continua si taisuri curbilinii. Teza de doctorat, Iasi: Universitatea Tehnica "Gh. Asachi", 1997
Hiromu N.,Shigeo I. Milling cutter. Descrierea inventiei S.U.A., nr. 4728228/1988
Jacobs H., Knorr J., Heinke J., Aktuele Ausgangssituation in der technologischen Praxis zur Verfahrenspotimierung Frasen, Fertigunstechn. und Betr, nr.10,1976;
Matalin A.A.., Tehnologhia mehanicheskoi obrabotki. Leningrad: Izdatelstvo Masinostroenie, 1977
Semenov S.P., Microgeometria obtinuta prin frezare frontala fina, Calitatea suprafetelor prelucrate (traducere din limba rusa), Bucuresti: I.D.T., 1955;
Severincu M. Cercetari asupra optimizarii constructive si geometrice a frezelor cu ascutire continua, cu dinti demontabili armati, cu placute dure fixate mecanic. Teza de doctorat. Iasi: Universitatea Tehnica "Gh. Asachi", 1985
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3268
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved