| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
INSCRIEREA IN DESENUL TEHNIC A NOTIUNILOR DE PRECIZIE PENTRU SUPRAFETELE PRELUCRATE
Desenul de executie trebuie sa cuprinda, pe langa detaliile de forma si dimensionale si date referitoare la:
- starea suprafetelor (rugozitatea);
- tolerantele dimensionale;
- tolerantele geometrice.
1. INSCRIEREA IN DESENUL TEHNIC
A RUGOZITATII SUPRAFETELOR
Suprafata obtinuta prin diferite procedee tehnologice, suprafata reala, prezinta microneregularitati (asperitati) fata de o suprafata ideala.
Astfel, conform SR ISO 4287-1 : 1993 rugozitatea este definita ca ansamblul neregularitatilor suprafetei reale, rezultate din procedeul de fabricatie utilizat si care nu sunt abateri de la forma geometrica.
Neregularitatile por fi de forma: striatii, rizuri, smulgeri de material, urme de scule, goluri, pori etc.
Rugozitatea suprafetei se determina cu unul sau mai multi parametri. Acestia sunt:
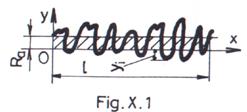
- Ra, abaterea medie aritmetica a profilului, fig. X.1 definita ca media aritmetica a valorilor absolute ale abaterilor profilului in limitele lungimii de baza:
|
|
in care:
l - lungimea de baza aleasa conventional;
yi - ordonatele profilului real al suprafetei;
n - neregularitatile din lungimea l.
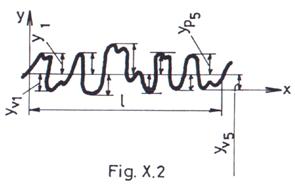
- Rz, inaltimea neregularitatilor profilului in zece puncte, fig. X.2, definita ca media valorilor absolute ale inaltimilor celor mai de sus cinci proeminente si ale adancimilor celor mai de jos cinci goluri, in limitele lungimii de baza.
in care:
yp - inaltimea proeminentei;
yv - adancimea golului.
|
|
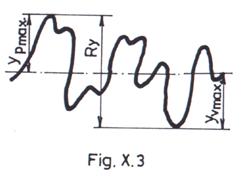
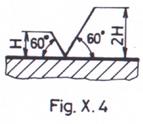
- Ry, inaltimea maxima a profilului, fig. X.4, definita ca fiind distanta dintre linia proeminentelor si linia golurilor.
Ry = yp max + yv max
|
|
- Sm, pasul mediu al neregularitatilor profilului;
- S, pasul mediu al proeminentelor locale ale profilului.
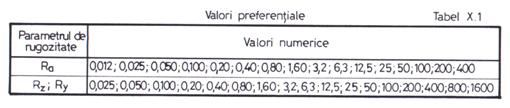
Valorile numerice preferentiale ale acestor parametrii sunt stabilite conform SR ISO 4287-1 : 1993 si prezentate in tabelul X.1.
|
|
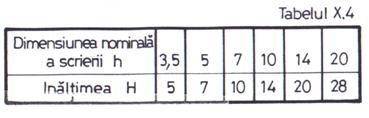
O alta modalitate de prezentare a valorilor parametrilor Ra este prin precizarea simbolurilor claselor de rugozitate N1, N2N12 conform tabelului X.2.
|
|
In functie de procedeul tehnologic de prelucrare mecanica si de tipul operatiei propriu-zise, corelatia cu Ra [mm] este prezentata in tabelul X.3.
INSCRIEREA RUGOZITATII IN
DESENUL TEHNIC - SIMBOLURI
- Reprezentarea grafica a simbolului de baza este conform SR ISO 4287-1 : 1993 si anume:
forma simbolului este data in figura X.4;
dimensiunile sunt date in tabelul X.4;
grosimea linie simbolului, precum si a cifrelor si literelor este aceeasi cu grosimea liniei de scriere (linie groasa);
inaltimea literelor este aceeasi cu inaltimea scrierii din desen.
|
|
|
|
Se face mentiunea ca valoarea numerica a parametrului de rugozitate se inscrie deasupra simbolului prezentat in figura X.4, avand valoarea maxima admisibila pentru suprafata respectiva. Exemplu in figura X.5.
|
|
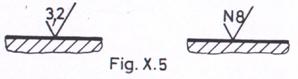
Reprezentarea grafica a simbolurilor derivate si anume:
In fig. X.6 pentru suprafete care trebuie prelucrate cu indepartare de material;
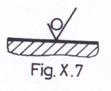
In fig. X.7 pentru suprafete a caror indepartare de material este interzisa, mentinerea rugozitatii pastrandu-se de la prelucrarea anterioara.
|
|
|
|
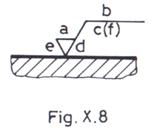
Reprezentarea grafica a simbolului complet, prezentat atunci cand sunt necesare a fi inscrise in desen si alte conditii suplimentare privind starea suprafetelor, fig. X.8.
|
|
Simbolurile au urmatoarea relevanta:
a - valoarea numerica a parametrului Ra sau numarul clasei de rugozitate;
b - procedeul tehnologic sau indicatii de tratament termic;
c - valoarea numerica a lungimii de baza;
d - simbolul orientarii neregularitatilor;
e - valoarea numerica a adaosului de prelucrare;
f - valoarea numerica a altor parametri de profil.
REGULI DE INDICARE
IN DESEN A RUGOZITATII
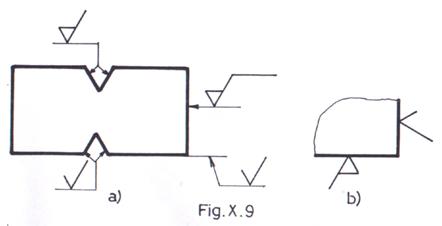
- Simbolul prezentat in cele anterioare va avea varful orientat spre suprafata la care se refera, fig. X.9;
- Simbolul poate fi amplasat pe o linie de indicatie ca in fig. X.9, a, b;
- Notarea rugozitatii se face o singura data pentru o suprafata, daca este posibil acolo unde este si cota suprafetei;
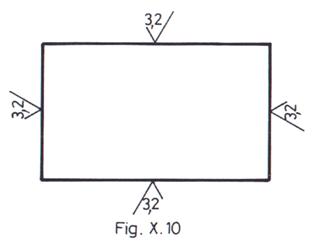
- Simbolul este dispus pe desen astfel incat simbolurile si indicatiile sa fie citite de jos in sus si de la stanga la dreapta, ca in fig. X.10;
|
|
|
|
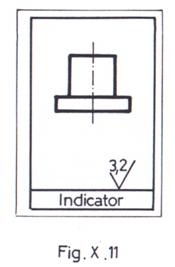
- Daca toate suprafetele piesei reprezentate in desen au aceeasi stare, notarea rugozitatii se face doar deasupra indicatorului, ca in fig. X.11;
|
|
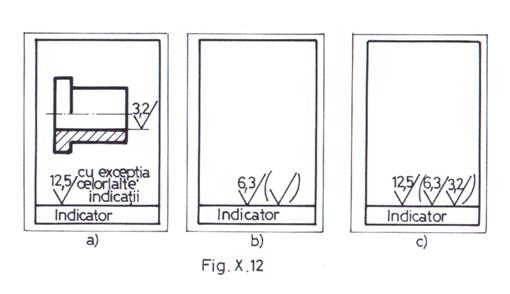
- Daca majoritatea suprafetelor au aceeasi rugozitate, fie aceasta se noteaza deasupra indicatorului, urmata de scrierea cuvintelor "cu exceptia celorlalte indicatii", fie de reprezentarea unui simbol de rugozitate intre doua paranteze, fie de precizarea intre paranteze a rugozitatilor explicite, diferite de cea majoritara, fig. X.12, a, b, c.
|
|
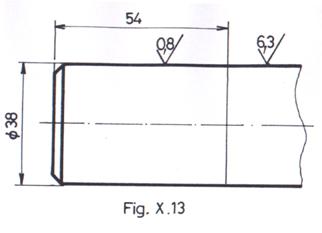
- Daca aceeasi suprafata are rugozitati diferite, ele se noteaza separat, limita trasandu-se cu linie continua subtire si cotandu-se aceasta lungime, fig. X.13.
|
|
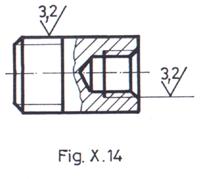
- Rugozitatea profilului filetului se indica pe diametrul pe care se coteaza, fig. X.14.
|
|
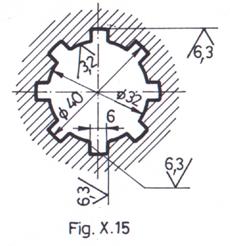
- Rugozitatea suprafetelor canelate se inscrie ca in fig. X.15.
|
|
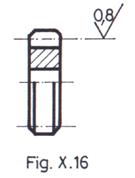
- Rugozitatea suprafetelor flancurilor danturii rotilor dintate se inscrie pe linia ce reprezinta suprafata de rostogolire, fig. X.16.
|
|
2. INSCRIEREA IN DESENUL TEHNIC
A TOLERANTELOR DIMENSIONALE
Dimensiunea inscrisa in desen este COTA. Ea este valoarea numerica a unei marimi liniare sau unghiulare, exprimata in [mm], respectiv [
O cota data pe un desen este practic imposibil de realizat cu exactitate, datorita conditiilor concrete de fabricatie.
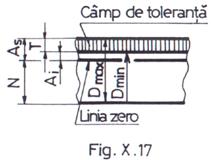
Conform STAS 8100/1-88 sunt definite, in fig. X.17:
dimensiunea nominala N, este dimensiunea rezultata din calculele de proiectare;
dimensiunea efectiva E, este dimensiunea reala a piesei, obtinuta dupa prelucrare, dimensiune ce se poate masura efectiv;
dimensiunile limita Dmax si Dmin sunt dimensiunile limita intre care trebuie sa se afle E;
abaterea efectiva A reprezinta diferenta dintre dimensiunea efectiva si cea nominala. Abaterea efectiva poate varia intre o valoare superioara si una inferioara:
As = Dmax - N
Ai = Dmin - N
toleranta T este diferenta dintre dimensiunea maxima si minima:
T = Dmax - Dmin
sau
T = Dmax - Dmin = As + N - (Ai + N) = As - Ai
Se mai numeste si camp de toleranta zona cuprinsa intre Dmax si Dmin.
|
|
a. Inscrierea in desen a tolerantelor dimensionale ce realizeaza ajustaje
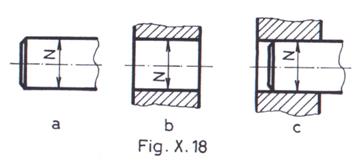
Denumirea arbore se foloseste si in mod conventional pentru a defini o suprafata cuprinsa, respectiv dimensiunea exterioara a unei piese. Se exemplifica printr-un diametru al unei trepte de arbore ca in fig. X.18, a sau prin latimea unei pene.
Denumirea de alezaj se foloseste si in mod conventional pentru a defini o suprafata cuprinzatoare, respectiv dimensiunea interioara a unei piese. Se exemplifica printr-un diametru de butuc de roata dintata, ca in fig. X.18, b sau prin latimea canalului de pana atat in arbore cat si in butucul rotii.
Relatia in care se afla, la montaj, dimensiunile exterioara si interioara ale piesei tip arbore si tip alezaj, se numeste AJUSTAJ. Conditia este ca dimensiunile sa aiba aceeasi dimensiune nominala N, fig. X.18, c.
|
|
Exista o conventie pentru notatii:
arborii se noteaza cu litere mici: d, as, ai, Td;
alezajele se noteaza cu litere mari: D, As, Ai, TD.
De asemenea pozitia campului de toleranta fata de linia zero este simbolizata:
pentru arbori cu literele mici: a, b, c.zs;
pentru alezaje cu literele mari: A, B, C.Z.
Clasificarea ajustajelor:
Pentru ajustarea interschimbabilitatii pieselor s-au stabilit norme si reguli standardizate, prin prescrierea unor tolerante pentru fiecare piesa. Astfel, o piesa poate fi inlocuita cu alta la montaj, fara selectie, fara alte prelucrari suplimentare (ajustari sau potriviri), asigurandu-se totodata o buna functionare a ansamblului.
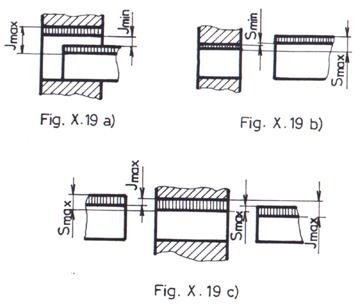
Scopul functional al ansamblului reclama prescrierea unor tolerante care sa realizeze:
ajustaje cu joc: la care campul de toleranta al alezajului este in intregime deasupra campului de toleranta al arborelui fig. X.19, a;
ajustaje cu strangere: la care campul de toleranta al alezajului este in intregime sub campul de toleranta al arborelui, fig. X.19, b;
ajustaje intermediare: la care campurile de toleranta sunt suprapuse partial sau complet, putand rezulta la montaj, atat asamblari cu joc cat si cu strangere, fig. X.19, c.
|
|
Sisteme de ajustaje ISO
In functie de pozitia campurilor de toleranta pentru alezaj si pentru arbore, la montaj se pot obtine o infinitate de ajustaje.
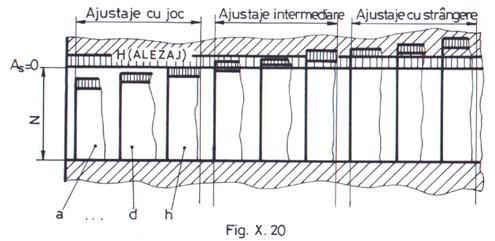
Necesitatea asigurarii interschimbabilitatii pieselor si limitarea variantelor de montaj, au dus la standardizarea a doua sisteme de baza:
sistem alezaj unitar: sistem preferat, in care diametrul minim al alezajului este egal cu diametrul nominal, deci abaterea inferioara este zero, fig. X.20;
|
|
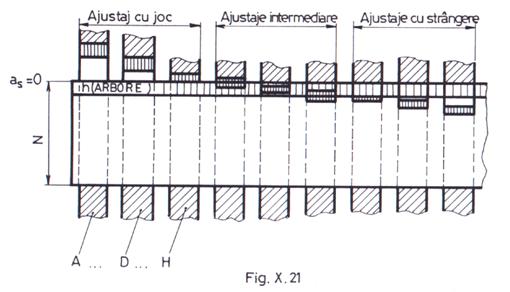
sistem arbore unitar: sistem in care diametrul maxim al arborelui coincide cu dimensiunea nominala, adica abaterea superioara este zero, fig. X.21;
|
|
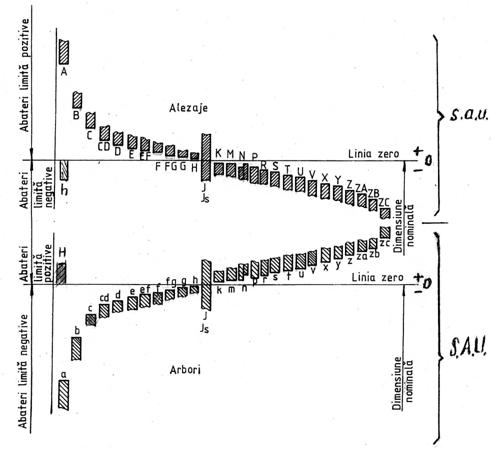
Asadar sunt limitate pozitiile campurilor de toleranta fie pentru alezaj, fie pentru arbore, la o singura denumire, respectiv la simbolurile H sau h, fig. X.22.
|
|
|
Fig. X.22 |
Asadar simbolizarea campurilor de toleranta reprezinta pozitia campului de toleranta fata de linia zero a dimensiunii nominale. Asa cum s-a mai precizat se utilizeaza literele mici pentru pozitia campului de toleranta la arbori si literele mari respectiv pentru pozitia campului de toleranta la alezaje.
Pe langa aceasta simbolizare mai trebuie precizata si clasa de precizie pentru executia dimensiunilor. Astfel marimea concreta a tolerantei dimensionale este functie de dimensiunea nominala si treapta de precizie de executie. Aceasta poate fi una din valorile standardizate numerotate cu 0,1; 0; 1; 216, in ordinea descrescatoare a preciziei.
Exista tabele special intocmite care prezinta toate valorile explicite ale abaterilor limita dimensionale, functie evident de:
dimensiunea nominala;
simbolul campului de toleranta;
marimea treptei de precizie.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 18895
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved