| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
- amestecul de umplere. Amestecul de turnare contine nisip de turnare, lianti apa. Liantii folositi sunt lianti minerali naturali (argila si bentonita) si lianti artificiali (ulei de in, melasa, lesie sulfitica). Pentru marirea aderentei se adauga carbune macinat, motorina, pleava, pacura, smoala. Pentru marirea compresibilitatii se adauga rumegus de lemn, pleava si turba. Pentru cresterea caracteristicilor mecanice se adauga dextrina, faina de secara, melasa.
Amestecul de model e intotdeauna amestec nou, fara componenta recirculata. Amestecul de umplere are proprietati mai scazute si contine o cantitate mare de amestec recirculat. Amestecul de formare pentru miezuri e un amestec special cu proprietati mecanice superioare: refractaritate buna si permeabilitate ridicata. Formele uscate au avantajul unei cantitati mai mici de gaze ce se degaja la turnare, unei rezistente mecanice mai bune si a unei calitati superioare a suprafetei de turnare.
Formarea mecanizata. Pentru piese de serie mare, formele pot fi formate mecanizat pe masini de formare. Daca piesele sunt mici pe o placa de formara se pot aseza mai multe modele. Dupa ultima operatiune de indesare se niveleaza partea superioara a formei eliminandu-se amestecul in exces si se extrage modelul prin ridicarea formei de pe placa de model. Inainte de fiecare formare placa de model se curata in jet de aer comprimat si se pulverizeaza cu emulsie pe baza de petrol. Semiforma inferioara se executa pe o masina de formare, iar semiforma superioara pe alta masina a.i. ele sunt gata simultan pentru ansamblare. Dupa modul in care realizeaza indesarea amestecului in forme, masinile pot fi prin: scuturare, presare (cu sabot obisnuit, cu sabot profilat, cu membrana), prin aruncare, prin suflare, prin scuturare si presare.
 Turnarea in ciorchine se aplica pieselor mici care pot fi turnate in mai
multe rame suprapuse cu o palnie de turnare centrala
de la care pleaca canalele de distributie
radiale pentru fiecare forma. Palnia de turnare are
un picior inalt care se inchide
in rama inferioara. Ramele de formare utilizate sunt rame de inaltime mica. Dupa turnare,
semifabricatele turnate se prezinta impreuna cu reteaua de turnare ca
un ciorchine.
Turnarea in ciorchine se aplica pieselor mici care pot fi turnate in mai
multe rame suprapuse cu o palnie de turnare centrala
de la care pleaca canalele de distributie
radiale pentru fiecare forma. Palnia de turnare are
un picior inalt care se inchide
in rama inferioara. Ramele de formare utilizate sunt rame de inaltime mica. Dupa turnare,
semifabricatele turnate se prezinta impreuna cu reteaua de turnare ca
un ciorchine.
Tehnologii de turnare in forme coji. Formele coji sunt forme cu grosime de perete mica, cu rezistenta mecanica buna si cu o calitate foarte buna a suprafetei. Ele se utilizeaza pt turnarea pieselor de dimensiune mica si cu precizie dimensionala buna. Pentru semifabricatele obtinute prin turnarea in forme coji, calitatea suprafetei e buna si prelucrarile ulterioare sunt minime. Din acest motiv adaosurile de prelucrare sunt minime si se fac economii importante de material.
 Forme coji cu model metalic cald. Pentru realizarea formelor coji cu model
metalic cald se folosesc amestecuri cu lianti termoreactivi. Nisipul folosit pentru aceste amestecuri e
foarte bine spalat, uscat si selectionat
granulometric. Liantii termoreactivi
utilizati sunt: Novolac, Bachelita, Urelit.Acesti lianti au calitatea
ca se inmoaie la 200-250grade C si polimerizeaza la 300-350grade C cu formarea unor molecule
mari ce confera rigiditate mare formei. Semiformele obtinute se ansambleaza cu chituri speciale si sunt pregatite
pentru turnare.De obicei inainte
de turnare formele coji se aseaza fie pe dispozitive
speciale fie pe un pat de nisip pentru a nu se distruge in timpul turnarii si pentru a-si pastra pozitia.Dupa acelasi principiu se
pot realiza miezuri foarte complicate din nisip pelicurizat
cu rasini termoreactive.
Forme coji cu model metalic cald. Pentru realizarea formelor coji cu model
metalic cald se folosesc amestecuri cu lianti termoreactivi. Nisipul folosit pentru aceste amestecuri e
foarte bine spalat, uscat si selectionat
granulometric. Liantii termoreactivi
utilizati sunt: Novolac, Bachelita, Urelit.Acesti lianti au calitatea
ca se inmoaie la 200-250grade C si polimerizeaza la 300-350grade C cu formarea unor molecule
mari ce confera rigiditate mare formei. Semiformele obtinute se ansambleaza cu chituri speciale si sunt pregatite
pentru turnare.De obicei inainte
de turnare formele coji se aseaza fie pe dispozitive
speciale fie pe un pat de nisip pentru a nu se distruge in timpul turnarii si pentru a-si pastra pozitia.Dupa acelasi principiu se
pot realiza miezuri foarte complicate din nisip pelicurizat
cu rasini termoreactive.
Operatiunile de realizare a unui miez prin impuscare sunt:-incalzirea cutiei;-cutia ramane inchisa pe durata polimerizarii;-se deschide cutia miezul ramanand pe partea fixa,se extrage miezul,se curata cutia cu aer comprimat si se reia cicul.
Forme coji cu model usor fuzibil.Pentru realizarea modelului amestecul se toarna in forme metalice din OL sau aliaje de OL. Operatiunea e similara turnarii aliajelor in forme metalice gravitationale.Important e sa se tina seama de diferenta de contractie liniara dintre metalul care urmeaza a fi turnat ulterior si amestecul usor fuzibil din care e facut modelul.Operatiile de executare a formelor cu nodel usor fuzibil.Se executa forma metalica pt modelul usor fuzibil, se topeste amestecul usor fuzibil, se toarna amestecul in forma, se ansambleaza modelele in retea de turnare, se realizeaza coaja.Se topeste amestecul usor fuzibil prin incalzirea cojii, se usuca coaja, se pregateste de turnare si se realizeaza turnarea.Forma coaja se realizeaza pe modelul usor fuzibil prin operatii alternante de scufundare in solutie de silicat de Na si pulverizare cu praf de cuart.Operatiile se repeta pana la obtinerea grosimii dorite pt coaja. Clorura de amoniu reactioneaza cu sticla solubila formand un gel de siliciu care leaga granulele de nisip.
 Turnarea in forme permanente(metalice).Formele permanente sunt forme metalice
utilizate la zeci de mii de turnari.Formele
permanente sunt utilizate pentru turnarea gravitationala,
turnarea sub presiune si turnare la joasa presiune.Formele
permanente pentru turnare gravitationala.Sunt forme actionate manual sau mecanizat cu miezuri metalice sau din
amestec.
Turnarea in forme permanente(metalice).Formele permanente sunt forme metalice
utilizate la zeci de mii de turnari.Formele
permanente sunt utilizate pentru turnarea gravitationala,
turnarea sub presiune si turnare la joasa presiune.Formele
permanente pentru turnare gravitationala.Sunt forme actionate manual sau mecanizat cu miezuri metalice sau din
amestec.
Turnarea centrifugala se aplica pieselor cilindrice de lungimi mici.Ea se poate pe forme care sunt rotite dupa un ax vertical sau unul orizontal.Turnarea sub presiune.Ea se face pe masini de turnare sub presiune cu ax orizontal sau vertical,cu camera calda sau rece.Masinile de turnare cu camera calda au productivitate foarte mare
 Operatii :se deschide matrita, se
curata cu jet de aer comprimat, se pulverizeaza cu o
emulsie de petrol sau grafit, se inchide forma urmarind ca aceasta sa se inchida
etans, se actioneaza
sistemul de miezuri, se efectueaza injectia, se asteapta un timp
pentru solidificare si racire, se deschide matrita. Piesa ramane mereu pe
partea fixa, se extrag piesele, se curata matrita, se
reia ciclul.
Operatii :se deschide matrita, se
curata cu jet de aer comprimat, se pulverizeaza cu o
emulsie de petrol sau grafit, se inchide forma urmarind ca aceasta sa se inchida
etans, se actioneaza
sistemul de miezuri, se efectueaza injectia, se asteapta un timp
pentru solidificare si racire, se deschide matrita. Piesa ramane mereu pe
partea fixa, se extrag piesele, se curata matrita, se
reia ciclul.
 Turnarea sup
presiune cu ax orizontal.Unele masini de turnare au 2-3
pistoane concentrice a.i. injectia
e urmata de doua etape de presare.Exista sisteme, masina de turnat, cuptor dozomatic
in care dozarea cantitatii de aliaj lichid care e
introdusa in cilindrul de injectie se face prin cresterea presiunii in cuptor deasupra baii
de aliaj lichid din cuptorul de mentinere.Acest
sistem permite o alimentare corecta cu aliaj lichid evitand
peliculele de oxizi care se formeaza deasupra baii.
Turnarea sup
presiune cu ax orizontal.Unele masini de turnare au 2-3
pistoane concentrice a.i. injectia
e urmata de doua etape de presare.Exista sisteme, masina de turnat, cuptor dozomatic
in care dozarea cantitatii de aliaj lichid care e
introdusa in cilindrul de injectie se face prin cresterea presiunii in cuptor deasupra baii
de aliaj lichid din cuptorul de mentinere.Acest
sistem permite o alimentare corecta cu aliaj lichid evitand
peliculele de oxizi care se formeaza deasupra baii.
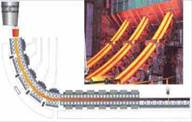
Turnarea continua are avantajul de a se realiza semifabricate cu calitate a suprafetei mult imbunatatita,reducerea pierderilor de material si de energie.Aliajul curge din partea inferioara a baii,deci materialul turnat nu contine oxizi ai metalului.Semifabricatul este taiat automat dupa solidificare.
Prin folosirea acestor tehnologii se obtine o mare diversitate de piese turnate cu caracteristici superioare, destinate fabricarii produselor electrotehnice, transportului feroviar, transportului auto, masini agricole.
Exemple:
piese turnate din cupru catod cu rezistivitate controlata avand masa cuprinsa intre 0,5kg si 100 kg
piese turnate din aliaje de aluminiu cu compactitate ce trebuie sa reziste la presiuni de minim 250bar, cu masa de la 5kg la 50kg
piese din bronz cu aluminiu, alame si alame speciale
bare turnate prin vibrare, din cupru catod, alame, bronz cu aluminiu cu diametre cuprinse intre F 60 mm si F 180 mm si masa neta cuprinsa intre 12-180 kg
piese din fonta cu grafit nodular cu proprietati mecanice conform standardelor in vigoare, necesare transportului feroviar si aparatajului electric de medie si inalta tensiune, piese a caror masa este cuprinsa intre 5-300 kg
piese din fonta cenusie pentru motoare electrice si aparataj electric cu masa de pana la 1500 kg
piese matritate din aliaje feroase si neferoase cu masa de maximum 10 kg
Atelierul de modelarie lemn si metal al fabricii este in masura sa execute modele si pentru alte repere, de orice complexitate, solicitate de beneficiari.
La solicitarea clientului, piesele se pot livra controlate defectoscopic sau prelucrate, conform documentatiei tehnologice pusa la dispozitie odata cu comanda.
SECTOR TURNATORIE MECANICA
Capacitate tehnica
|
Otel turnat |
Fonta cu grafit nodular |
Fonta cenusie |
Fonta fosforoasa |
|
|
Capacitate tone/an | ||||
|
Marci uzuale |
OT400-600 |
Fgn |
Fc |
P10 |
|
Fgn | ||||
|
Fgn | ||||
|
Fgn |
 Tehnologie
Tehnologie
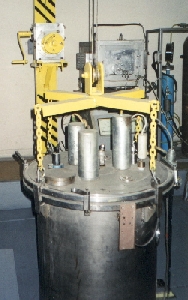
- elaborare in cuptoare electrice cu arc captusite
acid (cu o capacitate de 0,6 t);
- formare:
- mecanizata in amestec de formare clasic in rame de 550x600x200/200;
- manual in amestec de formare clasic;
- manual COLD-BOX cu silicat de Na si CO;
- miezuri:
- HOT-BOX cu NOVOLAC;
- manual COLD-BOX cu silicat de Na si CO;
- sablare cu alice; tratamente
termice.
Greutate
piese turnate:
intre 0,5-150 kg
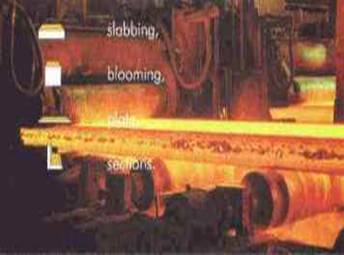
3.Laminarea
 Laminarea e procedeul de deformare plastica la
cald in care materialul deformat se deplaseaza in
zona de formare,practic strabat zona de deformare in conditii identice.In functie de directia in care se
produce deformarea, laminarea poate fi longitudinala (intre 2 cilindri cu axe
paralele care se rotesc in sensuri contrare), transversale(intre 2 tamburi de forma tronconica care se rotesc in acelasi sens si ale caror axe formeaza un unghi intre ele).
Laminarea e procedeul de deformare plastica la
cald in care materialul deformat se deplaseaza in
zona de formare,practic strabat zona de deformare in conditii identice.In functie de directia in care se
produce deformarea, laminarea poate fi longitudinala (intre 2 cilindri cu axe
paralele care se rotesc in sensuri contrare), transversale(intre 2 tamburi de forma tronconica care se rotesc in acelasi sens si ale caror axe formeaza un unghi intre ele).
Liniile de laminare sunt formate din:
-motor
-cuplaje
-reductor de turatie ,
-roti volante ,
-caje de angrenare,
-bare de cuplare,
-caje de laminare.
Laminaratoarele se clasifica in functie de destinatie de nr de cilindrii si in functie de amplasarea cajelor de lucru. Dupa destinatie laminare: degrasisoare, pt table pt profile pt benzi pt tevi si speciale. Dupa nr cilindrilor din caje deosebim caje: duo, trio, quatro, cu mai multi cilindri. Cajele au mai multi cilindri dintre care 2 cilindri sunt mari si pe langa ei o serie de cilindri mici.
 Dupa pozitia de laminare
caje:
Dupa pozitia de laminare
caje:
-cu cilindrii orizontali,
-cu cilindrii verticali,
-universale
-cu axe inclinate.
Dupa modul de angrenare avem :
-caje in linie,
-trenuri in tandem cu caje in linie,
-trenuri in tandem cu caje in tandem,
-trenuri in tandem cu caje in tandem si linie.
Exista o diversitate de laminoare de produse plate, atit pentru tabla groasa cit si pentru tabla subtire. De asemenea,au fost executate diverse piese de schimb, cum ar fi: cilindri de laminor (atit pentru laminare la cald cit si pentru laminare la rece), cilindri de sprijin, caje, lagare, role de transport, mese de stocare etc.
Ca piese de schimb se executa numeroase repere si subansamble pentru caje tabla groasa cum ar fi :
cilindri pentru caje de laminor la cald
cilindri de sprijin
mese de transport
 lagare, etc.
lagare, etc.
4.Sudarea
Suadrea se poate realiza prin mai multe metode :
1.Sudarea prin topirea materialelor :
-sudarea oxiacetilenica
-sudarea in curenti alternativi
 -sudarea in curent continuu
-sudarea in curent continuu
2.Sudarea prin presiune :
-in puncte
-in linie
3.Sudarea prin frecare
4.Sudarea cu fascicul de electroni
5.Sudarea laser


Procedee de sudare utilizate frecvent in industrie(UPETROLAM S.A)
- manual cu arc
electric
- semiautomat MIG-MAG
- mecanizat MIG-MAG
- manual WIG
- sudura in puncte
- sudura in linie
- sudare sub strat de flux
- dimensiuni subansamble sudate - max. Ф400x2000mm
pentru repere mecanice
- constructii metalice usoare prin procedeul sudurii manuale cu arc
electric (batiuri, grinzi, stalpi)
 UPETROLAM executa si monteaza
atit echipamente complete de pregatit
tabla pentru sudura, cit si elemente si subansamble
disparate din cadrul acestor echipamente.
UPETROLAM executa si monteaza
atit echipamente complete de pregatit
tabla pentru sudura, cit si elemente si subansamble
disparate din cadrul acestor echipamente.
Ele urmaresc fie eliminarea tensiunilor interne sau micsorarea lor fie modificarea formei structurii dar in conditii apropiate.
Recoacerile sunt:
incomplete
complete
pentru recristalizare
pentru imbunatatirea prelucrabilitatii prin aschiere.
Calirea este tratamentul termic secundar. Se realizeaza de la o temperatura in care structura este monofazica cu o viteza mai mare decat viteza critica.
Calirea poate fi integrala sau superficiala.
Calirea integrala se poate face prin mai multe procedee :
 1.Calire
obisnuita - este o calire
intr-un singur mediu si are dezavantajul ca in timpul racirii
nu se realizeaza conditii
pentru acomodarea tensiunilor interne, piesele tratate au tensiuni reziduale
mari si se pot deforma.
1.Calire
obisnuita - este o calire
intr-un singur mediu si are dezavantajul ca in timpul racirii
nu se realizeaza conditii
pentru acomodarea tensiunilor interne, piesele tratate au tensiuni reziduale
mari si se pot deforma.
2.Calire intrerupta- este o calire in doua medii (Ex :apa si ulei)
3.Calire locala- este o calire in doua medii :bai de saruri si se continua cu o viteza de racire mica.
4.Calire izoterma- se face in bai de saruri topite.
5.Calire prin frig sau mediu- se aplica OL aliate care se racesc in zapada carbonica sau zapada carbonica si aer lichid sau azot lichid.
Calirea superficiala se realizeaza prin incalzirea stratului superficial cu viteze de incalzire mari prin curenti de inalta frecventa urmata de o racire rapida.
-carburarea
-nitrurarea
-carbonitrurarea
Pentru carburari si carbonitrurari se folosesc cuptoare cu atmosfera controlata iar pentru nitrurari dispozitive speciale.
1.Disocierea moleculelor care furnizeaza elementul activ.
2.Absorbtia elementului activ la suprafata piesei.
3.Difuzia atomilor elementului activ in stratul superficial al piesei.
 De regula dupa procesele de turnare, de forjare, laminare, sudare si dupa procesele de tatament
piesele sunt supuse unor controale foarte stricte care presupun:
De regula dupa procesele de turnare, de forjare, laminare, sudare si dupa procesele de tatament
piesele sunt supuse unor controale foarte stricte care presupun:
control vizual,
-cntrol dimensional,
-control cu raze X,
-control cu raza gamma,
-control prin analize fizice si chimice,
-control cu ultrasunete
Controlul vizual are ca scop observarea defectelor majore ale piesei.
Controlul dimensional are ca scop verificarea corespondentei intre dimensiunile dorite si cele reale.
Controlul cu ultrasunete, cu raze X sau cu raze gama are ca scop determinaea defectelor din intetiorul piesei.
 Controlul proprietatilor
fizico-chimice are ca scop urmarirea concordantei
dintre proprietatile dorite si cele obtinute.
Controlul proprietatilor
fizico-chimice are ca scop urmarirea concordantei
dintre proprietatile dorite si cele obtinute.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3607
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved