| CATEGORII DOCUMENTE |
| Aeronautica | Comunicatii | Electronica electricitate | Merceologie | Tehnica mecanica |
Tehnologia de fabricare a chiulasei
Chiulasa este piesa care realizeaza etansarea la partea superioara a cilindrilor continand partial sau integral camera de ardere. Aceasta impreuna cu cilindrul si pistonul formeaza spatiul inchis in care evolueaza fluidul motor. În afara de aceasta in chiulasa sunt prevazute locasurile pentru bujii sau injectoare, canalele de admisie si evacuare, precum si locasurile pentru scaunele de supape.
La unele solutii constructive de motoare, chiulase sunt realizate formand corp comun pentru toti cilindrii, pentru grupuri de cilindrii sau individual pentru fiecare cilindru in parte.
Chiulasa are o constructie complexa deoarece trebuie sa asigure si racirea camerei de ardere si a canalelor de evacuare, scop in care este prevazut cu pereti dubli ce formeaza circuite de racire; in plus chiulasa are prevazute multe elemente constructive necesare montarii unor repere ale mecanismului de distributie. Datorita acestor particularitati, chiulasa este o piesa de dimensiuni mari, cu o pondere insemnata asupra masei motorului (12-16%).
Chiulasa este o piesa intens solicitata mecanic si termic. Astfel, in timpul functionarii ea este supusa sarcinilor mecanice: fortei de presiune a gazelor si fortei de strangere a suruburilor de asamblare cu blocul motor, precum si solicitarilor termice, din cauza incalzirii inegale a diferitelor zone care pot provoca deformari, fisuri sau crapaturi. Avand in vedere aceste aspecte, pentru o buna functionare a chiulasei acesteia i se impun o serie de conditii, astfel: rigiditate ridicata pentru a asigura etanseitatea gazelor; rezistenta mecanica si termica ridicata, realizarea unei distributii cat mai uniforme a temperaturii in timpul functionarii, etc.
Tinand seama de forma constructiva a piesei - tip carcasa - acesteia i se impun conditii tehnice specifice: precizie dimensionala a suprafetelor plane, a formelor geometrice si de pozitie reciproca a scaunului de supapa in raport cu suprafata cilindrica a ghidului de supapa, precum si conditii referitoare la rugozitatea suprafetelor prelucrate si de etanseitate.
Materialele folosite pentru chilase sunt fontele cenusii (Fc21, Fc24) sau fonta speciala aliata cu crom, nichel, molibden, cupru (Fc28, Fc32). Se utilizeaza frecvent si aliaje de aluminiu deoarece au calitati foarte bune de turnare si reduc masa motorului. Semifabricatele se obtin prin turnare. Chiulasele din fonta se toarna in forme din amestec de formare, urmate de un tratament de recoacere de detensionare. Cele din aliaje de aluminiu se toarna in cochila urmat de un tratament de imbitranire artificiala.
1 Conditii tehnice, materiale, semifabricate
Conditii tehnice: Forma constructiva a chiulasei permite o anumita asemanare a proceselor tehnologice de fabricare cu cele de la blocul motor, indeosebi pentru prelucrarea suprafetelor plane. Unele deosebiri sunt determinate de tipul motorului m.a.s sau m.a.c, tipul racirii cu apa sau aer, amplasarea supapelor, materialul semifabricatului. Conditiile tehnice referitor la precizia suprafetelor plane sunt asemanatoare cu cele prezentate la blocul motor. Alte prescriptii se refera la:bataia maxima a suprafetelor conice a scaunului supapei in raport cu suprafata cilindrica a ghidului de supapa (max.0,03 mm); variatia inclinarii supapelor in raport cu suprafata de referinta ( 0,1%); pozitia axei locasului pentru injector, respectiv orificiul pentru bujie. Conditii similare cu cele de la blocul motor se refera si la rugozitatea suprafetelor.
Materiale: Materialul cu cea mai mare utilizare este fonta cenusie din marcile Fc 20, Fc25 STAS 568-75 sau fonta speciala aliata cu crom, nichel, molibden, cupru.
Aliajele de aluminiu au o tot mai mare utilizare la m.a.s si mai ales la motoarele racite cu aer, deoarece reduc masa motorului, imbunatatesc calitatile antidetonante ale camerelor de ardere, au bune calitati de turnare.
Semifabricatele: Chiulase din fonta se toarna in forme din amestec de formare dupa care se face un tratament de recoacere de detensionare. Chiulasele din aluminiu se toarna in cochila urmat de o imbatranire artificiala.
2 Tehnologia de prelucrare mecanica
În general procesul tehnologic de prelucrare a chiulasei cuprinde urmatoarele etape:
alegerea bazelor de asezare;
prelucrarea suprafetelor plane;
operatii de burghiere, largire, alezare, filetre, lamare, tesire, operatii de prelucrare in stare asamblata;
control final.
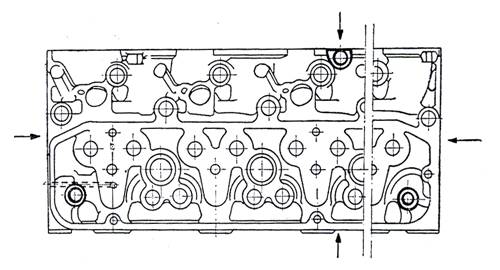
Ca baza de asezare se alege in mod obisnuit suprafata plana de asamblare cu blocul motorului, care permite la o singura instalare executarea majoritatii operatiilor de prelucrare mecanica. Pentru asigurarea pozitiei static determinate in dispozitiv pe suprafata plana a bazei de asezare se executa gauri tehnologice de ghidare a stifturilor dispozitivului conform fig.10.6.
|
Fig.10.6 Baza de asezare si gaurile tehnologice de prelucrare a chiulasei |
Folosirea unor utilaje specializate, masini de frezat orizontale, verticale cu mese rotative asigura prelucrarea suprafetlor plan paralele simultan cu mare productivitate. Operatiile de burghiere, tarodare, lamare, tesire se executa la masini unelte prervazute cu capete multiax.
Exemplu de proces tehnologic de prelucrare mecanica a unei chiulase de m.a.c
Succesiunea principalelor operatii ale procesului tehnologic se prezinta in tabelul 10.2.
Tabelul 10.2
|
Nr.operatiei |
Denumirea operatiei |
Masina unealta |
|
|
Frezarea de degrosare a suprafetelor plane (superioara, interioara, laterala) |
Agregat de frezat |
||
|
Executarea gaurilor de centrare |
Agregat de burghiat, lamat si alezat |
||
|
Controlul bazelor tehnologice |
Masa de control |
||
|
Prelucrarea prin frezare de semifinisare a suprafetelor plane si plan paralele |
Agregat de frezat |
||
|
Prelucrarea concentrata a diferitelor gauri pe etape (burghiere, largire,alezare) |
Agregat de burghiat si alezat |
||
|
Tarodare, lamare, tesire |
Agregat cu capete multiaxe |
||
|
Frezarea de finisare a suprafetei de asezare pe blocul motorului |
Masina speciala de frezat cu doua brase verticale si masa longitudinala |
||
|
Prelucrarea prin strunjire de semifinisare a locasurilor pentru scaune si a alezajelor pentru ghidurile de supape |
Agregat de strunjire |
||
|
Presarea scaunelor pentru supape |
Instalatie de presare |
||
|
Presarea ghidurilor pentru supape |
Presa hidraulica |
||
|
Prelucrarea definitiva prin alezare fina a scaunelor si alezajelor in ghidurile supapelor |
Masina speciala de alezat fin |
||
|
Controlul etanseitatii supapelor |
Aparat de control |
||
|
Asamblare,ajustare |
Banc de lucru |
||
|
Proba pneumatica a chilasei, piesa complet imersata in apa |
Banc proba de presiune |
Prelucrarea chiulasei se poate realiza in cazul productiei de serie mare pe linie tehnologica automata. În acest caz dupa executarea operatiilor de pregatire a suprafetelor de asezare, chiulasa se introduce pe linia de prelucrare unde se executa intreaga gama de operatii de prelucrare mecanica, de transport si de control, linia fiind caracterizata de productivitate ridicata si un tact de lucru bine determinat.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2633
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved