| CATEGORII DOCUMENTE |
| Arhitectura | Auto | Casa gradina | Constructii | Instalatii | Pomicultura | Silvicultura |
REGLAREA INSTALATIEI DE FRANARE CU ACTIONARE HIDRAULICA
CAPITOLUL 1
1.1 ROLUL, CONDITII IMPUSE INSTALATIEI DE FRANARE CU ACTIONARE HIDRAULICA.
Franarea este procesul prin care se reduce partial sau total viteza de deplasare a autovehiculului.
Capacitatea de franare prezinta o importanta deosebita deoarece determina direct securitatea activa a autovehiculului si posibilitatea de utilizare integrala
a vitezei si acceleratiei acestuia in timpul exploatarii. In timpul franarii, o parte din energia cinetica acumulata de autovehicul se transforma in energie termica prin frecare in frane, iar o parte se consuma pentru invingerea rezistentelor la rulare si a aerului care se opun miscarii.
Sistemul de franare al automobilului este destinat pentru:
reducerea vitezei automobilului pana la valoarea dorita sau chiar la oprirea lui cu o deceleratie cat mai mare si fara o deviere prea mare de la traiectoria de mers
imobilizarea automobilului in stationare pe drum orizontal sau pe pante
mentinerea constanta a vitezei in cazul coborarii unor pante lungi.
Eficacitatea sistemului de franare asigura punerea in valoare a performantelor de viteza a automobilelor deoarece el depinde de siguranta circulatiei cu viteze mari. Cu cat sistemul de franare este mai eficace cu atat vitezele medii de deplasare cresc, iar indicii de exploatare ai automobilului cu valori mai ridicate.
Un sistem de franare trebuie sa aiba urmatoarele calitati: eficacitate, stabilitate, fidelitate. De asemenea, un sistem de franare trebuie sa indeplineasca urmatoarele cerinte:
sa realizeze o franare progresiva, proportionala cu forta de apasare a pedalei
sa realizeze forte de franare egale la rotile aceleiasi punti
sa asigure evacuarea caldurii care ia nastere in timpul franarii
fiabilitate ridicata
siguranta in functionare in toate conditiile de lucru
constructie simpla si ieftina
functionare silentioasa
forta de franare sa actioneze in ambele sensuri de miscare a automobilului
sa nu necesite din partea conducatorului un efort prea mare pentru actionare.
1.2 CONSTRUCTIE SI FUNCTIONAREA INSTALATIEI DE FRANARE CU ACTIONARE HIDRAULICA.
Autoturismele Dacia 1300 si derivatele sale sunt dotate cu frana hidraulica, care actioneaza pe toate rotile, la rotile fata fiind frane pe disc, iar la rotile din spate frane pe tamburi si cu frana mecanica (de mana), care actioneaza numai pe rotile din spate, transmiterea fortei de franare facandu-se prin cabluri speciale (fig 1.1). Frana de mana nu influenteaza asupra sistemului de franare hidraulic, ea lucrand independent.
Frana hidraulica se compune din urmatoarele organe:
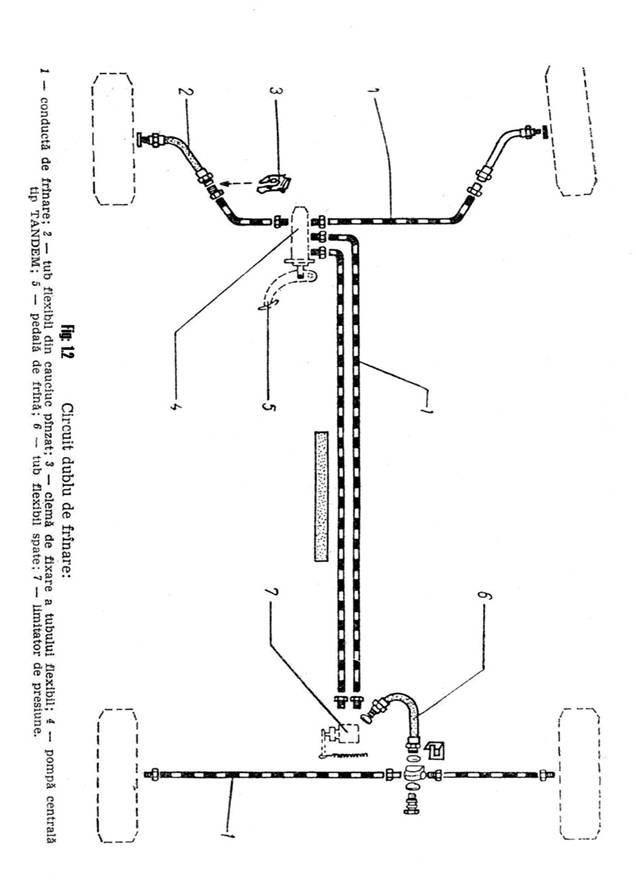
organe de comanda: pedala de frana 1, cilindrul principal de frana 2 si rezervorul compensator 3;
organe de transmitere a comenzii: canalizatia rigida de frana 4 si racordurile flexibile 5, prin care circula lichidul de frana spre organele de actionare a franei;
organe receptoare: cilindrii receptori spate 6, etrierele de frana fata 7, discurile de frana fata 8, tamburii de frana spate 9 si limitatoarele de presiune 10.
Principalele caracteristici tehnice la elementele sistemului de franare sunt:
|
Frana fata pe discuri |
Toate tipurile |
|
Diametrul cilindrului receptor |
48 mm |
|
Diametrul discului de frana |
228 mm |
|
Grosimea discului de frana |
10 mm |
|
Grosimea minima a discului |
9 mm |
|
Grosimea placutei de frana inclusiv suportul |
14 mm |
|
Grosimea minima a placutei de frana inclusiv suportul |
9 mm |
|
Frane spate pe tamburi |
|
|
|
Diametrul cilindrului receptor |
20,60 mm |
22,00 mm |
|
Diametrul tamburului |
180,25mm |
228,50 mm |
|
Diametrul maxim al tamburului dupa rectificare |
181,25mm |
229,50 mm |
|
Latimea garniturii de franare |
40,00 mm |
40,00 mm |
|
Grosimea garniturii de franare |
5,00 mm |
5,00 mm |

|
Cilindrul principal (pompa centrala de frana) |
Toate tipurile |
|
Diametrul cilindrului principal simplu |
19 mm |
|
Diametrul cilindrului principal tip TANDEM |
19 mm |
|
Cursa cilindrului simplu |
30 mm |
|
Cursa cilindrului tip TANDEM |
28 mm |
|
Diametrul servofranei |
152 mm |
La autoturismele Dacia 1300 standard, instalatia principala de franare este pe circuit dublu de franare cu pompa centrala tip TANDEM, asa cum se arata in fig: 1.2, iar la autoturismele de tip Dacia 1300 Break, instalatia principala de franare este pe circuit dublu de franare echipata cu pompa centrala tip TANDEM si servofrana, asa cum se arata in fig: 1.3.
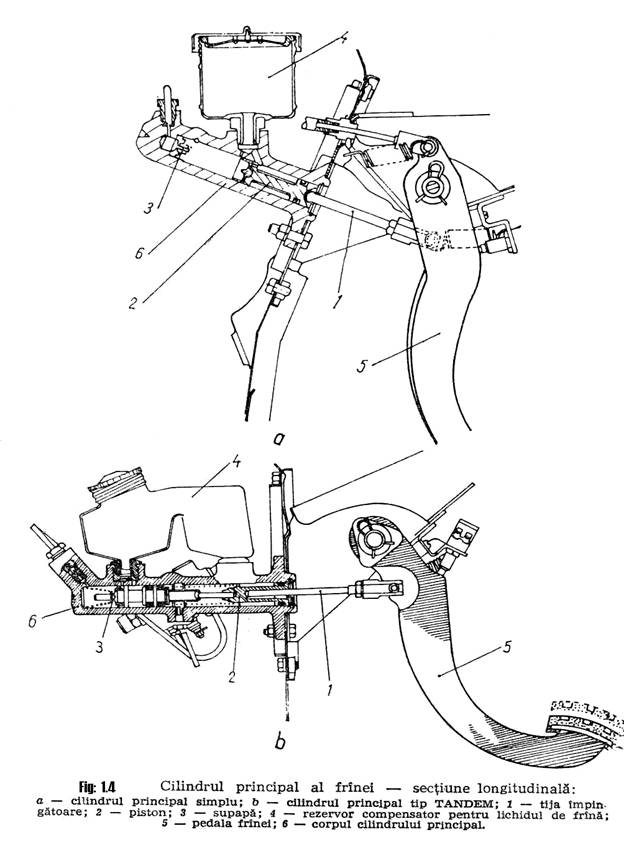
Cilindrul principal de frana este de constructie clasica, cu piston actionat de o tija impingatoare (fig: 1.4), singura particularitate constand in constructia speciala a supapei, care nu permite existenta in sistemul de franare a unei presiuni reziduale dupa actionarea pedalei de frana. Aceasta modificare este specifica numai sistemului de franare pe disc cu plachete de frana flotabile, sistem adoptat la autoturismele Dacia 1300 si derivatele sale.
Rezervorul compensator de lichid de frana este confectionat din material plastic si are la partea inferioara un racord metalic ce se insurubeaza in cilindrul principal. Capacul rezervorului este prevazut cu o supapa care asigura mentinerea presiunii atmosferice in interior.
Etrierul de frana pentru rotile din fata este construit dintr-un aliaj din aluminiu cu duritate sporita (fig: 1.5).
In interiorul corpului 1, se afla un piston de frana 2, gaurit in interior si confectionat din otel, in jurul caruia se afla o garnitura speciala din cauciuc 3, asezata partial intr-un canal din corpul etrierului, asigurand etansarea.
La blocul etrier, se prinde un racord flexibil de frana prin stutul 2, pentru alimentarea cu lichid de frana a etrierului. Busonul 3 este folosit la aerisirea sistemului de franare (fig: 1.6).
Blocul etrier 1 se asaza pe discul rotii 6, prin intermediul a doua bratari de prindere 2, care sunt prevazute cu placutele de fixare 3, asigurate prin stifturi elastice 4 si arcuri speciale 5 (fig: 1.7). Cele doua bratari au rolul de a limita deplasarea etrierului pe circumferinta discului.
Discurile de frana fata sunt confectionate din fonta speciala si fac corp comun cu butucul rotilor.

Conductele circuitului hidraulic sunt confectionate din otel sau cupru si sunt rerezistente la presiuni inalte. Ele se fixeaza pe planseul autoturismului prin agrafe din material plastic sau agrafe metalice. Capetele conductelor sunt rebordurate si au racorduri speciale pentru fixare.
Pentru legaturile dintre conductele fixate pe planseu sau punti si roti, se folosesc racorduri flexibile, confectionate din cauciuc cu insertie de bumbac, foarte rezistente la presiuni ridicate, avand capete de racord metalice, filetate.
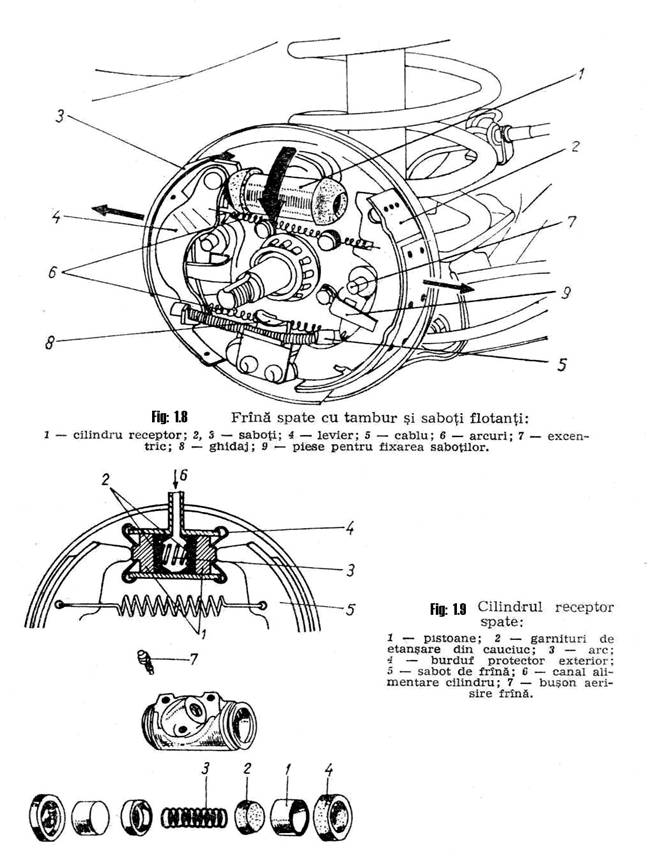
Cilindrii receptori de la rotile din spate sunt plasati in interiorul tamburilor de frana si sunt fixate pe platouri (fig: 1.8).
Fiecare cilindru receptor este construit din (fig: 1.9):
doua pistoane 1, care actioneaza direct pe sabotii 5
doua garnituri de etansare din cauciuc 2
un arc intermediar 3, care are rolul de a mentine in permanenta garniturile din cauciuc 2 pe suprafetele pistoanelor
cate un burduf protector 4 din cauciuc la fiecare extremitate a cilindrului receptor de frana.

Lichidul de frana vine sub presiune prin canalul 6, situat intre cele doua garnituri 2 de etansare ale cilindrului receptor. Pe corpul cilindrilor receptori, se gasesc si orificiile 7 de aerisire a franei.
Tamburii de frana spate se toarna din fonta. In interiorul lor, se fixeaza sabotii de frana cu garniturile de frictiune. Capetele superioare ale sabotilor vin direct in contact cu pistonasele cilindrilor receptori, mentinerea in pozitia inactiva facandu-se de catre arcul de rapel.
La capatul celalalt al sabotilor se afla un alt arc, care are rolul de a uniformiza frecarea dintre garniturile sabotilor si tamburul de frana.
Limitatorul de presiune este plasat in partea din spate a autoturismului, si este cuplat in circuitul principal de frana.
Rolul sau este de a limita presiunea care se transmite catre franele rotilor din spate, in functie de scaderea incarcaturii pe puntea din spate, stiut fiind ca in timpul franarii, sarcina dinamica schimba repartitia greutatii pe punti, in sensul incarcarii rotilor din fata si descarcarii celor din spate.
Constructia limitatorului de presiune si schema functionarii lui sunt aratate in fig: 1.10
Functionarea limitatorului de presiune. La o franare usoara, lichidul patrunde prin orificiul din sectiunea A-A si trece prin sectiunea din corpul limitatorului spre orificiul din sectiunea B-B. In aceasta pozitie, supapa 3, fiind deplasata spre dreapta, lasa libera sectiunea de trecere.

La o franare brusca, sarcina dinamica mareste greutatea pe puntea din fata, descarcand in acelasi timp puntea din spate, ceea ce conduce la o ridicare a caroseriei, miscare care, prin tija de actionare 15 (fig: 1.1), determina ca impingatorul 4 al limtatorului sa se deplaseze spre stanga. In aceasta pozitie, supapa 3, nemaintalnind nici o rezistenta din partea impingatorului 4, sedeplaseaza impreuna cu acesta spre stanga, obturand, prin profilul sau special, sectiunea de trecere a lichidului. Automat, scade presiunea de franare la rotile din spate si se limiteaza efortul de franare la o anumita valoare, astfel incat se evita blocarea.
Functionarea franei hidraulice de la autoturismul Dacia 1300 este urmatoarea:
a) In momentul in care conducatorul autoturismului apasa pe pedala de franare, in tot circuitul de franare se creeaza o presiune mare, care actioneaza simultan pe cele patru roti, astfel:
- La rotile din fata, unde sunt frane disc, lichidul actioneaza asupra capului pistonului, care, la randul sau preseaza asupra placutelor ce vin in contact cu discul, iar prin frecare se realizeaza forta de franare la roti. In fiecare etrier, odata cu presiunea exercitata asupra placutei de frana ce vine in contact direct cu pistonul, se realizeaza si o usoara deplasare laterala a etrierului, creandu-se astfel o presiune asupra celei de a doua placute de frana pe disc. Fortele de franare se distribuie astfel uniform, ceea ce conduce la o uzura uniforma a placutelor de frana.
- La rotile din spate, lichidul de frana intra in cilindrii receptori, actioneaza asupra pistonaselor interioare, care tind sa indeparteze capetele sabotilor, invingand rezistenta arcurilor de rapel; garniturile de frictiune ale sabotilor vin in contact cu suprafata interioara a tamburilor, realizandu-se astfel fortele de franare.
b) In momentul in care se ridica piciorul de pe pedala de frana, presiunea in circuitul de franare scade considerabil, iar organele care au realizat franarea se dezamorseaza astfel:
- la rotile din fata, pistonul de frana din etrier se deplaseaza si revine la pozitia initiala datorita garniturii din cauciuc, de forma speciala, care recapata forma initiala. Ca urmare a rotirii discului, placutele de frana sunt usor slabite si revin in pozitia initiala;
- la rotile spate, slabindu-se presiunea in cilindrii receptori, arcul de rapel readuce capetele sabotilor in pozitia initiala, indeparteaza sabotii de la suprafata interioara a tamburilor, iar franarea inceteaza.
Functionarea servofranei. Autoturismele DACIA 1300 break, sunt echipate cu servofrana tip Master-vac, adica comanda este hidraulica de la pedala de frana la pompa centrala, iar actionarea franei este vacumatica, prin depresiunea creata in galeria de admisie de la motor

Pentru a usura cunoasterea principiului de functionare a servofranei, se trateaza urmatoarele faze de functionare(fig: 1.11):
a) Servofrana in stare de repaus.
Motorul functionand, fara a actiona frana, se creeaza in camera din fata 1 o depresiune, prin intermediul clapetei 6, care comunica cu galeria de admisie a motorului. Prin intermediul canalelor de legatura 7 si 10 si prin spatiile libere intre clapeta 11 si scaunul sau 12 se ajunge sa se creeze depresiune si in camera din spate 4, iar prin canalul 8 se echilibreaza depresiunea in celelalte doua camere 2 si 3.
b) Servofrana in stare de actionare.
Cand se actioneaza pedala de frana, se deplaseaza tija impingatoare 15 si plonjorul 13, in asa fel ca clapeta de presiune atmosferica 11 se mentine pe scaunul 12 datorita arcului 14. In aceasta pozitie, arcul 17 este comprimat progresiv si se intrerupe alimentarea depresiunii in camera din spate 4. plonjorul 13, prin comprimarea usoara a rondelei 19, ridica clapeta 11 de pe scaunul sau 12 si permite intrarea aerului din atmosfera, in cele doua camere 4 si 2, trecand prin filtrul 16 si canalul 8 dintre camere. Dezechilibrarea presiunii intre cele doua camere, determina deplasarea pistonului 9, care actioneaza asupra lichidului de frana, usurand efortul la pedala.
c) Servofrana in stare de echilibru si revenirea in stare de repaus.
Tija impingatoare 15 si plonjorul 13, fiind in contact, permit deplasarea pistonului 9, iar partea centrala a rondelei 19 se destinde partial, plonjorul 13 readuce usor clapeta 11 pe scaunul 12 si se inchide comunicarea cu presiunea atmosferica.
In aceasta pozitie, intreaga servofrana se stabilizeaza intr-un echilibru. Arcul de rapel 17, dupa crearea echilibrului de presiuni intre camere, readuce tija impingatoare 15 in pozitia de repaus, cand presiunea atmosferica este inchisa prin reasezarea clapetei 11 pe scaunul sau 12, iar camerele 1,2,3, si 4 sunt supuse depresiunii normale, create de motor prin galeria de admisie .
Arcul de rapel 20 readuce in pozitie normala (de repaus) pistonul 9, care nu actioneaza cu nimic asupra pompei centrale de frana.
De retinut ca, in cazul nefunctionarii servofranei din diverse motive (neetanse, tija blocata sau nereglata etc.), sistemul de franare clasic functioneaza, singura deosebire constand in marirea efortului de apasare pe pedala de frana.
1.3 MATERIALE UTILIZATE IN CONSTRUCTIA
INSTALATIEI DE FRANARE CU ACTIONARE HIDRAULICA.
Rezervorul compensator de lichid de frana este confectionat din material plastic.
Etrierul de frana pentru rotile din fata esta construit dintr-un aliaj din aluminiu cu duritate sporita.
Discurile de frana fata sunt confectionate din fonta speciala si fac corp comun cu butucul rotilor.
Conductele circuitului hidraulic sunt confectionate din otel sau cupru si sunt rezistente la presiuni inalte.
Tamburul se confectioneaza din fonta cenusie simpla sau aliata, din tabla de otel ambutisata sau pentru imbunatatirea calitatilor de frictiune ale materialului, tamburul la autoturisme se toarna din otel cu adaos de cupru.
Sabotii se confectioneaza prin sudare sau matritare din tabla de otel sau se toarna din fonta sau aliaje de aluminiu. Suprafata de lucru a sabotului este acoperita cu o garnitura de frictiune. Legatura dintre sabot si garnitura de frecare se realizeaza cu ajutorul unor nituri dintr-un material moale (cupru sau alama), sau prin lipire cu clei termostatic pe baza de de rasini fenolice.
Cilindrii pompelor centrale si ai pompelor receptoare sunt executate din fonte cenusii, iar pistoanele sunt turnate din aliaje de aluminiu.
CAPITOLUL 2
2.1 DEFECTE IN EXPLOATAREA INSTALATIEI DE FRANARE CU ACTIONARE HIDRAULICA.
In afara de oprirea autovehiculului pe o distanta cat mai mica, franele trebuie sa actioneze in asa fel incat autovehiculul sa-si pastreze directia de mers la actionarea franei.
O defectiune care apare curent la autovehicule este cand ``frana nu tine, este slaba sau nu actioneaza``. Cauzele sunt:
- reglajul incorect al franelor determinat de existenta unei curse libere a pedalei prea mari, jocul prea mare intre saboti si tambur;
- uzura garniturilor de frictiune (ferodou)
- neetanseitatea cilindrului principal si a cilindrilor receptori; in acest caz, la apasarea pedalei, lichidul scapa pe langa garniturile uzate (se vor inlocui garniturile)
- uzarea tamburilor, subtierea si aparitia santurilor (este necesara rectificarea sau inlocuirea lor)
- existenta aerului, vaporilor in conducte sau a pierderilor de lichid din instalatie (aceasta se aeriseste, iar racordurile fisurate se inlocuiesc).
O alta defectiune este ``frana freaca, desi pedala este in repaus`` defectiunea nu poate produce accidente, atat doar ca garniturile de frictiune se supraiancalzesc si se uzeaza rapid. Cauzele pot fi:
- reglajul incorect al sabotilor
- ruperea arcurilor de readucere sau slabirea lor
- infundarea orificiilor cilindrului principal
- reglarea incorecta a pedalei
La franare autovehiculul ``trage intr-o parte ``- defectiune care se poate datora;
blocarii unuia din cilindrii receptori
dereglarii sistemului automat de reglare
acoperirii garniturilor de frictiune cu lubrifianti
infundarii, deformarii sau fisurarii uneia din conducta ce duce la una dintre roti
excentricitatii tamburilor
rigiditatii prea mari a arcurilor de rapel
presiunii diferite in pneuri
``Franarea se intrerupe si automobilul smuceste``- defectiune ce se poate datora:
acoperirii cu lubrifianti a garniturilor de frictiune, sau existenta unei bavuri pe acestea
fixarii necorespunzatoare a garniturilor de frecare pe saboti
ovalizarii tamburului
jocurilor prea mari la suspensie
deformarii arborilor planetar
O sistematizare a defectiunilor, cauzelor si remedierilor pentru frane sunt prezentate in tabelul de mai jos:
|
DEFECTIUNI |
CAUZE |
REMEDIERI |
||
|
Franare inegala directia trage la stanga sau dreapta |
Reglaj inegal la saboti |
Se regleaza apropierea sabotilor de tambur in mod egal |
||
|
Garniture de freacare uzate inegal |
Se inlocuiesc garniturile |
|||
|
Suprafetele de frecare unsuroase |
Se spala cu neofalina |
|||
|
Tamburul uzat |
Se rectifica ambii tamburi de la aceeasi axa |
|||
|
Cauciucuri uzate inegal sau cu presiuni diferite |
Se inlocuiesc sau se egalizeaza presiunile |
|||
|
Franare slaba |
Pedala elastica din cauza aerului din conducte |
Se evacueaza aerul |
||
|
Pompa centrala defecta |
Se inlocuiesc garniturile din pompa centrala |
|||
|
Frana nu tine decat dupa 2-3 apasari pe pedala |
Distanta prea mare intre saboti si tambur |
Se apropie sabotii |
||
|
Lipsa totala a efectului de franare |
Scurgeri de lichid |
Se cauta locul scurgerilor |
||
|
Aer in circuit |
Se evacueaza aerul |
|||
|
Franele raman blocate |
Lipsa jocului la tija de comanda a pompei centrale |
Se regleaza jocul la 3 mm |
||
|
Griparea pistonului din cilindrul receptor sau intepenirea articulatiei sabotului |
Se demonteaza pistoanele si se spala cu alcool atat cilindrul cat si pistoanele. Se curata articulatia sabotului |
|||
|
Deformarea garniturilor datorita amestecarii a doua lichide de marci diferite |
Se spala intreg sistemul cu alcool, se inlocuieste lichidul si se monteaza garnituri noi |
|||
2.2 INTRETINEREA INSTALATIEI DE FRANARE CU ACTIONARE HIDRAULICA
Se prezinta urmatoarele recomandari:
a) Sa nu se uite sa se verifice cu regularitate nivelul lichidului de frana din rezervorul compensator. Nivelul trebuie sa fie la reperul "maxim" fara a-l depasi; in cazul lipsei de lichid, se va adauga lichid de aceeasi calitate, omologat de constructor. De asemenea, sa se verifice daca orificiul de legatura cu atmosfera, amplasat in capacul rezervorului, este destupat. Daca in rezervor nu mai exista lichid de frana, dar totusi exista frana de picior, nu se va pleca in cursa lunga, ci, la cel mai important atelier specializat, se va verifica cauza pierderilor de lichid si se va face obligatoriu completarea si aerisirea circuitului.
Este interzis sa se recupereze lichidul purjat din instalatie, deoarece, in timpul golirii acestuia, este posibila aparitia in lichid a unor impuritati (praf, apa etc.).
b) La coborari lungi si cu declivitate mare, se va folosi frana de motor, combinata cu usoare franari intermitente.
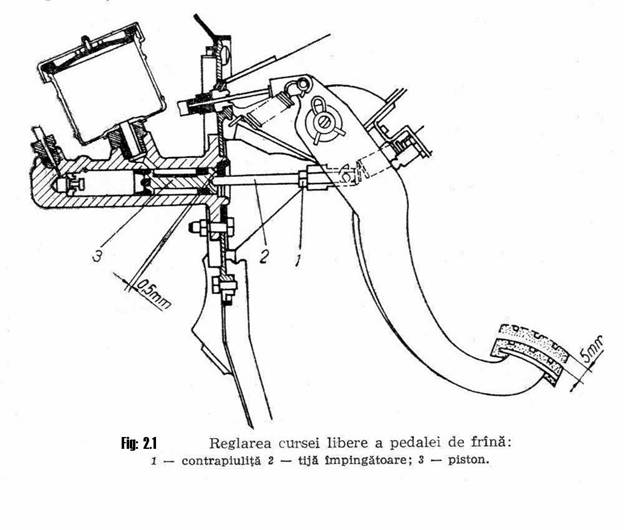
c) Se va da atentie reglarii cursei libere a pedalei de frana. In scopul evitarii realizarii unei presiuni permanente in instalatia de franare, intre tija de actionare si capul pistonului cilindrului principal de frana (pompa centrala), trebuie sa existe intotdeauna un joc, de circa 0,5 mm, ceea ce corespunde unei curse libere de 5 mm la pedala de frana (fig: 2.1).
Cursa libera a pedalei de frana se regleaza astfel:
se deblocheaza contrapiulita 1 din capul tijei impingatoare 2;
se roteste tija impingatoare 2 pana ce la pedala de frana se realizeaza un joc de 5 mm, care corespunde unui joc intre capul tijei impingatoare si capul pistonului 3 al cilindrului principal de 0,5 mm;
se blocheaza contrapiulita 1;
se verifica din nou cursa pedalei frana care trebuie sa fie de 5 mm.
d) Se va controla aerisirea circuitului de franare, care se realizeaza prin doua metode:
metoda clasica de aerisire la pedala;
metoda moderna - cu dispozitive speciale.
Prezenta aerului in circuitul de franare se poate observa prin faptul ca pedala de frana se deplaseaza elastic, uneori pana la planseu.
In cele ce urmeaza, este descrisa metoda clasica de aerisire a circuitului de franare care poate fi utilizata chiar de unii posesori de autoturisme care au conditii de lucru in garajele proprii.
Inainte de a incepe operatia propriu-zisa de aerisire, se va procura:
lichid de frana de aceeasi marca (SAE 70 R 3);
un vas de circa 350-500 ml;
un tub elastic transparent din polietilena sau cauciuc.
Operatia de aerisire se va efectua de catre doua persoane: una va lucra la aerisirea la roata, iar cealalta va sta in autoturism pentru apasarea pe pedala de frana.
Procedeul de lucru este urmatorul (fig: 2.2):
se umple rezervorul de compensatie cu lichid de frana de tipul SAE 70 R 3 sau echivalent;
se asaza pe surubul de aerisire un capat al tubului de plastic 1, transparent, iar celalalt capat se introduce in vasul 2 cu lichid de frana;
se deschide usor surubul de aerisire concomitent cu apasarea lenta a pedalei de frana;

cand pedala de frana a ajuns la podea, se inchide surubul de aerisire si se lasa sa revina usor pedala;
se repeta aceasta operatie pana ce in vas nu mai apar bule de aer;
In acelasi mod, se repeta operatia la toate rotile si se completeaza lichidul in rezervorul compensator.
Se recomanda sa se aeriseasca mai intai rotile din spate (poz: b) apoi cele din fata (poz: a).
Avand in vedere ca autoturismul Dacia 1300 este prevazut cu limitator de franare, in timpul executarii operatiei de aerisire a circuitului de frana, autoturismul trebuie sa stea pe roti, pentru a se da posibilitatea circuitului de frana din spate sa fie deschis.
e) La autoturismele Dacia 1300 si derivatele sale, care nu sunt prevazute cu instalatie de franare tip servofrana, efortul de actionare pe pedala franei de picior sau la tragerea franei de mana nu trebuie sa depaseasca valoarea de 40 kgf pentru obtinerea eficacitatii maxime de franare.
2.3 DEMONTAREA, SPALAREA, CONTROLUL, MONTAREA PARTILOR COMPONENTE ALE INSTALATIEI DE FRANARE CU ACTIONARE HIDRAULICA.
Instalatia de franare cuprinde urmatoarele parti principale: mecanismul de franare propriu-zis, compus din piesele care actioneaza asupra rotilor, montate in puntile automobilului; mecanismul de transmitere a comenzii de la pedala de frana la elementele de actionare a franelor, care poate fi mecanic, hidraulic, pneumatic sau combinat si elemente de legatura .
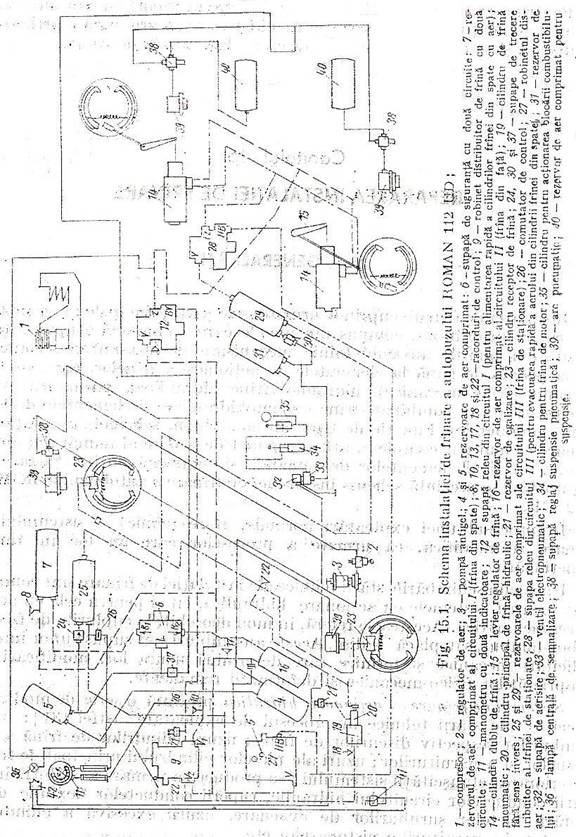
In functie de tipul automobilului, schemele instalatiei de franare se mai pot completa , atat din punct de vedere al numerelor circuitelor, cat si al elementelor de comanda si siguranta de functionare. In fig 15.1 se prezinta schema instalatiei de franare a autobuzului roman 112 UD.
In procesul unei exploatari normale, starea tehnica a sistemului de franare se modifica , ca urmare a proceselor care au loc in timpul functionarii.
Unele din schimbarile starii tehnice ale instalatiei de franare sunt comune, atat pentru sistemele cu actionare hidraulica, cat si pentru cele cu actionare pneumatica. Acestea se refera in special, in mod deosebit, la cuplurile de frecare sabot-tambur, sau placa -disc.
Aceste ansambluri sunt supuse unor intense solicitari mecanice si termice care determina uzura lor, modificari ale proprietatilor fizico-mecanice si deformatii remanente. Tehnologia de franare va depinde de solutia constructiva adoptata pentru tipul de automobil respectiv.
Fig 15.1 Schema instalatiei de franare la autobuzele Roman 112 UD
Complesorul
Demontarea complesorului (fig 15.3) de pe motor se face astfel: se slabeste intinzatorul; se desfac cureau de antrenare si conductele de refulare si de admisie a aerului, conductele de ulei si conductele de recirculare a apei de racire; se slabesc suruburile fixate. Apoi complesorul este indepartat de pe motor, se scurg uleiul si apa care eventual au mai ramas, se curata si se spala la exterior.
Demontarea complesorului in parti componente trebuie sa se faca pe un dispozitiv special (fig 15.2), care se fixeaza in menghina si va fi utilizat in timpul reparatiei, acesta avand posibilitatea de rotire a placii pe care s-a montat complesorul cu ajutorul piulitei fluture.
Demontarea complesorului presupune: desfacerea fuliei complesorului cu ajutorul unei prese de extractie , desuruband in prealabil piulita de fixare; scoaterea capacelor de inchidere de la capetele arborului cotit; demontarea chiuloasei, a blocului cilindrilor de pe carterul complesorului, precum si a supapei de ulei; extragerea rulmentilor cu bile de pe arborele cotit; scoaterea arborelui cotit; impreuna cu bielele; din carterul complesorului , pe partea superioara; demontarea bielelor de pe arborele cotit; dupa indepartarea sigurantelor de fixare a placii limitatoare si a rolelor arc si de pe arborele cotit .
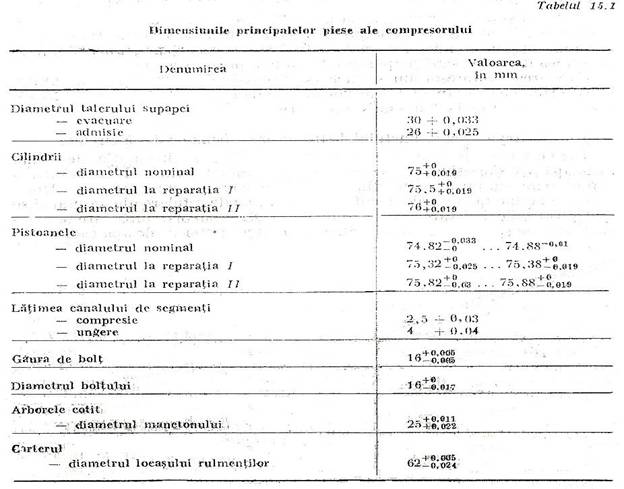
Tehnologia de reparare. Blocul cilindrilor trebuie sa aiba alezajul neted si fara coroziuni, ovalitarea maxima admisa fiind de 0,05 mm, caz in care complesorul se poate segmenta fara reparare; la depasirea ovalitatii admisibile se alezeaza cilindrii in doua trepte de reparatii. Dupa depasirea cotei de 76,1 mm, se rebuteaza. Urechile de prindere ale blocului cilindrilor fisurate sau rupte se sudeaza electric .
Pistonul nu trebuie sa prezinte urme de gripaj; in caz contrar se inlocuieste . Se verifica din punct de vedere dimensional latimea canalelor segmentilor si gaura boltului ; daca acestea depasesc limita admise, pistonul , impreuna cu segmentii, se inlocuiesc. Pentru cilindrii prelucrati la treptele de reparatii se vor folosi segmenti la cota de reparatie respective. Boltul pistonului se verifica sub aspectul uzurii si, daca are cota sub 15,08 mm, se inlocuieste . Biela se verifica daca prezinta tensionari si incovoieri. Bielele strambe care se pot indrepta prin presare la parametri indicati de constructor, se pot folosi daca nu prezinta nici un fel de inceput de fisura . Bucsele uzate din capul bielei se inlocuiesc.

Ovalitatea si conicitatea alezajului bucsei bielei admisibile sunt de maxim 0,003 mm, iar limita de uzura admisibila este de 0,2 mm . Bucsele se monteaza prin presare , avand un
+0,056 +0,017
diametru exterior de 20 mm, dupa care se alezeaza la diametru de 16 mm.
+0,036 +0,006
Bielele care au capul mare cu calea se rulare deteriorate , se inlocuiesc . Jocul maxim admisibil in lagarul bielei este de 0,010 - 0,024 mm si se obtine prin impartirea in mai multe grupe a rolelor rulmentilor marcate fiecare cu o singura culoare.
Carterul complesorului se verifica vizual si dimensional in special diametrul locasului pentru rulmentii de sprijin ai arborelui cotit .
Arborele cotit se verifica la diametrul manetoanelor si diametrul lagarului principal. In cazul in care sunt cele indicate , se inlocuieste .
Suprafata conica si canalul pentru pana uzate se incarca cu sudura electrica si se prelucreaza la cotele nominale. Chiuloasa complesorului , care prezinta fisuri in zona scaunelor de supape , se rebuteaza . Scaunele supapelor nu trebuie sa se prezinte bavuri sau puncte de uzura. In cazul in care se constata neregularitati ale suprafetelor; se slefuiesc pe o placa plana . Piesele supapelor nu pot fi reparate, cele uzate inlocuindu-se. Dupa montare, se verifica din punct de vedere al etanseitatii, la o presiune de 8 daN/cm2, iar capacele supapelor se strang cu o cheie dinamometrica cu un cuplu de 2 daNm.
Montarea complesorului . Inainte de montare, piesele componente se spala din nou, operatiile de montaj efectuandu-se in ordinea inversa demontarii. La montarea bielelor pe arborele cotit, rulmentii cu rolele se ung cu ulei, dupa care arborele cotit cu bielele montate se introduce in cater; apoi se preseaza rulmentii cu bile si se monteaza capacele anterior si posterior. Se verifica jocul axial al arborelui cotit, al carui valoare trebuie sa fie de 0,0- 0,2 mm, aceasta asigurandu-se prin saibe montate intre posterior si caterul complesorului . Apoi se monteaza segmentii pe pistoane; distanta dintre capetele acestora in stare montata in cilindru trebuie sa fie de 0,2-0,5 mm. Se monteaza pistoanele pe biele, boltul fiind fixat in umerii pistonului si cu un joc admisibil de 0,010- 0,024 mm in bucsa bielei, cu montarea blocului cilindrilor. La montare, capetele segmentilor trebuie sa fie decalate cu 90s, verificandu-se jocul pistonului in PMI, a carui valoare nu trebuie sa depaseasca 0,65 mm . Montarea chiuloasei se face in stare ambalata , piulitele strangandu-se cu un cuplu de 3 daNm.
Repararea robinetului distribuitor de frana cu doua circuite.
Demontarea . Incepe cu evacuarea aerului din instalatia de frana, prin apasari succesive pe pedala de frana, continuand cu curatirea suprafetelor din jurul robinetului si zonele de contact cu racordurile . Dupa aceea se desfac racordurile de alimentare si cele de refulare a aerului si se scot suruburile de fixare a robinetului de pe placa de transport, dupa care se indeparteaza . Se spala la exterior robinetul cu un jet puternic de apa calda .
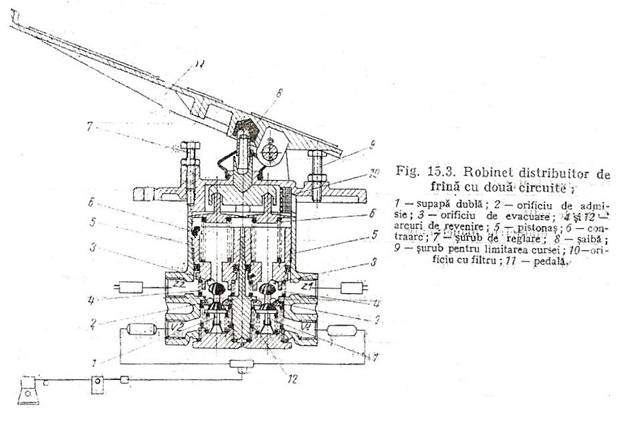
Demontarea robinetului in piesele componente consta in: desfacerea pedalei de frana, prin inlaturarea boltului si stiftului de fixare , precum si a suruburilor de fixare a partii superioare; scoaterea talerelor, contraarcurilor si pieselor de actionaare; Demontarea supapelor duble si a scaunelor, dupa desurubarea capacelor de inchidere a locasurilor supapelor.
Tehnologia de reparare. Se verifica cu atentie piesele componente si, in cazul constatarii unor defectiuni, legate in special de uzura garniturilor de atasare si ruperea sau pierderea elasticitatii arcurilor, repararea se face prin inlocuirea pieselor respective cu altele noi.
Montarea. Se face in succesiune inversa operatiilor de la demontare, respectandu-se urmatoarele recomandari: piesele din cauciuc sa fie spalate cu apa calduta si cu sapun si apoi uscate ; garniturile de etansare si supapele metalice care intra in contact cu acestea sa fie unse cu un strat subtire de unsoare de consistenta; celelalte fete ale pieselor se ung si ele cu unsoare de consistenta.
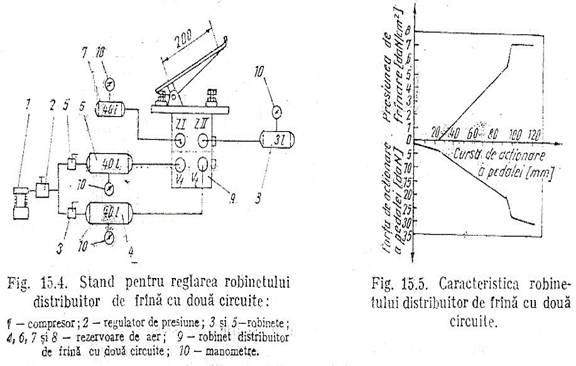
Verificarea si reglarea. Avand in vedere rolul robinetului distribuitor de frana in ansamblul instalatiei de franare , aceasta operatie este absoluta obligatore si trebuie facuta cu mare atentie . Reglarea se efectueaza pe un stand special amenajat (fig 15.4 )
. Cursa pedalei trebuie reglata astfel ca supapa sa actioneze dupa o cursa moarta de 15 mm (4,5s), iar intreaga cursa sa nu depaseasca 20mm (34s).
Caracteristic robinetului distribuitor cu doua circuite este faptul ca ambele circuite lucreaza sincron fig 15.5. In caz contrar, se verifica forta arcurilor la ambele supape.
Presiune de franare trebuie sa creasca uniform in ambele circuite (respectiv rezervoarele 7 si 8) , iar diferenta de presiune admisibila intre circuite , la o presiune de 6 daN/cm, nu trebuie sa depaseaca 0,2 daN/cm , timpul de umplere al rezervoarelor 7 si 8 trebuie sa fie intre 0,6 s, iar cel de aerisire de 1s.
Repararea cilindrului dublu de frana.
Demontarea de pe autobuz se face in ordinea urmatoare: scoaterea boltului si a tijei de actionare cu levierul reglabil de frana; demontarea racordului cilindrului de lucru si a arcului de acumulare; desfacerea prezoanelor de fixare, dupa care se indeparteaza cu atentie avand in vedere greutatea lui .
Demontarea in parti componente a cilindrului dublu de frana BZ 6609 (fig 15.6) consta in : desfacerea colierului de fixare a mansonului de protectie, indepartandu-se tija pistonului si piesa de ghidare; demontarea sigurantei inelului de fixare, scotandu-se inelul si capacul cilindrului de lucru, aerul, pistonul, si garniture de etansare; demontarea cilindrului arcul de acumulare , utilizandu-se un dispozitiv special deoarece, datorita fortei arcului, exista pericolul producerii unor accidente grave; prins in dispozitiv, se indeparteaza clema inelul de fixare, dupa care, prin slabirea dispozitivului , se produce decomprimarea arcului, in mod treptat; se scoate cilindrul din dispozitiv , se indeparteaza capacul de inchidere arcul si pistonul cu tija de actionare.

Tehnologia de reparare. Garniturile de etansare uzate, membranele sparte, arcurile rupte sau cu deformatii remanente se inlocuiesc. Piesele din metal fisurate sau crapate se pot suda pe exterior. Suprafata cilindrilor in interior trebuie sa fie neteda si fara uzura, in caz contrar trebuie inlocuit cilindrul.
Montarea. Se face in ordinea inversa operatiilor efectuate la demontare, acordandu-se o mare atentie montarii arcului de acumulare pentru care trebuie sa foloseasca dispozitivul special folosit la demontare. Suprafetele interioare ale cilindrului si golul buzelor garniturilor de etansare se vor unge cu unsoare consistenta.
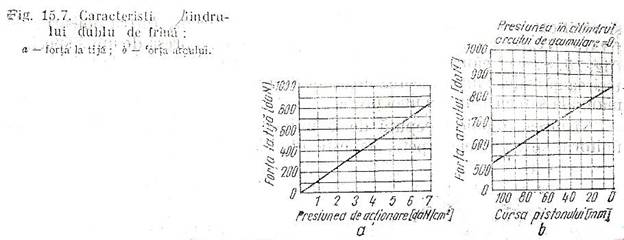
Verificarea cilindrilor dubli de frana. Se face pe un stand de proba si consta dintr-o verificare la o presiune de 8 daN/cm, timp in care nu se admit scapari de aer. Verificarea functionala se face pe baza diagramelor din fig 15.7, aerul de forta intrand in functiune la 5 daN/cm.
Demontarea mecanismului de franare de pe autobuz necesita urmatoarele operatii:
Pentru mecanismul de franare de la frana fata
Slabirea piulitelor rotilor, suspendarea partii din fata pe capre metalice si demontarea rotilor.
Demontarea butucilor rotilor, prin scoaterea: capacului, sigurantei, contrapiulitei, piulitei crenelata si rulmentului exterior. Butucul rotii impreuna cu tamburul se demonteaza cu ajutorul unei prese adecvate.
Demontarea mecanismului de franare necesita: scoaterea suruburilor- siguranta de fixare a bolturilor pentru saboti; extragerea bolturilor se face cu ajutorul unei prese adecvate; indepartarea arcurilor rapel si a sabotilor de frana de pe discul portsaboti; demontarea cilindrului receptor de frana si scoaterea bucselor bolturilor, sabotilor de frana si bucsei camei de frana, cu ajutorul unor dispozitive adecvate.
Pentru mecanismul de franare de la puntea spate:
Slabirea piulitelor rotilor, suspendarea partii din spate pe capre metalice si scoaterea rotilor .
Demontarea suportilor si tamburilor de frana; a tablei de protectie a spatiului mecanismului de franare, a surubului si sigurantei de fixare a bolturilor sabotilor, a boltului sabotilor, a arcului de rapel si a sabotilor de frana.
Pentru demontarea arborelui cu cama, este necesar sa se demonteze levierul
reglabil si apoi suportii de sustinere, fixati de carcasa puntii cu cate doua suruburi.
Tehnologia de reparare. Principalele defectiuni care apar in timpul exploatarii sunt: impurificarea cu ulei sau uzura garniturilor de frictiune; deformara sabotilor de franare si decalibrarea gaurilor de fixare a garniturilor de frictiune; uzarea tamburilor de frana si a camelor; slabirea sau ruperea arcurilor sabotilor de frana.
Patrundera uleiului in garniturile de frictiune se elimina prin spalarea intr-un solvent si strunjirea unui strat foarte subtire de 0,5 mm.
Inlocuirea garniturilor de frictiune . Garniturile de frictiune uzate pana la nivelul niturilor se inlocuiesc; in care scop sunt necesare urmatoarele operatii: indepartarea niturilor vechi , prin depresare sau gaurire; curatirea de murdarie a sabotului si verificarea sub aspectul formei; verificarea gaurilor pentru bolturile de fixare; fixarea garniturilor de frictiune pe sabot cu o presa de mana speciala fig 15.8 si gaurirea acestora; desprinderea garniturilor de pe sabot si tesirea gaurilor ; introducerea niturilor de aluminiu si nituirea manuala sau cu ajutorul unei prese .
Nituirea trebuie inceputa de la mijlocul garniturilor , continuandu-se uniform spre ambele capete. Nu este admisa existenta unei distante intre garnitura si saboti; dupa strunjire, capatul nitului trebuie sa fie cu minimum 2-3 mm sub suprafata garniturii de frictiune.

Capetele garniturilor se tesesc conic. Pentru a asigura o suprafata de contact cat mai mare intre tamburi si garniture, precum si pentru aducerea sabotilor la cota tamburilor , este necesara strunjirea garniturilor , operatie ce se poate efectua pe un strung, folosind un dispozitiv special.
Defectiunile care apar la saboti de frana pot fi remediate in felul urmator. Uzura suprafetei de lucru a sabotului se remediaza prin incarcare de sudura si ajustare la dimensiunile initiale. Deformarea suprafetei curbe se redreseaza prin indreptarea la forma initiala; daca nu se poate , sabotul se inlocuieste . Uzura gaurii de prindere a arcului si a gaurii pentru bolturile de reazem se reconditioneaza prin incarcare cu sudura si preluare la cota nominala.
Repararea tamburilor . Tamburii de frana se construiesc, in general , din fonta cenusie . Tamburii de frana se rebuteaza daca prezinta fisuri de orce natura sau pozitie; gaurile buloanelor sunt ovale sau sunt la dimensiunea maxima admisa de constructor. Defectiunile cele mai frecvente care apar la tamburii de frana sunt: rizuri si santuri inelare sau uzura pe suprafata de lucru. Eliminarea defectelor enuntate se efectueaza prin strunjire la o treapta de reparatie , in straturi de 1mm, fara a depasi insa 3 mm fata de diametrul nominal al tamburului . Ovalitatea si conicitatea admisibile pentru suprafata de lucru sunt de 0,5 -1 mm . In stare montata pe butuc , bataia suprafetei de lucru trebuie sa sa fie de maximum 0,25 mm.
Defecte care pot aparea la camele de actionare a sabotilor se pot remedia prin rectificare la cote de reparatii sau incarcare cu sudura si prelucrare la cotele nominale.
Arcurile de la sabotii de frana slabite, deformate remanent sau rupte, se inlocuiesc . In afara celor aratate, din circuitele de comanda pneumatica se mai repara: supapele de dirijare a aerului , regulatorul de presiune , camera de frana etc.
La repararea supapelor si a elementelor de protectie din instalatia de franare , se inlocuiesc toate garniturile de etansare , arcurile de presiune si alte piese componente care nu mai sunt corespunzatoare.
2.4 REPARAREA SISTEMULUI DE FRANARE
Corpul pompei centrale poate prezenta urmatoarele defecte care se inlatura dupa cum urmeaza:
diametrul interior uzat se reconditioneaza prin alezare si honuire la cotele de reparatii cu respectarea conicitatii si ovalitatii de 1 mm. La asamblare, se vor utiliza pistoane si garnituri majorate corespunzator;
filetele deteriorate se reconditioneaza prin refiletare la dimensiune de reparatie;
gaurile de prindere ovalizate se reconditioneaza prin majorarea lor, la montaj utilizandu-se suruburi majorate ;
inlocuirea corpului pompei centrale se face daca prezinta defecte : fisuri, crapaturi su rupturi de orce natura si pozitie; rizuri adanci, pete sau pori pe suprafata alezjului care nu pot fi indepartate prin alezare la ultima treapta; deteriorarea filetelor mai mult de doua spire; diametrul de lucru peste limita admisa ; stirbituri ale canalului pentru siguranta pe mai mult de 15% din circumferinta.
Pistonul pompei centrale . Diametrul exterior uzat se reconditioneaza prin strunjire la cota de repratie .
Inlocuirea pistonului pompei centrale se face daca prezinta defecte : fisuri de orce natura si pozitie; diametrul exterior sub limita admisibila .
Cilindrul receptor poate prezenta urmatoarele defecte care se inlatura dupa cum urmeaza :
diametrul interior uzat se reconditioneaza prin alezare si honuire la cotele de reparatii cu respectarea conicitatii si ovalitatii de 0,1 mm. La asamblare , se utilizeaza pistoane si garnituri majorate corespunzator.
filetul suruburilor de prindere deteriorat se reconditioneaza prin refiletarea la dimensiunea de reparatie, utilizandu-se la montaj suruburi majorate;
suruburile de prindere rupte in interiorul gaurii filetate se extrag prin gaurire, apoi se refileteaza gaura la dimensiunea de reparatie;
deteriorarea filetului sau uzura scaunului supapei se reconditioneaza prin filetare la dimensiunea de reparatie, utilizand la asamblare o supapa cu filet si scaun majorat;
inlocuirea cilindrului receptor se face daca prezint defecte: fisuri, crapaturi sau rupturi, indiferent de pozitie sau marime; rizuri adanci, pete sau pori care nu pot fi indepartati la ultima treapta; diametru de lucru peste limita admisibila;
Dupa prelucrarile mecanice, se efectueaza o proba hidraulica la presiunea de 150 bar, timp de doua minute, cu lichid de frana sau cu o solutie de soda ( soda calcinata max 1,5 % si bicarbonate de calciu max. 0,07%).
Tamburul de frana poate prezenta urmatoarele defecte care se inlatura dupa cum urmeaza:
rizurile si canalele inelare se reconditioneaza prin strunjire la treptele de reparatie;
gaurile de prindere pe butuc uzate se reconditioneaza prin executarea altor gauri decalate, gaurile uzate obturandu-se prin dopuri false asigurate prin puncte de sudura;
inlocuirea tamburelor franei are loc daca prezinta defecte: fisuri sau crapaturi de orce natura si pozitie; diametru de lucru mai mare decat valoarea admisa .
Axul camei de actionare a sabotilor poate prezenta urmatoarele defecte care se inlatura dupa cum urmeaza:
suprafata de lucru a camei uzata se reconditioneaza prin rectificarea profilului la forma initiala pe adancimea de maximum 0,8 mm;
TEMA III
Capitolul 1. MARKETINGUL UNEI STATII SERVICE PENTRU AUTOMOBILE
Generalitati
In ultimii ani , pe plan mondial industria de automobile prospera, in ciuda mentinerii crizei combustibilului si a cresterii insemnate a preturilor.
In prezent, in tara noastra sunt in circulatie peste 1,5 milioane automobile de productie autohtona la care se adauga aproximativ 150000 automobile provenite din import.
Avandu-se in vedere cele mentionate , circulatia automobilelor in anumite zone nu realezeaza un trafic fluent de automobile si majoritatea automobilelor prezinta un grad avansat de utilizare deci si de uzare ,necesitind astfel un volum foarte mare de servicii de asistenta tehnica si service.
De asemenea noul cod rutier solicita permanent inspectia tehnica la automobilele , omologari de piese, materialeauto si instalatii speciale montate pe automobile , toatea acestea contribuind la cresterea sigurantei circulatiei automobilelor pe drumurile publice .
Principali factori care pot inflenta direct necesitatea constructiei de statii service pentru automobile sunt :
cresterea gradului de motorizare a populatiei
cresterea gradului de urbanism a determinat cresterea numarului de utilizatori de automobile,
cresterea numarului de turisti care se deplaseaza cu automobilele ,
marirea sigurantei circulatiei pe drumurile publice , in concordanta cu cresterea traficului rutier.
Progresul tehnic , ridicarea nivelului de trai al posesorilor de automobile , cresterea exigentelor privind intretinerea si repararea automobilelor , economisirea timpului , explozia aplicarii electronicii in productia de automobile ,etc., toate conduc la necesitatea realizarii unei asistente tehnice si service la automobile in unitati specializate numite
'Statii service pentru automobile '
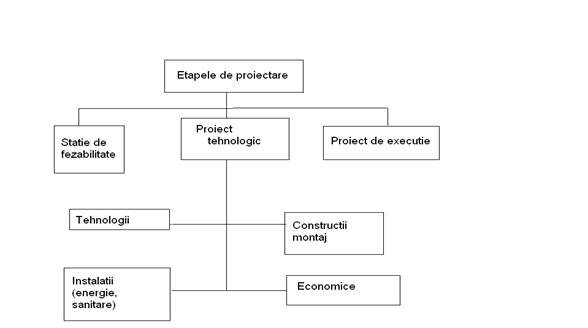
Fig 1 Fazele de elaborare a unui proiect tehnologic pentru activitatea
de service pentru automobile
1.2. Elaborarea studiului de fezabilitate
Atunci cind se intocmeste unstudiu de fezabilitate, necesar proiectarii unei stati de service pentru automobile , proiectul de tehnologie terbuie sa cunoasca o serie de date si informatii tehnice, dintre care se mentioneaza :
destinatia si functia obiectivului
nr de automobile ce urmeza sa fie deservite tehnic si acelor care tranziteaza prin zona ;
caracteristicile tehnice ale automobilelor deservite tehnic, indeosebi : caracteristice dimensionale exterioare , gradul emisilor poluante chimice si auditive , greutatea automobilului, capacitatea carterelor, tipuri de motoare folosite la automobile si caracteristicile lor ;
regimul de utilizare al automobilelor si remorcilor deservite tehnic.
Regimul de intretinere tehnologica , de diagnosticare si reparati ale automobilelor
Studiul de fezabilitate trebuie sa ccuprinda o serie de conditi tehnice privind : amplasarea obiectivelor, tratarea problemelor administrative si juridice , probleme solicitate de constructor privind tipul constructiei, instalatiei energetice , cerintele de mediu , costurile aferente investitiei, perioada amortizarii acestoara si rentabilitatea obiectivelor.
Din punct de vedere al amplasarii obiectivului, proiectantul tebuie sa tina seama de recomandarile tehnologice de sistematizare a obiectivului si a zonei, de posibilitatile energetice in zona si de cerintele legate de poluarea mediului inconjurator.
Spatiul aferent statiei de service trebuie sa satisfaca cerintele circulatiei rutiere, parcarea automobilelor si tehnologia de lucru pentru automobile.
1.3. Elaboraea proiectului tehnologic
Proiectare tehnologica a unei statii service pentru automobile cuprinde 2 faze : tema de proiectare si proiectul tehnologic propriu_zis.
La baza temei de proiectare stau sarcinile sau cerintele tehnologice care trebuie sa cuprinda datele :
Motivatia proiectarii obiectivului,
Tipurile de automobile deservite tehnic,
Structura si cerintele activitatiide service,
Amplasarea constructiei
Fluxul tehnologic solicitat pentru satisfacerea cerintelor activitati de service
Valoarea orientativa ainvestitiei,
Durata constructiei
Existenta posibilitati de racordare a consumurilor energetici din statia de service ,
Acordul de pricipiu de pentru sistematizare , etc.
Proiect tehnologic se realizeaza in functie de cerintele temei de proiectare , constind din :
1.4. Elaborarea proiectului de exploatare
Proiectul tehnic de exploatare se elaboreaza pe baza datelor mentionate in proiectele tehnologice aprobate , cuprizind elementele :
Capitolul 2. CALCULUL CAPABILITATII TEHNOLOGICE A STATIEI DE SERVICE PENTRU AUTOMOBILE
2.1.Calculul capabilitatii tehnologice pentru deservirea tehnica a automobilelor cu capacitate peste 3 tone
Pentru automobilele destinate transportului de marfuri si personae, determinarea programului de productie pentru o societate comerciala specializata in activitate de intretinere si reparatii, se face avand la baza datele initiale:
A![]() = 15 (nr. de
automobile pentru deservire);
= 15 (nr. de
automobile pentru deservire);
Z![]() = 365 (nr. de zile
calendaristice);
= 365 (nr. de zile
calendaristice);
PMZ = 200 Km (parcursul mediu zilnic al automobilului);
C![]() = 1 (coeficientul
mediu de drum);
= 1 (coeficientul
mediu de drum);
CUP = 0,9 (coeficientul de utilizare al parcului).
Parcursul echivalent annual se calculeaza cu relatia:
![]() [km echivalenti]
[km echivalenti]
Pentru o societate comerciala care exploateaza si deserveste ethnic
automobile, volumul de munca sau prestari servicii , ![]() , se calculeaza in
functie de parcursul echivalent al autovehiculelor si structuriile de deservire
tehnica specifice fiecarei unitati.
, se calculeaza in
functie de parcursul echivalent al autovehiculelor si structuriile de deservire
tehnica specifice fiecarei unitati.
Pentru calcul se foloseste relatia:
![]() [ore-om]
[ore-om]
Volumul de munca ![]() , pt. fiecare
structura de deservire tehnica se determina cu relatiile:
, pt. fiecare
structura de deservire tehnica se determina cu relatiile:
-Spalare: ![]() [ore-om]
[ore-om]
-Gresare-ungere: ![]()
![]() [ore-om]
[ore-om]
-Inspectii tehnice: ![]() [ore-om]
[ore-om]
-Reparatii curente: ![]() [ore-om]
[ore-om]
Volumul total de prestari servicii va fi :
![]() [ore-om]
[ore-om]
2.2. Calculul numarului posturilor de lucru necesare deservirii tehnice a automobilelor
Conform normelor tehnice in vigoare, prin post de lucru se intelege suprafata aferenta desfasurarii activitatii service in bune conditii, incluzand suprafata de gabarit a automobilului proiectata la sol si suprafetele aferente instalatiilor :
N![]() =
=![]() [buc]
[buc]
T![]() =
= ![]() [ore]
[ore]
N![]() =
= ![]() [buc]
[buc]
Pt. spalare se foloseste relatia :
N![]()
![]() [buc]
[buc]
Pt. ungere si schimb ulei :
N![]()
![]() [buc]
[buc]
Pt. inspectii tehnice :
N![]()
![]() [buc]
[buc]
Pt. reparatii curente la automobile :
N![]()
![]() [buc]
[buc]
2.3. Calculul fortei de munca
Forta de munca totala se calculeaza avand la baza
fondul anual de prestari servicii pentru activitatea de service auto (M![]() ) si timpul anual
disponibil al unui muncitor (T
) si timpul anual
disponibil al unui muncitor (T![]() ), relatia de
calcul fiind urmatoarea :
), relatia de
calcul fiind urmatoarea :
N![]() =
=![]() [muncitori]
[muncitori]
T![]() =
= ![]() [ore]
[ore]
In care :
z![]() - numarul de zile
calendaristice (365 zile);
- numarul de zile
calendaristice (365 zile);
z![]() - numarul
sarbatorilor legale si zilele nelucratoare conform codului muncii (106 zile);
- numarul
sarbatorilor legale si zilele nelucratoare conform codului muncii (106 zile);
z![]() - zile concediu de
odihna (24 zile);
- zile concediu de
odihna (24 zile);
t![]() - timpul de lucru
al uni muncitor pentru un schimb (8 ore);
- timpul de lucru
al uni muncitor pentru un schimb (8 ore);
n![]() - numarul de
schimburi (1).
- numarul de
schimburi (1).
T![]()
![]()
![]() [ore]
[ore]
N![]()
![]() [muncitori]
[muncitori]
2.4. Calculul suprafetelor tehnologice si auxiliare
2.4.1 Calculul suprafetelor tehnologice
Suprafetele tehnologice reprezinta spatiile unde se desfasoara activitati de mentenanta sau intretinere si reparare la automobile ,respectiv spatiile adecvate circulatiei interioare a automobilelor,a personalului de deservire si a mijloacelor interne de transport.
Suprafata tehnologica corespunzatoare posturilor de lucru se calculeaza cu relatia :
S![]() = N
= N![]() S
S![]() S
S![]() [m
[m![]() ]
]
Unde:
S![]() = suprafata tehnologica corespunzatoare posturilor de lucru;
= suprafata tehnologica corespunzatoare posturilor de lucru;
N![]() = numarul
posturilor de lucru;
= numarul
posturilor de lucru;
S![]() = suprafata de
gabarit a automobilului, proiectata la sol;
= suprafata de
gabarit a automobilului, proiectata la sol;
S![]() = suprafata
corespunzatoare a culoarelor de trecere pentru automobile
= suprafata
corespunzatoare a culoarelor de trecere pentru automobile
, se considera : S![]() =3,5 - 4,5 [m
=3,5 - 4,5 [m![]() /m
/m![]() ST]
ST]
S![]() =8 12 4 = 384
[m
=8 12 4 = 384
[m![]()
Alegerea distantelor dintre automobile si dintre automobil si constructie se face pe baza gabaritului automobilului, acesta putand fi in una din categoriile mentionate in tabelul urmator.
|
Categorie automobile |
Lungime, L, [m] |
Latime, l, [m] |
|
I |
<5 |
<1.8 |
|
II |
5.1-6 |
1.9-2.2 |
|
III |
6.1-8 |
2.3-2.5 |
|
IV |
8.1-10 |
2.6-2.8 |
|
V |
>10 |
>2.8 |
Distanta dintre partile laterale a doua automobile (figura 2.1):
- pentru categoriile I, II, III: d1 = 1.2 m
- pentru categoria IV: d1 - 1.5 m
- pentru categoria V: d1=2.5 m
(daca L sau 1 nu corespund cu indicatiile din tabelul de mai sus, atunci categoria automobilului va fi adoptata in functie de dimensiunea cea mai mare).
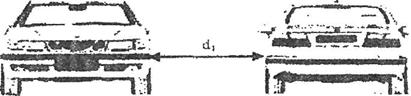
Fig. 2.1.
Distanta dintre partile laterale a doua automobile, d1
Aleg d1= 1.2 m

Fig. 2.2 Distanta frontala dintre automobile, d2 = 1 - 1,2 m
Aleg d2= 1m

Fig. 2.3. Distanta dintre automobil si perete sau instalatie fixa,
D3 = 1,2 -1,5 m
Aleg d3 = 1.5m
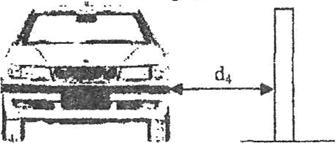
Fig. 2.4. Distanta dintre automobil si stalp sau coloana de sustinere,
d4 = 0,7 - 0,8 m
Aleg d4 = 0.8

Fig. 2.5. Distanta dintre automobil si partile exterioare ale cladirii,
d5 =1,5 m
Inaltimea incaperilor pentru posturile de deservire tehnica a automobilelor se determina in functie de inaltimea maxima a automobilului si de inaltimea de ridicare a instalatiilor de ridicat sau a rampelor.Inaltimea la nivelul grinzii trebuie sa fie mai mare de 3.5 m.
2.4.2 Calculul culoarului de trecere al automobilului
Culoarul de trecere reprezinta suprafata rezervata deplasarii si manevrabilitatii automobilului, atat in interiorul halei de intretinere - reparare, cat si in exteriorul acesteia sau pentru parcari.
La calculul latimii culoarului de trecere a automobilului in linie dreapta sau in viraje se foloseste relatia urmatoare :
U=![]() [m]
[m]
unde:
z = spatiul de siguranta intre automobilele stationate pe postul de lucru si zid sau cele in miscare (0,3);
R = raza de bracare a rotilor;
E = ecartamentul;
![]() = unghiul dintre
axa postului de lucru si axa culoarului de trecere.
= unghiul dintre
axa postului de lucru si axa culoarului de trecere.
U= ![]() [m]
[m]
2.4.3 Calculul suprafetelor auxiliare (netehnologice)
Intr-o unitate de exploatare si deservire tehnica a automobilelor suprafetele auxiliare sunt determinate de:
-suprafetele necesare atelierelor anexe de reparatii si reconditionari la subansamblele automobilelor,de prelucrari mecanice,echipament electric
-suprafete pentru parcarea automobilelor
-suprafete rezervate magaziilor de piese si materiale auto
Suprafetele auxiliare se calculeaza in functie de elementele;
-numarul de muncitori care lucreaza intr-un atelier si suprafata specifica necesara unui muncitor productiv
-numarul,tipul,si dimensiunile de gabarit ale utilajelor sau instalatiilor folosite
-suprafata de gabarit a automobilelor
2.4.3.1.Dimensionarea atelierelor anexe
Calculul suprafetelor pentru atelierele anexe se face folosind urmatoarea relatie :
S![]() = S
= S![]() + S
+ S![]()
![]()
 [m
[m![]()
Unde :
S![]() = suprafata pentru atelierul anexa, in [m
= suprafata pentru atelierul anexa, in [m![]() ];
];
S![]() = suprafata specifica pentru primul muncitor productiv, in [m
= suprafata specifica pentru primul muncitor productiv, in [m![]() ];
];
S![]() = suprafata
specifica pentru urmatorii muncitori productivi, in [m
= suprafata
specifica pentru urmatorii muncitori productivi, in [m![]()
N![]() = numarul de muncitori productivi care lucreaza
in atelier;
= numarul de muncitori productivi care lucreaza
in atelier;
n![]() = numarul de schimburi de lucru in atelier.
= numarul de schimburi de lucru in atelier.
Pentru lacatuserie :
S![]() = 33 [m
= 33 [m![]()
Pentru tinichigerie :
S![]() = 52 [m
= 52 [m![]() ] ;
] ;
Pentru atelierul electric :
S![]() =35 [m
=35 [m![]() ] ;
] ;
Pentru vopsitorie :
S![]() = 50 [m
= 50 [m![]() ] ;
] ;
Valorile SM si
SM![]() sunt date in tabelul urmator.
sunt date in tabelul urmator.
Suprafata specifica - muncitorilor si coeficientul de densitate al utilajelor
|
Denumirea atelierului |
Suprafata specifica -muncitorilor [ m2 ] |
Coeficient de compactitate utilaje, ku |
|
|
SM |
SM |
||
|
Lacatuserie | |||
|
Prelucrari mecanice | |||
|
Arcuri, amortizoare, fierarie | |||
|
Tamplaric | |||
|
Tinichigerie | |||
|
Tapiterie | |||
|
Atelier electric | |||
|
Vopsitorie | |||
|
Carburatoare/injectie | |||
|
Caroserie | |||
|
Instalatia de alimentare | |||
|
Sudura, radiatoare | |||
|
Reparat agregate | |||
|
incarcare baterii acumulatoare pentru automobile | |||
|
Vulcanizare | |||
2.4.3.2 Dimensionarea magaziilor pentru piese de schimb si materiale consumabile auto
Calculul suprafetelor
magaziilor (S![]() ) pentru piese de
schimb si materiale auto se face cu ajutorul urmatoarei relatii :
) pentru piese de
schimb si materiale auto se face cu ajutorul urmatoarei relatii :
S![]() = k
= k![]() s
s![]() N
N![]() [m
[m![]() ]
]
In care :
k![]() - coeficient de densitate al materialelor depozitate ;
- coeficient de densitate al materialelor depozitate ;
s![]() - suprafata specifica pentru un automobil, in [m
- suprafata specifica pentru un automobil, in [m![]() ].
].
Suprafata magaziei de agregate si piese de schimb :
S![]() = 4,5 1,2 15=
81 [m
= 4,5 1,2 15=
81 [m![]()
Suprafata magaziei de anvelope :
S![]() = 3 0,25 15=
11,25 [m
= 3 0,25 15=
11,25 [m![]()
Suprafata magaziei de uleiuri si unsori existente :
S![]() = 2,5 0,3 15=
11,25 [m
= 2,5 0,3 15=
11,25 [m![]()
Suprafata magaziei de scule dispozitive verificatoare :
S![]() = 3,5 0,1 15= 5,25 [m
= 3,5 0,1 15= 5,25 [m![]() ]
]
Suprafata
birouri administrative = 7 [m![]() ]
]
Suprafata casierie, facturare, banca de
informatii = 5 [m![]()
Supfarata pentru
prezentarea automobilelor = 15 [m![]()
Suprafata grup social = 4
[m![]()
Suprafata comerciala
pentru deservirea clientilor automobilisti = 15 [m![]()
2.4.3.3.Dimensionarea platformelor pentru parcarea automobilelor
Marimea platformelor de parcare pentru automobile se determina in functie de numarul maxim de mijloace de transport din dotarea unitatii, dimensiunile de gabarit a acestora si tipul platformelor (deschise, semianchise, inchise).
Numarul maxim de automobile de tipul "i" (NA(1)) care trebuie parcate pe platforma unitatii de exploatatare se determina folosind relatia:
NA(i) = Ninv-Ne(i) -(NRK(i)+NRT(i)+NRC(i))=10 [buc]
NA = 15-10-( 2+1+2 ) = 10
in care:
Ninv - numarul automobilelor, respective remorcilor de tipul "i" din inventarul unitatii,
Ne(i) - numarul automobilelor, respectiv remorcilor de tipul "i" in exploatare,
NRK(i), NRT(i), NRC(i) - numarul automobilelor, respectiv remorcilor de tipul "i" aflate in
reparatii generale, revizii tehnice sau reparatii curente.
Suprafata necesara parcarii automobilelor (Sp) respectiv remorcilor de tipul "i" se
determina folosind relatia:
SP = NA(i) ∙ Sa(i = 222.32 [m2]
in care:
- Sa(i suprafata necesara parcarii unui singur automobil de tipul "i", in [m2]
Sa(i) = ![]() [m2] =
22,232[m2]
[m2] =
22,232[m2]
in care:
L - lungimea automobilului, in [ m ]
L - latimea automobilului, in [ m ]
U - latimea culoarului de trecere, in [ m ]
z,y - distante de siguranta, in [ m ].
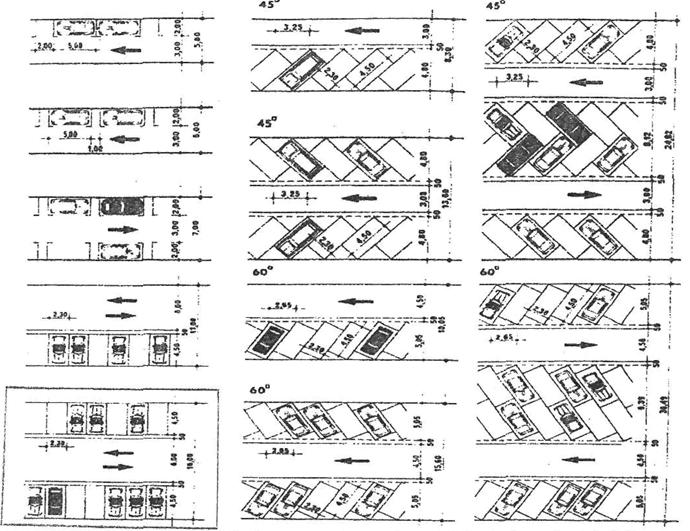
Fig.2.8.Modele de parcare si acces in unitatile de deservire tehnica
Valoarea distantelor de siguranta la parcarea automobilelor pe platforme
|
Elemente dimensionale |
Notatie |
Valoarea distantele de siguranta, functie de lungimea automobilului |
||
|
<5m |
5-8m |
>8m |
||
|
Distanta intre automobilele stationate pe posturi infundate ti perele |
z | |||
|
Distanta intre automobilele stationate alaturat: la intrarea prin mers innapoi la intrarea prin mers innainte |
y | |||
|
Distanta intre auyomobile stationate unul dupa altul |
y1 | |||
|
Distanta de siguranta a automobilului |
x | |||
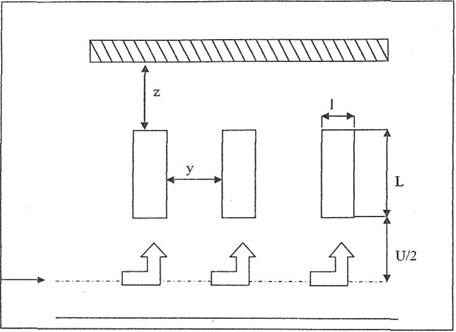
Fig. 2.9.Model de parcare si aces intr-o unitate de deservire tehnica
Suprafata necesara parcarii automobilelor se poate determina si cu relatia 2.28:
Sp
= [Ninv - NE - (NRK + NRT + NRC)]
∙ (L + x + z + ![]() ) ∙ (l + y) [m2]
) ∙ (l + y) [m2]
Suprafata totala pentru parcarea automobilelor intr-o unitate de exploatare se calculeaza cu relatia:
Sp = ![]() [m2]
[m2]
In tabelul urmator se reprezinta repartizarea procentuala a suprafetelor tehnologice si netehnologice acoperite si neacoperite intr-o statie de service pentru automobile.
|
Natura suprafetelor |
Destinatia activitatilor |
Procent din suprafata totala |
|
Acoperite (hale de intretinere, reparatii) |
Posturi de lucru productive | |
|
Activitati sociale (sanitare, vestiar, sala de mese) | ||
|
Suprafete anexe productiei: birouri, magazine sau depozit piese | ||
|
Sector comercial: prezentare si vanzari automobile, accesorii si piese |
|
|
|
Neacoperite (parcari, spatii verzi, culoar de trecere) |
Parcare automobile care astepta reparatia, livrarea sau diverse informatii | |
|
Spatii verzi, culoare de circulatie persoane si automobile | ||
|
Automobile avariate care asteapta constatari tehnice si intocmire devize pentru reparatii |
2.4.4 Dimensionarea statiei de alimentare cu combustibili
2.4.4.1. Determinarea caracteristicilor principale ale unei instalatii de alimentare cu combustibil
O statie de alimentare se compune din :
Statiile de alimentare cu combustibil pot fi dimensionate in functie de urmatoarele elemente, aceste elemente caracteristice putand fi considerate drept date initiale :
In functie de elementele mentionate, proiectantul tehnolog determina analitic sau experimental principalele caracteristici ale unei instalatii de alimentare cu combustibil, ca :
numarul posturilor de alimentare;
capacitatea rezervoarelor instalatiei, in [litri];
capacitatea de alimentare a unui post, in [l/min];
capacitatea de alimentare a automobilului, in [min/automobil].
Calculul numarului de coloane de alimentare se face cu ajutorul urmatoarei
relatii :
n![]() =
=  [buc]
[buc]
in care :
PMZ - parcursul mediu zilnic al automobilului, in [Km];
N(i) - numarul de automobile;
C![]() (i)- consumul
mediu de combustibil , [l/100Km];
(i)- consumul
mediu de combustibil , [l/100Km];
t![]() - timpul de alimentare al pompei, in [ore];
- timpul de alimentare al pompei, in [ore];
Q![]() - debitul pompei
de alimentare, in [l/h]
- debitul pompei
de alimentare, in [l/h]
![]() - randamentul statiei care tine cont de timpul
care se pierde intre doua alimentari successive (
- randamentul statiei care tine cont de timpul
care se pierde intre doua alimentari successive (![]()
CUP(i) - coeficientul de utilizare al parcului de automobile propriu (pentru
situatia cand statia de alimentare deserveste numai automobilele din dotare).
Se adopta 1 coloana de alimentare cu combustibil, benzina sau motorina.
Capacitatea rezervoarelor subterane de combustibil
(C![]() ), se determina cu
), se determina cu
relatia :
C![]() = Z
= Z![]()
![]()
 [l]
[l]
![]()
![]() [l]
[l]
Z![]() - numarul zilelor
de siguranta in aprovizionare cu combustibil pentru timp de iarna (Z
- numarul zilelor
de siguranta in aprovizionare cu combustibil pentru timp de iarna (Z![]() = 6 zile);
= 6 zile);
CUP - coeficientul de utilizare al parcului;
PMZ - parcursul mediu zilnic la tipul "i" de automobile;
N(i) - numarul de automobile de tipul "i";
K - coeficientul de corectie al consumului mediu de combustibil pentru parcursul cu incarcatura (k = 1,1);
CUP![]() - coeficientul de
utilizare al parcursului;
- coeficientul de
utilizare al parcursului;
A - coeficientul de corectie a consumului mediu de combustibil pentru anotimp (A = 1,1).
Coeficientul de utilizare al parcursului se determina cu relatia :
CUP![]()
![]()
Unde :
L![]() - parcursul de
regie, in km (10 - 20 km);
- parcursul de
regie, in km (10 - 20 km);
L![]() - parcursul cu
incarcatura, in (km);
- parcursul cu
incarcatura, in (km);
L![]() - parcursul fara
incarcatura, in (km).
- parcursul fara
incarcatura, in (km).
2.4.4.2. Amplasarea statiei de alimentare cu combustibil
In functie de numarul de alimentari zilnice, capacitatea de distribuire a coloanelor de pompare si lungime a automobilelor, statiile de alimentare pot fi amplasate astfel incat fluxul de alimentare sa fie continuu pe un singur culoar, pe doua sau mai multe culoare. In functie despecificul deserviri statiei de alimentare cu combustibil si al locului de amplasare, acesteaputand fi diferite.
Din punctual de vedere al lucrarilor exterioare trebuie tinut cont de:
De asemenea este important de cunoscut atat aspectul legat de imprejmuire cat si cel legat de accesul in statie, care poate fi relizat prin insule separatoare, benzi de decelerare, benzi de stocare (vezi fig. 2.10)
La amplasarea in teritoriu a statiilor de alimentare cu combustibil se recomanda ' respectatrea urmatoarelor conditii:
- introducere ulei in motor,
- introducere ulei in cutii de viteze,
- introducere apa in radiator,
- umflare pneuri,
- aspirarea prafului din interiorul automobilului, etc.
■ 6 metri pentru automobile,
■ 10 metri pentru autocamioane.

2.10. Amplasamentul statiei de alimentare cu carburanti pentru
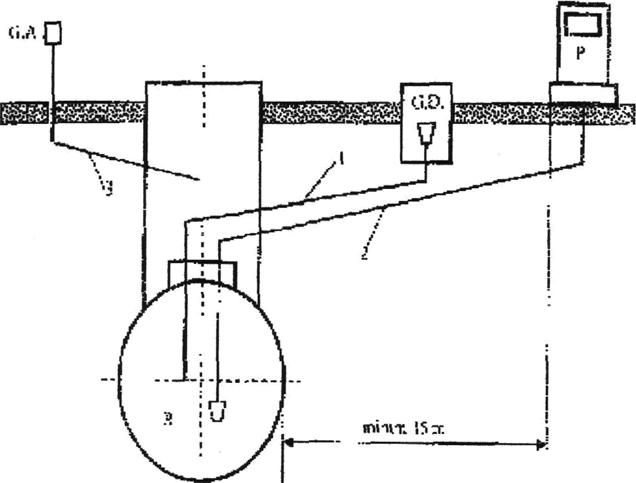
Fig.2.11.Statie de alimentare cu benzina
1 - conducta de descarcare, 2- conducta aspiratie
pompa, 3 - conducta de aerisire, R - rezen'or benzina
(200001). P- pompa de benzina, G.D. - gura de
descarcare, GA - gura de aerisire
Capitolul 3. FLUXUL TEHNOLOGIC INTR-O UNITATE DE EXPLOATARE SI DESERVIRE TEHNICA PENTRU AUTOMOBILE
3.1. Generalitati
Pentru a avea un flux tehnologic de lucru intr-o unitate de exploatare si deservire tehnica ( autobuze) sau numai pentru deservire tehnica ( servire pentru automobile ) este necesar ca unitatile administrative , atelierele de intretinere reparatii precum si anexele acestora sa fie amplasate intr-o anumita ordine astfel ca niciodata fluxul tehnologic de productie sa nu intersecteze cu fluxul de miscare a automobilelor in unitate.
Intr-o unitate de transport exista doua fluxuri tehnologice : fluxul tehnologic de productie si fluxul de circulatie al automobilelor in incita unitatii. Alegerea acestor fluxuri tehnologice se face in functie de sistemul de intretinere adoptat, de modulul de organizare al muncitorilor. Exemplu de fluxuri individuale : fluxul tehnologic continuu, fluxul tehnologic discontinuu. Caracteristicile unui flux tehnologic de productie intr-o unitate service pentru automobile sunt :
a) sa fie continuu dand o productivitate maxima la productia de intretinere,
b) sa nu permita in atelierele de intretinere - reparare manevre inutile , evitand aglomerarile , blocarile de auomobile si pericolul de acidente,
c) sa permita excluderea pericolului de incendiu,
d) sa permita reducerea timpului de intretinere -reparare
e) sa permita itretinerea mecanizarii lucrarilor de intretinere -reparare
f) sa asigure intretinerea la maxim a capacitatilor de productie a utilajelor tehnologice si instalatiilor specifice din sectorul transporturi, precum si repartizarea judicioasa a fortei de munca ,
g) sa asigure realizarea unei calitati suterioare la lucrarile de intretinere -reparare,
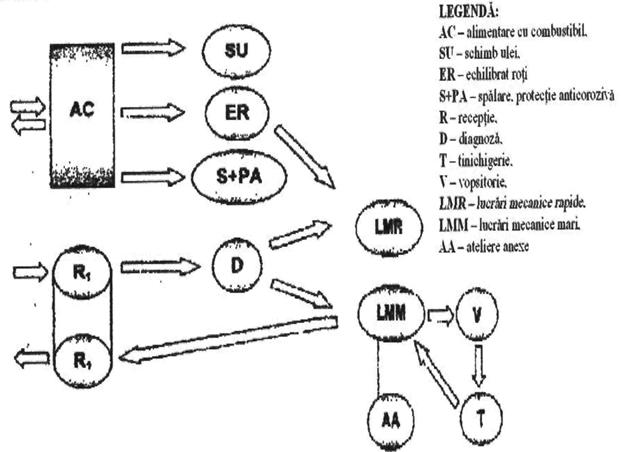
Fig. 3.1. Flux tehnologic pentru o unitate de deservire tehnica si service
3.2. Amenajarea clasica a postului de lucru intr.un atelier service pentru automobile
Intrun atelier servici pentru automobile , postul de lucru reprezinat suprafata tehnologica amplasata la sol sau pa canale , destinata efecuarii lucrarilor de control tehnic, ungere ,spalare, intretinere sau reparatii si amenajata unei utilaje si instalatii aferente fiecarei categorii de lucrari.
Posturile de lucru care efectueaza lucrari la partile inferioare ale automobilului sau la alte parti greu acesibile , trebuie sa fie prevazute cu canale de vizitare , rampe sau instalati de ridicat. Dimensionarea judicioasa a posturilor de lucru, amenajarea si specializarea acestora comstituie elementele de baza in cresterea productivitatii si ridicarea calitati lucrarilor de intetinere - reparare la automobile .
Intr-un atelier service tntru automobile posturile de lucru pot fi amplasate in flux continu sau independent , perpendicular pe axul culoarului de trecere al automobilelor inclinate sub un anumit unghi sau mixte. Posturile de lucru, in functie de specificul lucrarilor tehnologice, se pot clasifica in posturi universale , unde se pot efectua aproape toate operatiile prevazute in fisele thnologice si specializate pe tipul subansamblelor automobilului. Posturile de lucru pot fi :infundate , paralele ,sucesive ca in figura de mai sus.
Fig. 3.2. Clasificarea posturi de lucru
La un post pot lucra simultan unul sau mai multi muncitori . Continutul lucrarilor , sucesiunea lor , modul de efectuare si necesitatea lor, specializarea muncitorilor se stabilesc pentru fiecare post de lucru conform fiselor tehnologice sau caietelor de sarcini specifice.
Inlocuirea garnituri de chiuloasa
|
Nr. crt. |
Denumirea operatiei |
Aparate de control si S.D.V.-uri |
Conditii tehnice |
Norma de timp |
Obs. |
|
Asezarea automobilului pe plan de lucru |
Norme de asigurare auto pe post | ||||
|
Deblocarea si ridicarea capotei motorului | |||||
|
Demontarea cablurilor si a altor subansamble de pe capacul chiulosei |
Chei fixe sau tubulare, Ф10, 12, 17 |
- | |||
|
Scoaterea capacului de chiuloasa inpreuna cu garnitura de chiuloasa |
Cheie de bujii |
- | |||
|
Deblocarea si scoaterea prezoanelor de la chiuloasa |
Cheie tubulara Ф 19 |
Se va va respecta ordinea inversa montarii | |||
|
Slabirea culbutorilor scoaterea tijelor culbutorilor si a rampei cu culbutori |
Cheie fixa |
Tijele culbutoare se asaza pe rastel in ordinea demontarii | |||
|
7. |
Se bate usor chiuloasa , pentru desprinderea garniturii de pe chiulosa sau bloc motor |
Ceocan din plastic |
- | ||
|
8. |
Scoaterea chiulosei ansamblate si a garnitureii de chiulosa |
- |
Garnitura de chiuloasa nu se recuperaza | ||
|
Curatirea si verificarea chiuloasei : lipsa corpuri straine, santuri in materialul chiuloasei, planeitate |
Ceas comparator |
0,05mm planeitate la chiuloasa si bloc maotar | |||
|
Asezarea noii garnituri pe blocul motor si a chiuloasei pe garnitura |
- |
Asezarea garnitura are marcajul pe partea superioara | |||
|
11. |
Curatirea prin suflare a orificiilor din blocul motor si introducerea prezoanelor |
Aer comprimat | |||
|
12. |
Stringerea si fixarea prezoanelor |
Cheie dinamometrica cu capat |
Respectarea valorii cuplului de stringere (5,5 - 6,5 daNm ) si a ordinii in cruce sau spirala | ||
|
Introducerea tijelor inpingatoare in locasiurile lor sau in ordinea demontarii |
- |
- | |||
|
14. |
Asezarea si refixarea rampei culbutorilor |
Cheie tubulara |
Cuplu de stingere 1,5 - 1,7 daNm | ||
|
15. |
Reglarea jocului termic in mecanismul de distributie |
Cheie speciala cu cap Ф 13 si un calibru de distanta |
glisare cu retinere culbutor tija supapei | ||
|
Remontarea in ordine inversa a capacului de chiuloasa cu garnitura |
Cheie de bujii |
Cuplu prescris 1,1 - 1,3 daNm | |||
|
Remontarea cablurilor de comanda si altor acesorii pe capacul chiuloasei |
Chei fixe Ф 11 -19 | ||||
|
Verificarea : - nivelului uleiului in carterul motor, - nivelulul lichidului de racier in vasul de expansiune ; |
3.3.Aranjarea posturilor de lucru pe canalele de vizitare
In multe statii service, canalele de vizitare reprezinta elemente constructive foarte importante pentru activitatea de asistenta tehnica si service.
Canalele de vizitare dupa destinatia lor pot fi de tip ingust, destinate executarii lucrarilor sub automobile, tip lateral, destinate pentru majoritatea lucrarilor mecanice la automobile. in figura 3.3. sunt prezentate schematic cateva tipuri de cananle de vizitatre.

Fig.3.3. Canale de vizitatre
a - tip ingust, b - tip lateral, c - tip igust cu bordure exterioare,
- tip combinat mecanizat
La proiectarea canalelor de vizitatre se va tine cont de urmatoarele conditii tehnice:
sa sustina (din punct de vedere al rezistentei) automobilul; pentru respectarea acestei conditii canalele de vizitare pot fi construite in forma infundata la ambele capete (fig. 3.4) sau deschise la unul din capete (fig 3.5),

Fig. 3.5. Canal deschis la un capat
pentru cresterea sigurantei asezarii automobilelor pe canalul de vizitare, acesta trebuie sa prezinte la suprafata bordura de dirijare a rotilor directoare; bordure poate sa fie metalica, cu o grosime de circa 25 mm sau din beton armat cu o grosime de circa 100 mm, inaltimea bordurii trebuind sa fie de maxim 150 mm,
- lungimea, latimea si adancimea canalului de vizitare se determina in functie de dimensiunile de gabarit ale automdbilului si de instalatiile tehnologice ale canalului astfel: lungimea minima (1) a canalului trebuie sa fie egala cu suma consolei fata si ampatamentul automobilului majorat cu 0.8 mm, in scopul usurarii lucrarilor mecanice la puntea spate;
Latimea canalului (a) de tip ingust, prevazut cu bordura metalica este de circa 1.1 m, iar cel prevazut cu bordura din beton armat de circa 0.9 m; adancimea canalului (h) se alege in functie de lungiea automobilului, astfel ca pentru autoturisme se foloseste adancimea de 1.1 - 1.5 m, iar pentru autovehicule grele destinate transporturilor de marfa si calatori se foloseste adancimea de 1.2 - 1.3 m; in cazul canalelor de tip lateral, latimea lor este de circa 0.6 m, adancimea acestora fiind de cel mult 0.8 m, lungimea fiind egala cu cea de la canalului de tip ingust,
- accesul in canale se face prin doua scari din beton plasate la capetele canalului.
- pe peretii laterali trebuie prevazute nise pentru plasarea prizelor si lampilor electrice si partial pentru scule si piese de mici dimensiuni.
Capitolul 4. UTILAJE SI INSTALATII UNIVERSALE IN STATILE SERVICE
In procesul de intretinere tehnica si de reparare a automobilelor se efectueaza o serie de operatii privind controlul si reglarea subansamblurilor, operatii realizate cu ajutorul utilajelor si instalatiilor specifice acestor activitati.
4.1. Utilaje si instalatii pentru intretinerea curenta a automobilelor
4.1.1. Descrierea instalatiilor pentru spalat automobile
Deosebim trei categorii de instalatii folosite la spalarea automobilelor:
■ instalatie manuala,
■ instalatie mecanizata,
■ instalatie automatizata pentru spalarea si uscarea suprafetelor autoturismelor.
a) Instalatii manuale
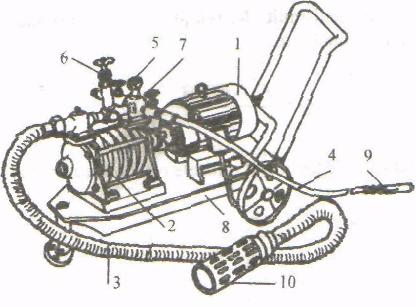
Fig. 4.1. Instalatie manuala mobila pentru spalat autoturisme
1 - motor electric, 2 - pompa, 3 - furtun de absorbtie, 4 - furtun de refulare, 5 - manometru
6 - ventil de retinere, 7 - robinet, 8 - carucior, 9 - pulverizator, 10 - sorb
Spalarea manuala a automobilelor se poale efectua cu ajutorul capului de spalare sau pulverizatorului (9), racordat prin furtun fie Ia reteaua de apa, fie la o electropompa care utilizeaza presiune intre 10-15 daN/cm2. In tabelul 4.2 sunt prezentate consumurile de apa pentru spalarea automobilelor folosind o instalatie manuala.
Tabel 4.2
|
Tipul automobilului |
Consum de apa (litri / spalare) |
|
|
Presiune ridicata |
Presiune joasa |
|
|
Autocamioane | ||
|
Autoturisme | ||
|
Autobuze | ||
|
Remorci cu doua punti |
Roo-150 | |
La o instalatie manuala pentru spalarea automobilelor se folosesc:
■ electropotnpe centrifuge sau pompe cu piston, actionate de un motor cu ardere interna,
■ furtun de absorbtie, care prezinta la unul din capete un sorb cu filtru si supapa,
■ pulverizator, care reprezinta capul folosit la spalarea automobilelor si care realizeaza jetul de apa in forma concentrata sau in forma de evantai, avand o serie de orificii, canale si ajutaje de diferite sectiuni; sectiunile unor orificii sunt variabile, permitand variatia vitezei de rotatie a apei pulverizate; pulverizatorul este dotat cu 3 marimi de ajutaje, cu diametre cuprinse intre 4,5 - 5,5 mm.
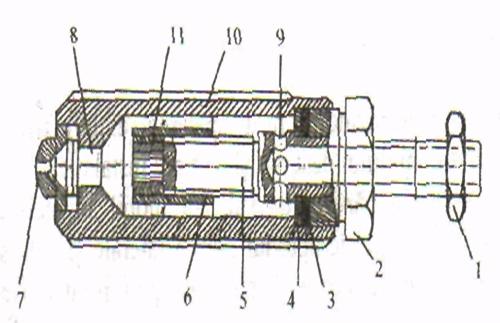
Fig. 4.2. Pulverizalor
armatura de fixare la furtun, 2,5 - surub, 3 - garnitura de etansare. 4 - rondela,
6 - bucsa metalica interioara, 7 - ajutaj. 8 - orificiu calibrat, 9 - orificii prin canalele exterioare, 10 - corp, 11 - orificii cu posibilitati de variatie a sectiunii
4.1.2 Descrierea utilajelor folosite la ungerea automobilelor
In functie de modul de actionare al utilajelor, capacitatea lubrifiantului folosit la ungere si cerintele de deservire tehnica (numarul de automobile deservite) utilajele pot fi: manuale, electropneumatice si statii complexe de ungere.
Fiecare tip de pompa de ungere asigura ungerea prin intermediul unui fiirtun special si a unui pistol de ungere. Furtunul este de constructie speciala, armat si confectionat din material rezistent actiunea uleiului si la presiunii ridicate (400 - 500 kg/cm2). Pistolul de ungere serveste atat pentru introducerea uleiului consistent in articulatia sistemului de automobil, cat si pentru pornirea si oprirea aparatelor de ungere. In figura 4.3 (a) se prezinta un tip de astfel de piston, impreuna cu capul de ungere (b), element care face legatura intre pompa si ungator si strange automat pe acesta, asigurand o etanseitate corespunzatoare introducerii unsorii Ja o presiune de cel putin 150 kg/cm2.
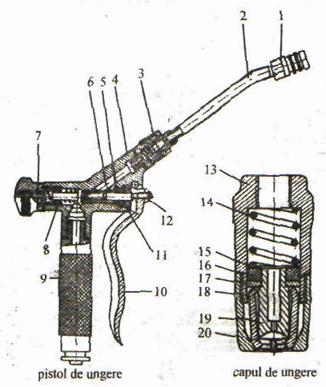
Fig. 4. 3.
Pistol de ungere
1 - cap de ungere, 2 - tub, 3 - piulita, 4 - corp, 5 - Tija supapei, 6 - bucsa, 7 - arc,
8 - garnitura de etansare, 9 - maner, 10 - parghie, 11 - garnitura de etansare,
12 - surub de reglare, 13 - corp, 14 - arc, 15-rondea, 16-garnitura,
17 - rondea, 18 - cap, 19 - cap, 20 - piesa
.
![]()
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 15615
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2025 . All rights reserved