| CATEGORII DOCUMENTE |
| Bulgara | Ceha slovaca | Croata | Engleza | Estona | Finlandeza | Franceza |
| Germana | Italiana | Letona | Lituaniana | Maghiara | Olandeza | Poloneza |
| Sarba | Slovena | Spaniola | Suedeza | Turca | Ucraineana |
|
|
Měření Abbeho délkoměrem | ||
|
Vypracoval |
Datum měření: |
Datum odevzdání: | |
Úvod:
Abbeho délkoměr je
nejpřesnějším školním měřidlem. Přesnost je
nejméně (spíše větší) +/- 2 pro délky do
Měření se provádí pomocí pevného a
pohyblivého doteku. Poloha pohyblivého doteku je odečítána pomocí
mikroskopu na skleněné přesně ryté stupnici. Přistroj je
vybavem rozmanitým příslušenstvím umožňujícím měření
vnitřních a vnějších rozměrů, závitů,
měřením rozdílů rozměrů. Přímé měření
je možné do
Pohyblivá měřicí pinola je uložena na přesných valivých ložiskách. Stálý měřicí tlak je vyvozován pohyblivým závažím. Měřicí zařízení je uloženo na robusním litinovém loži, dobře tlumícím vibrace. Pro měření rozměrnějších těžších těles je délkoměr vybaven ruční kompenzací hmotnosti. Odéčítání se provádí mikroskopem prostřednictvím tří stupnic: milimetrové, desetinové a speciální odečítací spirály s mikronovým dělením. obr. 2
Pro přesná a spolehlivá měření v submikronové oblasti je nutno přístroj přesně vypolohovat do vodorovné polohy. Umístění měřidla ve třetím patře SPŠ umožňuje se tomuto ideálu pouze vzdáleně příblížet. Stačí pohyb obsluhy přístroje a pružná podlaha laboratoře měření vykoná své. Přesto se budeme snažit o vodorovno.
Dále je potřeba dbát na kompenzaci
délkové roztažnosti těles. Například pouhopouhý krátky dotek
měrky délky
Tipy pro praxi
Korekce teploty je spolehlivější a účinnější, když se provedou následující opatření:
Dovolte pokud možno jen malé změny teploty
Zamezte průvanu
Při rychlých změnách teploty přístroje umístěte do uzavřené skříně
Zdroje tepla udržujte v konstantním provozu
Přístroje nainstalujte
minimálně ve vzdálenosti
Podlahu tepelně zaizolujte
Zabraňte vnikání přímého slunečního světla
Teplota měřeného objektu by se měla vyrovnat s okolím
Nedotýkejte se dílců rukama popř. používejte rukavice
Zajistěte během jednoho měřícího cyklu konstantní teplotu
Při dlouhých měřících
cyklech proveďte kontrolu systematické změny rozměrů v
určeném směru
překontrolováním referenční
souřadnicové soustavy.
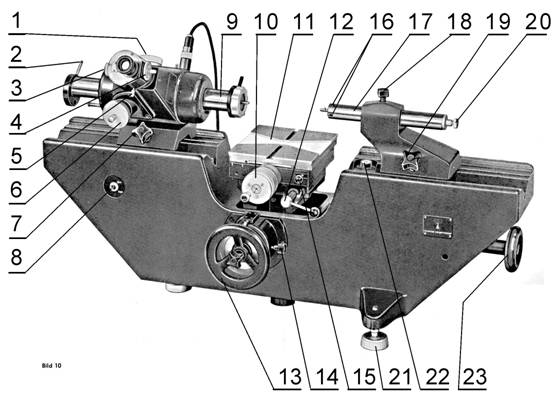
Obr. 1.: Abbeho délkoměr
 Základní postup měření délek do
Základní postup měření délek do 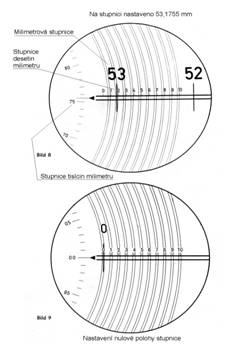 Nastavení stupnice na nulu (obr. 2) Vypinačem (7) zapnu
osvětlení mikrometrické stupnice. Pohyblivou pinolu (9) vysuneme vpravo do
krajní polohy. Pevnou pinolu (17) po uvolnění aretačního šroubu (19)
posuneme tak, aby se dotýkala pohyblivé pinoly. Pevnou pinolou můžeme
pohybovat po uvolnění objímky (18) ve vodicím pouzdře. K jemnému
doladění je připraven šroub (20). Rovnoběžnost rovinných
doteků pinoly seřídíme šrouby (16). Otáčíme jimi tak, abychom
docílili nejmenší výchylky na měřicí stupnici. (Podobný princip, jako
hledání průměru při měření úchylkoměry.). Šroubem
(3) nastavíme desetinnou stupnici na nulu (Svislá ryska je uprostřed
dvojité spirály na nule desetinné stupnice). Šroubem (4) nastavíme mikronovou
spirálu na 0 . Tím je nastavení nulové hodnoty hotové. Ještě zkountrolujem
zdali je vše, co má být zajištěno opravdu utaženo. Šrouby (7), (18), (19),
Nastavení stupnice na nulu (obr. 2) Vypinačem (7) zapnu
osvětlení mikrometrické stupnice. Pohyblivou pinolu (9) vysuneme vpravo do
krajní polohy. Pevnou pinolu (17) po uvolnění aretačního šroubu (19)
posuneme tak, aby se dotýkala pohyblivé pinoly. Pevnou pinolou můžeme
pohybovat po uvolnění objímky (18) ve vodicím pouzdře. K jemnému
doladění je připraven šroub (20). Rovnoběžnost rovinných
doteků pinoly seřídíme šrouby (16). Otáčíme jimi tak, abychom
docílili nejmenší výchylky na měřicí stupnici. (Podobný princip, jako
hledání průměru při měření úchylkoměry.). Šroubem
(3) nastavíme desetinnou stupnici na nulu (Svislá ryska je uprostřed
dvojité spirály na nule desetinné stupnice). Šroubem (4) nastavíme mikronovou
spirálu na 0 . Tím je nastavení nulové hodnoty hotové. Ještě zkountrolujem
zdali je vše, co má být zajištěno opravdu utaženo. Šrouby (7), (18), (19),
Šroubem (13) zvednu měřicí stůl (11) do pracovní polohy a ustavím jej do vodorovné polohy. Odsunu pohyblivou měřicí pinolu a měřené těleso uložím na měřicí stůl. Pomocí mikrometrického šroubu (10) přesně vypolohuji měřené těleso. Přisunu měřicí pinolu. Zkontroluji oba doteky, pevný a pohyblivý. Mikrometrickým šroubem nastavím dvojitou spirálu do středu svislé rysky. Odečtu naměřené hodnoty viz obr.: 2.
Obr. 2: Odečítací stupnice Abbeho délkoměru
Při použití oblého dotyku: ![]() [m
[m
Při použití pevného dotyku: ![]() [m
[m
Při použití pomocných ramen ![]() [m
[m
nebo magického oka
V jsou v současnosti nejpřesnější multisenzorové souřadnicové měřící s E1 = (0,25 + L/900)μm popř. E1 = (0,5 + L/900)μm (při jedno- popř. dvousměrném snímání) nabízí doposud nedosaženou přesnost pro použití, jako kalibrace měřících prostředků, měření vysoce přesných výrobních dílů, mikroskopických tvarů a nářadí. Mechanická konstrukce z tvrdého granitu se speciálními vzduchovými ložisky s nízkými vibracemi, maximální rozlišení odměřovacího systému a konstrukční opatření proti hysterezi zaručují vynikající reprodukovatelnost výsledků měření v rozsahu 0,1 mikrometru a menší. „Kompletní“ korekce geometrických odchylek probíhá na základě maximálně přesného etalonu kalibrovaného Spolkovým fyzikálně technickým ústavem.
Přístroje jsou koncipovány jako moduly a dají se přesně přizpůsobit požadavkům uživatelů. Zpracování obrazu, laser a na celém světě nejmenší (průměr snímací kuličky až 10 μm) a nejpřesnější (odchylka při snímání 0,1 μm) dotykový senzor „Werth Fasertaster – WFP“ jsou součástí výbavy senzoru. I přes konstrukční opatření lze extrémní specifikace těchto přístrojů zaručit jen při dobrých teplotních podmínkách okolí. Dokonce i minimální lokální nebo časové kolísání teploty výrazně ovlivní přesnost výsledků měření. Metrologické zachycení takových výkyvů teploty menších než 0,1 K by nebylo na mnoha místech v souřadnicovém měřícím stroji a zvláště na dílci a v něm realizovatelné. Také jsou vlivy chyb vlastního měření teploty, jako rozlišení a nespolehlivost kalibrace, vedení tepla v místě kontaktu a zbytková chyba způsobená nezachycenými teplotními gradienty příliš velké. Kompenzace teploty má proto u této třídy přístrojů malý smysl. Je potřebná temperance dílců a měřícího přístroje v rozsahu 1/10 Kelvina.
Kromě jiných vlivů, jako např. tepelně podmíněné deformace měřícího stroje, změny délek senzorů apod., je tepelně podmíněná lineární odchylka při měření způsobená teplotou dílce a odměřovacího systému ze zkušeností nejdůležitějším zdrojem chyb. Proto je nezbytné při umístění měřících strojů do výroby použít odpovídající korekční opatření.
Obr. 3: Délkoměr VideoCheck HA
Tepelně podmíněná odchylka měření
Teploty lišící se od
Teplotně podmíněná změna délky se v principu vypočítá následovně:
ΔL = α . L . Δt
ΔL = teplotně podmíněná změna délky
α = koeficient roztažnosti
L = referenční délka, prakticky i naměřená délka
Δt = teplotní odchylka Δt=t-
Protažení odměřovacího systému:
ΔLM M . L . ΔtM
Protažení dílce:
ΔLW W . L . ΔtW
Teplotně podmíněná délková odchylka měření (obr. 1) je rozdíl ΔLM a ΔLW
ΔL =L W . _tW M . ΔtM
Jak je z výše uvedené rovnice patrné, jsou
při stejné teplotní odchylce Δt na dílci a odměřování, z
čehož můžeme ve zjednodušeném případě vycházet, rozhodující
pro délkovou odchylku měření ΔL již jen rozdíly koeficientů
roztažnosti. V tabulce 1 jsou uvedeny možné chyby měření, v
závislosti na tepelně podmíněné délkové odchylce měření
ΔL u dílců z různých materiálů pro teploty prostředí
Tento přístroj je zhruba 10 x přesnější než školní Abbeho délkoměr.
Pomocí kontrolních měrek zkontrolujte přesnos Abbeho délkoměru.
Abbeho délkoměr, koncové měrky, ocelový váleček, prizma, rukavice, přesný rtuťový teploměr.
Měření se bude provádět do
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 2830
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved
