| CATEGORII DOCUMENTE |
| Bulgara | Ceha slovaca | Croata | Engleza | Estona | Finlandeza | Franceza |
| Germana | Italiana | Letona | Lituaniana | Maghiara | Olandeza | Poloneza |
| Sarba | Slovena | Spaniola | Suedeza | Turca | Ucraineana |
Soustruh SRL CNC
Soustruh SRL 20 CNC je určen pro výrobu menších součástí z kovových materiálů, plastů případně dřeva. Vlastnosti soustruhu SRL 20 CNC vyniknou především při obrábění tvarově složitých a přesných součástí, kde se v plné míře uplatní výhody programového řízení a vysoké přesnosti stroje. Soustruh je též velmi vhodný pro všechny typy škol a učilišť pro výuku programování a obsluhy číslicově řízených obráběcích strojů.
Popis stroje
Rám stroje svařený z ocelových profilů a uzavřený odnímatelnými kryty tvoří tuhou prostorovou konstrukci pro upevnění lože stroje, a vřeteníku. Na šikmém loži soustruhu se po samostatných valivých vedeních pohybují suport a koník. Ovládání koníku je buď mechanické ruční nebo pneumatické s možností programového řízení. Na příčném valivém vedení je upevněn upínač nástrojů. Alternativně podle požadavků zákazníka to je buď rychloupínací hlava pro ruční výměnu nástrojů nebo šestipolohová revolverová hlava pro automatickou výměnu nástroj. Do obou typů upínačů se vnější, vnitřní i osové nástroje upínají prostřednictvím speciálních držáků.
Pohybové přesné kuličkové šrouby podélného i příčného posuvu jsou poháněny krokovými motory. Krajní poloha pohybů je na obou stranách jištěna přesnými koncovými spínači, které slouží zároveň jako spínač referenční.
Pracovní vřeteno je uloženo v předepjatých kuličkových ložiscích s kosoúhlým stykem a je poháněno motorem s plynulou změnou otáček frekvenčním měničem. Pro přesné měření otáček nutné pro závitování je instalován rotační snímač.
K upínání obrobků je stroj vybaven universální hlavou, alternativně je možné stroj vybavit kleštinovým upínačem ovládaným ručně nebo pneumaticky.
Pracovní prostor stroje je osvětlen a dokonale krytován, tak že je možné chlazení nástrojů kapalinou. Chladící agregát a rozvod chladící kapaliny jsou součástí zvláštního příslušenství.
Popis řídícího systému
CNC řídící systém stroje je umístěn na otočné konzole připevněné k rámu stroje. Napaječe motorů jsou umístěny v elektroskříni, která je zabudovaná v rámu stroje.
Řídící systém MIKROPROG S tvořen dvaatřicetibitovým počítačem s barevným grafickým displejem. Funkce PLC části zajišťuje samostatný procesorový modul. Na čelním panelu systému jsou soustředěny všechny ovládací prvky. Řídíc systém je vybaven pevným diskem, disketovou mechanikou 3.5' rozhraním pro tiskárnu a rozhraním RS 232 C pro komunikaci s nadřazeným systémem a výstupem na tiskárnu.
Systém je rovněž vybaven dostatečným počtem programovatelných vstupů a výstupů tak, aby umožnil připojení zákaznických periferii např. spouštění chladící kapaliny, elektrický upínač, referenční koncové spínače, připojení manipulátoru a.j.
Zápis programů do řídícího systému je ve standardním ISO kódu, data jsou uložena ve formátu ASCII. Tím je zaručena vysoká kompatibilita s NC programy generovanými vyššími programovacími jazyky.
Specialisovaný editor vhodným způsobem podporuje správný zápis programu (automatické číslování, formátování, testy, blokové operace). Vytvořené programy je možno testovat kontrolním během a grafickou simulací obrábění. Řídící systém umožňuje přenos programů vytvořených v jinými editory nebo programovacími jazyky, popřípadě je možno řídící systém přímo vybavit některým vyšším programovacím jazykem dle výběru zákazníka.
Standardní funkce řídícího systému
absolutní a relativní souřadnice
lineární a kruhová interpolace
funkce owerride pro posuvy a rychloposuvy
řezání závitů na válci a na kuželi
konstantní řezná rychlost
parametrické programování
tvorba podprogramů
pevné cykly pro obrábění standardních tvarů
korekce na poloměr špičky nástroje
výměna nástroje včetně korekce polohy špičky nástroje
funkce pro práci s dotykovou sondou
programově řízené výstupy pro spolupráci s periferiemi
možnost zpracování uživatelských vstupů
Kromě uvedených funkcí může být řídící systém vybaven dalšími funkcemi podle specifických přání zákazníka.
Základní technické údaje soustruhu SRL 20 CNC
oběžný průměr nad ložem 160 mm
oběžný průměr nad suportem 100 mm
vzdálenost mezi hroty 300 mm
Průměr průchozího otvoru vřetene 20 mm
maximální hmotnost obrobku 8 kg
výkon hlavního motoru 2.2 kW
maximální otáčky 4000 1/min
maximální rychlost posuvu 3000 mm/min
inkrement posuvu 0.005 mm
průřez tělesa nástroje v revolverové hlavě 12x12 mm
průřez tělesa nástroje v rychloupínací hlavě 20 x 20 mm
půdorysná plocha stroje (bez řídícího systému) 1000x780 mm
největší výška stroje 1700 mm
celková hmotnost stroje 385 kg
napájecí napětí 3x400 V
SOUŘADNÝ SYSTÉM SOUSTRUHU.
Souřadný systém soustruhu je tvořen osami X a Z. Osa Z je totožná s osou vřetene stroje (tato definice platí pro všechny obráběcí stroje), osa X je kolmá na osu Z ve směru posuvu suportu. Počátek souřadného systému bod M je dán průsečíkem os X a Z. Tento tzv. nulový bod stroje leží na čele upínače obrobků.
Informace o poloze zachovává řídící systém trvale i po vypnutí stroje. Pouze po výpadku napájení, po použití tlačítka centrál stop, po kolizi pohybu stroje dojde ke ztrátě souřadnic a jejich obnovení. K tomu slouží referenční (zároveň koncové) spínače na obou osách, které tvoří tzv. referenční bod R. (Ve většině případů je pro referenci používán spínač na nejvzdálenějším místě pracovního prostoru, ale ve speciálních případech je možno požít i spínače na opačné straně.) Protože přesné najetí na referenční spínače vyžaduje dodržet určitou sekvenci pohybů a nízkou rychlost je najetí možné pouze programově funkcí G98.
Po najetí do referenčního bodu se okamžité souřadnice polohy přepíší souřadnicemi, které jsou uloženy v tabulce Strojní konstanty. Velikost konstant odpovídá dráze pohybu bodu T nástrojového držáku (viz dále) z nulového bodu stroje M do referenčního bodu R. Prvotní nastavení strojních konstant zajišťuje dodavatel stroje podle použitého upínače obrobků a upínače nástrojů. Pokud uživatel potřebuje zaměnit upínač obrobků za jiný s rozdílným vyložením musí být současně změněna hodnoty konstanty v ose Z. Pokud dojde ke změně upínače nástrojů, mohou se současně změnit konstanty v obou osách.
Poloha špičky nástroje (bod P) v souřadném systému soustruhu je dána jednak polohou nulového bodu upínače nástrojů (bod T) a dále vzdáleností bodu P od bodu T tzv. korekcí nástroje Velikost korekcí pro každý nástroj musí být odměřena a zapsána v tabulce Korekce (Užití korekcí nástrojů umožňuje sestavovat NC programy bez znalostí skutečných rozměrů nástrojů, které budou při obrábění použity. Skutečné souřadnice polohy špičky nástroje se vypočtou při běhu programu ze známé polohy upínače nástroje a z údajů o velikosti korekce konkrétního nástroje.)
KOREKCE
Součástí řídícího systému soustruhu je režim a tabulka Korekce přístupné jednak z úvodní hlavičky řídícího systému tlačítkem F9 a jednak z obrazu řízení stroje tlačítkem F7. Tabulka korekce obsahuje údaje o rozměrech a tvarech používaných obráběcích nástrojů. Údaje z tabulky se používají ve funkcích M6, G41 a G42, grafický obraz nástroje se používá v režimu Simulace. Význam jednotlivých položek v tabulce Korekce a způsoby odměření velikosti korekcí nástrojů jsou popsány v následujícím textu.
ukázka tabulky korekcí systému MIKROPROG S
KOREKCE NASTROJU Posledni zmena 10-22-2003 v 14:09 hod.
│c.│Pos.│TYP NASTROJE (NORMA)│P │ XP │ ZP │R │X dod │Z dod │
│ 1│T1.0│ levy rohovy │ 3│ 24.500│ 15.580│0.400│ 0.100│ 0.300│
│ 2│T2.0│ zapichovaci vlevo │ 3│ 15.450│ 21.790│0.000│ 0.000│ 0.000│
│ 3│T2.1│ zapichovaci vpravo │ 2│ 15.450│ 24.790│0.000│ 0.000│ 0.000│
│ 3│T3.0│ levy uberak │ 3│ 16.330│ 35.500│0.800│ 0.000│ 0.000│
│ 4│T4.0│ vnitrni │ 4│ 45.800│ 5.700│0.200│ 0.000│ 0.000│
│ │ │ 0.000│ 0.000│0.000│ 0.000│ 0.000│
│ │ │ 0.000│ 0.000│0.000│ 0.000│ 0.000│
F1 Help Vyvolání okna s vysvětlujícím textem odpovídajícím poloze kursoru.
F2 Oprava Vyvolání editačního okna pro snadnou změnu zapsaných korekcí podle změřených rozměrů vyrobené součásti. Změna se provede buď v základních nebo v dodatkových korekcích podle nastavení v tabulce Uživatelské konstanty.
F3 Sort Seřadí zapsané nástroje podle vzestupné adresy T.
F5 Obraz Přechod do obrazu Výběr nástrojů pro simulaci, který umožňuje každému nástroji přiřadit grafickou podobu pro režim Simulace.
F7 Měření Spuštění sekvence pro měření korekcí nástrojů pomocí sondy. Přesný popis je uveden dále.
F8 Sonda Vyvolání editační tabulky pro zadávání rozměrů sondy určené pro měření korekcí.¨ Přesný popis je uveden dále.
Enter Vyvolání editačního červeného okna určeného pro zápis.
F10 Návrat zpět do obrazu, ze které byl skok proveden.
Význam údajů v tabulce korekce.
V řídícím systému MIKROPROG S, který je určen pro soustružnické stroje, je možno zapsat údaje o celkem šedesáti nástrojích. Každý nástroj je označen adresou T a dvěma číslicemi oddělenými tečkou např. T5.2. První číslice udává polohu revolverové hlavy, ve které je nástroj upnutý, druhá číslice upřesňuje použité korekce. Podle počtu poloh revolverové hlavy je v řídícím systému v tabulce……….nastavena mez pro zápis první číslice adresy T, nejčastěji je to T6, při ruční výměně nástroje, kdy je možno používat větší počet nástrojů, je nastavena mez T60.)
Text zapsaný ve sloupci TYP NÁSTROJE (NORMA) je pouze informativní pro obsluhu, pro běh programu žádný význam. Text se automaticky přepisuje do obrazu Běh programu.
Položka P v tabulce určuje charakteristický tvar nástroje podle následujícího schématu. Například nejběžnější levý rohový nůž je typ 3, pravý rohový nůž typ 4. Údaj o charakteristickém tvaru nástroje je důležitý při automatickém odměřování korekcí a ve funkcích G41 G42.
Určení bodu P Označení typu nástroje


Korekce nástroje XP a ZP jsou udávají vzdálenost špičky nástroje (bod P) od nulového bodu upínače nástrojů (bod T). (Nulový bod upínače nástrojů je u soustruhu SRL 20 CNC tvořen průsečnicí čelní a boční plochy otočné části revolverové hlavy v rovině osy vřetene. Při použití jiného upínače nástrojů, jiným vhodným bodem na upínači podle specifikace dodavatele.) Způsob odměření korekcí je popsán dále. Mimo vlastní základní korekce XP a ZP je možné do tabulky zapsat ještě tzv. dodatkové korekce X dod a Z dod. Ty jsou určeny pro drobné změny zapsaných základních korekcí. Celková korekce je potom součtem základních a dodatkových korekcí. Užití může být například následující: Základní korekce se vztahují k novému neopotřebovanému nástroji. Drobné změny rozměru obrobku, ke kterým dochází vlivem opotřebení nástroje se kompenzují zápisem dodatkových korekcí. Po výměně opotřebované břitové destičky nástroje za novou se pouze zruší dodatkové korekce. Základní korekce zůstávají stále stejné.
Do položky R se zapisuje poloměr špičky nástroje. Tento údaj udává výrobce vyměnitelných břitových destiček (např. destička CCMT 09T304 má poloměr špičky 04 mm), nebo musí být odměřen například na dílenském mikroskopu.. Velikost poloměru špičky řídící systém používá ve výpočtech korigovaných drah pohybů při použití funkcí G41 a G42. Pokud nejsou uvedené funkce v NC programu použity, nemá zadání poloměru špičky žádný význam.
Poznámka:
Pro jeden nástroj může být zavedeno v tabulce několik různých korekcí.. To může mít různá využití, nejběžnější je že každá korekce odpovídá jinému bodu nástroje. Například levá a pravá špička zapichovacího nože jsou v ukázkové tabulce zapsány jako T2.0 a T2.1. Jindy uživatel zapíše mimo jedněch přesných korekcí ještě korekce posunuté o několik desetin milimetru, které použije pro programování hrubování součásti. Nástroj pak ponechává na povrchu přídavek pro dokončování. Možné je i použití při kterém je v jedné poloze revolverové hlavy ve speciálním držáku upnuto několik osových nástrojů (např. navrtávák, vrták, záhlubník) každý se svými vlastními korekcemi. Tím si uživatel rozšíří množství možných nástrojů.
Každý obráběcí nástroj, který má být v programu použit musí mít své korekce zapsány v tabulce Korekce Po každé výměně nebo posunutí nástroje v držáku je tedy změnit příslušné korekce zapsané v tabulce.
Odměření velikosti korekcí je možné několika způsoby:
1. měření mimo stroj
2. měření na stroji pomocí elektrokontaktní sondy
3. měření na stroji pomocí mechanické sondy
4. měření na stroji pomocí zkušebního kusu.
Volba vhodné metody závisí na vybavení pracoviště a na způsobu organizace práce. Metody 2 3 používají měřící sondu, jejíž rozměry musí být zapsána v tabulce SONDA PRO MĚŘENÍ KOREKCÍ přístupné z tabulky Korekce. Rovněž v této tabulce musí být zadán způsob měření automatický nebo ruční
Add 1 Pro odměření korekcí se používají speciální optické přístroje podobné měřícím mikroskopům nebo profilprojektorům, ve kterých je držák s nástrojem upevněn stejným způsobem jako na obráběcím stroji. Najetím nitkového kříže okuláru tečně k radiusu špičky nástroje se odměřuje poloha bodu P tedy korekce nástroje. Naměřené hodnoty se zapisují do seřizovacího listu nástroje, který je spolu s nástrojem odeslán ke stroji. Zde je nutno údaje přepsat do tabulky Korekce
Add 2 Odměřování korekcí přímo na stroji je nejpřesnější metoda, protože není zatíženo možnou chybou způsobenou nepřesností při upínání držáku do revolverové hlavy. Pro měření se v rozšiřujícím příslušenství soustruhu dodává elektrokontaktní sonda ES….Řídící systém je pro odměřování korekcí vybaven podporou přístupnou z režimu Korekce. Využívá se zde systémový program KOR..SYS, používající funkci G31.
Postup měření:

Výchozí poloha nástroje pro automatické měření korekcí.
Add 3 Pokud uživatel nemá zakoupenou elektrokontaktní sondu může její funkci do určité míry nahradit sondou mechanickou. Tvar sondy musí odpovídat obr. Uvedené rozměry jsou pouze doporučené, skutečné rozměry musí být velmi přesně změřeny a zapsány do tabulky Sonda pro měření korekcí přístupné z režimu Korekce
Zásadní rozdíl oproti měření pomocí elektrokontaktní sondy spočívá v ručním najíždění nástrojem na měřící plochu sondy tedy v bodu f předchozího textu:
f. (pro mechanickou sondu) Spustit běh programu a podle vypisovaných hlášení postupně nástrojem najíždět na dotyk k měřící ploše sody. Najetí k ploše musí být velmi citlivé (např. pomocí tenkého papíru) aby nedošlo k poškození břitu nástroje. Po dosažení dotyku vždy stisknou startovací tlačítko pro zapsání polohy a další pokračování.
Add 4 Odměřování korekcí pomocí zkušebního kusu použijeme pokud není k dispozici měřící sonda. Doporučujeme následující postup:
a. Do upínače soustruhu upneme vhodný zkušební polotovar. Revolverovou hlavu přetočíme proměřovaným nástroje do pracovní polohy.
b. V tabulce Korekce proměřovanému nástroji zapíšeme obě korekce nulové.
c. Pomocí ručního řízení měřeným nástrojem obrobíme ve zkušebním polotovaru libovolný průměr a čelní plochu. Souřadnice X a Z, které nástroj při obrábění dosáhl odečteme na monitoru a zaznamenáme.
d. Změříme skutečné velikosti X a Z na obrobku (vzdálenost Z je mezi čelem upínače obrobků a čelní obrobenou plochou, vzdálenost X je poloměr obrobené plochy.
e. Rozdíl mezi souřadnicemi X a Z skutečnými a odečtenými z monitoru jsou hledané korekce, které nyní přepíšeme do tabulky Korekce
Nástroje pro simulaci
Výběr nástrojů pro simulaci soustružení se provádí v samostatném obraze Výběr nástrojů pro simulaci, do kterého je možný přístup z obrazu Korekce tlačítkem F5.
Obrazové pole je v tomto režimu rozděleno na dvě poloviny. V levé polovině je možno vybírat vhodný nástroj pomocí kursorových šipek. Nástroje jsou rozděleny do skupin naznačených v horní části obrázku. Vybraný nástroj se pomocí tlačítka Enter k příslušnému nástroji značenému kursorem Existence grafického obrazu nástroje je vyznačena * v levém sloupci tabulky Korekce.
PŘÍPRAVNÉ A POMOCNÉ FUNKCE
V kapitole EDITOR byly popsány zásady pro sestavení NC programů. NC program je složen z řádků, které obsahují vždy některou tzv. přípravnou nebo pomocnou funkci. Většina z těchto funkcí obsahuje další adresy určené pro zápis potřebných dalších údajů (většinou rozměrů).
Pro snadnou orientaci v textu jsou funkce uvedeny v pořadí podle adresy G resp. M, i když toto řazení neodpovídá vždy důležitosti funkce. Pokud uživatel nemá předchozí zkušenosti s NC technikou, je, pro dobré pochopení již prvních funkcí, třeba se předběžně seznámit s kapitolou SOUŘADNÝ SYSTÉM SOUSTRUHU a s funkcemi G90, G91, M51, G98 , M04, M6.
SEZNAM PŘÍPRAVNÝCH FUNKCÍ |
||
|
Název |
Možné adresy |
|
|
GO |
Rychlé polohování |
X Z B |
|
G1 |
Lineární interpolace |
X Z B F |
|
G2 |
Kruhová interpolace ve směru hodinových ručiček |
X Z R I K F |
|
G3 |
Kruhová interpolace proti směru hodinových ručiček |
X Z R I K F |
|
G4 |
Prodleva |
E |
|
G23 |
Podmíněný skok |
L O |
|
G24 |
Programování poloměrů | |
|
G26 |
Skok do podprogramu |
L H |
|
G27 |
Programový skok |
L |
|
G28 |
Skok do jiného programu |
L @ |
|
G31 |
Najetí na sondu |
X Z |
|
G33 |
Řezání závitu |
X Z K |
|
G40 |
Zrušení korekce | |
|
G41 |
Korekce zprava | |
|
G42 |
Korekce zleva | |
|
G50 |
Zrušení lokálního souřadného systému systému | |
|
G51 |
Nastavení lokálního souřadného systému | |
|
G61 |
Hrubování kuželové plochy |
X Z U F |
|
G62 |
Hrubování rádiusu vydutého |
X Z U F |
|
G63 |
Hrubování rádiusu vypuklého |
X Z U F |
|
G64 |
Podélný hrubovací cyklus |
X Z U F |
|
G66 |
Zapichovací cyklus |
X Z W F |
|
G68 |
Čelní hrubovací cyklus |
X Z W F |
|
G78 |
Závitovací cyklus |
X Z U K |
|
G79 |
Závitovací cyklus šikmým přísuvem |
X Z U K |
|
G81 |
Vrtací cyklus |
Z F |
|
G83 |
Vrtací cyklus s výplachem |
Z W F |
|
G85 |
Vystružovací cyklus |
Z F |
|
G90 |
Absolutní rozměry | |
|
G91 |
Rozměry v přírůstcích | |
|
G92 |
Stanovení polohy |
X Z |
|
G94 |
Posuv za minutu | |
|
G95 |
Posuv na otáčku | |
|
G96 |
Konstantní řezná rychlost |
A |
|
G98 |
Najetí do reference |
H |
SEZNAM POMOCNÝCH FUNKCÍ |
||
|
Název |
Možné adresy |
|
|
M0 |
Programový stop | |
|
M1 |
Podmíněný stop |
O |
|
M3 |
Start vřetene doprava |
S |
|
M4 |
Start vřetene doleva |
S |
|
M5 |
Zastavení vřetene | |
|
M6 |
Výměna nástroje |
T |
|
M8 |
Spuštění chlazení | |
|
M9 |
Zastavení chlazení | |
|
M17 |
Konec podprogramu nebo cyklu | |
|
M20 |
Výstupní signál |
Q |
|
M21 |
Konec výstupního signálu |
Q |
|
M25 |
Výstup souřadnic polohy |
@ |
|
M26 |
Výstup parametru P90 | |
|
M29 |
Výstup textu | |
|
M30 |
Konec informace |
@ |
|
M40 |
Zapnutí kontinuálního navazování bloků | |
|
M41 |
Vypnutí kontinuálního navazování bloků | |
|
M99 |
Konec informace a návrat | |
Význam adres a jejich přípustný rozsah |
||
|
Adresa |
Význam |
Rozsah |
|
B |
Úhel směru pohybu |
|
|
E |
Čas |
0 - 30 |
|
F |
Rychlost posuvu |
0.1 - 3000 |
|
G |
Přípravná funkce |
viz tab. |
|
H |
Počet opakování |
1 - 255 INT |
|
I |
Interpolační parametr v ose X |
|
|
K |
Interpolační parametr v ose Z |
|
|
L |
Adresa bloku podprogramu |
0 - 9999 INT |
|
M |
Pomocná funkce |
Viz tab. |
|
N |
Číslo bloku |
0 - 9999 INT |
|
O |
Číslo vstupní linky |
1 – 8 INT |
|
P |
Číslo parametru |
0 - 99 INT |
|
Q |
Číslo výstupní linky |
1 – 6 INT |
|
R |
Poloměr kruhového oblouku |
0.1 - 320 |
|
S |
Otáčky vřetena |
40 - 3000 |
|
T |
Číslo nástroje |
1 - 255 INT |
|
U |
Pomocný rozměr ve směru X |
0.1 - 160 |
|
W |
Pomocný rozměr ve směru Z |
0.1 - 320 |
|
X |
Délka přestavení v ose X |
0 - 160 |
|
Z |
Délka přestavení v ose Z |
0 - 320 |
Poznámky: - INT zadávaná hodnota musí být celé číslo
- Adresy I K R U W X Z je možno zadávat s krokem 0.001 mm.
G0 RYCHLÉ POLOHOVÁNÍ
Adresy: X Z B
Příklady úplného zápisu: N24 G0 X51 Z48.275
N50 G0 X20 B30
Funkce G0 vykonává pohyb po přímce maximální rychlostí stroje (při nastavení funkce oweride na 100 %). Pohyb může být v jedné ose nebo současně ve dvou osách. Způsob zápisu záleží na použitém způsobu zadávání dat: při absolutním zadávání se zapisují souřadnice konečného bodu pohybu od počátku souřadnic (bodu M). Zadáváme tedy bod, do kterého má nástroj dojet. Do adresy X se zapisuje hodnota průměru v daném koncovém bodu. Při přírůstkovém zadávání se zapisuje vzdálenost, o kterou má nástroj v každé ose popojet. (Oba způsoby zadávání dat je možné použít u všech pohybových funkcí.)
Místo jedné z adres X a Z je možné v zápise použít adresu B, do které se zapisuje úhel směru pohybu měřený od osy Z. Kladná hodnota B je proti směru hodinových ručiček. Zápis všech tří možných adres (X,Z,B) v jednom řádku není možný zápis by byl přeurčený).
Pokud je k edici programu použit zkrácený zápis, není nutné adresu, jejíž hodnota se oproti předešlému zápisu v některém předešlém řádku nemění, vypisovat.
Funkce G0 se používá pro rychlé přestavení nástroje mimo záběr.
G1 LINEÁRNÍ INTERPOLACE
Adresy: X Z B F
Příklad úplného zápisu: N65 G1 X8.56 Z-76.50 F200
Funkce G1 je základní pohybová funkce určená pro obrábění. Pohyb nástroje se vykonává opět po přímce jako u funkce G0, ale rychlost pohybu je volitelná a zadává se adresou F - posuv. Pohyb se opět může uskutečnit současně v obou osách.
Místo jedné z adres X a Z je možné v zápise použít adresu B, do které se zapisuje úhel směru pohybu měřený od osy Z. Kladná hodnota B je proti směru hodinových ručiček. Zápis všech tří možných adres (X,Z,B) v jednom řádku není možný zápis by byl přeurčený).
Volba velikosti posuvu je záležitost technologa a záleží především na obráběném materiálu a použitém nástroji, a na požadované drsnosti obrobeného povrchu. Standardně se zadává velikost posuvu v milimetrech za minutu; je možné si funkcí G95 přepnout na zadávání v milimetrech na otáčku. Opět platí, že adresy, ve kterých nedochází ke změně, není nutno vypisovat.
G2 KRUHOVÁ INTERPOLACE VE SMĚRU HODINOVÝCH RUČIČEK
G3 KRUHOVÁ INTERPOLACE PROTI SMĚRU HODINOVÝCH RUČIČEK
Adresy: X Z R I K F
Příklady úplných zápisů: N10 G3 X46.7 Z25.89 R31.5 F300
alternativně: N50 G2 X15.7 Z56.9 I13.7 K2.6 F140
Funkce G2 a G3 vykonávají současný pohyb v obou souřadných osách tak, že výsledná dráha pohybu leží na kružnici. Obdobně jako u předchozích funkcí je možno programovat buď absolutně (v adresách X a Z se zapisují souřadnice koncového bodu kruhového oblouku), nebo přírůstkově (zapisuje se délka dráhy v jednotlivých osách).
Pro úplný popis kruhové dráhy jsou samotné adresy X a Z nedostatečné. K úplnému popisu je možno použít dvou způsobů, které se střídavě používají u řídících systémů: programovat ještě adresu R (poloměr kruhového oblouku), nebo adresy interpolačních parametrů I a K, které udávají polohu středu kruhového oblouku. Při absolutním programování jsou adresy I a K souřadnice středu vzhledem k počátku souřadnic, při přírůstkovém programování jsou vztaženy k počátečnímu bodu kruhového oblouku.
Řídící systém MIKROPROG S umožňuje oba způsoby zápisu, není však možná jejich kombinace. Pokud je tedy v bloku zapsána adresa R, je zápis adres I nebo K považován za syntaktickou chybu, obráceně např. po zapsání I je možno zapsat pouze adresu K.
Zápis pomocí interpolačních parametrů je velmi náročný na přesnost určení správné velikosti adres, protože se jedná o geometricky přeurčené zadání. Maximální přípustná hodnota chyby je 0.005 mm.
Maximální středový úhel kruhového oblouku programovaného v jednom bloku pomocí poloměru R je 180o, při programování pomocí I a K lze zapsat celý kruh. Rychlost posuvu zadaná adresou F odpovídá rychlosti měřené tečně ke kruhovému oblouku.
Adresy: E
Příklad zápisu: N40 G4 E2
Funkce G4 vyvolá časovou prodlevu v běhu programu v délce E sekund. Během prodlevy se otáčení vřetena nezastavuje. Funkce se používá například pro ustálení otáček po spuštění vřetene, nepostačuje-li prodleva řazená automaticky, nebo tehdy, je-li to z technologického hlediska vhodné, např. při vystružování z důvodu vyhlazení povrchu.
Adresy: L O
Příklad zápisu: N167 G23 L200 P2
Funkce G23 má stejný význam jako funkce G27 s tím, že ke skoku v programu dojde pouze tehdy, je-li splněna zadaná podmínka O.
Pomocí funkce G23 lze tedy přizpůsobit chování řídícího systému podle informace, jejíž hodnota není předem známa.
Tabulka podmínek
│O1 uživatelský vstup (pin 41-42) viz dokumentace 362040 list 2 │
│O2 39-40 │
│O3 37-38 │
│O4 35-36 │
│
│O5 tlačítko klávesnice CHAZENÍ │
│O6 REZERVA │
│O7 signál dotykové sondy A (signál dotyku) │
│O8 B (k dispozici na konektoru XC8 │
│
│O9 neobsazen │
│O10 podmínka je splněna, je-li parametr P90 = 0 │
│O11 P90 <= X │
│O12 P90 > X │
│O13 P90 <= Y │
│O14 P90 > Y │
│O15 P90 <= Z │
│O16 P90 > Z │
│O17 P90 <= A │
│O18 P90 > A │
Užití podmíněného skoku může být velmi různorodé. Na uživatelské vstupy O1 až O4 mohou být připojeny např. snímače provozních stavů stroje a jejich sepnutí změní další průběh programu, podobný zásah je možno provést ručně pomocí vstupů O5 a O6 stisknutím příslušných tlačítek. Vyhodnocení signálu dotykové sondy umožňuje vhodně modifikovat skenovací programy. Podmínka O10 umožňuje vytvořit počítadlo proběhlých cyklů, podmínky O11 až O18 umožňují změnit průběh programu po dosažení požadovaného rozměru v některé ose.
Užití funkce podmíněného skoku vyžaduje velmi dobré znalosti chování řídícího systému a nelze ho doporučit začátečníkům.
Adresy: bez adres
Příklad zápisu: N6 G24
Standardně se při absolutním programování zadává v ose X průměr, tedy dvojnásobek vzdálenosti od osy, funkce G24 mění tento způsob na zadávání poloměrů. Funkce G24 má trvalou platnost do ukončení programu nebo do použití funkce G90.
Adresy: L H
Příklad zápisu: N60 G25 L200 H3
Podprogramy se nejčastěji používají pro urychlení zápisu programu, ve kterém se některé tvarové prvky vícekrát opakují. Část programu pro obrobení těchto opakujících se prvků se zapíše pouze jednou jako tzv. podprogram a na vhodném místě se funkc G25 vyvolá.
Podprogramy se zapisují za hlavní program, který musí být ukončen funkcí M30. Každý podprogram opět musí být ukončen funkcí M17.
Funkce G25 zapsaná v hlavním programu vyvolá skok v běhu programu na adresu L podprogramu. Po ukončení podprogramu funkcí M17 se řídící systém vrátí do hlavního programu na blok, který následuje za blokem, ze kterého byl skok proveden. Adresa H umožňuje několikanásobné opakování podprogramu. Pokud adresa H není zapsána, systém provede podprogram pouze jednou.
Podprogram určený k obrobení několika tvarově shodných prvků rozmístěných po obrobku musí být vždy zapsán v přírůstkových souřadnicích. Pokud je hlavní program zapsán absolutně, je třeba vždy na začátku podprogramu funkcí G91 přejít do přírůstkových souřadnic, a na konci podprogramu funkcí G90 se vrátit do souřadnic absolutních.
Adresa L ve funkci G25 nemusí nutně být shodná se začátkem podprogramu. To umožňuje podprogram využít pouze částečně. Např. je možné mít složitější 'universální' podprogram, který se v některých případech využije pouze částečně.
V každém hlavním programu může být využito několik podprogramů, které hlavní program pouze vhodně skládá a rozmisťuje. Uvnitř každého podprogramu může být opět použito funkce G25. Jedná se o tzv. vnořený podprogram. Struktura programu s vnořenými podprogramy je složitá a její užití u soustruhu je vyjímečnou záležitostí.
Adresy: L
Příklad zápisu: N70 G27 L180
Funkce F27 vyvolá skok programu na blok označený adresou L. Nejčastěji se funkce G27 používá k přeskočení - vynechání nepotřebných částí programu.
Ve funkci G27 je možno zadat i skok na některý předcházející blok a vytvořit tak nekonečnou uzavřenou smyčku. Ve smyčce se bude program trvale opakovat až do přerušení.
Adresy: L @
Příklad zápisu: N256 G28 @POKUS.FCB
Funkce G28 vyvolá skok ze spuštěného programu na jiný program,
jehož název je ve funkci G28 zadán. Tento nový program musí být zapsán ve stejném adresáři . Pokud je zadána současně i adresa L, začne se nový program zpracovávat od zadaného řádku. Po skončení volaného programu se řídící systém automaticky vrátí do programu původního.
Pomocí funkce G28 je možno velmi snadno spojovat různé programy v jeden celek. To má význam například pro extrémně dlouhé programy, které nemohou být jako jeden celek uloženy v operační paměti systému, a dále, podobně jako funkce G26, k vyvolání jiného programu fungujícího jako podprogram.
Adresy: X Z
Příklad zápisu: N50 G31 X5 Z0
Funkce G31 vyvolá pohyb v stroje rychlostí, která umožňuje okamžité zastavení bez dobržďování. Pohyb trvá tak dlouho, dokud se dotyk sondy nedostane do kontaktu s překážkou. V okamžiku, kdy sonda vyšle signál o kontaktu, pohyb se okamžitě zastaví a vypíší se aktuální souřadnice. Program pokračuje na následujícím bloku.
Pokud ke kontaktu sondy nedojde během celé naprogramované dráhy, pohyb se běh programu se zastaví a vypíše se hlášení Porucha sondy. Při spuštění funkce G31 musí být sonda mimo dotyk. V opačném případě se pohyb nevykoná a vypíše se hlášení Sonda v dotyku. Nelze tedy programovat dvě funkce G31 bezprostředně za sebou.
Dotykovou sondu lze na soustruhu užít k odměřování korekcí nástrojů, kontrole polotovaru nebo výrobku. Pomocí rozšiřujícího softwaru, který se dodává mimo rámec základního programového vybavení, lze řešit další úlohy např. kopírování obecného tvaru.
Adresy: X Z K
Příklad zápisu: N23 G33 X45 Z-65.5 K0.75
Funkce G33 určená pro řezání závitu na válci a na kuželu je v podstatě shodná s lineární interpolací G1. Při závitování je však nutné dodržet velmi přesně kinematickou vazbu mezi otáčením obrobku a posuvem nástroje. Proto je u funkce G33 v činnosti přesný snímač otáček vřetene, řídící systém vyhodnocuje okamžité otáčky a přizpůsobuje neustále posuv tak, aby výsledné stoupání závitu odpovídalo programované hodnotě K. Vzhledem k velkému počtu snímání (2000 za otáčku) je tak korigováno i případné kolísání úhlové rychlosti vřetene během jedné otáčky.
Snímání otáček a výpočet potřebných posuvů jsou pro řídící systém časově náročné operace, a proto jsou při závitování maximální dovolené otáčky omezeny nastavením systému
Vyříznutí závitu na jeden průchod nástroje je ve většině případů technologicky nevhodné nebo dokonce nemožné. Proto je vhodnější pro výrobu závitů na válci použít závitovací cykly G78 nebo G79 a funkci G33 užít pouze na výrobu závitů specielních na kuželu a na čelní ploše, případně pro sestavení speciálních uživatelských závitovacích podprogramů.
Adresy: bez adres
Příklad zápisu: N50 G40
Funkce G40 ruší korekce zapsané funkcemi G41 a G42. Pokud by v programu nebyla funkce G40 zapsána, zruší se korekce na konci programu automaticky.
G41 KOREKCE ZLEVA
Adresy: bez adres
Funkce G41 a G42 zajistí posunutí skutečné dráhy nástroje oproti dráze programované tak, aby se eliminoval vliv poloměru špičky nástroje na tvar obrobku. Velikost poloměru špičky každého nástroje je zapsána v tabulce KOREKCE. (Rovněž musí být správně zapsán typ nástroje, který rozhoduje o směru provedení korekcí.) Celá problematika je patrná z následujících obrázků:
: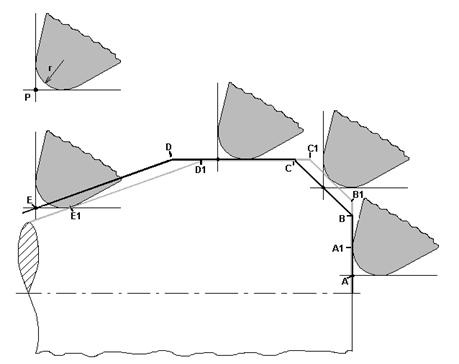
Poloha nástroje je dána polohou jeho teoretické špičky – bodem P. Protože ve většině případů je špička nástroje zaoblena poloměrem několika desetin milimetru, není skutečný tzv. utvářející bod ostří totožný s bodem P. Jeho poloha na špičce se mění podle směru pohybu nástroje. Na obr je součást zadaná polohou uzlových bodů A až E. Program pro výrobu součásti bude pomocí souřadnic těchto bodů zapsán. Při obrábění bude bod P nástroje zadanými body postupně procházet. Utváření konečného povrchu součásti bude ale prováděno tečnými body na špičce nástroje a tvar vyrobené součásti bude dán body A, B1, C1, D1, E1. Z obrázku je vidět že k odchylce skutečného tvaru od tvaru programovaného dochází na kuželových plochách, naopak plochy čelní a válcové jsou obrobeny bez chyby. Velikost vzniklé chyby závisí na poloměru špičky a na sklonu obráběné plochy. Podobné problémy vznikají i při obrábění rádiusů pomocí funkcí G2 a G3.
Z uvedeného je patrné že užití funkcí G41 a G42 má smysl pro dokončovací obrábění kuželových a rádiusových ploch.
Příklad:
Je třeba přesně obrobit konečný tvar součásti na obr.
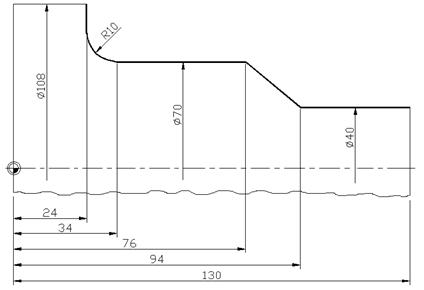
N100 G0 X40 Z140
N110 G42 ; zařazení korekce
N120 G0 Z133
N130 G1 Z94
N140 G1 X70 Z76
N150 G1 Z34
N160 G2 X90 Z24 R10
N170 G1 X112
N180 G40 ; zrušení korekce
N190 G0 X150 Z150 ; odjetí od kusu
Funkce G41 se používá pokud má obráběná plocha ležet vpravo od dráhy nástroje, funkce G42 pro plochu ležící vlevo od dráhy nástroje.
Obě funkce G41 a G42 korigují dráhu zapsanou funkcemi G0, G1, G2, G3, pro jiné funkce jejich použití nemá smysl a může způsobit chybu v polohování nástroje. Zápis každé korekční funkce má v programu trvalou platnost až do zrušení funkcí G40 nebo do konce programu.
Při programování vnitřního tvaru musí být samozřejmě nejmenší poloměr programované dráhy větší nebo roven poloměru použitého nástroje. Pokud tato podmínka nebude splněna dojde k chybnému obrobení tvaru (vnitřní tvar bude podříznut).
Pro bezchybnou činnost korekčních funkcí je třeba k obráběnému povrchu nástrojem přijet již se zařazenou korekcí z té strany obráběného obrysu, po kterém se má dále nástroj pohybovat.
Adresy: bez adres
Příklad zápisu: N 100 G50
Funkce G50 zruší nastavení lokálního souřadného systému funkcí G51 a provede návrat k původním souřadnicím stroje. Při spuštění programu je funkce G50 vždy nastavena automaticky a je vypsána v oknu Programované funkce.
Adresy: X Z
Příklad zápisu: N15 G51 Z100
Funkce G51 zavádí lokální souřadný systém, který může být pro uživatele výhodnější než systém základní určený referenčními body stroje nebo jiným určením. Lokální souřadný systém může mít počátek např. na čele polotovaru nebo upínače. Popřípadě je možno lokální systém použít pro tvorbu podprogramu v absolutním programování. Funkce G51 přiřadí okamžité poloze osy hodnotu, ve funkci u příslušné adresy zapsanou. Běžné je zavádění lokálního souřadného systému u osy Z, u osy X nemá u soustruhu logický význam. Návrat do původního souřadného systému je možný funkcí G 50.
Skupina funkcí G64 až G85 se souhrnně nazývá pevné cykly. Tyto funkce umožňují výrazně zkrátit délku programu, a tím pracnost programování často se opakujících tvarů Každý pevný cyklus má určenou sekvenci pohybů, tzv. úseků, kterou by jinak bylo nutno programovat funkcemi G0 a G1.
Společnou vlastností všech cyklů je návrat do výchozího bodu po ukončení cyklu. Všechny cykly je možno zadat jak v absolutních, tak přírůstkových souřadnicích.
Adresy: X Z U F
Příklad zápisu: N10 X50 Z-146 U2.5 F100
Funkce G61 se používá k hrubování kuželové plochy po stupních rovnoběžných s osou rotace. Do adresy X se zapisuje konečný malý průměr kuželové plochy, velký průměr je dán polohou nástroje při spuštění cyklu. Adresa Z určuje délku kuželové plochy, tloušťka třísky je dána adresou U. Po ukončení hrubování nástroj začistí stupně při obrábění vzniklé a vrátí se do výchozí polohy.
Hrubovací cyklus je možno samozřejmě použít i pro vnitřní obrábění.
Adresy: X Z U F
Příklad zápisu: N20 X27 Z15 U2 F150
Funkce G62 se používá k hrubování vydutého (vnitřního) čtvrtkruhu. Pro neúplný čtvrtkruh nelze tuto funkci použít. Adresy X a Z musí být proto zadány tak, aby jimi byl definován čtvrtkruh s osou v místě výchozí polohy nástroje. V opačném případě řídící systém vypíše chybové hlášení. Tloušťka třísky je dána adresou U. Po ukončení hrubování nástroj začistí kruhovou interpolací stupně při obrábění vzniklé a vrátí se do výchozí polohy.
Adresy: X Z U F
Příklad zápisu: N30 X40 Z-125.8 U1 F170
Funkce G63 se používá k hrubování vypuklého (vnějšího) čtvrtkruhu. Pro neúplný čtvrtkruh nelze tuto funkci použít. Adresy X a Z musí být proto zadány tak, aby jimi byl definován čtvrtkruh s osou v místě výchozí polohy nástroje. V opačném případě řídící systém vypíše chybové hlášení. Tloušťka třísky je dána adresou U. Po ukončení hrubování nástroj začistí kruhovou interpolací stupně při obrábění vzniklé a vrátí se do výchozí polohy.
Adresy: X Z U F
Příklad zápisu: N56 X21 Z-35.6 U2 F150
Funkce G64 se používá k rychlému programování odebrání většího přídavku na válcové ploše postupně po jednotlivých třískách. Do adres X a Z se zapisuje nejzazší poloha vybrání, do adresy U tloušťka třísky při jednom průchodu, a do adresy F posuv pracovních pohybů.
Sled pohybů začíná nabráním přídavku U, následuje soustružení válcové plochy v délce dané adresou Z, odlehčení od obrobené plochy a návrat. Tento sled se opakuje až do dosažení požadovaného průměru. Po obrobení poslední třísky nůž zarovná čelní plochu a vrátí se do výchozího bodu cyklu.
V případě, že odebíraný přídavek není celým násobkem programované tloušťky třísky, bude poslední odebíraná tříska tenčí, tak, aby výsledný průměr, který je prioritní byl dodržen.
Podélný hrubovací cyklus je možno samozřejmě použít i pro vnitřní obrábění.
Adresy: X Z W F
Příklad zápisu: N40 G66 X12 Z25 W3.5 F50
Funkce G66 se používá k vytvoření drážky širší než je zapichovací nůž, postupným zapichováním. Adresami X a Z jsou dány konečné rozměry zápichu, do adresy W se zapisuje šířka zapichovacího nože.
Sled pohybů cyklu začíná z výchozího bodu zapíchnutím , mezi jednotlivými zápichy se nástroj přesune o hodnotu W - 0.5 mm, po posledním zápichu nástroj začistí dno drážky a vrátí se do výchozího bodu.
Adresy: X Z W F
Příklad zápisu: N134 G68 X0 Z-2.5 W.7 F80
Funkce G68 se používá k odebrání většího přídavku na čele součásti po jednotlivých třískách o tloušťce W. Po odebrání poslední třísky nástroj začistí válcový průměr zbylého čepu.
Adresy: X Z U K H
Funkce G78 se používá k programování výroby závitů na válci v případě, že není možno závit vyříznout na jednu třísku funkcí G33, (tedy ve většině případů řezání závitů.)
Sled pohybů je obdobný jako u funkce G64 (mimo zarovnání čela). Cyklus začíná nabráním přídavku U, následuje soustružení závitu se stoupáním K v délce dané adresou Z, odlehčení od obrobené plochy a návrat. Tento sled se opakuje až do dosažení požadovaného malého průměru závitu daného adresou X. Po obrobení poslední třísky se nástroj vrátí do výchozího bodu cyklu.
Stejně jako u funkce G33 jsou při závitování přesně odměřovány skutečné otáčky vřetene a jím přizpůsobován okamžitý posuv. Navíc se zde využívá tzv. startovací puls, vysílaný otáčkovým snímačem jednou za otáčku, který umožní opakované navázání závitu při odřezávání další třísky. Maximální otáčky vřetene pro závitování jsou omezeny podle nastavení systému.
Adresa H slouží k zápisu výběhu závitu. Pokud je zapsána H0 (nebo pokud adresa H není použita), nástroj vyjíždí ze záběru bez výběhu kolmo k povrchu a pokud není nástroj již mimo závit, dojde k poškození závitu. Výběh závitu začíná vždy 1.28 mm před programovaným koncem závitu. Strmost výběhu je dána zapsanou hodnotou H takto: H1 výběh pod úhlem 45 stupňů od osy součásti
H2 22.5
H3 11.25
Adresy: X Z U K
Příklad zápisu: N34 G79 X14.8 Z54 K2.5
Cyklus G79 se od předcházejícího cyklu G78 liší pouze přísuvem nástroje do řezu, který zde není kolmo k ose, ale rovnoběžně s bokem metrického závitu, tedy pod úhlem 60 stupňů k ose součásti. Šikmým přísuvem se dosáhne odřezávání třísky pouze na jednom boku závitu, a tím výrazného snížení řezné síly.
Adresy: Z F
Příklad zápisu: N35 G81 Z-15 F70
Funkce G81 se používá pro jednodušší zápis vrtací operace. Suport se pohybuje pracovním posuvem v ose Z do hloubky zadané adresou Z, a potom se okamžitě rychloposuvem vrací do výchozího bodu. Funkce G81 nahrazuje tedy v programu dva bloky s funkcemi G1 a G0.
Adresy: Z W F
Příklad zápisu: N80 G83 Z-60 W7 F50
Při vrtání hlubokých otvorů je třeba opakovaně vrtání přerušit a nástroj vysunout pro odstranění třísek. Rychlé zapsání takovéhoto sledu pohybů umožňuje funkce G83. Celková hloubka otvoru se zadává v adrese Z (absolutně nebo přírůstkově), obdobně jako ve funkci G81, a dále v adrese W hloubka vrtaná najednou. Sled pohybů je následující: vrtání do hloubky W, vyjetí rychloposuvem, zasunutí nástroje rychloposuvem do vyvrtaného otvoru 0.5 mm nad dno, vrtání o další hloubku W až do vyvrtání celého otvoru. Potom se nástroj vrátí do výchozího bodu. V případě, že zadaná hloubka není celým násobkem W, řídící systém hloubku rozdělí na úseky tak, aby nebyly větší než zadané W.
Adresy: Z F
Příklad zápisu: N154 G85 Z-15 F300
Vystružovací cyklus G85 funguje obdobně jako cyklus vrtací G81 s tím rozdílem, že zpětný pohyb nástroje se děje pracovním posuvem.
Adresy: bez adres
Příklad zápisu: N15 G90
Funkce G90 přepíná řídící systém k absolutnímu zadávání souřadnic. Při programování v absolutních souřadnicích se zapisují koncové body dráhy pohybu, které jsou dané vzdáleností od zvoleného počátku souřadnic. U soustruhu je určitou zvláštností, že v ose X se zapisuje průměr, tedy dvojnásobek vzdálenosti od osy.
Při přírůstkovém programování se v pohybových funkcích zapisují délky dráhy pohybu v jednotlivých osách.
Oba způsoby zadávání je možno použít ve všech pohybových funkcích. Absolutní zadávání (též absolutní programování) je prioritní a je nastaveno automaticky vždy po zapnutí řídícího systému. Proto není nutno funkci G90 na začátku programu zapisovat a funkce G90 je uvedena v oknu Programované funkce.
Při automatickém běhu jsou vždy vypsány souřadnice absolutní, bez ohledu na to, zda program byl zapsán absolutně nebo přírůstkově. Změna zobrazených souřadnic je možná pouze vynulováním nebo předefinováním funkcí G92, případně pokud došlo ke ztrátě vazby motoru novým zreferováním souřadného systému funkcí G98.
Funkce G90 má v programu logický význam pouze jako návrat k absolutnímu zadávání souřadnic, pokud v předchozí části programu byla použita funkce G91.
Adresy: - bez adres
Příklad zápisu: N12 G91
Funkce G91 přepíná řídící systém k přírůstkovému zadávání pohybových funkcí. Funkce G91 má trvalý význam do zpětného přechodu funkcí G90 nebo ukončení programu.
Adresy: X Z
Příklad zápisu: N3 G92 X50 Z0
Funkce G92 přiřazuje okamžité poloze souřadných os X,,Z, hodnoty, které jsou ve funkci zapsány. Funkce tedy mění dosavadní souřadný systém, návrat k původnímu souřadnému systému není možný. Pouze u strojů, které jsou vybaveny referenčními spínači je možné pomocí funkce G98 obnovení základního souřadného systému (viz funkce G98).
Funkce G92 se nejčastěji používá na začátku programu k definování výchozí polohy nástroje vůči zvolenému počátku souřadnic. Užití v programu může být nebezpečné, neboť změna souřadnic je trvalá.
Ve většině případů je vhodnější užití lokálního souřadného systému pomocí funkcí G50 a G51.
Adresy: - bez adres
Příklad zápisu: N5 G94
Funkce G94 přepíná řídící systém do zadávání rychlosti posuvů v milimetrech za minutu. Po zapnutí je tato funkce nastavena automaticky.
Adresy: - bez adres
Příklad zápisu: N10 G95
Funkce G95 přepíná řídící systém do zadávání posuvů v milimetrech na otáčku. Minutový posuv potom řídící systém vypočítává podle skutečných otáček vřetene.
Adresy: A
Příklad zápisu: N5 G96 A2500
Funkce G96 přizpůsobuje otáčky vřetene velikosti právě obráběného průměru tak, aby řezná rychlost byla konstantní. Jako základ se pro výpočet berou skutečné právě nastavené otáčky a okamžitý obráběný průměr. Funkce G96 má trvalou platnost do ukončení programu. Předčasně funkce ztrácí platnost nájezdem do reference funkcí G98, nebo zápisem nových otáček adresou S. Pokud je ve funkci G96 zapsána i adresa A, udává maximální otáčky, které nebudou překročeny.
Adresy: - bez adres
Příklad zápisu: N1 G98
Funkce G98 se používá k ztotožnění zobrazovaných souřadnic se skutečnou polohou vůči souřadnému systému stroje. Toto ztotožnění je nutné provést, pokud dojde z jakéhokoliv důvodu ke ztrátě souřadnic. Ztráta souřadnic nastane výpadkem napájení, vypnutím stroje tlačítkem Centrál stop během pohybu, najetím na koncový spínač pohybů, ztrátou vazby krokového motoru přetížením. Pokud k žádné uvedené situaci nedojde, zachovává si řídící systém správné souřadnice po celou dobu provozu i po vypnutí a opětovném zapnutí.
Přesné najetí na koncové spínače v referenčním bodě je možné pouze do určité rychlosti pohybu. Proto je nájezd do reference možný pouze v automatickém režimu funkcí G98. Tato funkce vyvolá následující sled pohybů: Osa X rychloposuvem najede na koncový spínač, vrátí se několik milimetrů zpět, znovu najede na koncový spínač malou rychlostí a vrátí se o jeden milimetr. Stejným způsobem potom na koncový spínač najede osa Z.
Užitím adresy H je možné chování funkce G98 modifikovat. Například pro zkrácení času může být někdy vhodné referovat pouze v ose X. Je možné k referenci použít i koncové spínače ve směru záporných os, ovšem to si vyžádá změnu položek v tabulce strojní konstanty.
Po zastavení všech pohybů se zobrazené souřadnice polohy přepíší souřadnicemi, které náleží danému nástroji v referenčním bodu. Pokud pro zadaný nástroj jsou v tabulce Korekce zadány nulové korekce (neni osazena nástrojem), vypíší se souřadnice polohy nulového bodu seřizovacího bodu upínače nástrojů (revolverové hlavy nebo rychlovýměnné hlavy). Tyto souřadnice má systém trvale uloženy v tabulce Strojní konstanty. Pokud jsou pro nástroj zapsány určité korekce v tabulce Nástroje, budou samozřejmě akceptovány a vypíší se souřadnice o hodnotu korekcí posunuty od velikosti z tabulky strojní konstanty.
Tabulka hodnot H
H1 reference pouze X+
H2 X-
H4 Z+
H8 Z-
Adresy: - bez adres
Příklad zápisu: N57 M00
Funkce M0 přeruší běh programu na neomezenou dobu. Otáčení vřetena se zastaví. Dalšího pokračování programu se dosáhne opětovným stisknutím tlačítka .
Funkce M0 se používá v těch případech, kdy má být proveden na stanoveném místě programu ruční zásah, např. vymetení třísek, kontrola, přepnutí obrobku apod.
Adresy: O
Příklad zápisu: N180 M1 O7
Funkce M1 přeruší běh programu jako funkce M0, s tím rozdílem, že k přerušení dojde pouze je-li zároveň splněna programovaná podmínka O. Pomocí této funkce lze tedy přerušit běh programu na předem určeném místě na základě informace, jejíž hodnota není předem známa. Podmínky O byly popsánu u funkce G23.
Adresy: S
Příklad zápisu: N4 M03 S2750
Funkce M3 (M4) spouští otáčení vřetena otáčkami zapsanými v adrese S. V případě, že se již vřeteno otáčí, nastavuje funkce otáčky nově zadané. Funkce má trvalou platnost buď do zastavení vřetena funkcemi M0, M1, M5, M6, nebo do ukončení programu.
Při použití zkráceného zápisu se funkce M3 nebo M4 zapíše pouze na začátku programu, aby byl určen smysl otáčení vřetene, a při změně otáček se do libovolného bloku zapíše pouze adresa S s novou hodnotou. Roztočení vřetene a ustálení na zadaných otáčkách trvá určitou dobu závislou na velikosti otáček a hmotnosti obrobku. Proto je před přechodem na další funkci automaticky zařazena krátká prodleva. V některých případech může být tato prodleva nedostatečná a je vhodné ji prodloužit funkcí G4.
Pozor: Při dané konfiguraci mechaniky stroje se standardně pro obrábění používá funkce M3.
Adresy: - bez adres
Příklad zápisu: N300 M05
Funkce M5 zastaví otáčení vřetene. Běh programu pokračuje po dosažení nulových otáček. Funkce se používá pokud má být v části programu vřeteno v klidu (např. pro měření sondou), nebo pokud je třeba provést reversaci otáček. Použití na konci programu je zbytečné, protože zastavení vřetene je zde automatické.
Adresy: T
Příklady zápisu: N7 M6 T5.0
N50 M6 T2.1
Funkce M6 se používá pro výměnu nástroje za další nástroj označený adresou T. Způsob označování nástrojů, měření a zápis jejich korekcí je podrobně popsán v kapitole SOUŘADNÝ SYSTÉM SOUSTRUHU.
Chování funkce M6 je rozdílné podle způsobu výměny nástroje. Výměna nástrojů může být buď ruční s použitím rychloupínací hlavy nebo automatická pomocí otočné revolverové hlavy.
Funkce M6 vyvolá otočení revolverové nástrojové hlavy do polohy dané adresou T. Po zpevnění revolverové hlavy řídící systém provede korekci polohy špičky nástroje, to znamená přepočte pro nový nástroj podle údajů o jeho korekcích uložené v tabulce Korekce aktuální souřadnice polohy špičky a zobrazí je na monitoru. Potom program pokračuje následujícím blokem.
Ruční výměna nástrojů.
Funkce M6 zastaví běh programu, a zastaví otáčení vřetene. Na monitoru se vypíše hlášení Výměna nástroje, nástroj T... Potom řídící systém očekává ruční výměnu nástroje. Po jejím dokončení se další běh programu spustí zeleným startovacím tlačítkem. Stejně jako při automatické výměně nástroje se vypíší souřadnice polohy špičky nového nástroje vypočtené s využitím tabulky Korekce, potom se roztočí vřeteno na původní otáčky a běh programu pokračuje následujícím blokem.
Adresy: - bez adres
Příklad zápisu: N20 M8
Funkce M8 spustí motor čerpadla chladící kapaliny. Funkce má trvalou platnost do vypnutí funkcí M9 nebo do konce programu. Při výměně nástroje se čerpadlo automaticky vypne.
Adresy: bez adres
Příklad zápisu: N250 M17
Funkcí M17 se povinně ukončuje každý podprogram. Funkce vrací řídící systém zpět na blok následující za blokem, ze kterého byl skok do podprogramu proveden. Funkce má význam spolu s funkcemi G23, G25, G29.
Pokud je v programu nalezena funkce M17 a přitom nebyl volán nový podprogram (např. pokud není ukončen hlavní program funkcí M30 nebo byl spuštěn samostatný podprogram určený pro volání z jiného programu), bude vypsáno chybové hlášení Chybný návrat z podprogramu nebo Hlavní program není ukončen funkcí M30.
Pokud naopak není nalezena funkce M17 po volání podprogramu, bude vypsána chybová hláška Chybné volání podprogramu.
Adresy: Q
Příklady zápisu: N73 M20 Q2 Q4
N80 M21 Q4
Funkce M20 a M21 jsou určeny pro ovládání programovatelných výstupů řídícího systému. Pomocí těchto výstupů je možno řídit činnost dodatečně připojených zařízení např. chlazení či odsávání, optické nebo akustické signalizace, automatického upínače obrobků. Funkce M20 spíná elektrický signál na jeden nebo více programovaných výstupů. Signál trvá do ukončení funkcí M21 nebo do ukončení programu. Způsob napojení na výstupní signály je uveden v elektrodokumentaci stroje. Max zatižitelnost jinak nevyužitých kontaktů 36 W, max. napětí 110 VAC viz podrobná dokumentace.
Tabulka výstupních signálů
│Q1 sepnutí otáčení vřetene (signál je standartně využit systém)│
│Q2 reversace vřetene │
│Q3 chlazení │
│Q4 uživatelský výstup pin jednotky A1 76 až 78 │
│Q5 79 81 │
│Q6 82 84 │
│Q7 85 87 │
│Q8 vypnutí silové části stroje │
Adresy: @
Příklady zápisu: N10 M25 @DATA.SOU
N15 M25
Funkce M25 umožňuje otevřít soubor zadaného názvu s povinnou příponou .SOU ,.COM nebo .LPT. Soubor s příponou .SOU je směrován na disk do aktuálního adresáře, soubor .COM je směrován na seriové rozhraní a soubor .LPT je směrován na paralelní rozhraní-tiskárnu. Funkce uloží právě aktuální souřadnice do otevřeného souboru. Pokud je soubor již otevřen funkcí M25 s adresou @, při dalších zápisech do tohoto souboru se již jméno souboru neuvádí.
Funkce M25 má největší význam spolu s funkcí G31 pro snímání tvaru povrchu. Jednoduchý program pro sejmutí souřadnic řady bodů, které leží ve směru osy X 3 mm od sebe a jsou měřeny ve směru osy Z může vypadat následovně:
N10 G91 ;přechod do přírůstkového programování
N15 M29 @pokus.SOU ;TEXT ;otevření souboru pro ukládání dat
N20 G26 L100 H20 ;volání podprogramu na řádku 100
N30 M30 ;konec hlavního programu
N100 G31 Z-5 ;vlastní měření ve směru osy Z
N110 M25 ;zápis souřadnic do souboru
N120 G0 X3 Z3 ;přejetí na další měřený bod
N140 M17 ;konec podprogramu
Adresy: @
Příklad zápisu: N10 M26 @DATA.SOU
N15 M26
Funkce M26 má chování obdobné jako funkce M25, do souboru nejsou zapisovány souřadnice, ale velikost parametru P90. Funkce M26 má užití při sestavování komplikovanějších programů využívajících práci s parametry. Parametr P90 vypsaný na displeji může mít význam např. čísla prováděného cyklu, nebo může zobrazovat výsledek matematického výpočtu rozměrů z dat získaných dotykovou sondou. Bližší podrobnosti o užití parametrů – viz část o parametrickém programování.
Adresy: @
Příklad zápisu: M29 ABC.SOU ; souřadnice povrchu měření číslo 1
Funkce M29 má chování obdobné jako funkce M25, ale do souboru nejsou vypisovány souřadnice, ale text zapsaný za středníkem. Příklad užití funkce je uveden spolu s funkcí M25.
Adresy: - bez adres
Příklad zápisu: N530 M30
Funkce M30 ukončuje hlavní program a vrací řídící systém na začátek programu. Otáčení vřetene se zastavuje.
Funkce M30 musí být povinně použita na ukončení hlavního programu ve všech programech, kde jsou za hlavním programem zapsány podprogramy. Funkcí M30 se oddělí konec hlavního programu od začátku dále zapsaných podprogramů. V jiných případech není užití funkce M30 povinné.
Adresy: bez adres
Příklad zápisu: N10 M40
Funkce M40 zabezpečí navazování za sebou jdoucích lineárních nebo kruhových interpolací (funkcí G1, G2, G3) bez zastavování mezi bloky. Funkce M40 má význam především v programech určených k obrábění tvarově složitých ploch generovaných systémy CAD/CAM. V těchto programech je vyráběná tvarová plocha nahražena přímkami délky desetin nebo setin milimetrů. Při provozování programu bez funkce M40 se neustálým zastavováním mezi bloky výrazně prodlužuje strojní čas, mechanika stroje je značně zatěžována a zhoršuje se kvalita povrchu obrobku.
Při použití funkce M40 jsou data popisující budoucí dráhu pohybu přenášena do PLC části systému po blocích, které je možno provést bez zastavení. Kontinuální navázání dvou následujících drah pohybu je možné pokud tyto dráhy spolu svírají takový úhel, při kterém je napojení bezpečné.
Funkce M40 má v programu platnost do ukončení funkcí M41, nebo do konce programu. Pokud je v programu mezi bloky s funkcemi G1, G2, G3 zapsána jakákoli
jiná funkce, kontinuální běh se automaticky přeruší. Pokud je v bloku použita adresa posuvu F, bude rovněž kontinuální běh přerušen.
Adresy: bez adres
Příklad zápisu: N530 M40
Funkce M41 ruší nastavenou funkci M40. Nadále bude program interpretován s přerušováním mezi jednotlivými bloky.
Adresy: bez adres
Příklad zápisu: N289 M99
Funkce M 99 ukončuje hlavní program a vrací řídící systém na začátek programu. Otáčení vřetene se zastavuje a ruší se nastavené funkce. Na rozdíl od funkce M 30 je současně opuštěn režim řízení stroje do editoru nebo do prostředí, z kterého byl běh programu volán. Funkce M99 má praktický význam v modifikovaných řídících systémech využívajících speciální menu.
Příklad:
Z polotovaru průměr 50 délka 100 mm je třeba obrobit součást podle obr.

Budou použity dva soustružnické nože: hrubovací pozice T1 a dokončovací pozice T2. Následující program je komentován formou textových poznámek.
N10 G98 ; najetí do referenčního bodu
N20 M6 T1 ; výměna nástroje
N30 M4 S800 ; start vřetene 800 otáček
N40 G0 X52 Z100 ; najetí do výchozího bodu pro hrubování
N50 G68 X0 Z97.5 W2 F100 ; čelní hrubovací cyklus – plocha A
N60 G0 X50 Z102 ; najetí do výchozího bodu pro hrubování
N70 G64 X38.5 Z30.5 U2 F160 ; podélný hrubovací cyklus – plocha B
N80 G0 X38.5
N90 G64 X20.5 Z57.5 U2 ; podélný hrubovací cyklus – plocha C
N95 G0 X150 ; odjetí na výměnu nástroje
N100 M6 T2 ; výměna nástroje
N110 M4 S1000 ; start vřetene
N120 G0 X0
N130 G1 Z97 F80 ; postupné dokončování
N140 G1 X20
N150 G3 X216 Z95 R2 ; soustružení zaoblení R2
N160 G1 Z57
N170 G1 X34
N180 G1 X38 Z55 ; soustružení sražení hrany 2x45
N190 G1 Z30
N200 G1 X52
N210 G0 X150 ; odjetí do bezpečné polohy pro výměnu
N220 M30 ; konec programu

|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 3930
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved