| CATEGORII DOCUMENTE |
| Bulgara | Ceha slovaca | Croata | Engleza | Estona | Finlandeza | Franceza |
| Germana | Italiana | Letona | Lituaniana | Maghiara | Olandeza | Poloneza |
| Sarba | Slovena | Spaniola | Suedeza | Turca | Ucraineana |
| Eri | Internet | Lääketiede | Persoonallisuuksia | Politiikka | Reseptejä | Ruoka | Sosiologia |
| Talous | Tehnica |
DOCUMENTE SIMILARE |
|
menTAMPEREEN TEKNILLINEN YLIOPISTO
Teemu Tupala
Miten alumiini soveltuu rakennemateriaaliksi tuotantotekniikan näkökulmasta tarkasteltuna?
Opiskeluessee
1. Johdanto
2. Miten alumiinia valmistetaan?
3. Miten alumiini soveltuu rakennemateriaaliksi?
4. Mitkä ovat yleisimmät alumiinin seokset ja mihin niitä käytetään?
5. Miten alumiinia työstetään?
5.1 Miten alumiinia työstetään lastuavilla menetelmillä?
5.2 Miten alumiinia hitsataan ja miten se eroaa teräksen hitsauksesta?
5.3 Mitkä ovat muut tunnetut alumiinin työstömenetelmät konepajoissamme?
6. Tiivistelmä
Lähteet
Alumiinia pidetään yleisesti kalliina ja hieman vieraana materiaalina ainakin perinteisissä konepajoissa, joissa on totuttu työskentelemään raudan kanssa. Viime aikojen raudan hinnan nousu on saanut monet miettimään vaihtoehtoisia materiaaleja raudan tilalle. Tämä on avannut portteja myös muille metalleille kuten esimerkiksi alumiinille. Rauta ja sen eri seokset ovat edelleenkin monissa koneenrakennuskohteissa lähes välttämättömiä, mutta alumiini on saanut yhä enemmän jalansijaa hyvien ominaisuuksiensa ansiosta. Kinoksen mukaan alumiini onkin raudan jälkeen toiseksi käytetyin raaka-aine, jonka suosio ja käyttökohteet laajenevat jatkuvasti. Alumiinin valmistus rakennemateriaaliksi vaatii paljon energiaa. Tämä on eräs tärkeimmistä syistä, miksi alumiini on terästä kalliimpaa. Energian kallis hinta Suomessa on osaltaan aiheuttanut sen, että alumiini ei ole täällä niin suosittu kuin muissa Pohjoismaissa. Alumiini on kuitenkin kolmanneksi yleisin alkuaine maapallolla, joten potentiaalia alumiinin käytön kasvamiselle on. (Kinos 1998, s. 1–2.)
Tässä tekstissä pyritään tarkastelemaan alumiinin soveltuvuutta konepajoihin perinteisten työstömenetelmien pohjalta. Erityisesti hieman vanhemmat konepajat ovat tottuneet työskentelemään enemmän raudan ja sen seosten parissa, jolloin alumiinin työstö ja jalostus tuotteeksi on jäänyt vähemmälle. Työkalut ja koneet on aikoinaan hankittu raudan ja sen eri seosten työstöä silmällä pitäen. Alumiini poikkeaa kuitenkin hieman raudasta työstöparametrien, työkalujen ja työstömenetelmien osalta. Tekstissä on tarkoitus löytää vastaus seuraaviin kysymyksiin: Miten alumiinia valmistetaan? Miten alumiini ja sen eri seokset soveltuvat rakennemateriaaliksi? Miten alumiinin työstöparametrit eroavat yleisimmistä metalleista ja miten alumiinia voi työstää? Näitä kysymyksiä tullaan tarkastelemaan erityisesti lattiatason työntekijän ja suunnittelijan näkökulmasta.
Tekstin aluksi kerron pääpiirteittäin miten alumiinia valmistetaan ja kuinka alumiini soveltuu rakennemateriaaliksi. Tämän jälkeen kerron alumiinin eri seoksista ja mihin alumiinia yleisesti käytetään. Seuraavaksi käsittelen alumiinin työstöä yleisimpien työstömenetelmien sekä muutamien alumiinille hyvin sopivien työstömenetelmien kannalta. Lopuksi tekstissä pohdin edellisten kappaleiden tuloksia ja mietin hieman alumiinin tulevaisuuden näkymiä.
Alumiini on mukana meidän jokapäiväisessä elämässämme. Harvoin tiedostamme tätä asiaa tai mietimme, miten alumiini on valmistettu. Alumiini yleisesti mielletään kevyeksi, harmaaksi ja hieman kiiltäväpintaiseksi metalliksi, joka ei ruostu. Nämä ovat kaikki alumiinille tyypillisiä ominaisuuksia, mutta alumiinin tie maaperästä kuluttajalle on harvalle täysin selkeää.
Raaka-ainekäsikirjan mukaan alumiini on löydetty noin puolitoista vuosisataa sitten, mutta sitä on pystytty tuottamaan vain noin 100 vuotta. Alumiinin valmistuksessa suuri osa energiasta kuluu puhtaan alumiinin erottamiseen yhdisteistä. Alumiini on kolmanneksi yleisin alkuaine maapallolla, mutta sitä ei esiinny luonnossa vapaana. Alumiini ilmenee luonnossa metallioksidina yleensä saveen, silittiin tai kiveen sitoutuneena. Merkittävä osa alumiinista on myös sitoutunut kasvillisuuteen. Alumiinia valmistetaan pääasiassa bauksiitista, jota louhitaan etenkin lämpimän vyöhykkeen maissa. Bauksiitti on muodostunut rapautumalla silikaattimineraaleista ja se sisältää noin 30 % alumiinia. Alumiinia ei kuitenkaan pystytä suoraan bauksiitista irrottamaan, vaan bauksiitti jalostetaan ensin alumiinioksidiksi Bayerin prosessilla. Bayerin prosessissa bauksiittimalmi murskataan ensin myllyssä, jonka jälkeen se kuivataan. Kuivattu murska jauhetaan hienorakeiseksi jauheeksi, joka liuotetaan natriumhydroksidi-liuokseen noin 200 °C lämpötilassa ja kuuden baarin paineessa, jolloin alumiinioksidi liukenee natriumaluminaatiksi. Natriumaluminaatti siirretään laimennusastiaan ja laimennetaan pesulipeällä. Tämän jälkeen prosessissa seuraa sakeutus. Sakeutuksessa liukenemattomat epäpuhtaudet erottuvat. Erottuneet epäpuhtaudet johdetaan edelleen pesulipeään ja sakeutusprosessi toistetaan. Aluminaattilipeä suodatetaan ja jäähdytetään sakeutuksen jälkeen saostusta varten. Saostettu alumiinihydroksidi pestään lämpimällä vedellä ja kuumennetaan noin 1300 °C kiteisiin jääneen veden poistamiseksi. Näin lopputuloksena on puhtaan valkoista jauhetta, alumiinioksidia. Alumiinia oli pystytty valmistamaan ennen Bayerin prosessin keksimistä. Valmistustapa oli kuitenkin monimutkainen ja valmistusmäärät todella pieniä, minkä takia alumiinin hinta hipoi pilviä. Alumiinin oli aikoinaan jopa kalliimpaa kuin kulta. (MET 2002, s. 31 33.) On selvää, että tämän prosessin keksiminen on vaatinut paljon työvuosia ja kokeiluja. Bayerin prosessia on pidetty käänteentekevänä mullistuksena alumiinin valmistuksessa ja se aiheutti aikanaan melkoisen hinnanlaskun alumiinin kilohintaan.
Alumiinioksidista pitää saada vielä oksidi pois, jotta voidaan puhua puhtaasta alumiinista. Tämä onnistuu Hall-Héroult – menetelmällä. Raaka-ainekäsikirjan mukaan menetelmää tarvitaan, sillä alumiinia ei voida erottaa oksidista hiiletyspelkistyksen avulla, kuten esimerkiksi rauta erotetaan rautaoksidista. Alumiinin pelkistys vaatii niin korkean lämpötilan, että sitä ei hiiletyspelkistyksellä saada aikaan. Pelkistäminen suoraan alumiinioksidistakin on mahdotonta, sillä se vaatisi noin 2000 °C lämpötilan. Tämän takia alumiini liuotetaan suolaan, joka sisältää alumiinifluoridia ja kyroliittia. Liuoksen avulla sulamislämpötila saadaan noin 1000 °C. Liuos laitetaan uuniin, jossa on hiilivuoratut seinämät ja erillisiä hiililohkoja uunin keskellä. Seinämät toimivat katodina ja hiililohkot anodina. Näiden välille johdetaan noin viiden voltin jännite ja maksimissaan 300 kiloampeerin virta. Tässä elektrolyysiprosessissa syntyy puhdasta alumiinia, joka vajoaa uunin pohjalle. Uunin pohjalta alumiini kaadetaan keräysuuneihin, joissa se valetaan aihioiksi tai harkoiksi jatkokäsittelyä varten. (MET 2002, s. 31–35.)
Prosesseista huomaamme, että alumiinin valmistus on monivaiheinen tapahtuma ja vaatii paljon energiaa. Puhtaan alumiinin valmistus vaatii lisäksi paljon bauksiittia. Yhden alumiinikilon valmistukseen tarvitaan kaksi kiloa alumiinioksidia, jonka tuottamiseen tarvitaan bauksiittia noin neljä kiloa, kuten Lukkari (2001, s. 8) kirjassaan kertoo. Tämän takia on hyvin ymmärrettävää, että alumiinia ei ole järkevää valmistaa maissa, joissa sähköenergia on kallista tai bauksiittia ei ole maaperässä louhittavaksi. Raaka-ainekäsikirjassa suurimmiksi alumiinin valmistajiksi luetaan Pohjois-Amerikka, Latinalainen Amerikka, Aasia, Länsi-Eurooppa, Kiina, Itä- ja Keski-Eurooppa sekä Oseania. Pohjoismaista Norja on suurin alumiinin valmistaja. Vuonna 2000 alumiinia valmistettiin noin 24 miljoonaa tonnia. Suomen maaperässä ei ole bauksiittia, eikä myöskään primäärialumiinin valmistusta. (MET 2002, s. 13–15.) Tästä voimme päätellä, että joudumme siis tuomaan kaiken primäärialumiinin ulkoa. Alumiinin jalostamiseen erikoistunutta teollisuutta on Suomessa jonkun verran, joten läheskään kaikki alumiinituotteet eivät tule ulkomailta. Tämä laskee alumiinituotteiden hintaa hieman, mutta monista hyvistä ominaisuuksista huolimatta saattaa se silti olla liian kallis materiaalivalinta useisiin kohteisiin.
Alumiini on siis kevyt ja hyvin korroosiota kestävä metalli, minkä takia se on hyvä materiaali monissa eri käyttökohteissa. Alumiinin korroosionkestävyys perustuu sen pintaan itsestään muodostuvaan oksidikerrokseen. Oksidikerros on hyvin ohut mutta kova, minkä takia se suojaa alumiinia ympäristön haitoilta. Keveyden avulla saadaan kevyempiä tuotteita, jotka säästävät käytössä energiaa ja ovat mukavampia käsitellä. Teräksen eräs heikko ominaisuus ainakin kosteissa oloissa on sen ruostuminen. Tämä lyhentää teräksestä valmistettujen tuotteiden kestoikää, vaikka tuote muuten olisi vielä käyttökelpoinen. Alumiinia käytettäessä ruostuminen ei ole läheskään niin suuri ongelma ja käyttöikää saadaan pidennettyä.
Alumiinin lujuus on riittävä myös vaativiin rakennuskohteisiin, mikä yhdessä keveyden ja korroosionkestävyyden kanssa on lisännyt sen käyttöä muun muassa auto, offshore - ja ilmailuteollisuudessa. Raaka-ainekäsikirjan mukaan alumiinin yleisimpiä käyttökohteita autoissa ovat muun muassa polttoainesäiliöt, täyttöputket, puskurit, sylinteriryhmät, männät ja jäähdyttimet. Alumiinin käyttö henkilöauton rakenteena on kaksinkertaistunut viimeisen vuosikymmenen aikana ja tulee kasvamaan yhä edelleen. Linja- ja kuorma-autoissa alumiinin käytöllä saavutetaan merkittäviä painonsäästöjä ja hyötykuormaa voidaan nostaa. Ensimmäinen alumiinista rakennettu raitiovaunu painoi aikoinaan noin 10 tonnia vähemmän kuin teräksiset. (MET 2002, s. 17–25.) Jos keskimäärin ihminen matkalaukkuineen painaa noin 100 kiloa, voimme helposti päätellä, kuinka paljon tällainen painonpudotus lisää hyötykuormaa ja säästää energiaa.
Raaka-ainekäsikirjassa alumiinin heikoiksi ominaisuuksiksi luetaan muun muassa kimmomoduuli (70 000 MPa), kulumiskestävyys, naarmuuntumisherkkyys ja pieni väsymislujuus (MET 2002, s. 12). Alumiinin kimmomoduuli on noin 1/3 teräksen kimmomoduulista. Pienemmän kimmomoduulin takia alumiinikonstruktio taipuu samalla voimalla kolme kertaa enemmän kuin vastaava teräksinen konstruktio. Toisaalta alumiinin tiheys on vain noin 1/3 teräksen tiheydestä, joten oikeilla konstruktioilla saadaan yhtä luja rakenne kuin teräksellä, mutta pienemmällä massalla. Alumiinin ja terästen eri seokset muuttavat suhteita hieman, mutta yleisesti voidaan ajatella edellä mainitulla tavalla.
Tarkastellaan esimerkin avulla, miten konstruktiomuutoksella saavutetaan painoetua, korvattaessa terästuote alumiinisella. Esimerkkikappaleena on 100x50x4-1000-kokoinen palkki, joka kiinnitetään toisesta päädystä ja kuormitetaan 10 kN voimalla pinnalta 50x1000. Valitaan palkin materiaaliksi Fe52. Palkin paino on noin 8,5 kg ja suurin taipuma palkin päässä on noin 4,5 mm. Kuvitellaan, että korvaamme palkin alumiinisella (AlZnMg) palkilla, joka on kokoa 150x50x4-1000. Tämän massa on vain noin 4,1 kg ja taipuma samalla tavalla kuormitettuna noin 4,8 mm. Esimerkin perusteella huomaamme, että muuttamalla sopivasti konstruktiota saamme painon tippumaan helposti puolella kriittisen mitoituksen arvojen muuttumatta. Alumiinin hinta ja konstruktion fyysisen koon kasvaminen ovat kuitenkin usein esteenä vastaavanlaisille muutoksille.
Kuten edellisen kappaleen esimerkistä käy ilmi, alumiinisissa tuotteissa on usein seosaineita parantamassa sen ominaisuuksia. Eri seosaineet vaikuttavat eri tavalla ja ovat joissain kohteissa suotavia ja joissain taas eivät. Tämän takia lähes jokaiseen työstömenetelmään ja eri käyttökohteisiin on omat seosaineet ja niiden yhdistelmät. Seuraavaksi käyn läpi hieman alumiinin pääseosaineita ja niiden vaikutusta eri tilanteissa.
Kinoksen mukaan alumiiniseokset jaetaan muokattaviin ja valettaviin seoksiin. Nämä pääluokat luokitellaan vielä karkeneviin ja karkenemattomiin seoksiin. Käsittelemme tässä kappaleessa muokattavia seoksia. Suomessa alumiiniseoksille käytetään standardimerkintää SFS-EN. Tämä merkintä yhdistää eurooppalaisen EN-standardin ja suomalaisen SFS-standardin. Standardimerkintöjen jälkeen tulee kirjain A, joka tarkoittaa että kyseessä on alumiininen seos. Tämän jälkeen on vuorossa joko kirjain W tai C. W tarkoittaa muokattavaa seosta ja C valuseosta. Kirjainten jälkeen merkinnässä on numerosarja, joka kertoo pääseosaineen ja tietoa seoksesta. Esimerkiksi merkintä SFS-EN AW-5754 tarkoittaa muokattavaa alumiiniseosta, jossa pääseosaineena on magnesium. Pääseosaineen saa selville numerosarjan ensimmäisestä numerosta. Numerot on jaoteltu seuraavasti: seostamaton puhdas alumiini 1, kupari 2, mangaani 3, pii 4, magnesium 5, pii ja magnesium 6, sinkki 7 ja muut 8. (Kinos 1998a, s. 3–5.)
Suunnittelijan on helppo valita työstömenetelmän ja lujuusvaatimusten mukaan sopiva alumiiniseos standardimerkinnän avulla. Alumiiniseoksiin kuuluu edellisten lisäksi vielä eri toimitustilojen merkinnät. Lukkarin mukaan toimitustiloja ovat: valmistustila F, hehkutettu O, muokkauslujitettu H, liuoshehkutettu W ja lämpökäsittely T. Toimitustilat merkitään seosmerkinnän jälkeen. Toimitustila saattaa sisältää vielä numerosarjan tarkentamaan merkintää. (Lukkari 2002, s. 63.)
Karkenevia muokattavia seoksia ovat raaka-ainekäsikirjassa seokset, jotka sisältävät kuparia (2), piitä ja magnesiumia (6) ja sinkkiä (7). Kuparia käytetään seosaineena parantamaan lujuutta ja lastuttavuutta, mutta samalla heikkenee korroosionkestävyys, hitsattavuus ja pursotettavuus. Kupariseosteista alumiinia käytetään muun muassa lentokoneen rungoissa. Alumiiniseos, joka sisältää piitä ja magnesiumia on käytetyin pursotettu alumiiniseos. Hyvän työstettävyyden ja hitsattavuuden sekä kohtalaisen lujuuden ansiosta sitä käytetään muun muassa ikkunoissa, ovissa, huonekaluissa ja auton osissa. Sinkin käyttö seosaineena lisää alumiinin lujuutta merkittävästi ja parantaa hitsattavuutta, mutta heikentää pursotettavuutta. Käyttökohteita ovat erityisesti lujuutta vaativat kohteet kuten nosturit ja vaativat hitsatut rakenteet. (MET 2002, s. 69–71.)
Loput seosaineet kuuluvat siis karkenemattomiin muokattaviin seoksiin. Raaka-ainekäsikirjassa puhtaan alumiinin ominaisuuksiin luetaan muun muassa matala lujuus, pehmeys, hyvä muovattavuus ja erittäin hyvä korroosionkesto. Puhdasta alumiinia käytetään erilaisissa folioissa, pakkauksissa, sähköjohtimissa ja liikennemerkeissä. Mangaanin lisäämisellä saadaan kasvatettua hieman lujuutta, mutta muovattavuus hieman kärsii. Tätä seosta käytetään erityisesti auton jäähdyttimissä. Piin avulla seoksesta saadaan hieman lujempi ja sitä käytetään myös hitsauslangoissa. Magnesium antaa hyvän muovattavuuden ja lujuuden yhdistelmän. Lisäksi sillä saavutetaan hyvä korroosionkestävyys jopa merivedessä sekä hyvä hitsattavuus. Käyttökohteita ovat hyvin erilaiset hitsattavat rakenteet. (MET 2002, s. 66–69.)
Edellä esiteltyjen seosten lisäksi alumiiniin voidaan yhdistellä myös muita eri seosaineita halutun ominaisuuden saavuttamiseksi. Lisäksi yhdistelemällä edellä mainittuja seosaineita on mahdollisuus saada yhdistelmä, joka sisältää monen seosaineen hyvät ominaisuudet. Seosaineiden lisäksi alumiinin ominaisuuksia muutetaan muiden metallien tapaan erilaisilla lämpö- ja pintakäsittelyillä, joilla vaikutetaan ensisijaisesti alumiinin lujuuteen.
Eri metalleilla on materiaaliominaisuuksien takia hieman erilaisia työstömenetelmiä ja työstöparametreja. Lähes kaikki konepajat ovat tottuneet työstämään terästuotteita ja alumiinin työstössä vaadittavat työstöarvot eivät ole niin hyvin tiedossa. Tässä luvussa käsitellään muutaman työstömenetelmän pohjalta miten alumiinia on hyvä työstää ja miten se eroaa teräksen työstämisestä. Luvun alussa esitellään Sandvikin työstöparametrien ja muutaman yksinkertaisen esimerkin avulla alumiinin työstöä lastuavilla menetelmillä. Tämän jälkeen käsitellään alumiinin hitsausta verrattuna teräksen hitsaukseen. Luvun lopussa esitetään vielä muutama alumiinille hyvin sopiva työstömenetelmä.
Työstö lastuavalla menetelmällä tarkoittaa nimensä mukaisesti työstöä, jossa materiaalista irrotetaan terän avulla lastun muotoisia siivuja. Usein tämä mielletään samaksi tapahtumaksi kuin koneistus. Tässä kappaleessa käsitellään alumiinin sorvausta, jyrsintää ja porausta, jotka ovat perinteisiä lastuavia työstömenetelmiä. Alumiinin lastuamismenetelmät eivät eroa esimerkiksi teräksen menetelmistä, mutta muutama asia on kuitenkin hyvä ottaa huomioon siirryttäessä teräksestä alumiiniin. Työstötekniikan käsikirjan mukaan alumiinin työstö on kohtalaisen helppoa. Alumiinia työstettäessä voidaan käyttää suuria lastuamisnopeuksia ja silti lastuamisvoimat ja lämpötilat pysyvät pieninä. Tästä johtuen myös työkalut kestävät pidempään. Alumiinia työstettäessä on käytettävä juuri alumiinin työstämiseen tarkoitettuja teriä. Yleistyökaluluilla ei välttämättä päästä vaadittuihin pinnanlaatuihin ja irtosärmän muodostuminen sekä takertuminen saattavat nousta ongelmaksi. Oikeilla työstöarvoilla voidaan merkittävästi pienentää edellä mainittuja ongelmia. Mikäli työstetään alumiinia, jossa on vain vähän piitä, pitää työkalussa olla terävät lastuavat särmät ja positiivinen terägeometria. Alumiiniseoksiin, joissa on yli 6 % piitä, tulee käyttää pinnoitettuja työkaluja. Myös lastuamisnesteen valintaan pitää kiinnittää huomiota työstettäessä alumiineja. (Dormer tools 2005, s. 22.)
Sorvauksessa työstettävä kappale kiinnitetään perinteisesti sorvin istukkaan, joka pyörii karan mukana. Istukan ja näin siis myös työstettävän kappaleen pyörimisen ansiosta sorvissa työstetään usein pyörähdyssymmetrisiä kappaleita. Lastuava työstö tapahtuu teräkelkkaan kiinnitetyn terän avulla, joka normaalisti kulkee pyörähdysakselin suuntaisesti poistaen samalla materiaalia kappaleesta. Kuvassa 1 on nähtävissä sorvin rakenne ja kuvassa 2 sorvin terä ja sen geometria.
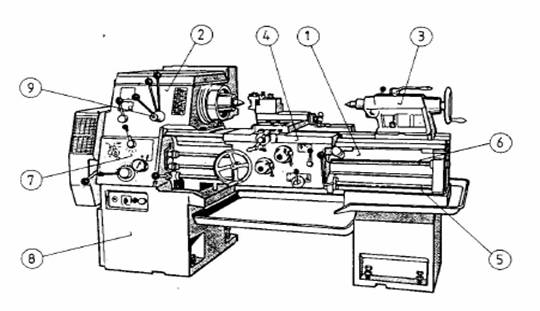
Kuva 1. Kärkisorvi ja sen osat: 1. runko ja johteet, 2. karapylkkä ja kara, 3. kärkipylkkä, 4. teräkelkka, 5. vetokara, 6. johtoruuvi, 7. vaihteisto ja välityskoneisto, 8. käyttömoottori, 9. hallinta ja säätölaitteet (Mäenpää 2004, s. 5).
Kuva 2. Terägeometria (Andersson 2004b s. 30).
Tärkeimpiä työstöarvoja sorvattaessa ovat: lastuamisnopeus, pyörimisnopeus, syöttö ja lastuamissyvyys. Aaltosen mukaan sorvattaessa syntyy lastuamisvoimia kolmeen eri suuntaan. Yleensä suurin voima on terää alaspäin painava voima eli päälastuamisvoima. Päälastuamisvoima määritellään yleisesti kaavalla
![]()
jossa ks on ominaislastuamisvoima ja A on lastun poikkipinta-ala. Ominaislastuamisvoima on materiaalista riippuva parametri, joka kertoo lastun irrottamiseen tarvittavan voiman. Toiseksi suurin voima on yleensä terää kappaleesta poispäin työntävä voima ja kolmanneksi suurin syöttöliikettä vastustava voima. (Aaltonen 1997, s. 20–22.) Terägeometria ja lastuamistapahtuma vaikuttavat edellä mainittuihin voimiin ja niiden suuruusjärjestykseen, mutta esimerkiksi rouhinnassa järjestys on edellä mainitun kaltainen.
Tarkastellaan esimerkin avulla, miten alumiinin lastuamisvoimat ja arvot poikkeavat teräksen vastaavista. Sorvaustyökalut-kirjan perusteella alumiinille sopiva terä rouhintaan on Sandvikin teristä malli CCGX 09 T3 08-AL. Ensisijaiseksi terämateriaaliksi suositellaan monikiteistä timanttia. Teräkselle vastaava on CCMT 09 T3 08-PR ja materiaalina pinnoitettu kovametalli/cermet. Kirjan mukaan suositeltavat lastuamisarvot ovat: lastuamissyvyys 4 mm, syöttö 0,3 mm/kierros ja lastuamisnopeus 2000 mm/min. Käytetään teräkselle samaa lastuamissyvyyttä ja syöttöä, jolloin suositeltava lastuamisnopeus on vain 350 mm/min. (Sandvik 2002, s. A1-K12.) Huomaamme, että lastuamisnopeudessa on huima ero. Alumiinille suositellaan noin kuusi kertaa suurempaa lastuamisnopeutta kuin teräkselle. Lastuamisnopeus on siis se nopeus jolla työstettävä kappale liikkuu terän ohi, joten alumiinisen kappaleen sorvaaminen on teräksistä huomattavasti nopeampaa. Tarkastellaan vielä koneelta vaadittavaa tehoa ja lastuamisvoimia. Sorvaustyökalut-kirjassa (Sandvik 2002, s. K8-K12) alumiinin ominaislastuamisvoimaksi on annettu alumiinille AlSi12 900N/mm^2 ja teräkselle 25CrMo4 noin 2300N/mm^2. Lastuamisessa tarvittava teho voidaan Aaltosen (1997, s. 21) mukaan laskea kaavalla.
![]()
Tehontarpeeksi alumiinille saamme noin 2,2 kW ja teräkselle noin 1 kW, mikä on hieman yllättävää. Alumiinin päälastuamisvoima on noin 1 kN ja teräksen jopa 2,7 kN. Teräkselle suositeltu lastuamisnopeus on suhteessa alumiiniin niin paljon pienempi, että alumiinia työstettäessä vaaditaan enemmän tehoa. Pitää muistaa, että alumiinille suositeltu terämateriaali on teräksistä parempi. Paremman terämateriaalin ansiosta alumiinia on mahdollista työstää suuremmalla lastuamisnopeudella, mikä vaikuttaa siis suoraan vaadittavaan tehoon.
Jyrsinnässä lastuaminen tapahtuu hieman samannäköisillä terillä kuin sorvauksessa, mutta työstömenetelmä on kuitenkin erilainen. Jyrsinnässä kappale on kiinnitetty kiinteästi pöytään ja työkalu pyörii. Tämä antaa paljon vapauksia erilaisille muodoille ja jyrsimällä voidaankin valmistaa monia eri muotoja. Yleisimpiä muotoja ovat erilaiset tasot, urat ja pallopinnat. Tyypillinen jyrsittävä kohde on esimerkiksi valutuote, johon jyrsitään erilaisia laakeripesiä ja kiinnitystasoja. Pyörähdyssymmetrisiä kappaleita voidaan valmistaa myös jyrsimällä, mikä tulee kysymykseen etenkin monimutkaisissa ja isoissa kappaleissa. Syöttöliike voidaan suorittaa joko työkalun tai pöydän liikkeellä. Jyrsintä tapahtuu yleensä monihampaisella työkalulla. Kuvassa 3 on havainnollistettu jyrsinnän perusperiaate.
Kuva 3. Terän liikkeet jyrsinnässä (Andersson 2004a s. 32).
Kuvasta huomaamme, että jyrsinnässä lastuaminen tapahtuu yleensä vain osalla teristä kerrallaan ja hieman sivussa lastuamisen leveyden keskipisteestä. Tästä johtuen lastun paksuus ei ole sama koko tapahtuman ajan, kuten esimerkiksi sorvauksessa.
Jyrsinnälle on myös laskettavissa työstössä tapahtuvien parametrien perusteella työstövoimia ja koneelta vaadittava teho. Ansaharjun (1997, s. 357) mukaan jyrsinnässä keskeiset työstöarvot ovat: lastuamisnopeus v, pyörimisnopeus n, pöytäsyöttö s, hammaskohtainen syöttö sz, lastuamissyvyys a ja kosketusleveys e. Suurimmat työstövoimat jyrsinnässä syntyvät syötöstä ja terän pitämisestä kiinni jyrsittävässä kappaleessa.
Lasketaan esimerkin avulla teräkselle ja alumiinille päätyöstövoimat ja koneelta vaadittava teho. Käytetään samoja materiaaleja kuin sorvauksessa. Otetaan tapaukseksi kappale, johon jyrsintään 100 mm levyinen taso Ř125 mm jyrsimellä, jossa on 45° asetuskulma. Aaltosen (1997, s. 22–23) laskukaavojen mukaan saamme päälastuamisvoimaksi teräkselle noin 2,7 kN ja alumiinille vain noin 700 N. Tämä johtuu suurimmaksi osaksi alumiinin alhaisesta ominaislastuamisvoimasta sekä alumiinille suositelluista lastuamisarvoista. Lasketaan vielä lastuamisessa vaadittava teho. Pyörivät työkalut-kirjan perusteella tehontarve alumiinille on noin 19 kW ja teräkselle noin 10 kW (Sandvik 2002, s. A244). Tulos on siis samansuuntainen kuin sorvauksessa. Alumiinin pöytäsyöttö, eli syöttönopeus on noin neljä kertaa korkeampi kuin teräksellä, mikä vaikuttaa suoraan vaadittavaan tehoon. On taas muistettava, että kyseessä on tulokset, jotka on saatu erään suositusten mukaisilla terillä ja lastuamisarvoilla. Arvot saattavat poiketa huomattavasti laskettaessa esimerkiksi eri terien parametreilla.
Viimeisenä lastuvana työstönä tarkastelemme kaikille tuttua porausta. Lähes jokainen on porannut kierukkaporalla, tai ainakin nähnyt, kun sillä porataan. Käsittelen tässä ainoastaan poraamista kierukkaporalla, vaikka porausta voi harrastaa muillakin työvälineillä. Kuvassa 5 on nähtävissä erikokoisia kierukkaporia.
Kuva 5. Kierukkaporia (FWB 2006).
Poraaminen kierukkaporalla on menetelmänä yksinkertainen. Pora kiinnitetään istukkaan, joka pyörii. Syöttöliike tehdään poran pyörimisakselin suunnassa yleensä niin, että pora liikkuu päin kappaletta. Kierukkaporassa on kaksi lastuavaa särmää, jotka poistavat materiaalia. Materiaali kulkeutuu poran lastu-urissa ylös kappaleen pinnalle ja kappaleeseen syntyy suurin piirtein poran halkaisijan kokoinen reikä. Menetelmä ei ole kovin tarkka, sillä kierukkaporalla syntyvä reikä ei ole täysin ympyrän muotoinen ja vaatii tarkemmissa sovelluksissa jatkotyöstöä. Kierukkaporia on saatavissa aina Ř100 mm asti, mutta usein näin isot reiät työstetään muilla menetelmillä tai toisenlaisilla porilla.
Lasketaan myös porauksessa vaadittava voima ja momentti edellä käytetyille materiaaleille. Tarkastellaan tapausta, jossa TiN-pinnoitetulla kovametalliporalla porataan Ř10 mm reikä. Aaltosen laskukaavojen perusteella teräksen poraamisessa vaadittava aksiaalivoima on noin 1,7 kN ja alumiinilla noin 870 N. Momenttia terän pyörittämiseen tarvitaan teräksellä noin 11 Nm ja alumiinilla vain noin 5,4 Nm. Momentista saamme laskettua vaadittavan tehon, mikä on teräksellä noin 3,5 kW ja alumiinilla noin 3,2 kW. (Aaltonen 1997 s. 25–26.) Tuloksista huomaamme, että laskuissa käytimme työstöarvoja, jotka on suunniteltu kohtalaisen kookkaille porakoneille. Vaaditut tehot ovat sitä luokkaa, että niitä ei ihan jokaisesta pylväsporakoneesta löydy. Toisaalta kierukkaporia on mahdollista käyttää myös jyrsimissä, joissa kyseiset tehot eivät vaadi koneelta kovin suuria ponnisteluja. Kierukkaporilla on mahdollista porata myös lastuamisarvoilla, jotka poikkeavat melkoisesti suositelluista arvoista. Tämän takia porauksessa käytettäviä arvoja ei useinkaan lasketa, vaan valitaan kokemuksen perusteella sopivat työstöarvot.
Edellä käsitellyistä esimerkeistä huomaamme, että teräksen ja alumiinin työstöparametreissa on huomattavia eroja. Esimerkkien työstöarvot perustuvat toki arvoihin, jotka on suunniteltu maksimaalisen tuotannon ja terärikkojen optimoimiseksi. Perinteisissä konepajoissa näitä työstöarvoja harvoin käytetään, joten käytännössä erot jäävät edellä laskettuja pienemmiksi. On kuitenkin hyvä huomata kuinka paljon arvot muuttuvat alumiinin ja teräksen välillä. Ainoa lähes samoilla tehoilla tapahtuva työstö on poraus.
Usein ajatellaan, että alumiinin työstö onnistuu vaivatta samoilla koneilla kuin teräksen, mikä pitää käytännössä paikkaansa. Esimerkkilaskuista kuitenkin huomaamme, että maksimoitaessa tuotantoa, alumiinin työstäminen vaatii suositeltujen työstöarvojen mukaan enemmän tehoa. Alumiinin työstö tapahtuu käytännössä usein pienemmillä nopeuksilla kuin millä se olisi mahdollista. Sallitut nopeudet ovat niin huimia teräksen vastaaviin verrattuna, että niitä ei välttämättä uskalleta käyttää.
Alumiinin hitsausta pidetään yleisesti vaikeana prosessina. Tämä käsitys on kuitenkin väärä, sillä alumiini on hyvin hitsattava metalli, kunhan se tehdään oikeilla menetelmillä. Alumiinin hitsaukseen on monta erialista menetelmää, joista käytetyimmät ovat MIG-ja TIG-hitsaus.
Alumiinilla ja teräksellä on myös hitsattavuuden osalta hieman erilaiset ominaisuudet. Suurimmat erot Lukkarin mukaan ovat: sulamislämpötila, lämmönjohtavuus, lämpöpitenemiskerroin sekä alumiinin oksidikerros. Alumiinin sulamislämpötila on matalampi kuin esimerkiksi teräksellä, mikä alentaa hitsauksessa tarvittavaa lämpömäärää. Alumiinin lämmönjohtavuus on kuitenkin niin korkea, että lämpö johtuu hitsin alueelta nopeasti pois. Korkean lämmönjohtuvuuden ansiosta lämpömäärää tarvitaan lähes yhtä paljon kuin teräksen hitsauksessa. Alumiinin suuri lämpöpitenemiskerroin aiheuttaa sen, että hitsattaessa lämpötilan nousun vaikutuksesta tapahtuu laajenemista. Suuri laajeneminen on haitallista ja aiheuttaa hitsattaviin osiin vetelyjä. Hitsattaessa kannattaa käyttää sellaisia alumiiniseoksia ja lisäaineita, joissa ei esiinny suuresta lämmön laskemisesta aiheutuvaa kuumahalkeamista. Alumiinin oksidikerros haittaa hitsaamista, sillä sen sulamislämpötila on paljon korkeampi kuin alumiinin. Oksidikerros pitää rikkoa alumiinin pinnalta joko mekaanisesti tai kemiallisesti ennen hitsausta. (Lukkari 2001, s. 56–77.) Teräksen hitsauksessa ei edellä mainittuja ongelmia juurikaan ole, tai ne ovat paljon pienempiä. Edellä mainitut ongelmat on kuitenkin mahdollista välttää suorittamalla hitsaus oikeilla aineilla ja menetelmillä.
MIG, eli metal inert gas hitsaus on suosituin hitsausmenetelmä tällä hetkellä. Siinä valokaari palaa suojakaasun ympäröimänä ja hitsauslanka syötettään kahvan keskeltä hitsattavaan kohtaan. Hitsauslanka ja hitsattava aine sulavat kiinni toisiinsa muodostaen kiinteän liitoksen. Lukkarin mukaan suojakaasu voi olla inertti tai aktiivinen. Inertti suojakaasu ei reagoi hitsattavien aineiden kanssa kuten aktiivinen suojakaasu. Alumiinin hitsauksessa suojakaasu on aina inertti ja teräksen hitsauksessa aktiivinen. Teräksen hitsauksessa käytetään suojakaasuna argonia ja hiilidioksidia tai argonia ja happea. Alumiinilla suojakaasu on argonia tai argonin ja heliumin seosta. (Lukkari 2001, s. 119.)
TIG, eli tungsten inert gas hitsauksessa valokaari palaa hitsattavan metallin ja sulamattoman volframielektrodin välissä suojakaasun ympäröimänä. Hitsaus voi tapahtua lisäaineen kanssa tai ilman. Lisäaineen kanssa hitsattaessa lisäaine syötetään toisella kädellä hitsisulaan. TIG-hitsauksessa käytetään aina vaihtovirtaa alumiineille ja tasavirtaa teräksille. TIG-hitsaus on erityisen hyvä pienille aineenvahvuuksille, joita on vaikea hitsata MIG-menetelmällä.
Alumiinin hitsaukseen soveltuu yleisesti samat laitteet kuin teräksen hitsaukseen, mutta pieniä muutoksia pitää siis kuitenkin tehdä. Muita alumiinille sopivia hitsausmenetelmiä ovat Lukkarin (2001, s. 98) mielestä: plasmahitsaus, puikkohitsaus, kaasuhitsaus, vastushitsaus, kitkahitsaus ja liimahitsaus.
Edellä on esitetty vain muutama alumiinin työstömenetelmä. Alumiinin hyvä muotoiltavuus ja sitkeys antavat mahdollisuuksia monenlaisiin eri työstömenetelmiin. Alumiinin pursottamisella saavutettavat muodot ovat lisänneet alumiinin käyttöä merkittävästi. Pursottamalla saadaan valmiita profiileja, joita ei tarvitse enää työstää. Tämä helpottaa suunnittelua ja nopeuttaa kokoonpanoa. Kuvassa 6 on esimerkkejä pursotetuista alumiiniprofiileista. Alumiinia voidaan taivuttaa kuten terästäkin. Taivutuksessa pitää kuitenkin muistaa, että minimitaivutussäde on pienempi kuin teräksellä. Alumiinia on helppo syvävetää. Syvävedon avulla saadaan muotoja, jotka ovat lähempänä lopputuotteen muotoa ja näin päästään esimerkiksi vähemmällä hitsauksella. Hyvä esimerkki syvävedetystä alumiinituotteesta on kuorma-autojen polttoainesäiliöt. Sahaaminen, leikkaaminen ja lävistäminen vaativat vähemmän voimaa alumiinilla kuin esimerkiksi teräksellä ja ovat näin helpompia suorittaa. Raaka-ainekäsikirjan mukaan alumiinia ei voi leikata happi-asetyleeniliekillä kuten terästä, koska alumiinin sulamispiste on matalampi kuin alumiinioksidin ja alumiinin palamista hapessa ei tapahdu. Käytetyin alumiinin terminen leikkausmenetelmä on plasmaleikkaus. Laserleikkausta ja vesisuihkuleikkausta käytetään myös jonkin verran. (MET 2002, s. 205.) Alumiinille voidaan käyttää monia eli valumenetelmiä. Alumiinivalujen hyviä puolia ovat Kinoksen mielestä (1998b, s. 52) muun muassa mittatarkkuus, keveys, korroosionkestävyys ja pieni seinämävahvuus. Valettuja alumiinituotteita käytetään kohtalaisen paljon. Hyviä esimerkkejä painevaletuista alumiinituotteesta ovat vaihdelaatikon ja moottorin osat.
Kuva 6. Alumiiniprofiileja.
Alumiinin käyttö tulee mitä luultavimmin yleistymään tulevaisuudessa. Uusia työstömenetelmiä kehitetään koko ajan ja alumiinin valmistuksen parissa tehdään työtä edullisemman valmistusmenetelmän löytämiseksi. Ihmiset ovat ymmärtäneet kierrätyksen merkityksen ja alumiinin kierrätys on mahdollistanut sen kasvavan käytön. Alumiinin kierrätys on muutenkin tärkeää, sillä kierrätyksen takia alumiinin uudelleenkäyttö on mahdollista myös kalliin energian maissa. Alumiinin uudelleensulatuksessa tarvitaan nimittäin vain 5 % siitä energiamäärästä, mikä tarvittiin primäärialumiinin valmistamiseen. Näin ollen alumiinia voidaan pitää tavallaan myös ympäristöystävällisenä metallina.
Alumiinia tuotetaan eniten vesivoimalla, mutta hyvän tuotantotekniikan ja tuotekehityksen avulla myös Suomessa valmistetaan paljon etenkin pursotettuja profiileja. Pursotetut profiilit ovatkin yleistyneet valtavasti ja niitä on nähtävillä jokaisessa kotitaloudessa. Rakennuskohteiden lisäksi alumiinia käytetään paljon myös tavalliselta kuluttajalta näkymättömissä kohteissa, kuten lampuissa ja sähkölaitteissa. Sairaaloissa käytetään paljon alumiinia, sillä se on erittäin hygieeninen ja lämpöä säteilevä materiaali.
Koneenrakennuksessa alumiinia on alettu käyttämään myös kohteissa, joissa sitä on aiemmin pidetty liian kalliina ja hienona materiaalina. Eräs hyvä esimerkki tällaisesta kohteesta on maatalouden peräkärryt. Peräkärryjen laitamateriaali on ollut jo 70 vuotta joko teräs tai puu, mutta viime vuonna on markkinoille ilmestynyt myös alumiinisia laitoja. Laitojen keveys, korroosionkesto, taivutusjäykkyys, kierrätettävyys ja ulkonäkö tekevät niistä ylivoimaisen verrattuna puuhun ja teräkseen. Teräksen hinnan nousu ja alumiinin hyvät ominaisuudet ovat sysänneet kehitystä alumiinin käytön lisääntymiselle. Toinen alumiinin aluevaltaus on tapahtunut liikkuvien ajoneuvojen parissa. Nykyään lähes jokaisen auton sylinterilohko ja vaihdelaatikko on valmistettu alumiinista. Alumiini takaa kevyemmän rakenteen ja hyvän korroosionkeston myös suolaa vastaan. Alumiinin käyttö erilaisissa mainostelineissä, ikkunoiden kehyksissä ja rakennusmateriaalina julkisivuissa on lisääntynyt huimasti ja tulee varmasti lisääntymään yhä edelleen. Oikeilla seosaineilla saadaan hyvin minimoitua alumiinin heikot ominaisuudet ja jokaiseen käyttökohteeseen saadaan valittua juuri oikeanlainen alumiiniseos.
Aaltonen, Kalevi & Andersson, Paul & Kauppinen, Veijo. 1997. Koneistustekniikat. Porvoo: WSOY. 322 s. ISBN 951-0-21437-x
Airila, Mauri et al. 2003. Koneenosien suunnittelu. Porvoo: WSOY. 796 s. ISBN 951-0-20172-3.
Andersson, Paul. 2004a. Valmistustekniikat. s. 149 Opetusmoniste: Jyrsintä, Teknillinen korkeakoulu, Tampere
Andersson, Paul. 2004b. Valmistustekniikat. s. 50 Opetusmoniste: Sorvaus, Teknillinen korkeakoulu, Tampere
Ansaharju, Tapani & Maaranen, Keijo. 1997. Koneistus. Porvoo: WSOY. 586 s. ISBN 951-0-21580-5.
Dormer tools. 2005. Työstötekniikan käsikirja. Dormer tools. 145 s.
FWB Products Ltd [verkkodokumentti]. [viitattu 22.02.2006]. Saatavissa: https://www.fwb.co.uk/mall/productpage.cfm/FWBGroup/049KFN/55050
Kinos, Timo & Hyypiä, Tommi & Ahola, Erkki. 1998a. Alumiini rakennemateriaalina – Osa 1: Alumiini ja sen seokset. Tampere: Tampereen teknillinen korkeakoulu – koneensuunnittelu. 66 s. Koneensuunnittelun raportti 72. ISBN 951-722-925-9.
Kinos, Timo & Hyypiä, Tommi & Ahola, Erkki. 1998b. Alumiini rakennemateriaalina – Osa 2: Alumiini ja sen seokset. Tampere: Tampereen teknillinen korkeakoulu – koneensuunnittelu. 135 s. Koneensuunnittelun raportti 73. ISBN 951-722-925-9.
Lukkari, Juha. 2001. Alumiinit ja niiden hitsaus. Helsinki: Metalliteollisuuden keskusliitto, MET (julk.) Metalliteollisuuden kustannus (kust.). 251 s. ISBN 951-817-756-2.
MET, Metalliteollisuuden keskusliitto. 2002. Alumiinit – Raaka-ainekäsikirja 5. Helsinki: Metalliteollisuuden keskusliitto, MET (julk.) Metalliteollisuuden kustannus (kust.). 235 s. ISBN 951-817-892-9.
Mäenpää, Mikko. 2004. Työstökoneiden käyttö. 25 s. Opetusmoniste, Teknillinen korkeakoulu, Tampere
Sandvik Coromant. 2002. Sorvaustyökalut. Elanders. 420 s.
Sandvik Coromant. 2002. Pyörivät työkalut. Elanders. 480 s.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 6618
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved