| CATEGORII DOCUMENTE |
| Bulgara | Ceha slovaca | Croata | Engleza | Estona | Finlandeza | Franceza |
| Germana | Italiana | Letona | Lituaniana | Maghiara | Olandeza | Poloneza |
| Sarba | Slovena | Spaniola | Suedeza | Turca | Ucraineana |
DOCUMENTE SIMILARE |
|
KAUNO TECHNOLOGIJOS UNIVERSITETAS
DIZAINO IR TECHNOLOGIJ� FAKULTETAS
GRAFINI� KOMUNIKACIJ� INTINERIJOS KATEDRA
Periodini� leidini� spaudos technologijos
BAKALAURO BAIGIAMASIS DARBAS
�vadas
Periodiniai leidiniai tai � laikra��iai, turnalai, biuleteniai. Visi �ie leidiniai pasitymi dideliais tiratais ir datniausiai juos reikia atspausdinti labai greitai (pvz. per nakt�). �i� leidini� ilgaamti�kumui n�ra keliami dideli reikalavimai, svarbiausia kokybi�kas atspausdinimas ut nedidel� kain� ir pirk�j� pritraukimas. �iems leidiniams spausdinti labiausiai tinka ofsetinis spaudos b�das, kuris labiausiai tinka masinei spaudos gamybai, kuri sudaro didti�j� dal� poligrafin�s produkcijos. Ofsetin� spauda pasitymi greitu, kokybi�ku spausdinimu matais ka�tais (kuo didesnis tiratas, tuo matesni ka�tai).
Ofsetin� spauda priklauso plok��iajai spaudai, kurios esm� yra ta, kad spausdinamieji ir tarpiniai spaudos elementai yra vienoje plok�tumoje. Tai vienas i� seniausi�, populiariausi� ir pla�iausiai naudojam� spausdinimo b�d�.
Ofsetin� spauda utima dominuojan�i� dal� pasaulin�je spaudos rinkoje ~ 50%. Nauj� technologij� �diegimas pastaraisiais metais dar labiau sustiprino ofseto pozicijas. Paruo�imo trukm�, dat� suvartojimas, bei atliek� kiekis sumat�jo, o kokyb� pager�jo. Pvz. anks�iau spaudos ma�inos sureguliavimas trukdavo 1 valand�, kai dabar trunka apie 15 minu�i�.
Darbo tikslas: I�analizuoti periodini� leidini� spaudos technologijas.
Darbo utdaviniai:
Periodin� spauda - reguliariai leidtiam� leidini� (tuo pa�iu pavadinimu, vienodai �formint�, numeruot� bei datuot�, datniausiai vienodos apimties ir vienodo formato) visuma. Pvz.: laikra�tis, turnalas, biuletenis.
Laikra�tis � periodinis leidinys, daugiausia informacinio pob�dtio tai dienai aktualia informacija, kuris gali b�ti leidtiamas kiekvien� dien�, kelis kartus per savait�, kart� per savait�, kart� per dvi savaites ar karta per m�nes�. Lietuvoje pirmasis laikra�tis pasirod� XVIII a. viduryje, o pasaulyje (Vokietijoje) � XVII a. pradtioje [1].
Turnalas � bro�i�ros ar knygos pavidalo, datniausiai su vir�eliu ir iliustracijomis periodinis leidinys, spausdinantis daugiausia analitinio pob�dtio tekstus visuomen�s gyvenimo, politikos, ekonomikos, mokslo, technikos, kult�ros, meno ir kitais klausimais. Jame pateikiamos visuomenei arba atskiroms tmoni� grup�ms reik�mingos tinios, komentuojami pra�j� arba laukiami �vykiai, ekonominiai ar kult�riniai rei�kiniai. Lietuvoje pirmasis turnalas pasirod� XIX a. pradtioje, tuo tarpu Pasaulyje (Vokietijoje) � XVII a. viduryje [1].
Biuletenis � informacinis periodinis leidinys skirtas atskiroms tmoni� grup�ms.
Mano pasirinkta tema �Periodini� leidini� spaudos technologijos� yra aktuali teorine ir praktine prasme studijuojamoje specialyb�je. Nagrin�jamas objektas yra periodiniai leidiniai, kurie gaminami ofsetiniu spaudos b�du. Periodiniuose leidiniuose pateikiama tai dienai aktuali informacija, tod�l j� gamybai turi b�ti parinkta greita ir pigi spaudos technologija. Skirtingai nuo knyg�, �ia n�ra svarbu i�liekamoji vert�, tod�l spausdinama ant plonesnio popieriaus, datniausiai susegama arba nenaudojama jokio �ri�imo b�do. Svarbiausia yra greitai atspausdinti leidinius nenaudojant dideli� ka�t�, kurie patraukt� pirk�j� akis. Tai yra masin� spauda, kurioje dominuoja nedaug besikei�iantis pavadinim� skai�ius ir dideli tiratai. �iems leidiniams spausdinti labiausiai tinka ofsetin� spauda. �ia ji pirmauja d�l auk�tos kokyb�s, mat� paruo�imo ka�t� ir greito spausdinimo. �iuo metu ofsetin� spauda yra viena populiariausi� spaudos rinkoje, utimanti apie 50 proc. pasaulin�s spaudos rinkos. Taip pat yra tokie spaudos b�dai kaip: fleksografija, tamponin� spauda, trafaretin� spauda, skaitmeninis ofsetas.
Pamin�t� spaudos b�d� palyginimas (1 pav.)
Ofsetin� spauda. Ofsetin�je spaudoje yra keliami auk�tesni reikalavimai spausdinimo operatori� kvalifikacijai, ma�inos sureguliavimui sugai�tama daugiau laiko ir sugadinama daugiau taliav�, negu fleksografin�je spaudoje ar gravi�roje. Ofsetin� spauda naudojama spausdinant dideli� tirat� leidinius (didesnius nei 1000 vnt.), tuomet pagaminimo ka�tai yra matiausi.
Privalumai:
pastovi auk�ta atspaudo kokyb� � ry�kesnis, �varesnis atspaudas, nes cilindro guminis pavir�ius puikiai prisitaiko prie spausdinamosios medtiagos pavir�iaus;
platus spausdinamosios medtiagos pasirinkimas (Pvz.: audinys, metalizuoti pavir�iai, oda, �iurk�tus popierius);
popieriaus neveikia auk�tos temperat�ros kaip pvz. kopijavimo aparate;
pigesnis spaudos b�das, ypa� spausdinant didesnius tiratus. Spausdinant matdaug iki 1000 kopij� ofsetu spausdinti yra �iek tiek neekonomi�ka, tokiu atveju labiau tinka skaitmenin� spauda.
Tr�kumai:
alimini� spaudos form� tapimas jautriomis (d�l chemin�s oksidacijos). Tuomet atsiranda tepimo galimyb�;
pakankamai daug laiko sugai�tama spaudos plok��i� parengimui ir �renginio nustatymams, tod�l neapsimoka spausdinti mat� tirat�.
Fleksografija � spaudos b�das, kai spausdinama naudojant gumines spaudos formas (kli�es) greitai dti�stan�iais organiniais sintetiniais datais. Nors spauda fleksografijos b�du utim� 22 proc. pasaulin�s rinkos, jo dalis yra spar�iausiai auganti ( apie 8 proc. per metus). �is spaudos b�das labiausiai tinka lipni� etike�i�, lanks�i� �pakavim� gamybai.
Privalumai:
didelis spaudos element� pasirinkimas;
galimyb� spausdinti ant labiau stor� medtiag�;
palyginti ekonomi�kas spaudos b�das spausdinant didelius tiratus;
galimyb� spausdinti vandeniniais datais.
Tr�kumai:
didelis ta�ko patitimas;
spaudos kokyb� priklauso nuo �rengimo;
reprodukavimo problemos i�gaunant �e��lius ir labiau �viesias vietas.
Trafaretin� spauda. Trafaretin�s spaudos b�das ypatingas tuo, kad galima utne�ti ypatingai stor� dat� sluoksn�. �is spaudos b�das ypa� paplit�s vizitini� korteli� gamyboje, spausdinimui ant tekstilini� etike�i� ar teisiai ant pakuo�i� (indeli�, dangteli� ir kt.). Lipni� etike�i� spaudoje �is b�das yra ypa� naudingas spausdinant ant skaidri� medtiag�, kur yra reikalingas neper�vie�iamas, storas dat� sluoksnis. Taip utspausdinus dengian�ia balta spalva kitos, ant vir�aus spausdinamos spalvos, tampa tymiai ry�kesn�s.
|
Privalumai: storo dat� sluoksnio utne�imas; platus dat� pasirinkimas; spauda ant skaidri� medtiag�. |
Tr�kumai sud�tingas gamybos procesas; brang�s dideli tiratai. |
Tamponin� spauda � tai netiesioginis gilumin�s spaudos procesas. Jo metu elastingo, silikoninio tampono pagalba datai yra perne�ami nuo spaudos formos (kli��s) ant spausdinamojo objekto.
Pramon�je ir reklamos paslaug� sferoje tamponin� spauda yra pla�iai naudojama gamini� dekoravimui arba tym�jimui. Labiausiai tinkamos medtiagos tamponinei spaudai: akrilas, polikarbonatas, ABS, PVC, taip pat mediena, popierius, lakuoti metaliniai pavir�iai. Naudojant dvikomponen�ius datus galima spausdinti ant stiklo, metalo, odos ir pan.
|
Privalumai: spausdinam�j� medtiag� �vairumas tiek formos, tiek medtiagos attvilgiu; |
Tr�kumai L�tas spausdinimo procesas; Trumpas tampono tarnavimo laikas. |
Skaitmenin� spauda � tai spauda, kai spaudos produkcija gaunama tiesiai i� bylos. �is spaudos b�das datniausiai naudojamas spausdinant nedideli� tirat� leidinius. Skaitmeninei spaudai yra skirtos specialios spaudos ma�inos, kurios dirba skirtingais principais ir uttikrina auk�t� spaudos kokyb�.
|
Privalumai: trumpas darb� ciklas; galimyb� utne�ti kintam� informacij� tirato metu; ekonomi�ka esant matiems tiratams. |
Tr�kumai brang�s �rengimai; neekonomi�ka esant dideliems tiratams. |
1 pav. Spaudos b�d� palyginimas
Periodin�s spaudos tendencijos ir statistika
Atgavus Nepriklausomyb� vyko staigi ir i� esm�s kardinali periodin�s spaudos sistemos transformacija. Atsirado naujos spaudos r��ys. I� �e��lio i�lindo religin� spauda. Atsirado nauji leidini� tipai � apskri�i�, region� laikra��iai. Ypa� spar�iai �m� rastis reklaminiai ir specializuoti laikra��iai.
Visgi viena didtiausi� problem� i�liko iki �i� dien� � tai tiksl�s duomenys apie periodin� spaud�. Nors buvo sukurtos ir �statymin�s normos, kurios reikalauja leidinius deklaruoti savo tiratus, interesus ir leid�jus, ta�iau praktikoje �i� norm� nemata dalis leid�j� ignoruoja. Pirmieji �e�eri metai Nepriklausomyb�s buvo labai dinami�ki ir periodini� leidini� kasmet vis daug�jo. Po to sek� nuosmukis. Leidini� mat�jim� l�m� keletas veiksni�. Vis� pirma, atsirado rei�kinys, kurio nebuvo sovietme�iu � nuolat stipr�janti konkurencija. Kita prietastis � �m� silpn�ti gyventoj� susidom�jimas periodiniais leidiniais. Tai rodo vis� periodini� leidini� bendro vienkartinio tirato mat�jimas. Be to, spar�iai vystytis prad�jo ir priva�ios radijo stotys, radosi naujos televizijos. �domus rei�kinys spaudos rinkoje tapo ir nemokamai platinami dienra��iai. Nors atskir� bandym� b�ta ne kart�, ta�iau � rink� pirmasis s�kmingai �siliejo �15 minu�i��. Prad�tas platinti Vilniuje, v�liau jis atsirado ir Kaune, dar v�liau Klaip�doje [2].
�iuo metu spaudai yra labai sunkus metas. Vienas i� �takojan�i� faktori� yra internetas. Vis daugiau tmoni� �sigyja asmeninius kompiuterius ir naudojasi internetu. �iuo metu Lietuvoje 40 proc. nam� �ki� turi kompiuterius, i� j� 42 proc. prijungti prie interneto. Ateityje �ie skai�iai tik augs. Did�jant �iems skai�iams daug�ja ir �vairi� informacini� portal�, elektronini� turnal� bei laikra��i�. Tmon�s renkasi elektronines leidini� versijas, nes kai kurios yra nemokamos, o kit� tik dalis informacijos yra apmokestinta. Taip pat �ia pateikiamos naujausios tinios, kadangi informacija atnaujinama kelis kartus per par�. Taip pat spaud� paveik� ir pasaulin� kriz�. Kaip savo straipsnyje teigia Gedas Vitaitis, jog �New York Times� ir �Washington Post� ketina matinti savo i�laidas ir atleisti dal� darbuotoj�, o dar pora stambi� laikra��i� paskelb�, kad i�laikys tik elektronines savo laikra��i� versijas. �ios tendencijos nieko gero netada ir po kurio laiko Lietuvoje taip pat gali sumat�ti periodini� leidini� skai�ius [3].
Kalbant
apie statistik�, spaudos statistikos departamento duomenimis
2 pav. Serialini� leidini� leidyba 2007 m.
Statistin� turnal� analiz� pagal paskirt� atskleidtia, kad ir 2007 m. daugiausia vartotojams pasi�lyta leidini�, skirt� pla�iajam skaitytoj� ratui � 415 pavadinim� (net 71%). Didtioji j� dalis � tai laisvalaikio, turizmo, sporto leidiniai (123 pavadinimai) bei turnalai moterims, vyrams, �eimai (90 pavadinim�). 2007 m. vartotojams pateikta 166 pavadinimai specialios paskirties leidini�, pus� j� � profesiniai turnalai ir biuleteniai (3 pav.) [4].
3 pav. Turnalai ir biuleteniai pagal paskirt� 2007 m.
Statistikos pagal laikra��i� i�leidimo viet� duomenimis (4 pav.), Vilniaus apskrityje i�leista net 38% vis� laikra��i� pavadinim�. Dalis j� skirta visos Lietuvos gyventojams, jie spausdinami dideliu (iki 90 t�kst.) vienkartiniu tiratu [4].
4 pav. Laikra��iai pagal i�leidimo viet� 2007 m.
Pagrindiniai bet kokio spaudos gaminio procesai yra �ie: paruo�iamieji darbai, spauda ir pospausdiminiai darbai. Visi �ie spaudos procesai yra vienodai svarb�s ir glaudtiai susij�, reikalaujantys profesionali� ir kvalifikuot� darbuotoj�, kurie pagamint� kokybi�k� gamin�.
5 pav. pateikta spaudos produkcijos gamybos schema, kurioje patym�ti procesai, atliekami nuo utsakymo pri�mimo iki pagaminto produkto supakavimo. Pary�kintieji langeliai nurodo procesus, kurie bus analizuojami mano darbe.
5 pav. Periodini� leidini� spaudos technologin� schema
Projektuosiu 3-ij� turnal� ir 3-ij� laikra��i� spaudos technologij�.
Darbe analizuosiu spaudos bei pospaudiminius procesus (apipjovim�, lankstym�, parinkim�, segim�, apipjovim� i� trij� pusi� ir pakavim�).
1 lentel�
I�leidtiamos produkcijos charakteristikos
|
Eil.Nr. |
Produkcijos pavadinimas |
Produkcijos formatas, cm |
Pavadinim� skai�ius per metus |
Puslapi� skai�ius |
Tiratas, t�kst. egz. |
Spausdinimo b�das |
Spalvingumas |
�rifto k�gelis, punktais |
Iliustracij� utimamas plotas, % |
Teksto utimamas plotas % |
Iliustracij� pob�dis |
Produkcijos popierius, g/m2 | |
|
Turnalas 1 |
Ofsetinis |
Nuotraukos, kompiuterin� ir vektorin� grafika |
90, kreidinis, matinis | ||||||||||
|
Turnalo 1 vir�elis |
130, dvipusio kreidavi-mo, matinis | ||||||||||||
|
Turnalas 2 |
80, ofsetinis | ||||||||||||
|
Turnalo 2 vir�elis |
120, dvipusio kreidavi-mo, blizgus | ||||||||||||
|
Turnalas 3 |
80, ofsetinis | ||||||||||||
|
Turnalo 3 vir�elis |
130, dvipusio kreidavi-mo, blizgus | ||||||||||||
|
Laikra�tis 1 |
70, ofsetinis | ||||||||||||
|
Laikra�tis 2 |
65, ofsetinis | ||||||||||||
|
Laikra��io 2 vir�elis |
70, kreidinis, matinis | ||||||||||||
|
Laikra�tis 3 |
65, ofsetinis | ||||||||||||
|
Laikra��io 3 vir�elis |
70, kreidinis, matinis |
Ofsetin�je spaudoje naudojamas kietesnis ir matiau glotnus popierius. Kadangi viena i� ofseto ypatybi� yra spaudos form� dr�kinimas, tod�l popierius turi b�ti atsparus dr�gmei. Taip pat naudojamas daugiau klijintas popierius.
Turnalams parinkau storesn� popieri� nei laikra��iams. Turnal� vir�eliams naudosiu kreidin� popieri�. Kreidinis popierius pasitymi geresn�mis mechanin�mis savyb�mis, yra lygesnis ir glotnesnis, ant jo galima i�gauti auk�tesn�s kokyb�s atspaudus ir reikia matiau dat�.
Kadangi �ie leidiniai yra periodiniai, didtiausi reikalavimai yra j� prekinei i�vaizdai. Jie turi pritraukti d�mes� i� pirmo tvilgsnio, suteikti potencialiam pirk�jui tam tikr� informacij� ir j� sudominti.
Svarbu tinkamai saugoti ir
sand�liuoti popieri�, nes nuo to priklauso spaudos kokyb�. Netinkamai laikant
popieri� atsiranda �vair�s defektai. Popierius turi i�likti ne per sausas,
kitaip jis gali tapti dielektriku. Toks �elektrintas popierius gali lipti arba
atsistumti nuo kit� popieriaus lak�t� ar agregat�. Jo dr�gm� tur�t� b�ti apie 6%. Tod�l
sand�lyje svarbu palaikyti tinkam� ir pastovi� oro temperat�r� bei dr�gm�.
Palankiausia oro temperat�ra tiekimo sand�lyje - 18 -
Pasirinkus spausdinamos produkcijos charakteristikas, spausdinam�j� medtiag� bei apskai�iavus spaudos lankus, sudaroma gamybin� utduotis spausdinimui (tr. 2 lentel�).
2 lentel�
Gamybin� utduotis produkcijos spausdinimui
|
Eil.Nr. |
Produkcijos pavadinimas |
Formatas, cm ir lanko dalis |
Pavad. sk. per metus |
Produkcijos apimtis spaudos lankais |
Tiratas t�kst. egz. |
Vidutinis spalvingumas |
Privedimo koef. |
Metinis spaudos lank� kiekis, t�kst. egz. |
Metinis spalvini� atspaud� kiekis, t�kst. egz. |
||
|
fizini� |
s�lygini� |
fizini� |
s�lygini� |
||||||||
|
Turnalas 1 | |||||||||||
|
Turnalo 1 vir�elis | |||||||||||
|
Turnalas 2 | |||||||||||
|
Turnalo 2 vir�elis | |||||||||||
|
Turnalas 3 |
| ||||||||||
|
Turnalo 3 vir�elis | |||||||||||
|
Laikra�tis 1 | |||||||||||
|
Laikra�tis 2 | |||||||||||
|
Laikra��io 2 vir�elis | |||||||||||
|
Laikra�tis 3 | |||||||||||
|
Laikra��io 3 vir�elis | |||||||||||
|
Viso: | |||||||||||
Didel� reik�m� uttikrinant spaudos leidini� kokyb� turi spausdinimo procesas, kurio svarbiausia medtiaga yra spaudos datai, kadangi pastarieji tiesiogiai dalyvauja formuojant spaudos produkcijos � teksto ar iliustracij� � vaizd�. Tod�l spaudos produkcijos kokyb� daugiausia priklauso nuo to, ar gerai spaustuvininkas tino spaudos dat� savybes, j� paruo�imo spausdinimui taisykles ir nuo to, kaip greitai jis sugeba pa�alinti defektus, atsirandan�ius d�l blogos dat� kokyb�s arba netinkamo j� paruo�imo.
Ofsetiniai datai turi pasitym�ti:
Labai svarbu, kad datai neprasiskiestu vandeniu, kuriuo dr�kinama spaudos forma. To pasekm� yra pigmento koncentracijos sumat�jimas ir dat� matesnis intensyvumas. V�liau, vandeniu i�garavus nuo atspaudo, gautas atspaudas tampa blankiu [5].
Temiau pateikiu schem�, kaip yra perne�ami datai (6 pav.).
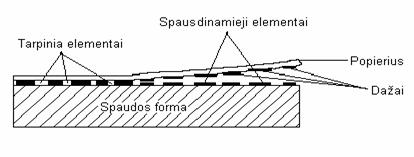
6 pav. Dat� perne�imo schema
CMYK � poligrafijoje yra dirbama su datais, kurie yra matomi atsispindin�ioje �viesoje, tod�l spalvos �ia s�veikauja kitomis taisykl�mis. CMYK sistemoje sud�tin�s arba triadin�s spalvos yra tydra, violetin� ir geltona. �ios spalvos yra paeiliui utdedamos ant popieriaus sukuriant bet kok� reikiama atspalv�. �i sistema yra superaktyvi arba sugerian�ioji. Praktikoje utdedant 3 sud�tines spalvas gaunamas ne juodas, o tamsiai rudas atspalvis. Balta spalva yra popieriaus spalva arba ta spalva ant kurios dedami datai. Spalvos intensyvumas CMYK sistemoje yra matuojamas procentais, kiekviena spalva turi 100 ry�kumo gradacij�. Sud�tin�s spalvos naudojamos �vairiose �alyse skiriasi savo atspalviais. Europoje yra priimta Standart sistema, o JAV-SWOP sistema. Geltona, tydra, juoda, violetin�, o papildomos: raudona, m�lyna ir talia.
Spaudos kokybei didel�s reik�m�s turi dat�- vandens balanso pastovumas. Tai s�lygoja stabili dr�kinimo vandens sud�tis cirkuliacin�se sistemose viso spaudos proceso metu.
Dr�kinimo skys�iui naudojamas vanduo turi atitikti �iuos reikalavimus:
Vandens kietumas dH 8 - 12. Jei
vanduo yra per kietas, dat� volai ir cilindrai pasidengia
kalk�mis. Naudoti vanden�, i�valyt� nuo drusk�. Karbonatin�s druskos jungiasi
su dat�
sudedamosiomis dalimis, tod�l velenai apsine�a nuos�domis (druskomis). Tam
reikalingi priedai matinantys vandens kietum�.
Vandens pH reik�m� turi b�ti
ribose 4,5 - 5,5 (neutralus). Jei pH temesnis nei 4,5
(r�g�tus vanduo), trump�ja plok�t�s tarnavimo laikas ir ilg�ja dat� dti�vimo
laikas. Jei pH didesnis nei 5,5 (�arminis vanduo), padid�ja ta�ko i�sipl�timas
ir dat� emulgacija (dat� ir vandens jungimasis), plok�t� utfonuojama, to
pas�koje pustoniai suintensyv�ja ir baltose vietose atsiranda nuos�dos [5].
Spausdinimo metu datai nuo formos spaudos element� per ofsetin� cilindr� perne�ami ant spausdinamos medtiagos. Balansas tarp dat� padavimo kiekio ir jo patekimo ant spaudos formos turi b�ti sureguliuotas taip, kad ant atspaudo nesvyruot� dat� optinis tankis. Formos padengimas datais turi b�ti tolygus. Ofsetin�je spaudoje naudojamos spaudos formos, kuri� spausdinamieji elementai priima datus ir atstumia vanden�, o tarpiniai � atvirk��iai, priima vanden� ir atstumia datus. Taigi forma dr�kinama ir ant jos utne�ami datai, spausdinamieji elementai jais pasidengia, o tarpiniai lieka �var�s.
Nuo formos datai patenka ant ofsetinio cilindro, kuris padengtas specialia danga. Tuomet datai perne�ami ant spaudos cilindro, ant kurio yra spausdinamoji medtiaga.
Kiekvienoje sekcijoje yra utne�ama skirtinga spalva, popierius i� vienos sekcijos � kit� transportuojamas perdavimo cilindrais bei griebtuk� sistemomis. O lapai paduodami i� automatin�s d�tuv�s, i�vedami grandininiu i�vedimo transporteriu.
Pasirinkau Heidelberg Speedmaster SM 102 spaudos ma�in� (Charakteristikos priede, 1paveiksliukas, 1 lentel�) [6].
�i a�tuonspalv�, greitaeig� ma�ina tinka �vairios produkcijos spausdinimui. Kadangi periodin� spaud� datniausiai reikia atspausdinti labai greitai, tai �ios spaudos ma�inos auk�tos kokyb�s dvipusis spausdinimas ir greitis yra dideli privalumai. Taip pat ji yra ekonomi�ka d�l savo automatizacijos laipsnio. O galimyb� i� anksto utprogramuoti daugiau funkcij�, leidtia sutrumpinti �renginio paruo�im� darbui [6].
3 lentel�
Spaudos cecho metin�s gamybos apimties skai�iavimas
|
Eil.Nr |
Produkcijos pavadini-mas ir formatas, cm |
Pavad. sk. per metus |
Apimtis spaudos lankais |
Laiko norma dat� aparato plovimui, h |
Metin� utduotis dat� aparato plovimui, h |
Metinis form� pritasy-m� sk., vnt. |
Laiko norma pritaisy-mui, h |
Metin� utduotis pritai-symui, h |
Metinis spaudos lank� kiekis, t�kst. Egz. |
Laiko norma t�kst. atsp. spausdi-nimui, h |
Metin� utduotis spausdi-nimui, h |
Metin� laiko norma paruo�i-mui ir spausdi-nimui, h | |
|
Turnalas 1, 64�90 | |||||||||||||
|
Turnalo 1, vir�elis, 64�90 | |||||||||||||
|
Turnalas 2, 64�90 | |||||||||||||
|
Turnalo 2 vir�elis, 64�90 | |||||||||||||
|
Turnalas 3, 64�90 | |||||||||||||
|
Turnalo 3 vir�elis, 64�90 | |||||||||||||
|
Laikra�tis 1, 64�90 | |||||||||||||
|
Laikra�tis 2, 64�90 | |||||||||||||
|
Laikra�to 2 vir�elis, 64�90 | |||||||||||||
|
Laikra�tis 3, 64�90 | |||||||||||||
|
Laikra�to 3 vir�elis, 64�90 | |||||||||||||
|
Viso: | |||||||||||||
Po produkcijos spausdinimo seka kiti procesai (apipjovimas, lankstymas, parinkimas, segimas ir kt.), kol leidinys �gauna savo prekin� i�vaizd�.
Nuo popieriaus supjaustymo labai priklauso produkcijos kokyb�, tod�l svarbu, kad popierius b�t� lygiai supjaustytas, lap� kampai b�t� 90�. Savo ruottu popieriaus supjaustymo kokyb� priklauso nuo mechanizm� tikslumo, darbuotojo sugeb�jim�, peili� bei popieriaus.
Pagal pjaunam� element� kiek� pjaustymo ma�inos skiriamos � vienpeiles ir tripeiles.
Temiau pateikta popieriaus pjovimo schema (7 pav.)
7 pav. Popieriaus pjovimo schema [10]
Popieriaus pjovimas vyksta sekan�iai:
utdedama popieriaus stopa;
popieriaus stopa prispaudtiama prie galin�s ir �onin�s atramos;
vyksta pjovimo procesas
popieriaus stopa nuimama.
Taigi popieriaus pjaustymo darbams a� pasirinkau pjovimo �rengin� Polar 92E (Charakteristikos priede, 2 paveiksliukas, 2 lentel�) [7].
�i� vienpeil� pjovimo ma�in� pasirinkau, kadangi ji pjauna �vairiausias medtiagas (popieri�, karton�, pl�vel�) ir yra tinkama visiems iki 92 cm plo�io ir 50 x 70 cm dydtio spausdiniams.
4 lentel�
Darbo imlumas lap� pjaustymui per metus
|
Eil. Nr. |
Produkcijos pavadinimas |
Gramat�ra, g/m2 |
Lapo formatas, cm |
Popieriaus lap� kiekis per metus, 1000 vnt. |
Lapo dali� skai�ius po pjovimo |
Laiko norma 1000 lap� supjaustymui (LP) , h |
Metin� laiko norma lap� pjaustymui, h |
|
Turnalas 1 | |||||||
|
Turnalo 1 vir�elis | |||||||
|
Turnalas 2 | |||||||
|
Turnalo 2 vir�elis | |||||||
|
Turnalas 3 |
| ||||||
|
Turnalo 3 vir�elis | |||||||
|
Laikra�tis 1 | |||||||
|
Laikra�tis 2 | |||||||
|
Laikra��io 2 vir�elis | |||||||
|
Laikra�tis 3 | |||||||
|
Laikra��io 3 vir�elis | |||||||
|
Viso | |||||||
Laiko norma lap� pjaustymui apskai�iuojama pagal formul�:
LP= Nssl x Nps x lp / 60; h (1)
Nssl � stop� skai�ius
Nps � pj�vi� skai�ius
lp � laiko norma vienam pj�viui, min
Lankstymas � vienas i� bro�i�ravimo proces�, kurio metu i�spausdinti leidinio lapai sulankstomi � s�siuvinius ir sudedami taip, kad puslapiai eit� numeracijos tvarka.
Produkcijos lankstymui pasirinkau Stahlfolder KD 94 Topline lankstymo ma�in� (Charakteristikos priede, 3 paveiksliukas, 3 lentel�) [8].
�i ma�ina tinka dirbant su �vairiais formatais. Kadangi �i ma�ina yra labai na�i, tai puikiai tinka, kai reikia gretai paruo�ti produkcij�. Taip pat �ia yra elektroni�kai kontroliuojama lap� steb�jimas ir produkcijos kontrol�. O d�l automatinio lenkimo ir peilini� velen� valdymo, yra uttikrinama optimali lenkimo kokyb�.
5 lentel�
Darbo imlumas lap lankstymui per metus
|
Eil.Nr. |
Leidinio pavadinimas |
Lapo formatas, cm |
Popieriaus lap� kiekis per metus, 1000 vnt. |
Lenkim� skai�ius |
Laiko norma 1000 lap� lankstymui, h |
Metin� laiko norma lap� lankstymui, h |
|
Turnalas 1 | ||||||
|
Turnalas 2 | ||||||
|
Turnalas 3 | ||||||
|
Laikra�tis 1 | ||||||
|
Laikra�tis 2 | ||||||
|
Laikra�tis 3 | ||||||
|
Viso: | ||||||
Produkcijos parinkimui, segimui ir apipjovimui i� trij� pusi� pasirinkau Heidelberg Stitchmaster ST 350 linij� (Charakteristikos priede, 4 paveiksliukas, 4 lentel�) [9].
Srautin� linij� pasirinkau tod�l, kad projektuojamoje �mon�je dirbama su dideliais tiratais. �ia parinkimas, parinkt� blok� susegimas ir apipjovimas i� trij� pusi� yra atliekamas vienu pra�jimu, tod�l linijas naudoti yra ekonomi�kiau. Tokias linijas sudaro keturios sekcijos: parinkimo, segimo, apipjovimo i� trij� pusi� bei i�vedimo. O tokiose linijose parinkimas vyksta lankas � lank�
Heidelberg Stitchmaster ST 350 linij� pasirinkau d�l jos grei�io, galimyb�s naudoti �vairius formatus ir segimo kokyb�s, kadangi produktai segami stov�dami vietoje. Taip pat �ia �taisyta kokyb�s kontrol�s sistema, kuri stebi vielos ilg�, stor� ir ar visos reikiamos vietos susegtos.
6 lentel�
Darbo imlumas produkcijos parinkimui, segimui, apipjovimui i� trij� pusi�
|
Eil.Nr. |
Leidinio pavadinimas |
Leidinio formatas, cm |
Pavadinim� skai�ius |
tiratas, t�kst. egz. |
Leidini� kiekis, t�kst. egz. |
Laiko norma 1000 leidini� pagaminimui, h |
Metin� laiko norma leidini� pagaminimui, h |
|
Turnalas 1 | |||||||
|
Turnalas 2 | |||||||
|
Turnalas 3 | |||||||
|
Laikra�tis 1 | |||||||
|
Laikra�tis 2 | |||||||
|
Laikra�tis 3 | |||||||
|
Viso: | |||||||
�mon�je pakavimo darbai bus atliekami rankomis.
7 lentel�
Darbo imlumas produkcijos pakavimui per metus
|
Eil. Nr. |
Leidinio pavadinimas |
Pavadinim� skai�ius |
Tiratas, vnt. |
Produkcijos skai�ius viename pake, vnt. |
Pak� kiekis, vnt. |
Laiko norma vienam pakui supakuoti, h. |
Metin� utduotis pakavimui, h |
|
Turnalas 1 | |||||||
|
Turnalas 2 | |||||||
|
Turnalas 3 | |||||||
|
Laikra�tis 1 | |||||||
|
Laikra�tis 2 | |||||||
|
Laikra�tis 3 | |||||||
|
Viso: | |||||||
Apskai�iuojame vis� �rengini� darbo laiko fond� (tr. 8 lentel�), �rengini� kiek� bei �rengini� ir bald� utimam� plot� (tr. 9 ir 12 lenteles), reikiamo personalo kiek� (tr. 10 ir 11 lenteles).
�rengini� skai�iavimui reikalingi �ie pradiniai duomenys:
Retiminis Fr ;
�rengim� laiko ir i�dirbio normos, atliekant technologines operacijas;
�rengim� apkrovimo dydis;
Retiminis �renginio darbo laiko fondas apskai�iuojamas pagal formul�:
Fr=[(Dd x tV)-Dpr�v x A]x p,h
Dd=Dk-Di�-D�v
Dd=365 � 104 � 8 = 253
Fr � retiminis �renginio darbo laiko fondas, h
Dd - darbo dien� skai�ius per metus;
tV � pamainos darbo trukm� (7,4 val dirbant su kompiuterine �ranga, 8val. dirbant su visa kita �ranga),h
Dpr�v - prie��ventini� dien� skai�ius;
A � prie��ventin�s dienos pamainos trukm�s sutrumpinimas (datniausiai A=1), h;
p � pamain� skai�ius;
Dk � metinis kalendorini� dien� skai�ius;
Di� � metinis i�eigini� dien� skai�ius;
D�v � metinis �ventini� dien� skai�ius;
Metinis remonto laikas apskai�iuojamas pagal formul�:
trem= fk + ft + fp, h; (4)
Te � �rengini� tarnavimo laikas, metais
fk � kapitalinis remontas, h
ft � einamasis remontas, h
fp � patikrinimas,h
trem � metinis remonto laikas, h
�renginio technologini� sustojim� laikas apskai�iuojamas pagal formul�:
fts=fps=(Fr n)/100, h; (5)
fo � apti�ros, h
n- koeficientas �vertinantis papildom� laiko fond� (nt=1�4)
tps � �renginio papildom� sustojim� laikas, h:
tts � �renginio technologini� sustojim� laikas, h;
8 lentel�
�rengini� darbo laiko fondo skai�iavimas
|
EilNr |
�renginio pavadinimas |
Fr, h |
Te, m |
�rengini� prastovos d�l remonto ir apti�r�, h |
n, % |
�renginio technolo-gini� sustojim� laikas per metus, fts, h |
Metinis �renginio darbo laiko fondas Fm, h |
Metinis �renginio darbo laiko fondas su personalu, Fmp,h |
||||
|
d�l remonto |
d�l apti�r� |
|||||||||||
|
fk |
ft |
fp |
trem |
fo | ||||||||
|
Sp. Ma�ina: Speedmaster sm 102 | ||||||||||||
|
pjovimo ma�ina: polar 92E | ||||||||||||
|
Lankstymo ma�ina: Stahlfolder KD 94 Topline | ||||||||||||
|
Parinkimo, segimo, apipjovimo i� 3 pusi� linija | ||||||||||||
Fm � metinis �renginio darbo laiko fondas, h;
Fmp � metinis �renginio darbo laiko fondas su personalu, h;
9 lentel�
�rengini� kiekio skai�iavimas
|
Eil. Nr. |
�renginio pavadinimas |
Metin� laiko norma, M, h |
Metinis �rengini� darbo laiko fondas, Fm, h |
Norm� vykdymo koef. kbn |
�rengini� kiekis | ||
|
Skai�iuotas |
Priimtas | ||||||
|
Sp. Ma�ina: Speedmaster sm 102 |
| ||||||
|
pjovimo ma�ina: polar 92E | |||||||
|
Lankstymo ma�ina: Stahlfolder KD 94 Topline | |||||||
|
Parinkimo, segimo, apipjovimo i� 3 pusi� linija | |||||||
�rengini� kiekis skai�iuojamas pagal formul�:
N�r=M/(Fm x kbn) (6)
10 lentel�
Reikiam� darbuotoj� skai�iaus skai�iavimas
|
Eil. Nr. |
Profesija |
Metinis �renginio darbo laiko fondas su persionalu, Fmp, h |
Apskai�iuotas �rengini� kiekis N�r |
Pagrindinis darbininko darbo laiko fondas, Fef, h |
Darbinink� skai�ius | ||
|
Skai�iuotas |
Priimtas | ||||||
|
Spaud�jas | |||||||
|
Pjov�jas | |||||||
|
Lankstytojas | |||||||
|
Parinkimo, segimo, apipjovimo i� 3 pusi� linijos operatorius | |||||||
Reikiamas darbuotoj� skai�ius apskai�iuojamas pagal formul�
Rdarb=(Fmp�N r)/ Fef (7)
11 lentel�
Reikiam� darbuotoj� (rankiniam darbui) skai�iaus skai�iavimas
|
Eil. nr |
Profesija |
Metin� laiko norma, M, h |
Pagrindinis darbininko darbo laiko fondas, Fef, h |
Darbinink� skai�ius |
|
|
Skai�iuotas |
Priimtas |
||||
|
Pakuotojas* | |||||
* Pakuoti padeda pjov�jas ir lankstytojas
Pradin�je projektavimo stadijoje galima apytiksliai apskai�iuoti reikiam� gamybini� ir administracini� patalp� plotus:
S1=Ky∑SM (8)
S1 � reikalingas cecho plotas, m2;
SM � �rengini� ir bald� utimamas plotas, m2;
Ky - koeficientas �vertinantis technologinio cecho ploto ir pagrindini� �rengim� bei bald� utimamo ploto santyk�;
S2=∑SM +(KT x NT) (9)
S2 � administracijai reikalingas plotas, m2;
KT - pagal sanitarines normas vienam asmeniui skiriamas minimalus plotas, m2. (Minimalus Ky=6m2).
NT � darbuotoj� skai�ius projektuojamoje patalpoje.
12 lentel�
�rengim� ir bald� utimamas plotas gamybin�se patalpose
|
Eil. nr |
Pavadinimas |
Kiekis, vnt. |
Matmenys, m |
Utimamas plotas, m2 |
|
|
Vieno |
Vis� |
||||
|
Spaudos baras |
|||||
|
Spaudos ma�ina |
15,37x3,31 | ||||
|
Stalas | |||||
|
K�d� | |||||
|
Viso | |||||
|
Pospaudiminis baras |
|||||
|
Stalas | |||||
|
K�d� | |||||
|
Pjovimo ma�ina | |||||
|
Lankstymo ma�ina | |||||
|
Parinkimo, segimo, apipjovimo i� 3 pusi� linija | |||||
|
Viso | |||||
|
Medtiag� sand�lys |
|||||
|
Stelatas | |||||
|
Produkcijos sand�lys |
|||||
|
Stelatas | |||||
|
Persirengimo kambarys |
|||||
|
K�d� | |||||
|
Spinta | |||||
|
Tualetai |
|||||
Formul� pagal kuri� skai�iuojam
Spaudos barui reikalingas plotas: S1= 3,5 m2
Br�tinyje paskirta 189 m2
Pospaudimini� darb� patalpai reiklingas plotas:
S1=6,6 m2
Br�tinyje paskirta 405 m2
Medtiag� ir produkcijos sand�lio plotas: S1 =(6 m2
Br�tinyje paskirta 126 m2
Persirengimo kambariui ir tualetams br�tinyje paskirta 23,25 m2
Pastaruoju metu labai i�augo spaudos kokyb�s reikalavimai. Tam didel� �tak� turi vis tobul�jan�ios poligrafin�s ma�inos � paruo�iam�j�, spaudos ir apdailos proces� �rengimai. Jeigu ank��iau vienas i� pagrindini� reikalavim� buvo spalv� sutapimas atspaude (o � visa kita didelis d�mesys nebuvo kreipiamas), tai dabar kiekvienas utsakovas nori tikslaus, sodraus atspaudo.
Prie� pradedant spausdinti tirat� sutapatinamos skirtingos spalvos, nustatomas dat� intensyvumas, spalv� atitikimas, kol atspausdinamas kontrolinis spaudos lapas, kuris palyginamas su kontroliniu atspaudu arba maketu. Atspausdinus reikiamos kokyb�s spaudos lap�, operatorius j� naudoja kaip spaudos lapo etalon�, kol baigia spausdinti tirat�. Kontrolinis spaudos lapas su utra�ytu gamybos numeriu perduodamas technologui ir saugomas kol utsakovas atsiima spaudos gaminius.
Spausdinant tirat�, operatorius kas 200 spaudos lap� (sud�ting� darb� arba mat� tirat�, kas 50-100) patikrina spaudos kokyb� ir sulygina su kontroliniu spaudos lapu. Jei spausdinimo proceso metu operatorius pastebi spaudos neatitikimus turi nedelsiant juos �alinti. Pastabos skirtos tolimesniam procesui ra�omos specialiame �Pastabos ir neatitikimai� lape. Jei operatorius savaranki�kai negali pa�alinti neatitikimo ar priimti sprendim� d�l jo �alinimo, turi kreiptis � gamybos vadov� arba technolog�. Ut spaudos kokyb�, reikiam� kiek� ir atitikim� su maketu atsako spausdinantis t� darb� operatorius [10].
Kontrolin�s skal�s
Poligrafiniame atspaude datai dedasi vienas ant kito, tod�l negali b�ti kontroliuojami atskirai be kontrolini� skali�. Kadangi dat� padavimas spaudos ma�inoje reguliuojamas atskirai, tod�l kiekvienai spalvai reikalingos atskiros optinio tankio reik�m�s. Kontrolin� skal� � tai ne vienas norminis t�stinis elementas. Ji skirta kontroliuoti �vairius spaudos proceso parametrus ir kokybei �vertinti. Kontrolini� skali� pagalba galima �vertinti visus svarbiausius spaudos kokyb�s kriterijus. Yra daug �vairi� kontrolini� skali�, skirt� �vairiems spaudos b�dams. Ta�iau dauguma j� turi pana�ius elementus, o kontrol�s principas yra tas pats.
Kontrolin�s skal�s tarpusavyje gali skirtis kontroliuojam� element� kiekiu bei j� i�d�stymu.
Tokios kontrolin�s skal�s �gavo plat� panaudojam� praktikoje ir utne�amas palei vis� lapo plot�, be to atskiri laukeliai i�d�stomi taip, kad atitikt� dat� padavimo zonas. Taip yra uttikrinamas dat� padavimo reguliavimas. �i� laukeli� optinis tankis yra kontroliuojamas densitometru. Pagal optinio tankio reik�mes nesunku nustatyti dat� padavimo pasikeitim�.
Kiekviena spaustuv� spaudos kokyb�s kontrolei naudoja operatyvios kontrol�s skales. Neretai �ios skal�s susideda tik i� �imtaprocentini� pagrindini� spalv� plok�tum�. Tai neteisinga. Jeigu ,,supaprastintos� skal�s parodymai atitinka nustatytas normas, spaud�jas tvirtina, kad atspausta kokybi�kai, o utsakovas datnai b�na priverstas pasiimti tirat� ir broko prietas�i� ie�koti spaudos paruo�imo etape, t. y. i�siai�kinti, ar buvo kokybi�kos fotoformos.
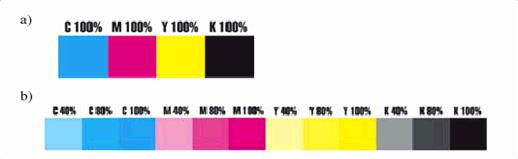
Jeigu spaudos kontrolei naudojama tik ,,supaprastinta� skal�, eliminuojami trepingo, pilkos spaudos balanso, rastrinio ta�ko patitimo laipsnio, tepimo, santykinio spaudos kontrasto ir kt. kontrol�s galimyb� .,,Kombinuotos� spaudos kontrol�s skal�s sudarytos i� keli� lauk�, kuriais galima tikrinti �vairius spaudos parametrus (9 pav.).
C 100% M 100% Y 100% K 100%
C
40% C 80% C 100% M 40% M 80% M 100% Y 40% Y 80% Y 100% K 40% K 80% K 100%
Spaudos proceso
operatyvin�s kontrol�s skal� : a) supaprastintas variantas;
b) su papildomais laukeliais ta�ko i�sipl�timo kontrolei
Taip pat spausdinant yra naudojama lygiavimo centravimo tym�s (10 pav.). Jos naudojamos tam, kad visos spalvos b�t� utne�tos toje pa�ioje vietoje ir atspaudas tapt� kokybi�kas.
a) b)
b)
10 pav. Lygiavimo centravimo tym�s: a) kai nesutampa; b) kai sutampa
Spaudos procese yra daug �vairi� proces�, kuriuos reikia kontroliuoti, tod�l atitinkamai kontrolin� skal� turi sudaryti daugyb� element� . Tiratini� atspaud� kokyb� yra tikrinama pagal operatyviosios kontrol�s skales (kontrolines skales), 8x-20x lupa ir densitometru
Densitometrai (8 pav.) � tai prietaisai, kurie apskai�iuoja optin� tank� pagal pavir�iaus arba medtiagos sugeriamos �viesos kiek�. Densitometrai nematuoja vis� spalv�; jie nustatomi keturi� pagrindini� spalv� (C � tydros, M � purpurin�s, Y � geltonos, K - juodos) matavimui, tod�l j� tikslumas yra labai didelis.
8 pav.Densitometras

Optinis tankis, tai bedimensis dydis lygus de�imtainiam logaritmo santykiui tarp krintan�io ant dat� sluoksnio ir atspind�to nuo dat� sluoksnio �viesos sraut�:
Kur: F0 �ant dat� sluoksnio krintan�ios �viesos srautas,
Fats � atspind�tas nuo dat� sluoksnio �viesos srautas.
Atspaudo kokyb�s kontrolei yra naudojamas �viesos atspindtio principu dirbantis densitometras, kuris reikalingas spausdinimo �rangos paruo�imui stabiliam darbui ir atspaud� kontrolei viso tirato spausdinimo metu.
Rankiniai densitometrai yra naudojami pasirinktinei optinio tankio reik�mi� kontrolei. Tod�l spausdinimo metu ant vieno spaudos lapo galima atlikti tik kelet� matavim� (jeigu bus matuojami visi laukeliai, tai uttruks gana ilgai, be to visi laukeliai yra matuojami tik ma�inos paleidimo metu, reguliuojant dat� padavim� ). Spausdinamo tirato pastoviai kontrolei arba nepertraukiamam dat� padavimo reguliavimui reikalingas didelis matavim� skai�ius. �iems tikslams buvo sukurtos automatizuotos matavimo sistemos. Densitometras juda i�ilgai spalv� skal�s ir skenuoja kiekvienos spalvos zonos duomenis (optin� tank�). Pagal gautus duomenis yra reguliuojamos dat� padavimo zonos.
Daugiaspalv�se spaudos ma�inose kiekvienos sekcijos dat� padavimas kontroliuojamas ir reguliuojamas atskirai.
Pjovimo metu kontrol� atliekama vizualiai. Pjovimas atliekamas pagal kontrolines pjovimo tymes, kurios yra atspausdinamos spausdinimo metu.
Lankstymo ma�inoje yra �diegta automatin� kokyb�s kontrol�s sistema, kuri esant kokiam nors pateidimui (paimamas daugiau nei vienas lapas, lapas perlenkiamas kreivai arba suglamtomas) automati�kai sustoja ir parodo pateidim�. Be to kokyb� tikrinama ir vizualiai apti�rint gaminius.
Parinkimo, segimo, apipjovimo i� trij� pusi� linijoje taip pat yra �diegta automatin� kokyb�s kontrol�s sistema, kuri esant kokiam nors pateidimui (paimama per daug lap�, kreivai susegama, i�vis nesusegama, kreivai apipjaunama, ar kur nors susiglamto lapai) automati�kai sustoja ir parodo pateidim�. Taip pat, kaip ir visuose procesuose, atliekama vizualin� kontrol�.
Spaudos �mon�je, kaip ir kitose, b�tina uttikrinti tinkamas darbo s�lygas visiems darbuotojams ir higieninius reikalavimus. �ioje dalyje aptvelgiami triuk�mo �altiniai, ribin�s leistinos normos bei naudojamos priemon�s triuk�mo sumatinimui, �nulinimas bei asmenin�s apsaugos priemon�s.
Matdaug tre�dalis Europos darbuotoj� yra veikiami potencialiai pavojingo triuk�mo lygio, matiausiai ketvirtadal� savo darbo laiko. Tai vyksta ne tik sunkiosios pramon�s �akose, pavyzdtiui, laiv� statyklose, kurios priskiriamos rizikingoms sritims. Triuk�mas gali b�ti problema daugelyje darbo viet�, nuo gamykl� iki skambu�i� centr� ir koncert� sali�, taip pat ir spaustuv�se.
Jei triuk�mas siekia 140 dB, yra galimyb� esant vienkartiniam poveikiui negr�ttamai pakenkti klausai. Laimei, tokio lygio garso poveikis darbe yra retas rei�kinys. Paprastai talingas triuk�mo poveikis pasirei�kia per tam tikr� laikotarp� [11].
Triuk�mas �takoja tmogaus psichofiziologinius procesus, sukelia psichini� b�sen� poky�ius. Net nedidelio lygio (60-65 dBA) triuk�mas, veikdamas centrin� nerv� sistem�, sukuria psichologin� diskomfort�, sudaro nepalankias s�lygas protiniam darbui. 70 dBA ir didesnio lygio triuk�mas gali veikti fiziologi�kai � sukelti bendr�j� nuovarg�, vir�kinamojo trakto veiklos, pakitimus, pakeisti vidini� organ� t�r�.
120 dBA triuk�mo lygis (≈20 Pa) atitinka fiziologin� garsinio skausmo poj��io rib�. Vir�ijus �i� rib�, garso bangos sukelia skausmus, klausos aparato pateidimus. Pataloginiai organizmo pakitimai, i��aukti triuk�mo poveikio, �vardinami kaip triuk�mo liga [11].
Spaustuv�se esantys �rengimai skleidtia nemat� triuk�m�. �takodamas tmogaus psichofiziologines reakcijas, triuk�mas gamyboje gali tapti netiesiogine nelaiming� atsitikim� prietastimi, tod�l yra taikomi �vair�s jo matinimo metodai.
Triuk�mo matinimo metodai
A� si�lau taikyti �iuos triuk�mo matinimo metodus:
triuk�mo �altinio akustin�s galios matinimas;
akustin� patalpos apdaila (absorbcija);
triuk�mo matinimas jo sklidimo kelyje (izoliacija).
Taip pat reikia saugotis asmenin�mis apsaugos nuo triuk�mo priemon�mis (aus� kai�tukai, ausin�s). Be min�t� priemoni� taikoma ir organizaciniai � techniniai triuk�mo matinimo b�dai � �rengim� distancinis valdymas, gamybos automatizavimas, speciali� darbo ir poilsio retim� taikymas ir kt.
Daugelis spaustuv�je esan�i� �rengini� (spaudos, jovimo, lankstymo, parinkimo, segimo ir kt. ma�inos) yra metalini� konstrukcij� ir jiems reikia auk�tos �tampos, tod�l apsaugant darbuotojus, juos b�tina �teminti.
�nulinti b�tina:
visus 380 V ir auk�tesn�s �tampos kintamosios srov�s bei 440 V ir auk�tesn�s �tampos nuolatin�s srov�s �renginius;
auk�tesn�s kaip 50 V �tampos kintamosios srov�s ir auk�tesn�s kaip 75 V �tampos nuolatin�s srov�s elektros �renginius pavojinguose patalpose, taip pat lauke esan�ius �renginius.
�nulinti reikia �ias �rengini� dalis:
elektros ma�in�, transformatori�, aparat�, �viestuv� ir pan. korpusus;
elektros aparat� pavaras;
skirstymo ir valdymo skyd�, skydeli� ir spintos korpusus;
skirstykl� metalines konstrukcijas, metalines kabeli� movas, metalinius galios ir kontrolini� kabeli� apvalkalus ir �arvus, apvalkalus, metalinius elektros instaliacijos vamzdtius;
kitas metalines konstrukcijas, ant kuri� arba � kurias montuojami elektros �renginiai;
metalinius elektros imtuv� korpusus;
elektros �renginius, sumontuotus ant stakli�, ma�in� ir mechanizm� judam�j� dali�.
Didtiausios tmogui leidtiamos �tampos ir srov�s
Traumavimo elektros srove tikimyb� ir sunkumas vis� pirma priklauso nuo tmogaus lietimo �tampos, tmogumi tekan�ios srov�s stiprumo ir tek�jimo laiko. Tmogaus lietimo �tampas ir tmogumi tekan�ias sroves, kurios sudaro pakankamai mat� sunki� elektros traum� tikimyb�, vadinama leidtiamomis. 50 Hz datnio elektros tinkluose didtiausios tmogui leidtiamos lietimo �tampos Uhmax ir srov�s Ihmax yra �ios:
esant normaliam elektros �rengini� retimui (kai nepramu�ta izoliacija arba kai jos varta ne matesn� ut leidtiam�), Uhmax = 2 V ir Ihmax = 0,3 mA;
esant avariniam elektros �rengini� retimui (kai fazin� �tamp� gauna metalin�s pasyviosios dalys), Uhmax ir Ihmax priklauso nuo didtiausio leidtiamo srov�s tek�jimo tmogumi laiko thmax [12].
Asmenin�s apsaugos priemon�s, pavyzdtiui, aus� kam��iai ir ausin�s, si�lau naudoti kaip paskutines priemones, kai jau i�naudotos visos galimyb�s pa�alinti triuk�mo �altin� arba sumatinti triuk�m�.
Atsitvelgiant � pastat� matmenis, pastatuose esan�i� �rang�, juose laikom� medtiag� fizines ir chemines savybes ir galim� didtiausi� tmoni� skai�i�, darboviet�se turi b�ti tinkama gaisro gesinimo �ranga ir, jei b�tina, gaisrin�s signalizacijos �renginiai. Gaisro gesinimo priemon�s turi b�ti lengvai pasiekiamos ir paprastos naudoti.
Visoje spaustuv�je, o ypa� spaudos bare turi b�ti grynas oras, atitinkantis normatyvinius dokumentus. Turi b�ti �rengta dirbtin� v�dinimo sistema, prireikus ji turi veikti bet kuriuo metu. V�dinimo �ranga, kur tai svarbu darbuotoj� sveikatai, turi tur�ti kontrol�s sistem�, nurodan�i� bet kok� v�dinimo �rangos gedim�.
Darbo patalpose darbo metu temperat�ra, atsitvelgiant � darbo veiklos pob�d� ir darbuotoj� fizin� �tamp�, turi atitikti �ilumin�s aplinkos normatyvinius dokumentus. Spaudos cecho patalpose turi b�ti �rengta i�traukiamoji ventiliacija. Spaudos ceche turi b�ti palaikoma 18-23 laipsni� temperat�ra, oro dr�gm� 50-60 %.
Poilsio, bud�toj�, sanitarini�, valgykl� ir pirmosios pagalbos patalp� temperat�ra turi atitikti �i� patalp� paskirt�.
Darboviet�s, kiek �manoma, turi b�ti pakankamai ap�viestos nat�ralia �viesa ir turi b�ti �rengtas dirbtinis ap�vietimas, atitinkantis darbuotoj� saugos ir sveikatos reikalavimus [11].
I� seno tinoma, kad apgalvotai paveikus tmones, galima pasiekti savo tikslus. Tai daro vadovai, savo sprendimams �gyvendinti panaudodami motyvavimo principus.
Motyvavimas � sav�s ir kit� raginimas veikti asmens ar organizacijos naudai [13].
Pirmieji darbuotoj� elgsenos tyrimai buvo atlikti Hotorne. Juos utbaigus buvo suprasta, kad tmogi�kieji veiksniai, socialinis poveikis ir grupuo�i� elgsena � yra reik�mingi asmeniniam darbo na�umui. Tyrim� i�vados dav� pradti� naujai vadybos kryp�iai, bet nedav� modelio motyvavimui, kuris adekva�iai paai�kint� darbo paskatas.
Dabartines motyvavimo teorijas galima suskirstyti � dvi grupes: pasitenkinimo darbu ir elgsenos reguliavim�. Kaip tik �ias abi teorijas ir taikysim m�s� spaustuv�s darbuotoj� motyvacijos k�limui.
Pasitenkinimo darbu motyvavimo teorijos remiasi identifikavimu vidini� poreiki�, kurie ver�ia tmones taip, o ne kitaip veikti ar elgtis.
Elgesio reguliavimo teorij� pagrindas � tmoni� elgesio keitimas organizacijai naudinga kryptimi.
Nors daugeliu klausim� �ios teorijos yra prie�taringos, jos viena kitos nepaneigia.
Tmogus patiria poreikius, kai jau�ia fizin� ar psichin� nepritekli�. Nors jis tam tikru metu gali ir netur�ti s�moningo poreikio, bet yra toki� poreiki�, kuriuos nuolat jau�ia kiekvienas tmogus. Tuo remiantis, poreikius galima klasifikuoti � pirminius ir antrinius [14].
Pirminiai poreikiai turi fiziologin� prigimt� (poreikis kv�puoti, maitintis, miegoti ir kt.).
Antriniai poreikiai pagal prigimt� yra psichologiniai (noras pritapti, valdtios tro�kimas, s�km�s poreikis). �ie poreikiai suvokiami drauge su patirtimi. Tmon�s turi skirting� patirt�, tod�l ir antriniai poreikiai gali gerokai skirtis.
Poreiki� negalima tiesiogiai steb�ti ar i�matuoti. Spr�sti apie juos galima tik i� tmoni� elgesio. Tmogaus poreikiai sukuria tro�kim� juos patenkinti ir sutadina motyvus veikti (11 pav.)
11 pav. S�veika tarp tmogaus poreiki� ir jo elgesio
Tmon�s aktyviai siekia �mon�s tiksl� kai supranta, kad drauge patenkins ir savo poreikius (gaus atlyginim�). D�l to vadovai �ia sudarin�ja tokias situacijas, kurios darbuotojus tuo �tikint�.
Atlyginimas pla�i�ja prasme yra visa tai, k� tmogus gauna i� organizacijos ut savo darb�. Tai pinigai, moralinis pasitenkinimas, galimyb� tobul�ti ir kilti pareigose. Atlyginimas yra viskas k� tmogus brangina, o ne vien tik pinigai. Tai suprasdami, mes darbuotojus skatiname tobul�ti, si�sdami � mokymus, sudarome galimybes kilti pareigose bei skiriame �vairius priedus prie atlyginimo (pinig�) [13].
Kuomet kalbame apie motyvacij� dirbti ir dirbti gerai, kalbame apie gaus� veiksni�, skatinan�i� darbuotis. Tai ir darbo utmokestis, sav�s �tvirtinimas, pagarba, sav�s, kaip priklausan�io tam tikrai organizacijai ar komandai suvokimas, karjera, k�rybin� atmosfera, premijos ir vadovyb�s pasitik�jimas, galimyb� save �tvirtinti. Motyvuojantys veiksniai nevienodai motyvuoja skirtingus tmones. Tai, kas yra be galo svarbu vir�ininkui, neb�tinai yra taip pat svarbu ir jo pavaldiniui, tod�l norint motyvuoti darbuotojus a� si�lau periodi�kai kalb�tis su darbuotojais ir pasiai�kinti, kiek darbuotojai patenkinti savo darbu bei ko jiems tr�ksta.
Vienas universaliausi� veiksni�, motyvuojan�i� tmones darbui, yra darbo utmokestis. Ne tiek svarbu, koks yra fakti�kas darbo utmokes�io dydis, svarbu, kad gaunantis atlyg� tmogus jaust�si teisingai atlygintas ut darb�. Atlyginimas turi uttikrinti tmogui saugumo ir tikrumo �iandiena ir rytdiena jausm�. Tai vienas i� kertini� tmogaus poreiki�. Pajut�s, kad ut darb� atsiskaitoma neteisingai arba nes�tiningai, asmuo jau�ia nuoskaud�. Ji pasirei�kia pastang�, skirt� darbui, sumat�jimu ir sustipr�jusiomis mintimis apie tai, kad reikia keisti darb�. Tod�l �ioje spaustuv�je atlyginimai bus mokami visada laiku. Nebus kei�iamas atlygio dydis prie� tai nepasitarus su darbuotoju. Mokami �vair�s priedai ut ger� ir kokybi�k� darb�, bet tuo pa�iu skiriamos nuobaudos ut padaryt� brok�.
Kuomet tmogus jau�iasi saugus ir uttikrintas d�l savo ir savo �eimos pagrindini� poreiki� patenkinimo galimyb�s, i�kyla nauji poreikiai, kuri� patenkinimo galimyb�s motyvuoja darbui. Tai gali b�ti sav�s �tvirtinimo ar savirealizacijos poreikis, pagarbos poreikis, poreikis b�ti kompanijos ar kolektyvo nariu, poreikis lyderiauti ir kt., kaip tik �ia tokias s�lygas ir sudarome.
�mon�se, kuriose darbdaviai r�pinasi savo darbuotojais ir stengiasi patenkinti j� poreikius, darbuotoj� pasitenkinimas darbu, o kartu ir motyvacija dirbti, yra didesn�.
Veiksniai, kuriais remiam�s nor�dami stiprinti darbuotoj� motyvacij�:
Naujo darbuotojo � organizacij� ��vedimas�. Net jei jis dirbo pana�� darb�, tik�tina, kad kitoje organizacijoje jis buvo kitaip organizuotas, tod�l svarbu i�siai�kinti, k� asmuo moka ir kas gali b�ti neai�ku jam per�jus dirbti � nauj� �mon�. Paskiriame �atsaking�� tmog�, kuris pad�s naujam darbuotojui �sijungti � m�s� �mon�s veikl�.
Apr�piname savo darbuotojus darbo priemon�mis bei pasir�piname patogiomis j� darbo vietomis. Jeigu n�ra galimybi� supirkti darbuotojams vis�, reikaling� darbui priemoni�, apgalvojame, kaip sudaryti s�lygas naudotis tomis priemon�mis darbe.
Leidtiame savo darbuotojams pajusti, kad jie reikalingi mums ir mes juos vertiname. Tai galima daryti vis� darbuotoj� akivaizdoje pabr�tiant, kad kiekvienas vertingas ir reikalingas kompanijai, pagiriant ut laiku atliktas utduotis, pasi�lytas id�jas ir pagalb�.
Suteikiame darbuotojams prog� atlikti sud�tingesnes ar kiek kitokias nei �prasta utduotis. Tai leidtia jiems pl�toti savo k�rybi�kum� bei potencial�, suteikia galimyb� kopti karjeros laiptais.
Klausiame savo darbuotoj� apie tai, koki� permain� ar koki� nauj� utduo�i� jie nor�t�. Tai padeda mums taikliau parinkti utduotis darbuotojams ir darbuotojai yra patenkinti gal�dami atlikti jiems patinkan�ias utduotis.
S�kme pasidaliname su savo darbuotojais. Jausdami savo �na�� � �mon�s s�km� darbuotojai dirba atsakingiau ir b�na i�tikimesni savo kompanijai.
Galima sudaryti premij�, priklausan�i� nuo �mon�s pelno, sistem�. Tokia sistema motyvuoja darbuotojus �vairiomis priemon�mis kelti �mon�s apyvart� ir jaustis prisidedan�iu prie �mon�s s�km�s.
Taigi, nors kiekvieno asmens motyvacija vienai ar kitai veiklai yra asmeni�ka ir unikali, vis tik yra tam tikri d�sningumai, leidtiantys i�skirti motyv� grupes ir kurti darbuotoj� motyvavimo sistemas. �ios sistemos leidtia �monei i�laikyti darbuotojus bei skatina juos dirbti efektyviai. �mon�s vadov� d�mesys bei i�laidos, skirtos darbuotoj� motyvacijai didinti, visuomet atsiperka, o darbuotojai skleidtia teigiam� informacij� apie �mon� aplinkiniams bei i�lieka lojal�s savo �monei, kas yra svarbu ne tik spaustuvei, bet ir bet kuriai �monei.
Ofsetin� spaudos technologija yra ai�ki lyder� �iuolaikin�je spaudos rinkoje. �ias pozicijas ofsetui leido i�sikovoti plati nomenklat�ra (galima spausdinti �vairius gaminius, ant skirting� stori� popieriaus, naudojant �vairius datus), taip pat galimyb� spausdinti didelius tiratus kokybi�kai ir greitai, o vieno atspaudo savikaina yra nedidel�. Atsitvelgiant � �iuos kriterijus, tai labiausiai tinkanti spaudos technologija periodinei spaudai.
2007 m. lyginant su 2006m padid�jo periodini� leidini� metiniai tiratai ir pavadinim� skai�ius. Ta�iau ateityje �ie skai�iai gali mat�ti d�l esamos kriz�s ir spar�iai populiar�jan�i� elektronini� �i� leidini� versij�.
Tiek spaudos, tiek pospaudiminiai procesai turi b�ti atliekami kvalifikuot� darbinink�. Visuose procesuose turi b�ti taikoma kokyb�s kontrol�, kad i�vengtume broko.
B�tina uttikrinti darbuotoj� saugum�. Darbo s�lygos privalo atitikti higieninius reikalavimus. Turi b�ti �alinamas triuk�mas (izoliacijos, absorbcijos ar akustin�s galios matinimo b�dais), elektros �rengimai turi b�ti �nulinti, taip pat, kai reikia, naudoti asmenines apsaugos priemones (akinius, aus� kai��ius ir kt.).
Darbuotojai turi b�ti motyvuoti dirbti ir dirbti gerai. Tod�l b�tina juos motyvuoti: duoti pinigin� atlyg� (priklausant� nuo atlikto darbo), suteikti moralin� pasitenkinim�, galimyb� tobul�ti ir kilti pareigose.
|
Politica de confidentialitate | Termeni si conditii de utilizare |

Vizualizari: 4660
Importanta: ![]()
Termeni si conditii de utilizare | Contact
© SCRIGROUP 2024 . All rights reserved